
Preparation of High Specific Surface Area Activated Carbon from Petroleum Coke by KOH Activation in a Rotary Kiln

Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Material
2.2. Preparation of AC
2.3. Analysis of Activation Products
2.3.1. Analysis of Gas, Water and K-Containing Compounds
2.3.2. Characterizations of AC
2.3.3. Evaluation of Particles’ Agglomeration
3. Results and Discussion
3.1. Products Evolution during Activation
3.1.1. Non-Condensable Gases
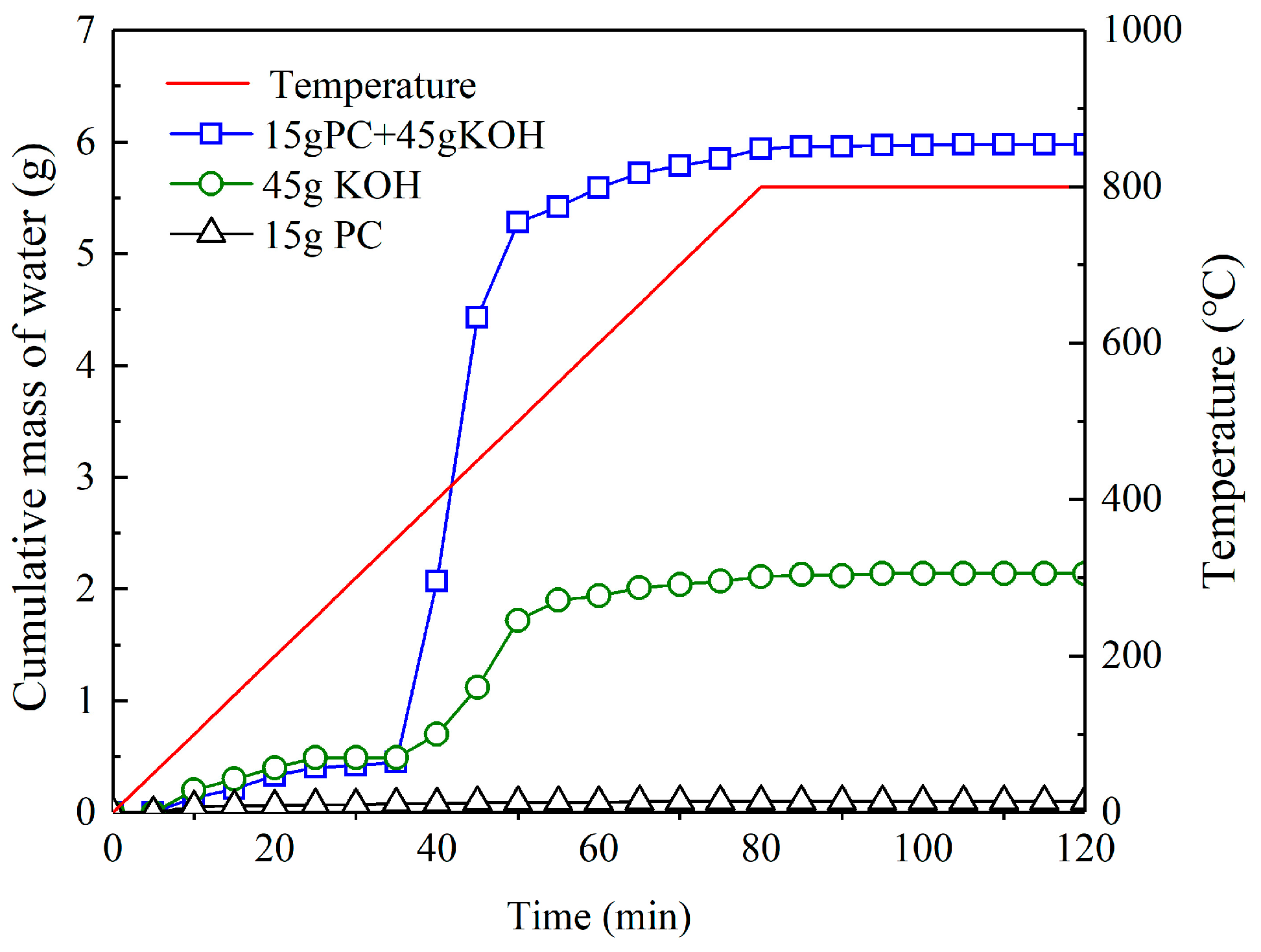
3.1.2. Water
3.1.3. K and K-Containing Compounds
3.2. Measures to Reduce the Swelling and Agglomeration
3.2.1. Mechanical Measure
3.2.2. Chemical Measure
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Abdulsalam, J.; Mulopo, J.; Bada, S.; Oboirien, B. Natural gas storage properties of adsorbents synthesised from three different coal waste in South Africa. Fuel 2020, 267, 117157. [Google Scholar] [CrossRef]
- Zornitta, R.L.; Barcelos, K.M.; Nogueira, F.G.E.; Ruotolo, L.A.M. Understanding the mechanism of carbonization and KOH activation of polyaniline leading to enhanced electrosorption performance. Carbon 2020, 156, 346–358. [Google Scholar] [CrossRef]
- Xu, J.; Zhang, H.; Ji, X.; Lan, Q.; Fan, Q. Activated Carbon Modified by Ester Hydrolysis of Ethyl Acetate for Water Vapor Adsorption Enhancement. Processes 2022, 10, 1527. [Google Scholar] [CrossRef]
- Figueroa Campos, G.A.; Perez, J.P.H.; Block, I.; Sagu, S.T.; Saravia Celis, P.; Taubert, A.; Rawel, H.M. Preparation of Activated Carbons from Spent Coffee Grounds and Coffee Parchment and Assessment of Their Adsorbent Efficiency. Processes 2021, 9, 1396. [Google Scholar] [CrossRef]
- Moon, S.Y.; Kim, M.S.; Hahm, H.S.; Lim, Y.S. Preparation of Activated Carbon Fibers by Chemical Activation Method with Hydroxides. Mater. Sci. Forum 2006, 510–511, 750–753. [Google Scholar] [CrossRef]
- Hui, T.S.; Zaini, M.A.A. Potassium hydroxide activation of activated carbon: A commentary. Carbon Lett. 2015, 16, 275–280. [Google Scholar] [CrossRef]
- Wang, B.; Zhu, C.; Zhang, Z.; Zhang, W.; Chen, X.; Sun, N.; Wei, W.; Sun, Y.; Ji, H. Facile, low-cost, and sustainable preparation of hierarchical porous carbons from ion exchange resin: An improved potassium activation strategy. Fuel 2016, 179, 274–280. [Google Scholar] [CrossRef]
- Heidarinejad, Z.; Dehghani, M.H.; Heidari, M.; Javedan, G.; Ali, I.; Sillanpää, M. Methods for preparation and activation of activated carbon: A review. Environ. Chem. Lett. 2020, 18, 393–415. [Google Scholar] [CrossRef]
