
Experimental Research on Deep Silicon Removal in Spent SCR Catalysts
 ,
,
Abstract
:1. Introduction
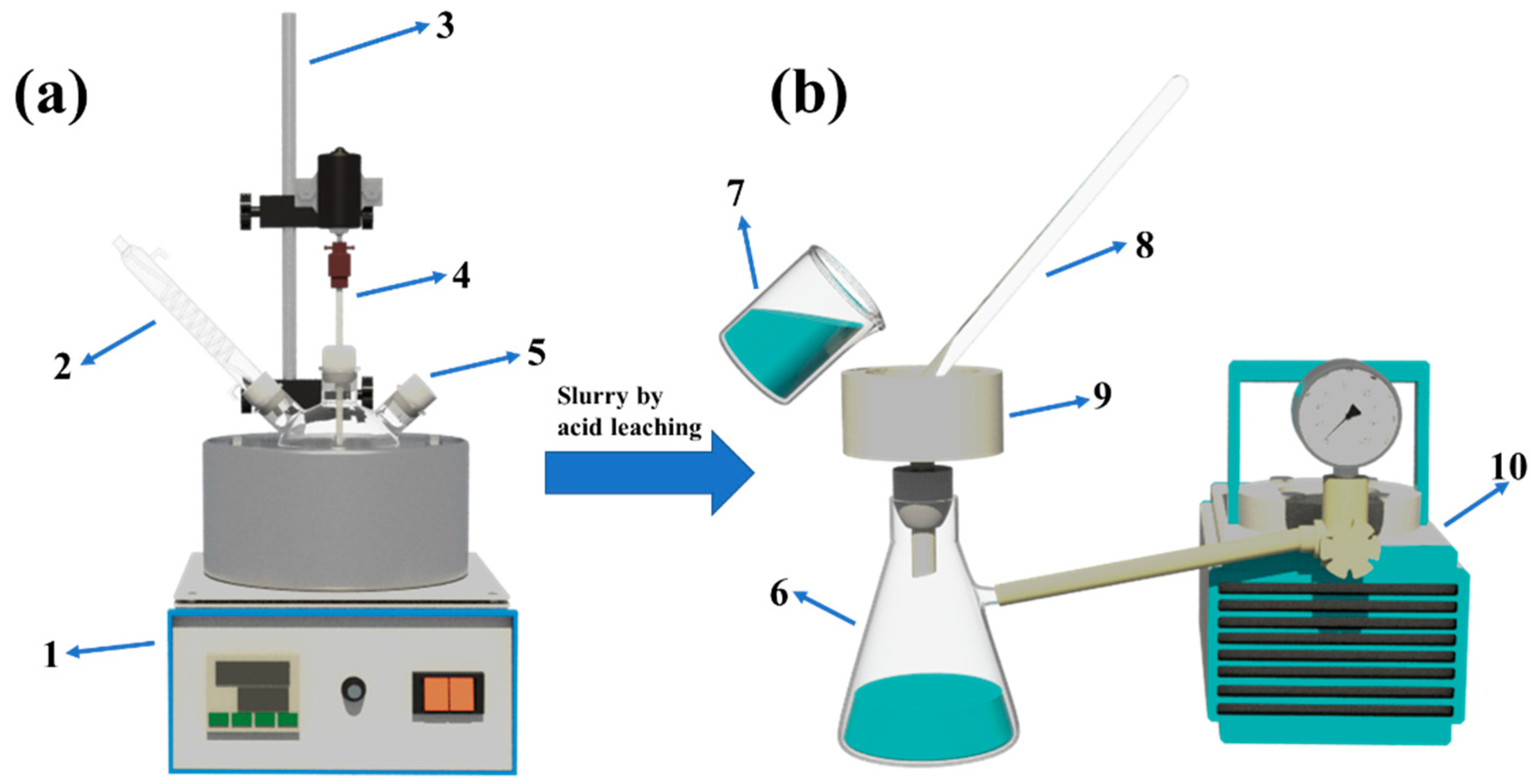
2. Experimental System and Method
2.1. Reagent, Material, and Instrument
2.2. Experimental Methods
2.3. Characterization Methods
3. Results and Discussion
3.1. Investigating the Influence of Experimental Conditions on Silicon Leaching from Spent Catalysts
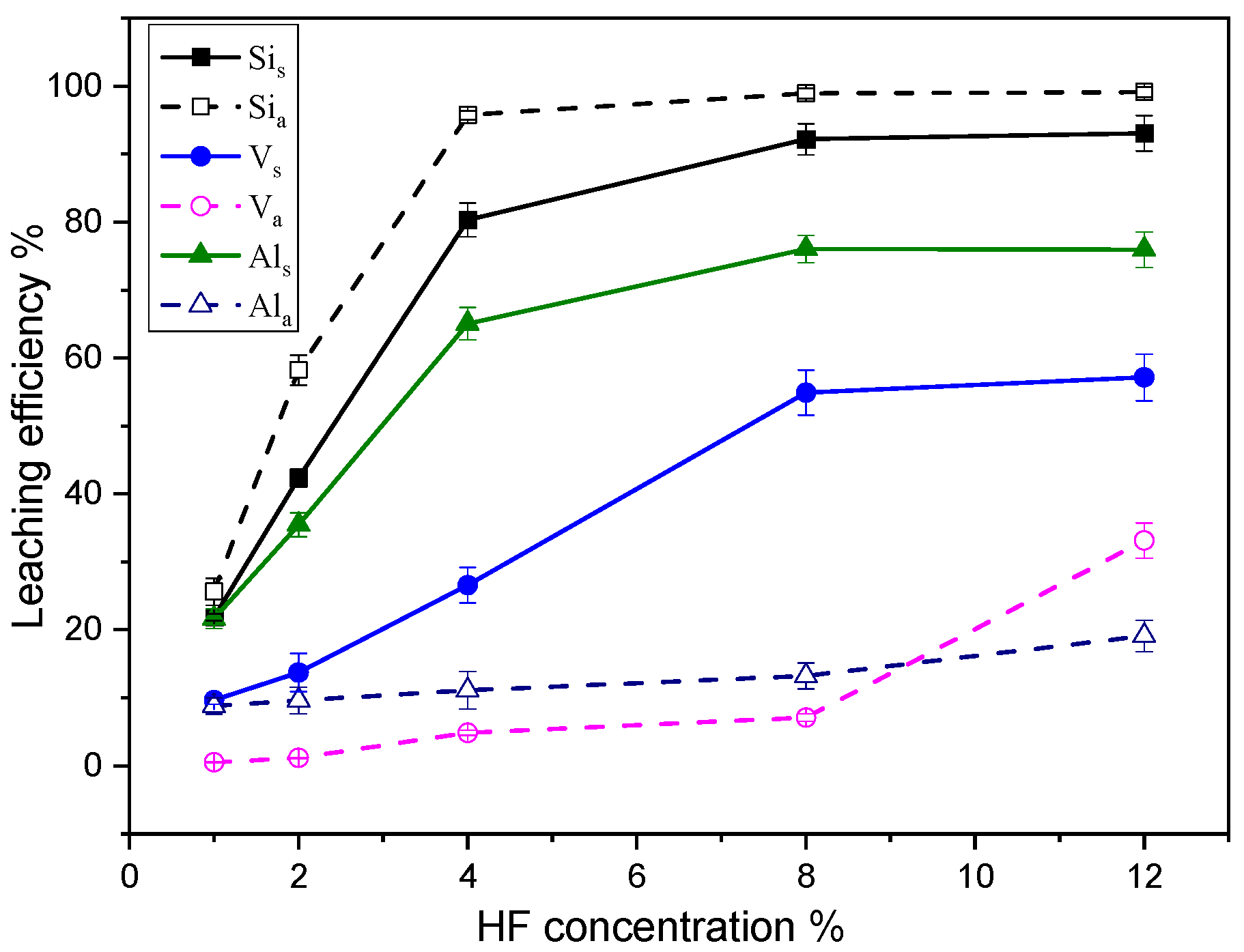
3.1.1. Effect of Leaching Agent Concentration
3.1.2. Influence of the Liquid–Solid Ratio
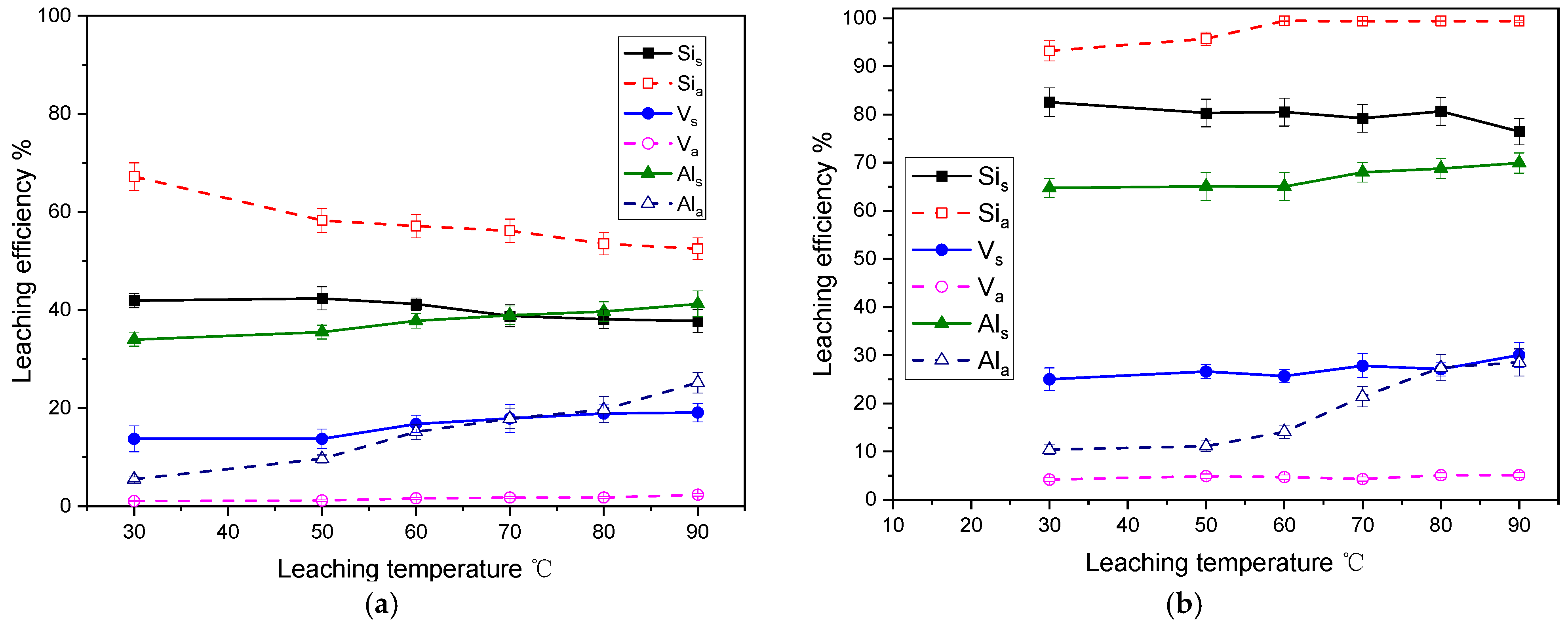
3.1.3. Effect of Leaching Temperature
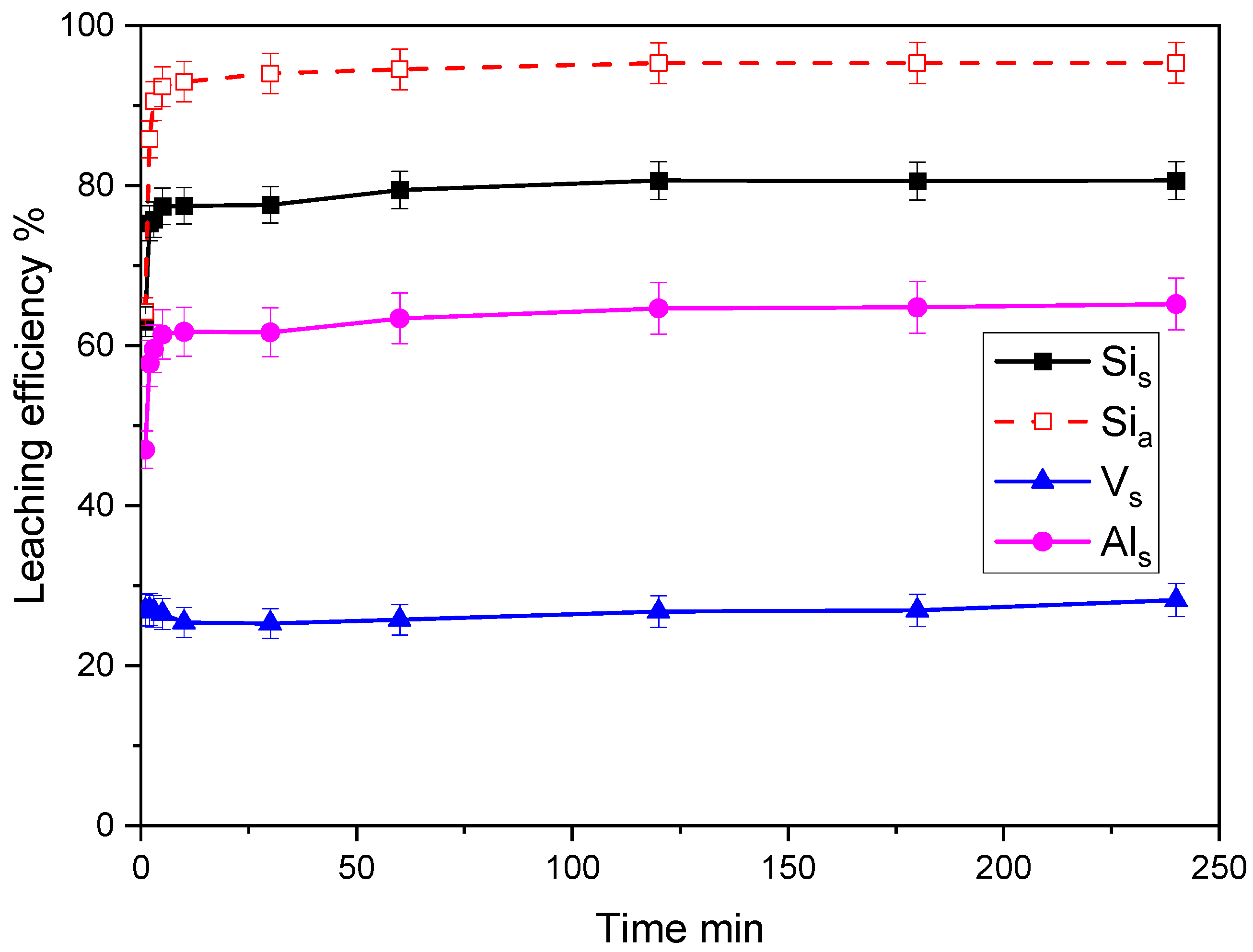
3.1.4. Effect of Leaching Time
3.2. Influence of Acid Leaching on the Structure and Morphology of Catalysts
3.2.1. XRD Test Analysis
3.2.2. Specific Surface Area Analysis
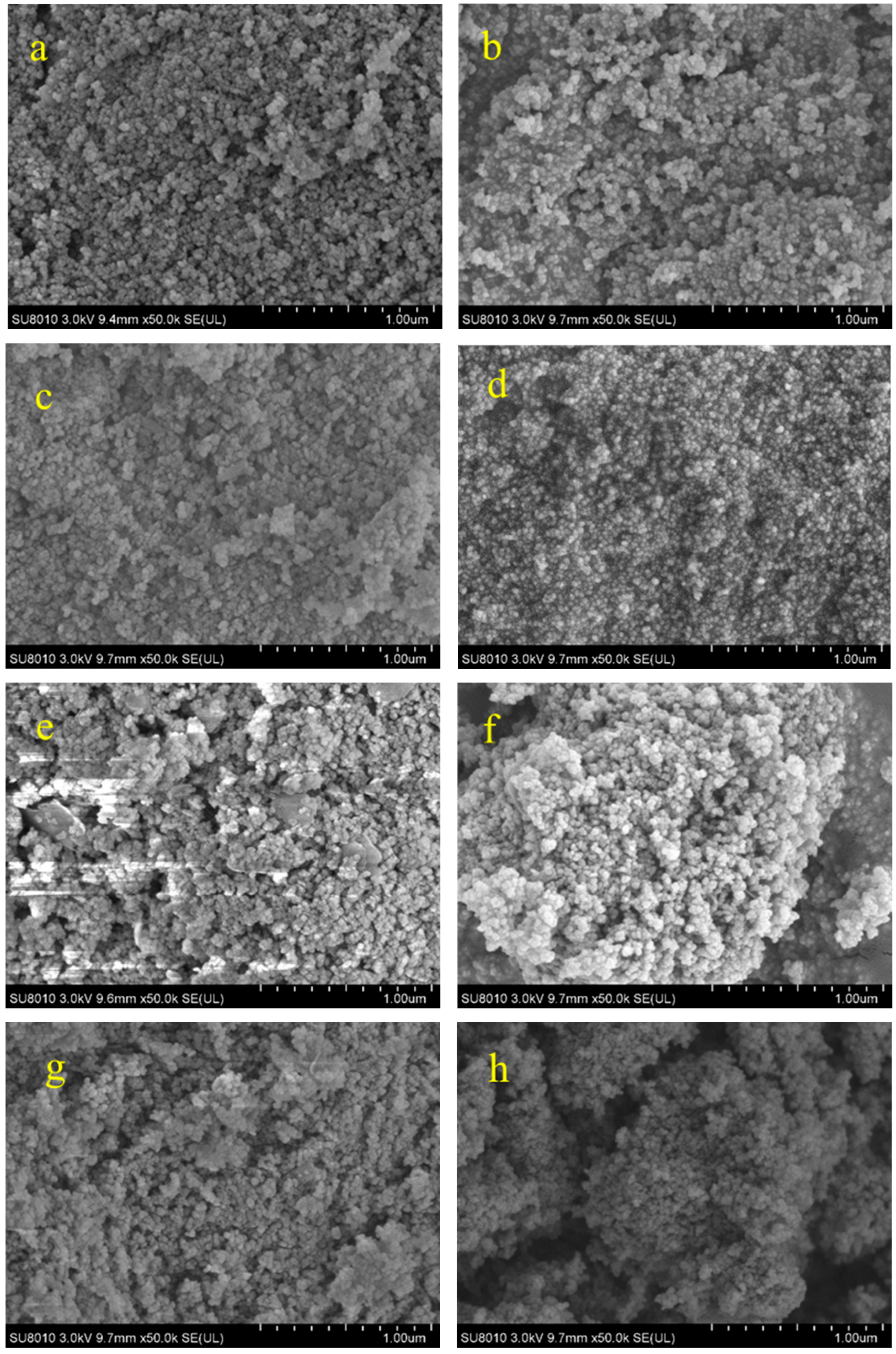
3.2.3. Morphology Analysis
4. Conclusions
- (1)
- HF can react with silicon in the catalyst, destroying the structure of aluminosilicate in the catalyst, thereby facilitating silicon and aluminum leaching. Increasing HF concentration and liquid–solid ratio improves the leaching efficiency of silicon, vanadium, and aluminum in the sample by acid leaching. The