2.1.1. Particle Dynamics
Linear motion description for the NPK granular flow with spherical solid particles is modeled using the DEM since it extends the Lagrangian formulation to account for inter-particle interactions in the particle equations of motion, which are essential in highly loaded flows. The equation of conservation of linear momentum for a DEM particle of mass
is given by Equation (1), where
denotes the instantaneous particle velocity,
is the resultant of the forces acting on the surface particle, and
is the resultant of the body forces. These forces are also decomposed according to Equation (2), where
is the drag force,
is the pressure gradient force,
is the gravity force,
is the contact force from the DEM, and
is the force produced by the rotating reference frame.
For the solid-fluid interactions, the resultant
forces represent the momentum transfer from the continuous phase to the particle. The drag force is given by Equation (3), where
is the density of the continuous phase,
is the projected area of the particle,
is the particle slip velocity, and
is the drag coefficient of the particle given by the Schiller–Naumann correlation, which is suitable for spherical solid particles. The pressure gradient force
is defined according to Equation (4), where
is the volume of the particle and
is the gradient of the static pressure in the continuous phase.
For the particle body forces, the gravity force is given by Equation (5), where
is the gravitational acceleration vector. The contact force
represents inter-particle and particle-boundary interaction and is presented in Equation (6), where
is the contact force model. A modification of the linear spring contact model developed by Cundall and Strack was used [
20].
The normal and tangential forces are defined by Equation (7), where
is the normal spring constant,
is the tangential spring constant,
is the normal damping,
is the normal velocity component of the relative sphere surface velocity at the contact point,
is the static friction coefficient, and
and
are overlaps in the normal and tangential directions at contact points.
The normal and tangential spring stiffness is given by Equation (8).
,
, and
are the equivalent Young’s modulus, shear modulus, and radius of the interacting particles, and they are calculated according to Equation (9), where
and
are Young’s modulus of the particles,
, and
their Poisson’s ratios, and
and
their radii.
The normal and tangential damping is given by Equation (10), where
and
are the normal and tangential damping coefficient, and
is the equivalent particle mass. The normal and tangential coefficients and equivalent particle mass are given by Equation (11), where
and
are the normal and tangential coefficients of restitution defined by the physical properties of the material, and
and
the mass of each colliding particle.
The force produced by the moving reference frame is given by Equation (12), where
is the angular velocity vector of the rotating reference frame and
is the distance vector to the axis of rotation.
Rotational motion for DEM particles is described by orientations and, therefore, their angular momentum must also be conserved, and it is represented by Equation (13), where
is the particle moment of inertia described by a second-order tensor,
is the particle angular velocity,
is the drag torque, that is, the moment that acts on the particle due to rotational drag, and
is the total moment from contact forces.
The drag torque reduces the difference between a particle and the fluid in which it is immersed, and is defined by Equation (14), where
is the rotational drag coefficient.
is the relative angular velocity of the particle to the fluid and is given by Equation (15), where
is the fluid velocity, and
is the angular velocity of the particle. The rotational drag coefficient is defined by Equation (16) where
is the rotational Reynolds number defined by Equation (17).
The total moment from contact forces is defined according to Equation (18), where
is the position vector from the particle center of gravity to the contact point, and
is the moment that acts on the particle from rolling resistance. Rolling resistance was modeled with the proportional force method with a defined coefficient of rolling resistance
.
In order to study the heat and mass transfer process inside the cooling rotary drum, the solid-fluid heat transfer needs to be defined properly. The equation of conservation of mass of a material particle is given by Equation (19), where
is the rate of mass transfer to the particle. This term is zero since no evaporation occurs. The particle energy balance is shown in Equation (20), where
represents heat transfer by radiation and
represents heat transfer by other sources, and both of them are negligible in this process.