- Evans, M.J.B.; Halliop, E.; MacDonald, J.A.F. The production of chemically-activated carbon. Carbon 1999, 37, 269–274. [Google Scholar] [CrossRef]
- Ghosh, A.; da Silva Santos, A.M.; Cunha, J.R.; Dasgupta, A.; Fujisawa, K.; Ferreira, O.P.; Lobo, A.O.; Terrones, M.; Terrones, H.; Viana, B.C. CO2 Sensing by in-situ Raman spectroscopy using activated carbon generated from mesocarp of babassu coconut. Vib. Spectrosc. 2018, 98, 111–118. [Google Scholar] [CrossRef]
- Sang, L.; Cai, M.; Zhao, Y.; Ren, N.; Wu, Y.; Burda, C. Mixed metal carbonates/hydroxides for concentrating solar power analyzed with DSC and XRD. Sol. Energy Mater. Sol. Cells 2015, 140, 167–173. [Google Scholar] [CrossRef]
- Yamashita, Y.; Ouchi, K. Influence of alkali on the carbonization process—I: Carbonization of 3,5-dimethylphenol-formaldehyde resin with NaOH. Carbon 1982, 20, 41–45. [Google Scholar] [CrossRef]
- Ehrburger, P.; Addoun, A.; Addoun, F.; Baptiste Donnet, J. Carbonization of coals in the presence of alkaline hydroxides and carbonates: Formation of activated carbons. Fuel 1986, 65, 1447–1449. [Google Scholar] [CrossRef]
- Lillo-Ródenas, M.A.; Cazorla-Amorós, D.; Linares-Solano, A. Understanding chemical reactions between carbons and NaOH and KOH: An insight into the chemical activation mechanism. Carbon 2003, 41, 267–275. [Google Scholar] [CrossRef]
- Lillo-Ródenas, M.A.; Juan-Juan, J.; Cazorla-Amorós, D.; Linares-Solano, A. About reactions occurring during chemical activation with hydroxides. Carbon 2004, 42, 1371–1375. [Google Scholar] [CrossRef]
- Lu, C.; Xu, S.; Liu, C. The role of K2CO3 during the chemical activation of petroleum coke with KOH. J. Anal. Appl. Pyrolysis 2010, 87, 282–287. [Google Scholar] [CrossRef]
- Xiao, R.; Xu, S.; Li, Q.; Su, Y. The effects of hydrogen on KOH activation of petroleum coke. J. Anal. Appl. Pyrolysis 2012, 96, 120–125. [Google Scholar] [CrossRef]
- Kozak, A.; Bardin, J.; Erb, A. Thermal study and radiocrystallography of potassium oxides. Rev. Chim. Miner. 1976, 13, 190–195. [Google Scholar]
- Yuan, X.; Im, S.I.; Choi, S.W.; Lee, K.B. Removal of Cu(II) ions from aqueous solutions using petroleum coke-derived microporous carbon: Investigation of adsorption equilibrium and kinetics. Adsorption 2019, 25, 1205–1218. [Google Scholar] [CrossRef]
- Park, H.-Y.; Lee, C.H.; Cho, D.-W.; Lee, C.-H.; Park, J.-H. Synthesis of porous carbon derived from poly(vinylidenefluoride) and its adsorption characteristics for CO2 and CH4. Microporous Mesoporous Mater. 2020, 299, 110121. [Google Scholar] [CrossRef]