increase in leaching temperature also inhibits the leaching of silicon in the sample while promoting the leaching of vanadium and aluminum. When the HF concentration is 4%, the liquid–solid ratio is 5:1, and the temperature is 50 °C, the leaching rate of silicon in an alkali-leached sample reaches 99.47%;
- (2)
- Under identical experimental conditions, the silicon leaching rate in the alkali-leached sample with HF was higher compared to the spent SCR catalyst. This suggests that high-temperature alkali leaching damages the catalyst and the glass fiber within it, thereby favoring silicon leaching;
- (3)
- For alkali-leached samples, HF treatment reduces the catalyst’s specific surface area to a certain extent. The particle and average pore size of the catalyst also decreases. In the spent SCR catalyst, the damage to the aluminosilicate structure and the leaching of vanadium restores some pores in the catalyst and forms some new pores, thereby increasing the specific surface area and the pore volume of the catalyst.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tan, L.; Guo, Y.; Liu, Z.; Feng, P.; Li, Z. An investigation on the catalytic characteristic of NOx reduction in SCR systems. J. Taiwan Inst. Chem. Eng. 2019, 99, 53–59. [Google Scholar] [CrossRef]
- Kumar, M.S.; Alphin, M.S.; Manigandan, S.; Vignesh, S.; Vigneshwaran, S.; Subash, T. A review of comparison between the traditional catalyst and zeolite catalyst for ammonia-selective catalytic reduction of NO x. Fuel 2023, 344, 128125. [Google Scholar] [CrossRef]
- Zhang, T.; Chen, X.; Sun, C.; Yuan, D. Research progress on recovery and reuse of valuable metals from spent vanadium-titanium SCR catalysts. Mod. Chem. Ind. 2021, 27, 67–72, 77. [Google Scholar]
- Wu, W.F.; Li, H.Q.; Meng, Z.H.; Wang, C.Y.; Wang, X.R.; Zhao, C. Recovery of TiO2 from spent SCR denitration catalyst by alkali hydrothermal method. Chin. J. Process Eng. 2019, 19 (Suppl. S1), 72–80. [Google Scholar]
- Ferella, F. A review on management and recycling of spent selective catalytic reduction catalysts. J. Clean. Prod. 2020, 246, 118990. [Google Scholar] [CrossRef]
- Liu, Z.; Lin, D.; He, F.; Cao, Z.; Wang, B. Study of Leaching Mechanism and Kinetics of Vanadium and Tungsten on the Process of Recovery Spent SCR Catalyst by Sodium Roasted. Mater. Rep. 2021, 35, 429–433. [Google Scholar]
