
Optimization of the Flow of Parts in the Process of Brake Caliper Regeneration Using the System Dynamics Method

Abstract
:1. Introduction
2. Materials and Methods
2.1. Problem Description
- What should be the input number of items to the production system in order to fulfill a customer order without creating unnecessary inventory?
- How to identify bottlenecks in the remanufacturing process and what actions should be taken to eliminate them (and, consequently, reduce the lead time of production orders)?
- How to determine the size of the optimal transport batch in the case of decreasing number of items in the production batch?
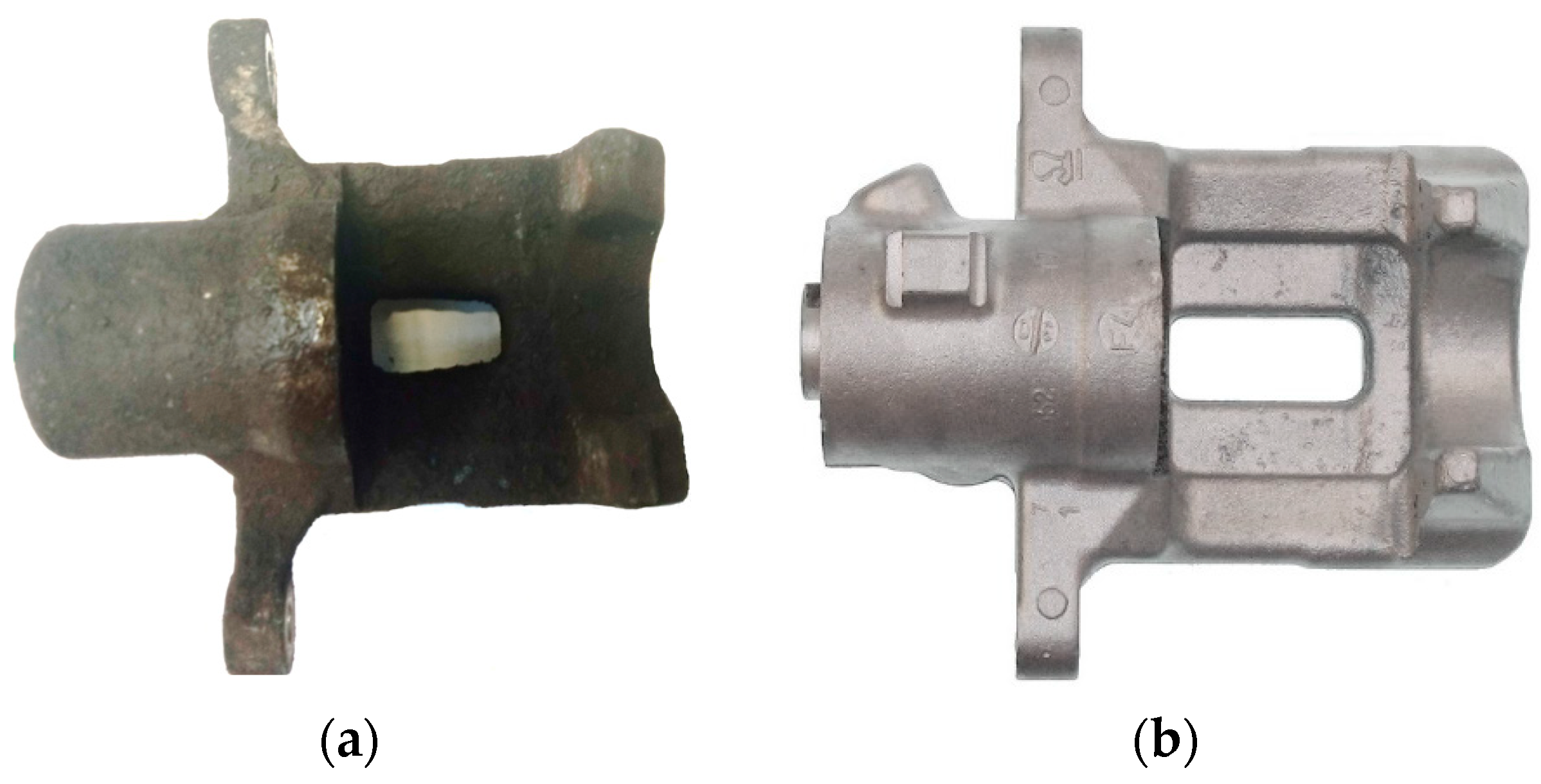
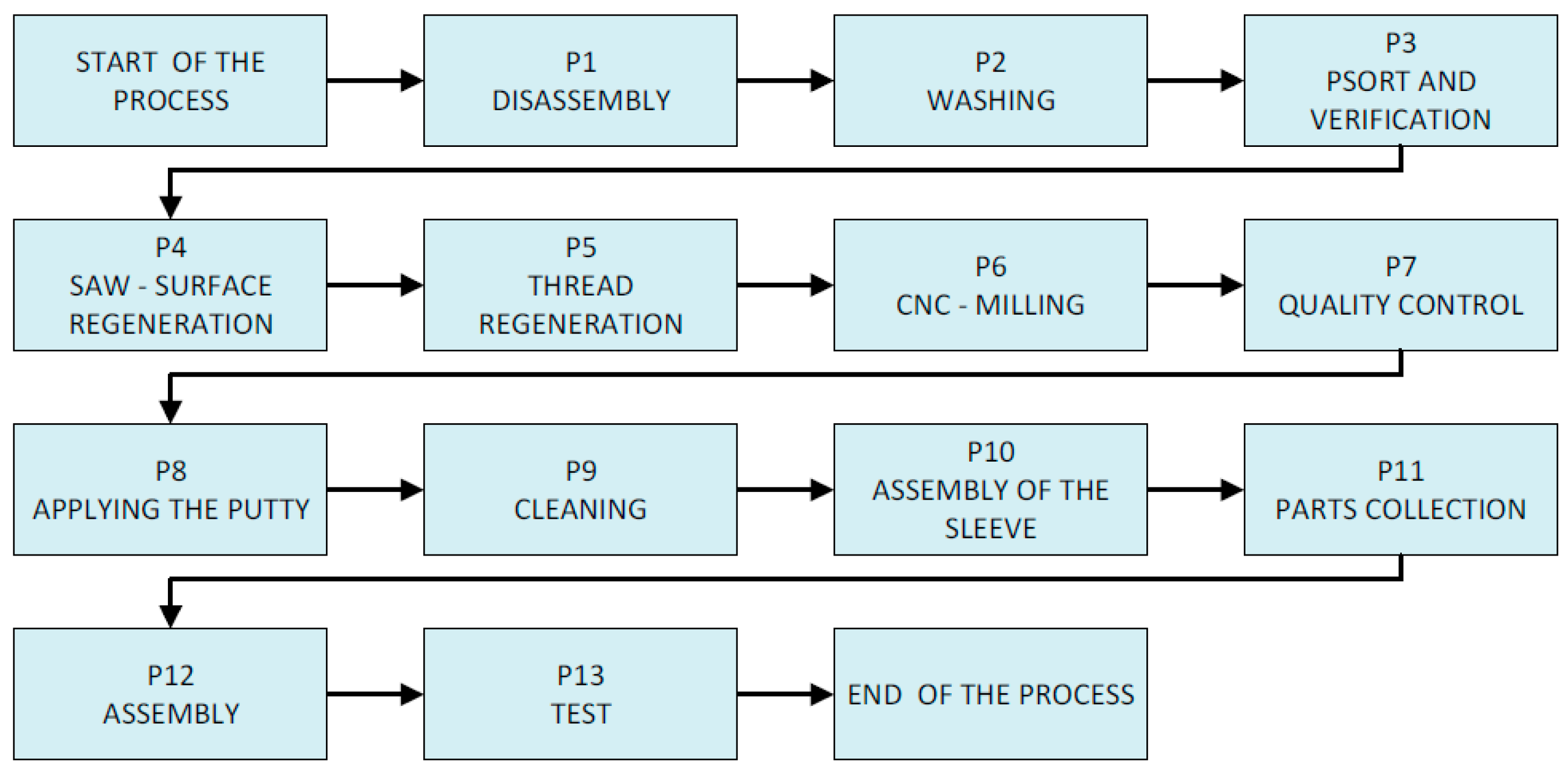
2.2. The Characteristics of the Brake Caliper Remanufacturing Process
- -
- Body;
- -
- Brake caliper piston;
- -
- Lever, bracket, and spring (in the case of handbrake);
- -
- Air vent.