- Wu, W.; Zhang, X.; Yang, J.; Li, J.; Li, X. Facile preparation of oxygen-rich activated carbon from petroleum coke for enhancing methylene blue adsorption. Carbon Lett. 2020, 30, 627–636. [Google Scholar] [CrossRef]
- Li, D.; Zhou, J.; Wang, Y.; Tian, Y.; Wei, L.; Zhang, Z.; Qiao, Y.; Li, J. Effects of activation temperature on densities and volumetric CO2 adsorption performance of alkali-activated carbons. Fuel 2019, 238, 232–239. [Google Scholar] [CrossRef]
- Wennerberg, A.; O’Grady, T. Active Carbon Process and Composition. US Patent 4082694, 4 April 1978. [Google Scholar]
- Otowa, Y. Production of High Quality Activated Carbon. US Patent 5064805, 12 November 1991. [Google Scholar]
- Otowa, T.; Tanibata, R.; Itoh, M. Production and adsorption characteristics of MAXSORB: High-surface-area active carbon. Gas. Sep. Purif. 1993, 7, 241–245. [Google Scholar] [CrossRef]
- Kawakami, M.; Otowa, T.; Shiraishi, M.; Higuchi, K. Apparatus for Producing High Surface Area Active Carbon. US Patent 5401472, 28 March 1995. [Google Scholar]
- Qiao, W.; Yoon, S.-H.; Mochida, I. KOH Activation of Needle Coke to Develop Activated Carbons for High-Performance EDLC. Energy Fuels 2006, 20, 1680–1684. [Google Scholar] [CrossRef]
- Yin, L.; Leng, E.; Fang, Y.; Liu, T.; Gong, X.; Zhou, J. Effects of KCl, KOH and K2CO3 on the pyrolysis of Cβ-O type lignin-related polymers. J. Anal. Appl. Pyrolysis 2020, 147, 104809. [Google Scholar] [CrossRef]
- Korbag, S.; Korbag, I. Reverse water gas shift reaction over tungsten carbide prepared catalyst from waste date palm fronds at low temperatures reverse water gas shift reaction. Asian J. Green Chem. 2020, 4, 60–74. [Google Scholar]
- Zhang, J.; Wang, M.; Xu, S.; Feng, Y. Hydrogen and methane mixture from biomass gasification coupled with catalytic tar reforming, methanation and adsorption enhanced reforming. Fuel Process. Technol. 2019, 192, 147–153. [Google Scholar] [CrossRef]
- Victor, P.; Kim, S.; Yoo, J.; Lee, S.; Rhim, Y.; Lim, J.; Kim, S.; Chun, D.; Choi, H.; Rhee, Y. Deactivation Behavior of K2CO3 Catalyst in the Steam Gasification of Kideco Coal. Trans. Korean Hydrog. New Energy Soc. 2016, 27, 517–525. [Google Scholar] [CrossRef]
- Lide, D.R.; Kuczkowski, R.L. Structure of the Alkali Hydroxides. I. Microwave Spectrum of Gaseous CsOH. J. Chem. Phys. 1967, 46, 4768–4774. [Google Scholar] [CrossRef]
- Alcañiz-Monge, J.; Illán-Gómez, M. Insight into hydroxides-activated coals: Chemical or physical activation? J. Colloid Interface Sci. 2008, 318, 35–41. [Google Scholar] [CrossRef]