- China Environmental Protection Industry Association Desulfurization and Denitration Committee. China Development Report on Desulfurization and Denitration Industries in 2014; China Environmental Protection Industry: Beijing, China, 2015; Volume 12, pp. 4–23. [Google Scholar]
- Wu, Y.W.; Zhou, X.Y.; Hu, Z.; Cai, Q.; Lu, Q. A comprehensive review of the heavy metal issues regarding commercial vanadium-titanium-based SCR catalyst. Sci. Total Environ. 2023, 857, 159712. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Soler, L.; Cazorla, C.; Oliveras, J.; Bastús, N.G.; Puntes, V.F.; Llorca, J. Facet-engineered TiO2 drives photocatalytic activity and stability of supported noble metal clusters during H2 evolution. Nat. Commun. 2023, 14, 6165. [Google Scholar] [CrossRef]
- Chen, J.; Xiong, S.; Liu, H.; Shi, J.; Mi, J.; Liu, H.; Gong, Z.; Oliviero, L.; Maugé, F.; Li, J. Reverse oxygen spillover triggered by CO adsorption on Sn-doped Pt/TiO2 for low-temperature CO oxidation. Nat. Commun. 2023, 14, 3477. [Google Scholar] [CrossRef]
- Shaikh, S.F.; Ghule, B.G.; Nakate, U.T.; Shinde, P.V.; Ekar, S.U.; O’Dwyer, C.; Kim, K.H.; Mane, R.S. Low-Temperature Ionic Layer Adsorption and Reaction Grown Anatase TiO2 Nanocrystalline Films for Efficient Perovskite Solar Cell and Gas Sensor Applications. Sci. Rep. 2018, 8, 11016. [Google Scholar] [CrossRef] [PubMed]