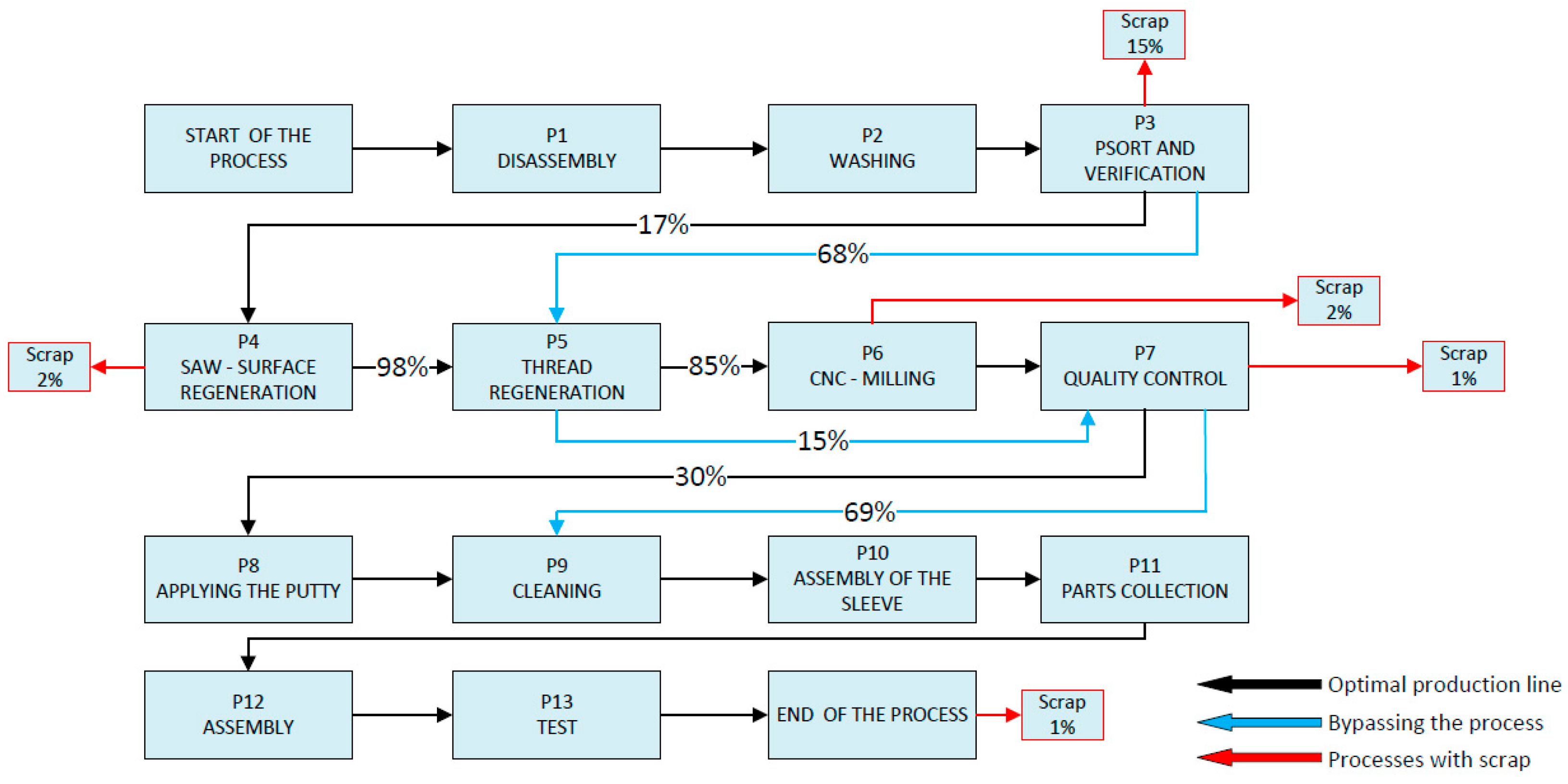
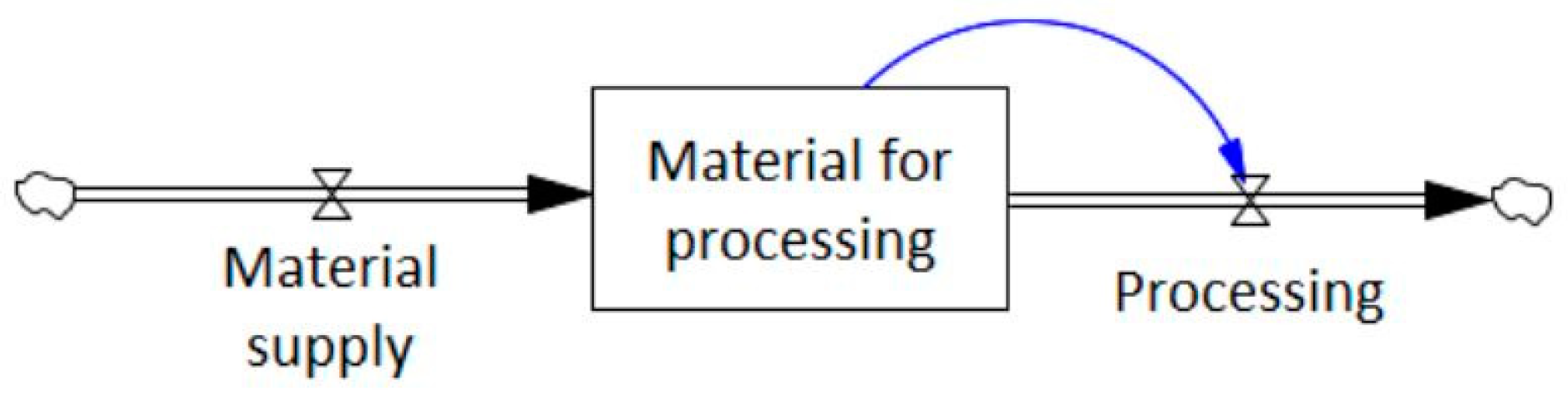
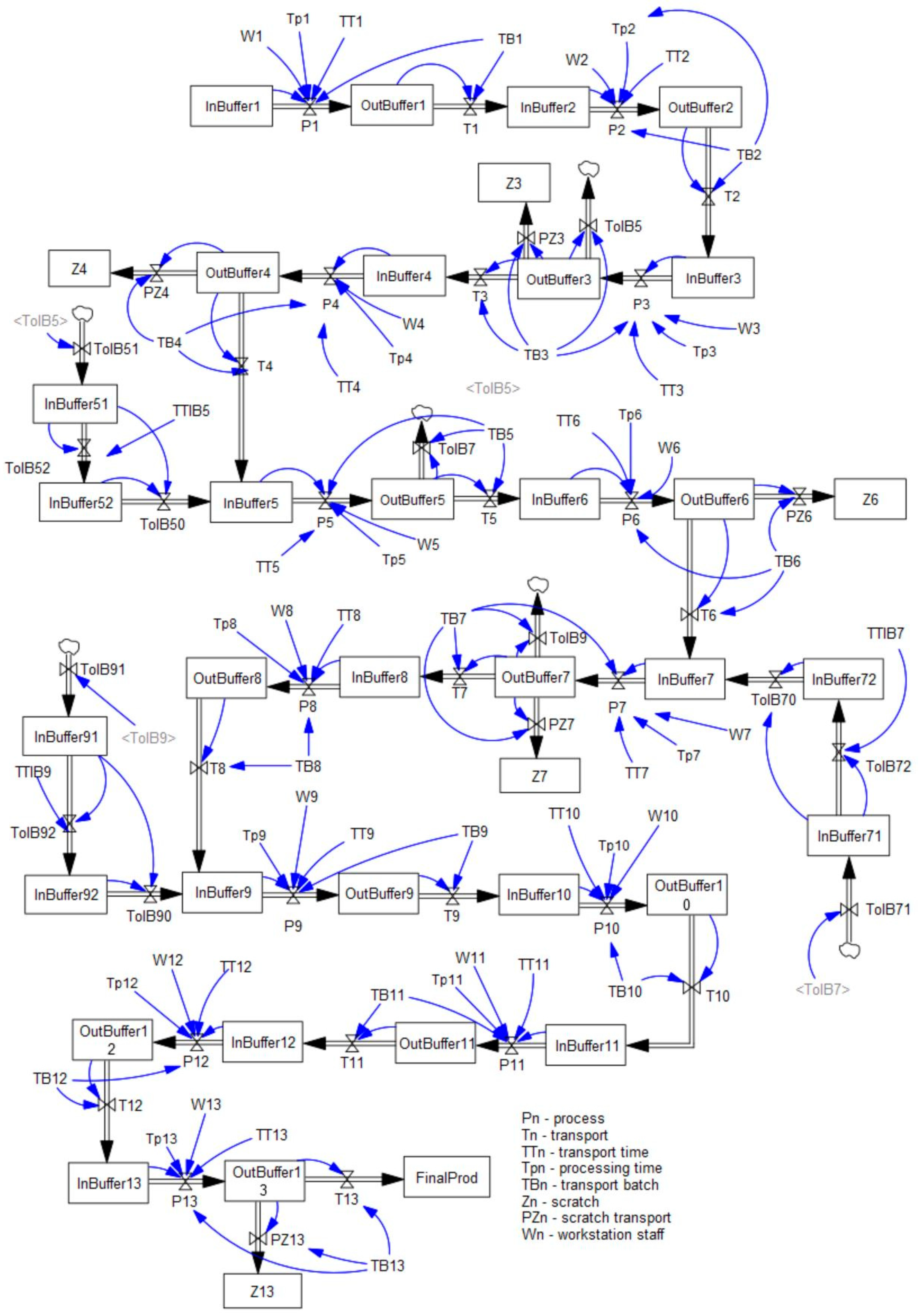
3. Modeling the Brake Caliper Body Remanufacturing Line with the Use of the System Dynamics Method
- Process observation: defining the areas and key elements for which measurements should be made;
- Measuring the time: time measurement was conducted using a stopwatch. Measurements began with the start of a specific operation and ended with the completion of the same operation;
- Uncertainty analysis: due to the unique form of the regeneration process, the operation times may have some uncertainty and measurement imprecision. Differences in operating conditions, job specifics, or technologies used can affect the duration of individual operations;
- Measurement repeatability: in order to obtain more reliable results, the postmeasurement time of regeneration operation was recorded repeatedly. Multiple measurements allow estimation of the time range and help identify possible deviations.