- Raymundo-Piñero, E.; Azaïs, P.; Cacciaguerra, T.; Cazorla-Amorós, D.; Linares-Solano, A.; Béguin, F. KOH and NaOH activation mechanisms of multiwalled carbon nanotubes with different structural organisation. Carbon 2005, 43, 786–795. [Google Scholar] [CrossRef]
- Toda, I.; Toda, H.; Akasaka, H.; Ohshio, S.; Himeno, S.; Saitoh, H. Effect of potassium agents at activated carbon fabricated from rice husks on pore structure and hydrogen storage property. J. Ceram. Soc. Jpn. 2013, 121, 464–466. [Google Scholar] [CrossRef]
- Lahijani, P.; Mohammadi, M. Catalytic Effect of Metal Species on Enhancement of CO2 Gasification Reactivity of Biomass Char. Int. J. Eng. 2015, 28, 1251–1256. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Proximate Analysis (wt.%, ad.) | Ultimate Analysis (wt.%, daf.) | |||||||
|---|---|---|---|---|---|---|---|---|
| Ash | Moisture | Volatile | Fixed Carbon | C | H | O * | N | S |
| 0.28 | 0.83 | 8.80 | 90.09 | 91.16 | 3.59 | 2.40 | 2.59 | 0.26 |
| Rotary Kiln State | KOH/PC | SBET (m2/g) | Da (nm) | Vt (cm3/g) | Vmicro (cm3/g) | Vmeso (cm3/g) |
|---|---|---|---|---|---|---|
| Without steel balls | 1:1 | 538 | 2.82 | 0.38 | 0.22 | 0.16 |
| 2:1 | 1179 | 2.27 | 0.67 | 0.40 | 0.17 | |
| 3:1 | 1492 | 2.01 | 0.75 | 0.67 | 0.09 | |
| With steel balls | 1:1 | 1114 | 3.30 | 0.92 | 0.48 | 0.44 |
| 2:1 | 1681 | 2.37 | 1.00 | 0.72 | 0.28 | |
| 3:1 | 1996 | 2.20 | 1.10 | 0.82 | 0.28 |
| KOH/PC | SBET (m2/g) | Da (nm) | Vt (cm3/g) | Vmicro (cm3/g) | Vmeso (cm3/g) | |
|---|---|---|---|---|---|---|
| Without CO2 | 1:1 | 1114 | 3.30 | 0.92 | 0.48 | 0.44 |
| 2:1 | 1681 | 2.37 | 1.00 | 0.72 | 0.28 | |
| 3:1 | 1996 | 2.20 | 1.10 | 0.82 | 0.28 | |
| With CO2 | 1:1 | 891 | 3.50 | 0.78 | 0.38 | 0.40 |
| 2:1 | 1483 | 2.88 | 1.07 | 0.65 | 0.42 | |
| 3:1 | 1789 | 2.72 | 1.22 | 0.77 | 0.45 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, K.; Xu, S. Preparation of High Specific Surface Area Activated Carbon from Petroleum Coke by KOH Activation in a Rotary Kiln. Processes 2024, 12, 241. https://doi.org/10.3390/pr12020241
Wang K, Xu S. Preparation of High Specific Surface Area Activated Carbon from Petroleum Coke by KOH Activation in a Rotary Kiln. Processes. 2024; 12(2):241. https://doi.org/10.3390/pr12020241
Chicago/Turabian StyleWang, Kechao, and Shaoping Xu. 2024. "Preparation of High Specific Surface Area Activated Carbon from Petroleum Coke by KOH Activation in a Rotary Kiln" Processes 12, no. 2: 241. https://doi.org/10.3390/pr12020241