- Tang, H.; Lu, Q.; Yang, J.; Li, H.; Li, W.; Yang, Y. Research on recycling and characterization analysis of the waste SCR catalyst. J. Fuel Chem. Technol. 2018, 46, 233–242. [Google Scholar]
- Zhang, Q.; Wu, Y.; Yuan, H. Recycling strategies of spent V2O5-WO3/TiO2 catalyst: A review. Resour. Conserv. Recycl. 2020, 161, 104983. [Google Scholar] [CrossRef]
- Zhao, C.; Wang, C.; Wang, X.; Li, H.; Chen, Y.; Wu, W. Recovery of tungsten and titanium from spent SCR catalyst by sulfuric acid leaching process. Waste Manag. 2023, 155, 338–347. [Google Scholar] [CrossRef] [PubMed]
- Cheng, K.; Yu, Y.; Mei, B.; Li, Y.; Xu, L. Efficient Recovery of V, W, and Regeneration of TiO2 Photocatalysts from Waste-SCR Catalysts. Sustainability 2022, 14, 10284. [Google Scholar] [CrossRef]
- Chen, Y.; Xie, Z.; Wang, C. Study on the TiO2 Recovery from SCR Catalyst Waste in Coal-Fired Power Plants. Electr. Power 2016, 49, 151–152. [Google Scholar]
- Ma, B.; Qiu, Z.; Yang, J.; Qin, C.; Fan, J.; Wei, A.; Li, Y. Recovery of nano-TiO2 from spent SCR catalyst by sulfuric acid dissolution and direct precipitation. Waste Biomass Valorization 2019, 10, 3037–3044. [Google Scholar] [CrossRef]