4. Simulation of the Flow of Parts in the Process of Regeneration of Brake Caliper Bodies
4.1. Determination of the Number of Items at the Input of the Process to Ensure the Fulfillment of the Customer Order without the Accumulation of Unnecessary Inventory
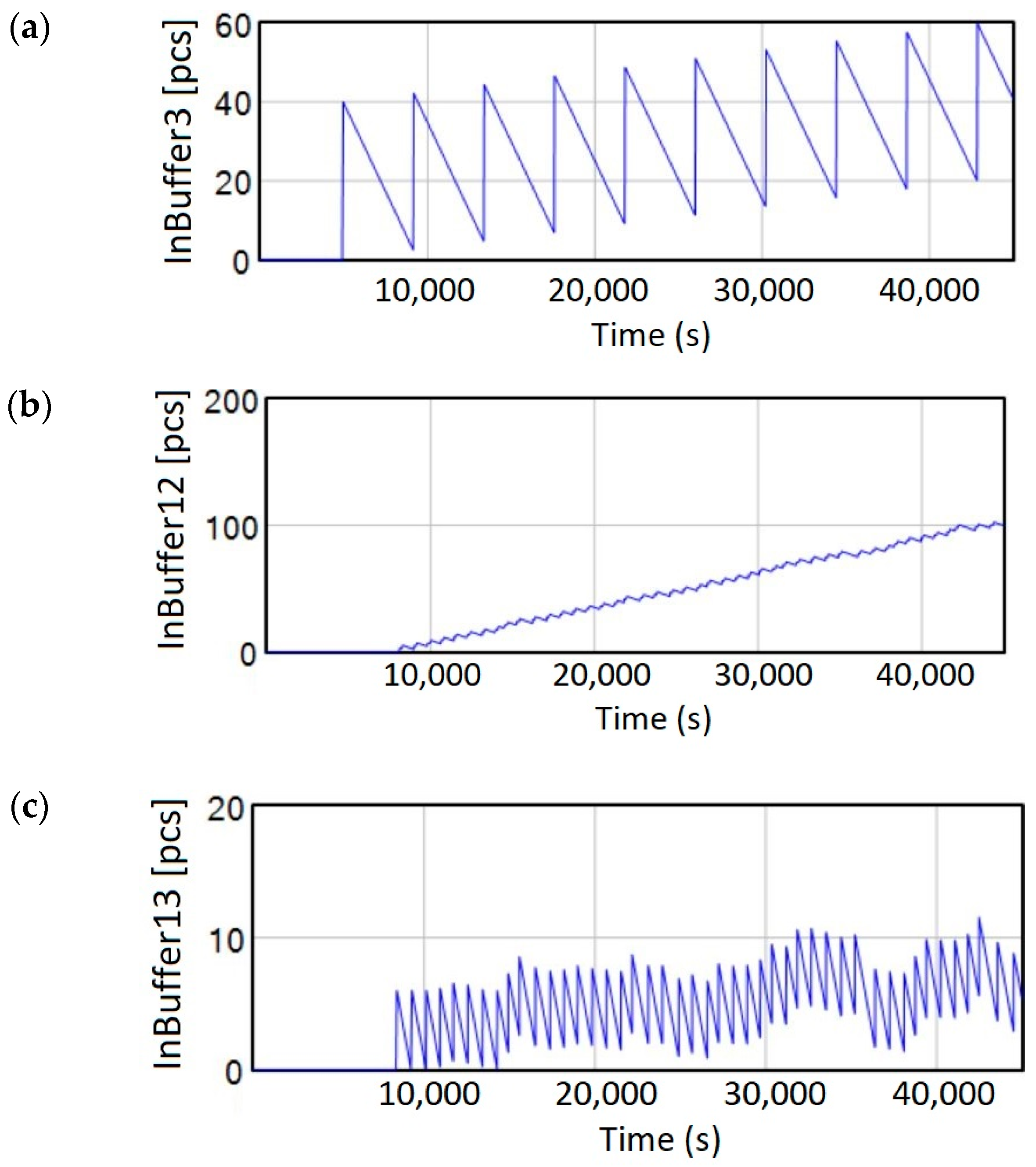
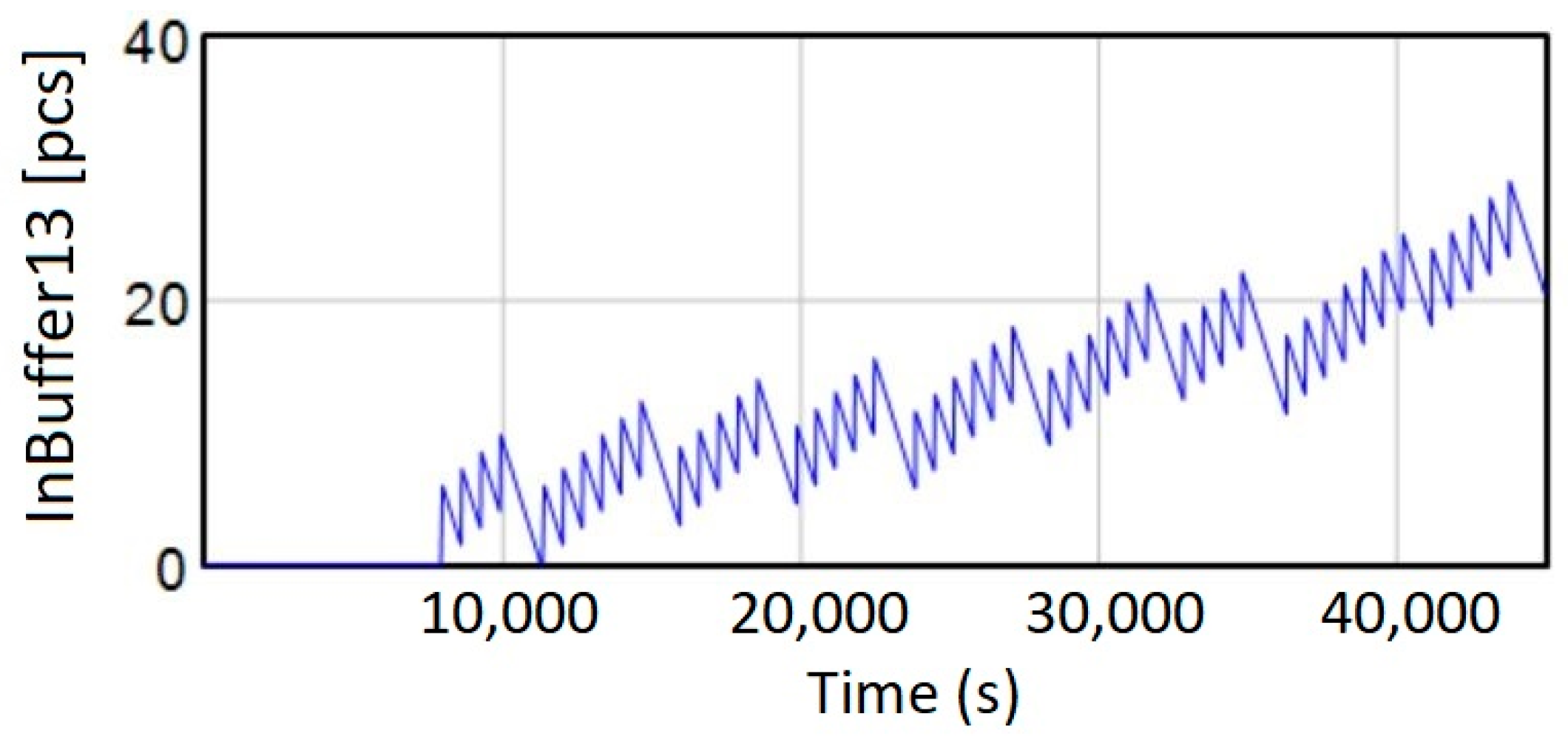
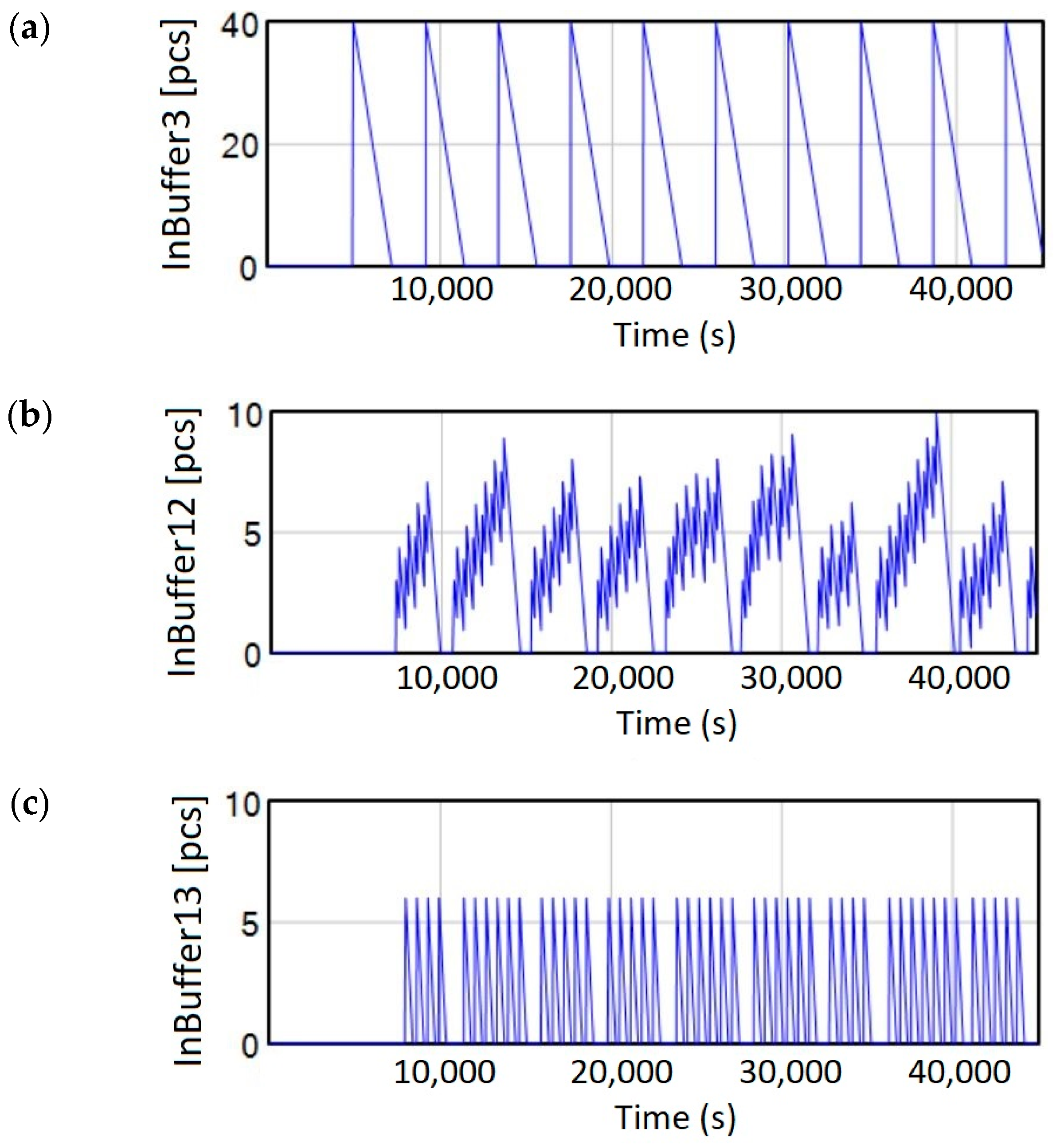
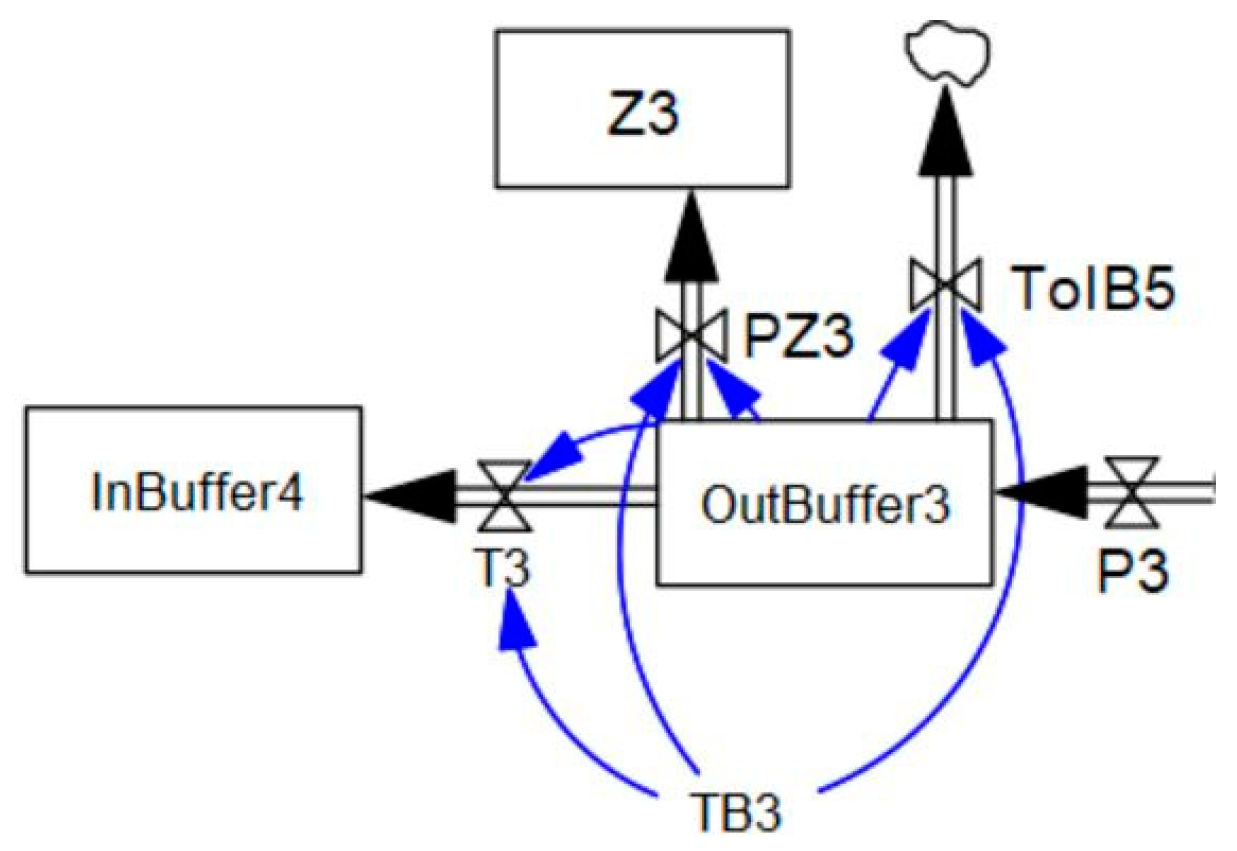
4.2. Identification and Elimination of Bottlenecks in the Brake Caliper Body Remanufacturing Process
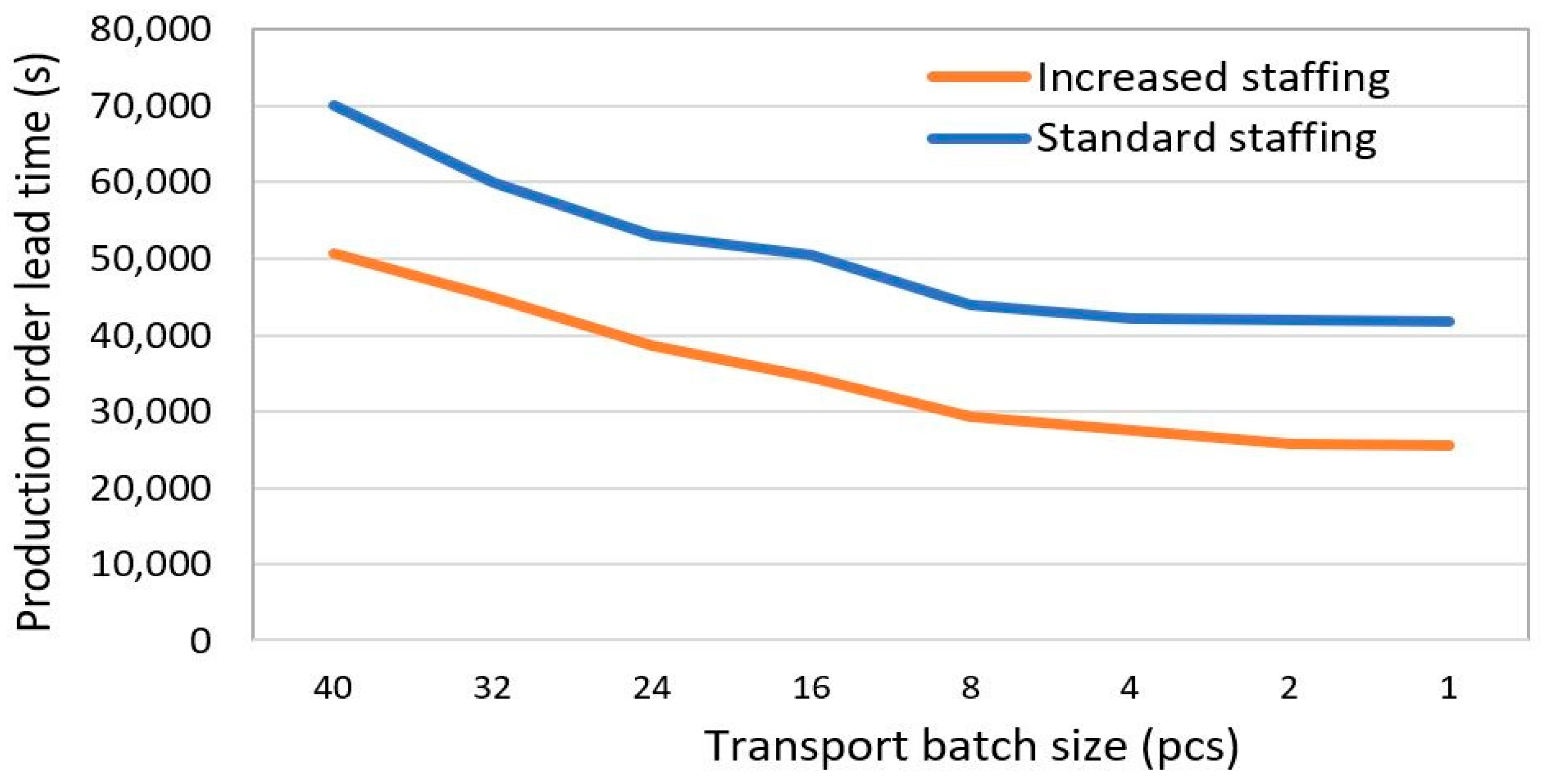