Convective heat transfer
is calculated according to Equation (21), where
is the heat transfer coefficient, and
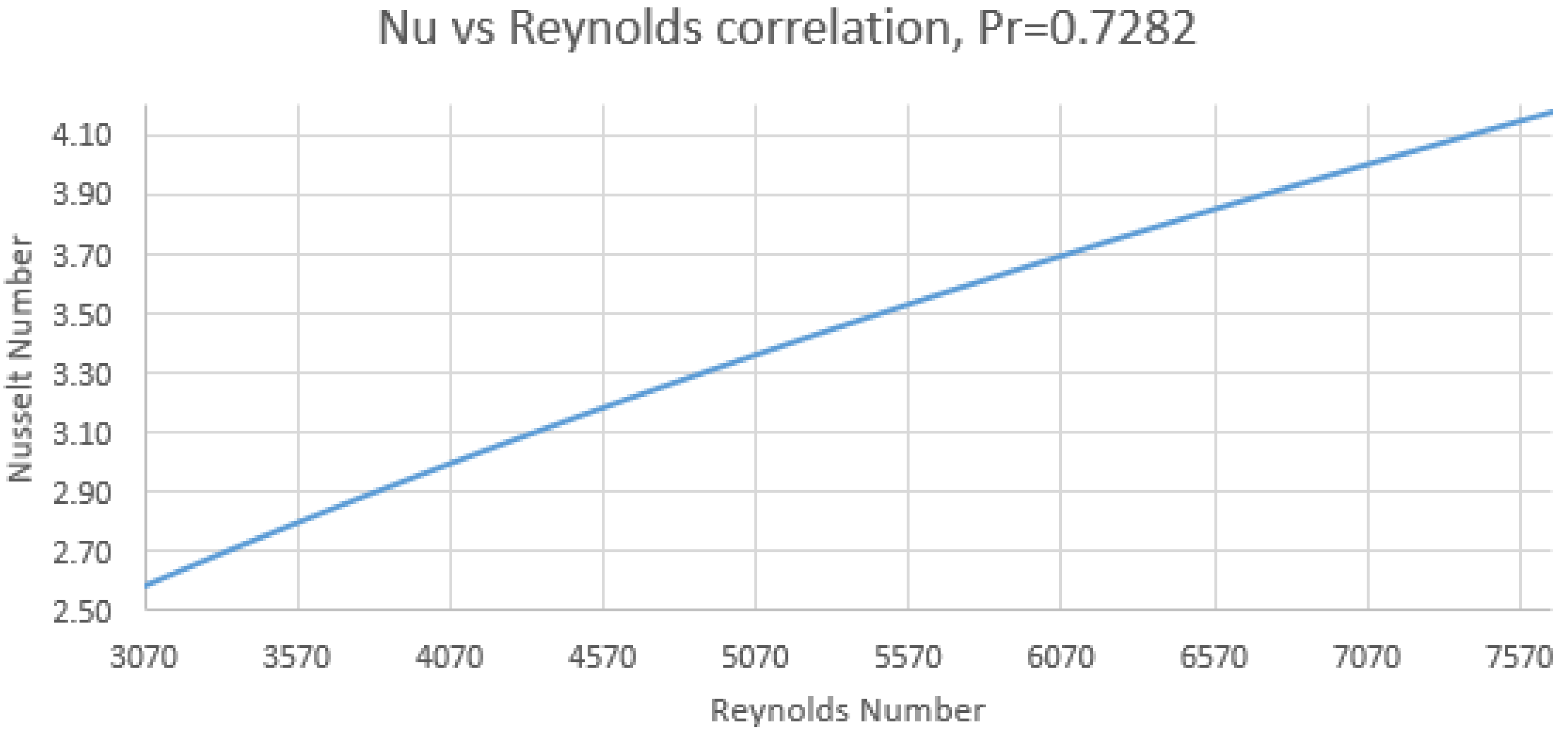
is the particle surface area. The heat transfer coefficient was obtained from the particle Nusselt number presented in Equation (22), where
is the thermal conductivity of the fluid. Nusselt number was obtained using the Ranz–Marshall correlation defined by Equation (23), where
is the Prandtl number of the air.
The solid-solid heat transfer process is taken into consideration. When particles make contact with each other or with the wall, heat is transferred through conduction. In this work, the drum wall was considered adiabatic. Thus, conductive heat transfer was only considered between particles. Particle–particle heat transfer is given by Equation (24), where
is the contact radius and
is the equivalent thermal conductivity of the two particles and
the temperatures of particle i and j. The equivalent thermal conductivity is calculated according to Equation (25), where
and
are the thermal conductivities for particles
i and
j.
The impact heat model was employed for calculating the heat production that results from friction and damping in DEM particles. This model has a linear formulation given by Equation (26), where
and
are the fractions of frictional and damping work that are converted to heat,
and
are the frictional and damping forces on the particle, and
and
are the relative tangential and normal impact velocities.

 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}