- Zhang, Q.J.; Wu, Y.F.; Zuo, T.Y. Green recovery of titanium and effective regeneration of TiO2 photocatalysts from spent selective catalytic reduction catalysts. ACS Sustain. Chem. Eng. 2018, 6, 3091–3101. [Google Scholar] [CrossRef]
- Song, C.; Zhou, D.; Yang, L.; Zhou, J.; Liu, C.; Chen, Z.-G. Recovery TiO2 and sodium titanate nanowires as Cd(II) adsorbent from waste V2O5-WO3/TiO2 selective catalytic reduction catalysts by Na2CO3-NaCl-KCl molten salt roasting method. J. Taiwan Inst. Chem. Eng. 2018, 88, 226–233. [Google Scholar] [CrossRef]
- Ma, L.W.; Xi, X.L.; Chen, J.P.; Guo, F.; Yang, Z.J.; Nie, Z.R. Comprehensive recovery of W, V, and Ti from spent selective reduction catalysts. Rare Met. 2023, 42, 3518–3531. [Google Scholar] [CrossRef]
- Cao, Y.; Yuan, J.; Du, H.; Dreisinger, D.; Li, M. A clean and efficient approach for recovery of vanadium and tungsten from spent SCR catalyst. Miner. Eng. 2021, 165, 106–857. [Google Scholar] [CrossRef]
- Tang, D.; Song, H.; Liu, D.; Wu, W.; Zheng, C.; Gao, X. Study on leaching kinetics of extracting vanadium and tungsten by sodium hydroxide from spent SCR catalyst. Chin. J. Environ. Eng. 2017, 11, 1093–1100. [Google Scholar]