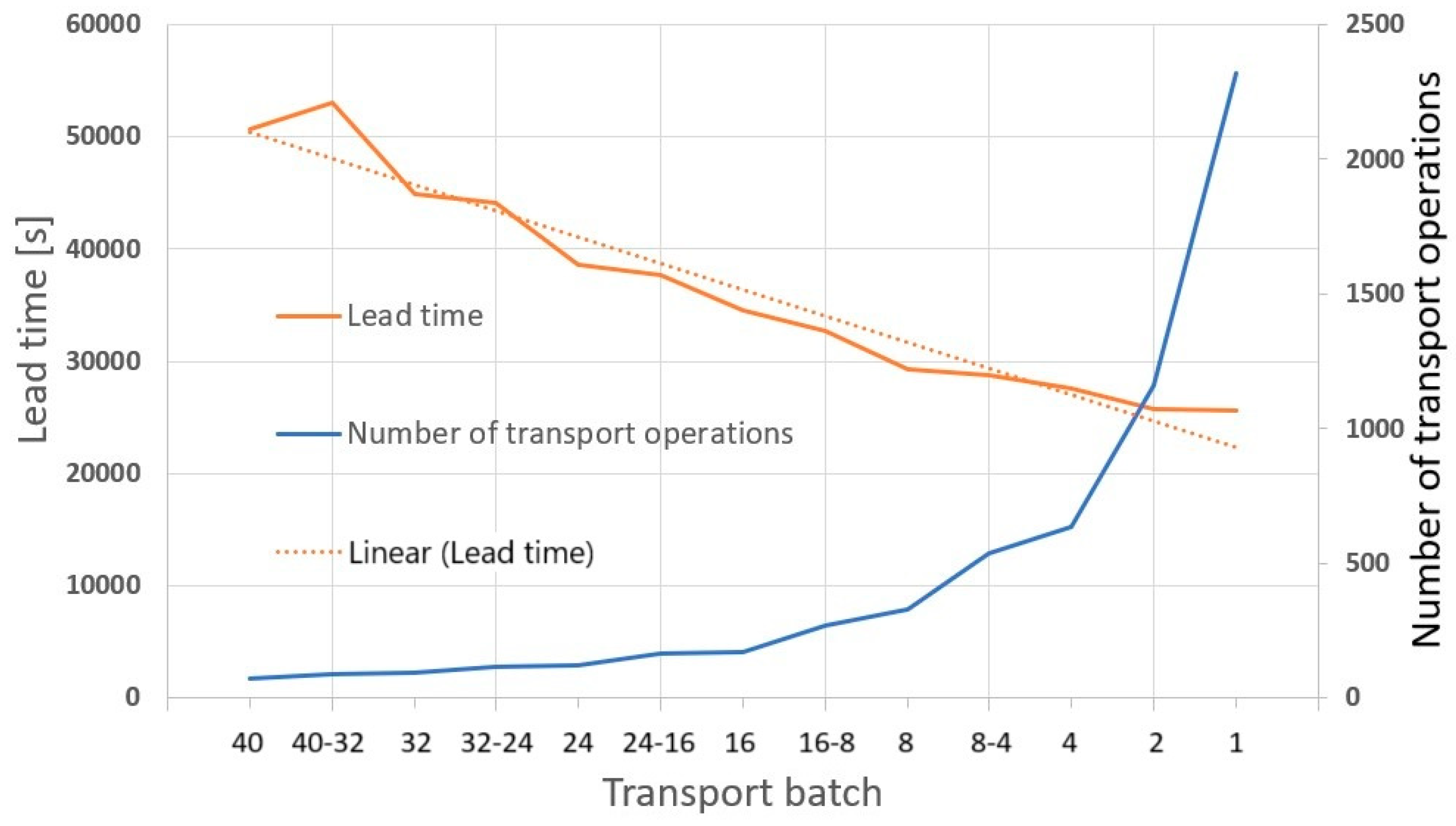
4.3. Determination of the Optimal Size of the Transport Batch
5. Summary and Conclusions
- The introduction of a reduced transport batch size seems to be a key element of optimizing the production process. Experiments confirm that shortening the order fulfillment time is possible by using transport operations that do not require interruption of technological operations;
- Automatic transport devices, or transport during the operation of the machine tool that does not require maintenance, are potential solutions aimed at increasing the smoothness and efficiency of the regeneration process;
- A significant reduction in the size of the transport batch, even down to the flow of a single item, may result in a slight reduction in the order processing time, with a simultaneous sharp increase in the number of transport operations (the optimal size of the transport batch should, therefore, be carefully selected, taking into account various factors such as the type of operation, staffing, and the efficiency and cost of transportation operations).
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Qi, R.; Khan, A.J.; Basheer, M.F.; Hameed, W.U.; Chaudhry, I.S. Resolving the resource curse through effective utilization of available natural resources and claiming sustainable development. Resour. Policy 2023, 87, 104285. [Google Scholar] [CrossRef]
- Hofmann, M.; Hofmann, H.; Hageluken, C.; Hool, A. Critical raw materials: A perspective from the materials science community. Sustain. Mater. Technol. 2018, 17, e00074. [Google Scholar] [CrossRef]
- Mallik, A.K. The future of the technology-based manufacturing in the European Union. Results Eng. 2023, 19, 101356. [Google Scholar] [CrossRef]
- Świć, A.; Gola, A. Economic analysis of casing parts production in a flexible manufacturing system. Actual Probl. Econ. 2013, 141, 526–533. [Google Scholar]
- Domenech, T.; Borrion, A. Embedding Circular Economy Principles into Urban Regeneration and Waste Management: Framework and Metrics. Sustainability 2022, 14, 1293. [Google Scholar] [CrossRef]
- Alhawari, O.; Awan, U.; Bhutta, M.K.S.; Ülkü, M.A. Insights from Circular Economy Literature: A Review of Extant Definitions and Unravelling Paths to Future Research. Sustainability 2021, 13, 859. [Google Scholar] [CrossRef]
- De Pascale, A.; Vita, G.D.; Giannetto, C.; Ioppolo, G.; Lanfranchi, M.; Limosani, M.; Szopik-Depczyńska, K. The circular economy implementation at the European Univion level. Past, present and future. J. Clean. Prod. 2023, 423, 138658. [Google Scholar] [CrossRef]
- Napoleone, A.; Bruzzone, A.; Andersen, A.-L.; Brunoe, T.D. Fostering the reuse of manufacuturing resources for resilient and sustainable supply chains. Sustainability 2022, 14, 5890. [Google Scholar] [CrossRef]
- Power, J.M.; Ou-Yang, C.; Juan, Y.-C. Optimize batch size combination using improved hybrid particle swarm optimization. Procedia Comput. Sci. 2022, 197, 370–376. [Google Scholar] [CrossRef]
- Kin, S.T.M.; Ong, S.K.; Nee, A.Y.C. Remanufacutring process planning. Procedia CIRP 2014, 15, 189–194. [Google Scholar] [CrossRef]
- Ke, C.; Jiang, Z.; Zhu, S.; Wang, Y. An integrated design method for remanufacturing processes based on performance demand. Int. J. Adv. Manuf. 2022, 118, 849–863. [Google Scholar] [CrossRef]
- Wójcik, Ł.; Gola, A. Working time standardization in the assembly process of regenerated elements using MES system and timing method. Lect. Notes Netw. Syst. 2023, 741, 46–55. [Google Scholar]
- Silva Teixeira, E.L.; Tjahjono, B.; Beltran, M.; Juliao, J. Demystifying the digital transition of remanufacturing: A systematic review of literature. Comput. Ind. 2022, 134, 103567. [Google Scholar] [CrossRef]
- Plinta, D.; Radwan, K. Improving material flow in a modified production system. Appl. Comput. Sci. 2023, 19, 95–106. [Google Scholar] [CrossRef]
- Kuthambalayan, T.S.; Bera, S. Managing product variety with mixed make-to-stock/make to order production strategy and guaranteed delivery time under stochastic demand. Comput. Ind. Eng. 2020, 147, 106603. [Google Scholar] [CrossRef]
- Soman, C.A.; van Donk, D.P.; Gaalman, G. Combined make-to-order and make-to-stock in a food production system. Int. J. Prod. Econ. 2004, 90, 223–235. [Google Scholar] [CrossRef]
- Synnes, E.L.; Welo, T. Bridging the gap between high and low-volume production through enhancement of integrative capabilities. Procedia Manuf. 2016, 5, 26–40. [Google Scholar] [CrossRef]
- Gan, Z.L.; Musa, S.N.; Yap, H.J. A review of the high-mix, low-volume manufacturing industry. Appl. Sci. 2023, 13, 1687. [Google Scholar] [CrossRef]
- Danilczuk, W.; Gola, A.; Grznar, P. Job scheduling algorithm for a hybrid MTO-MTS production process. IFAC Pap. 2022, 55, 451–456. [Google Scholar] [CrossRef]
- Yano, S.; Nagasawa, K.; Morikawa, K.; Takahashi, K. A dynamic switching policy with thresholds of inventory level and waiting orders for MTS/MTO hybrid production systems. Procedia Manuf. 2019, 39, 1076–1081. [Google Scholar] [CrossRef]
- Peeters, K.; van Ooijen, H. Hybrid make-to-stock and make-to-order systems: A taxonomic review. Int. J. Prod. Res. 2020, 58, 4659–4688. [Google Scholar] [CrossRef]
- Kang, Z.; Catal, C.; Tekinerdogan, B. Product failure detection for production lines using a data-driven model. Expert Syst. Appl. 2022, 202, 117398. [Google Scholar] [CrossRef]
- Derhab, N.; Elkhwesky, Z. A systematic and critical review of waste management in micro, small and medium-sized enterprises: Future directions for theory and practice. Environ. Sci. Pollut. Res. 2023, 30, 13920–13944. [Google Scholar] [CrossRef] [PubMed]
- Brzozowska, J.; Pizoń, J.; Baytikenova, G.; Gola, A.; Zakimova, A.; Piotrowska, K. Data engineering in CRISP-DM process production data—Case study. Appl. Comput. Sci. 2023, 19, 83–95. [Google Scholar] [CrossRef]
- Wei, H.; Yuan, J.; Gao, Y. Transportation and batching scheduling for minimizing total weighted completion time. Mathematics 2019, 7, 819. [Google Scholar] [CrossRef]
- Zhu, H. A two stage scheduling with transportation and batching. Inf. Process. Lett. 2012, 112, 728–731. [Google Scholar] [CrossRef]
- Schoenberger, L.; Schmid, A.; Tanase, R.; Beck, M.; Schwaninger, M. Structural analysis of system dynamics models. Simul. Model. Pract. Theory 2021, 110, 102333. [Google Scholar] [CrossRef]
- Sterman, J.D. Business Dynamics: Systems Thinking and Modeling for a Complex World; McGraw-Hill: Boston, MA, USA, 2000. [Google Scholar]
- Senge, P.M. Piąta Dyscyplina: Teoria i Praktyka Organizacji Uczących Się; Oficyna Wolters Kluwer Business: Warsaw, Poland, 2012. (In Polish) [Google Scholar]
- Forrester, J.W. Industrial Dynamics; MIT Press: Cambridge, MA, USA, 1961. [Google Scholar]
- Morecroft, J.D.W.; Sterman, J.D. Modelling for Learning Organizations; Productivity Press: Portland, OR, USA, 1994. [Google Scholar]
- Mourtzis, D.; Doukas, M.; Bernidaki, D. Simulation in manufacturing: Review and challenges. Procedia CIRP 2014, 25, 213–229. [Google Scholar] [CrossRef]
- De Paula Ferreira, W.; Armellini, F.; de Santa-Eulalia, L.A. Simulation in Industry 4.0: A state-of-the-art review. Comput. Ind. Eng. 2020, 149, 106868. [Google Scholar] [CrossRef]
- De Sousa Junior, W.T.; Montevechi, J.A.B.; De Carvalho, M.R.; Campos, A.T. Discrete simulation-based optimization methods for industrial engineering problems: A systematic literature review. Comput. Ind. Eng. 2019, 128, 526–540. [Google Scholar] [CrossRef]
- EFFRA—Factories of the Future-Multi-Annual Roadmap for the Contractual PPP under Horizon. 2000. Available online: https://www.effra.eu/sites/default/files/factories_of_the_future_2020_roadmap.pdf (accessed on 18 September 2023).