- Liu, D.; Song, H.; Wu, W.; Zheng, C.; Qiu, K.; Gao, X. Influence Law of Solution pH on Separation of Vanadium and Tungsten by Ion Exchange Adsorption. Rare Met. Cem. Carbides 2018, 46, 7–12. [Google Scholar]
- Lin, Z.; Song, H.; Wu, W.; Liu, S.; Zheng, C.; Gao, X. Extraction of vanadium from alkaline leached solution of spent SCR catalyst using quaternary ammonium salt N263. Environ. Prot. Chem. Ind. 2021, 41, 571–575. [Google Scholar]
- Zhang, Q.; Wu, Y.; Li, L.; Zuo, T. A sustainable approach for spent V2O5-WO3/TiO2 catalysts management: Selective recovery of heavy metal vanadium and production of value-added WO3-TiO2 photocatalysts. ACS Sustain. Chem. Eng. 2018, 6, 12502–12510. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | HF Concentration/% | Specific Surface Area/(m2·g−1) | Total Pole Volume/(cm3·g−1) | Average Pore Size/(nm) |
|---|---|---|---|---|
| 1 | 0 | 81.98 | 0.279 | 12.7 |
| 2 | 1 | 77.92 | 0.269 | 12.9 |
| 3 | 2 | 74.01 | 0.266 | 13.1 |
| 4 | 4 | 76.93 | 0.264 | 12.6 |
| 5 | 8 | 78.24 | 0.269 | 12.5 |
| 6 | 12 | 78.97 | 0.269 | 12.2 |
| Sample | HF Concentration/% | Specific Surface Area/(m2·g−1) | Total Pore Volume/(cm3·g−1) | Average Pore Size/(nm) |
|---|---|---|---|---|
| Spent catalyst | 0 | 47.88 | 0.236 | 18.5 |
| 1 | 1 | 46.92 | 0.234 | 18.1 |
| 2 | 2 | 58.73 | 0.285 | 18.04 |
| 3 | 4 | 61.51 | 0.283 | 17.4 |
| 4 | 8 | 62.17 | 0.296 | 17.1 |
| 5 | 12 | 65.34 | 0.358 | 19.3 |
| Element | V2O5 | TiO2 | WO3 | SiO2 | Al2O3 | CaO |
|---|---|---|---|---|---|---|
| Content (%) | 0.15 | 97.5 | 1.84 | 0.0819 | 0.014 | 0.009 |
| Element | MgO | Fe2O3 | Na2O | K2O | As2O5 | |
| Content (%) | 0.0015 | 0.139 | not detected | not detected | 0.036 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, W.; Wang, L.; Zhang, Y.; Hua, Z.; Song, H.; Liu, S.; Song, S.; Wang, D.; Gao, X. Experimental Research on Deep Silicon Removal in Spent SCR Catalysts. Processes 2024, 12, 290. https://doi.org/10.3390/pr12020290
Wu W, Wang L, Zhang Y, Hua Z, Song H, Liu S, Song S, Wang D, Gao X. Experimental Research on Deep Silicon Removal in Spent SCR Catalysts. Processes. 2024; 12(2):290. https://doi.org/10.3390/pr12020290
Chicago/Turabian StyleWu, Weihong, Li Wang, You Zhang, Zhesheng Hua, Hao Song, Shaojun Liu, Sihui Song, Dingzhen Wang, and Xiang Gao. 2024. "Experimental Research on Deep Silicon Removal in Spent SCR Catalysts" Processes 12, no. 2: 290. https://doi.org/10.3390/pr12020290