- Lu, Y.; Morris, K.C.; Frechette, S. Current standards landscape for smart manufacturing systems. Natl. Inst. Stand. Technol. 2016, 39, 8107. [Google Scholar]
- Monostori, L.; Váncza, J.; Kumara, S.R. Agent-based systems for manufacturing. CIRP Ann. 2006, 55, 697–720. [Google Scholar] [CrossRef]
- Jahangirian, M.; Eldabi, T.; Naseer, A.; Stergioulas, L.K.; Young, T. Simulation in manufacturing and business: A review. Eur. J. Oper. Res. 2010, 203, 1–13. [Google Scholar] [CrossRef]
- Morgan, J.S.; Howick, S.; Belton, V. A toolkit of designs for mixing discrete event simulation and System Dynamics. Eur. J. Oper. Res. 2017, 257, 907–918. [Google Scholar] [CrossRef]
- Linnéusson, G.; Ng, A.H.; Aslam, T. A hybrid simulation-based optimization framework supporting strategic maintenance development to improve production performance. Eur. J. Oper. Res. 2020, 281, 402–414. [Google Scholar] [CrossRef]
- Litwin, P.; Antonelli, D.; Stadnicka, D. Disabled employees on the manufacturing line: Simulations of impact on performance and benefits for companies. IFAC Pap. 2022, 55, 848–853. [Google Scholar] [CrossRef]
- Oleghe, O.; Salonitis, K. Hybrid simulation modelling of the human-production process interface in lean manufacturing systems. Int. J. Lean Six Sigma 2019, 10, 665–690. [Google Scholar] [CrossRef]
- Roci, M.; Salehi, N.; Amir, S.; Shoaib-ul-Hasan, S.; Asif, F.M.; Mihelič, A.; Rashid, A. Towards circular manufacturing systems implementation: A complex adaptive systems perspective using modelling and simulation as a quantitative analysis tool. Sustain. Prod. Consum. 2022, 31, 97–112. [Google Scholar] [CrossRef]
- Adane, T.F.; Nicolescu, M. Towards a generic framework for the performance evaluation of manufacturing strategy: An innovative approach. J. Manuf. Mater. Process. 2018, 2, 23. [Google Scholar] [CrossRef]
- Guizzi, G.; Miele, D.; Santillo, L.C.; Romano, E. A System Dynamics approach for the operational control of production. In Proceedings of the 2013 IEEE 12th International Conference on Intelligent Software Methodologies, Tools and Techniques (SoMeT), Budapest, Hungary, 22–24 September 2013; pp. 69–74. [Google Scholar] [CrossRef]
- Stadnicka, D.; Litwin, P. Value stream mapping and system dynamics integration for manufacturing line modelling and analysis. Int. J. Prod. Econ. 2019, 208, 400–411. [Google Scholar] [CrossRef]
- Stadnicka, D.; Litwin, P. Problems of System Dynamics model development for complex product manufacturing process. J. Phys. Conf. Ser. 2022, 2198, 012062. [Google Scholar] [CrossRef]
- Yang, H.; Bukkapatnam, S.T.; Barajas, L.G. Continuous flow modelling of multistage assembly line system dynamics. Int. J. Comput. Integr. Manuf. 2013, 26, 401–411. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Name of the Technological Operation | Average Unit Time (s) |
|---|---|---|
| P1 | Disassembly | 104 |
| P2 | Washing | 672 * |
| P3 | Sort and verification | 110 |
| P4 | Surface regeneration | 93 |
| P5 | Thread regeneration | 33 |
| P6 | CNC milling | 189 |
| P7 | Quality control | 89 |
| P8 | Applying the putty | 222 |
| P9 | Cleaning | 37 |
| P10 | Assembly of the sleeve | 72 |
| P11 | Parts collection | 55 |
| P12 | Assembly | 215 |
| P13 | Final test | 80 |
| Symbol | Average Unit Time (s) | Symbol | Average Unit Time (s) |
|---|---|---|---|
| T1 | 54 | T7 | 12 |
| T2 | 66 | ToIB9 | 17 |
| T3 | 12 | T8 | 21 |
| ToIB5 | 22 | T9 | 9 |
| T4 | 9 | T10 | 11 |
| T5 | 14 | T11 | 10 |
| T6 | 20 | T12 | 12 |
| ToIB7 | 18 | T13 | 58 |
| Order Size (pcs) | Scraps Level (pcs) | |||||
|---|---|---|---|---|---|---|
| Z3 | Z4 | Z6 | Z7 | Z13 | Total * | |
| 80 | 15.15 | 0.34 | 1.44 | 0.83 | 0.79 | 21 |
| 120 | 22.95 | 0.52 | 2.18 | 1.26 | 1.2 | 31 |
| 160 | 30 | 0.68 | 2.86 | 1.65 | 1.6 | 38 |
| Order Size | Transport Batch/Production Order Lead Time (s) | |||||||
|---|---|---|---|---|---|---|---|---|
| 40 | 32 | 24 | 16 | 8 | 4 | 2 | 1 | |
| 80 | 51,413 | 42,902 | 35,234 | 33,267 | 26,653 | 24,376 | 23,616 | 23,551 |
| 120 | 59,464 | 50,491 | 44,772 | 41,881 | 35,346 | 33,353 | 32,840 | 32,725 |
| 160 | 69,992 | 60,080 | 52,990 | 50,496 | 43,967 | 42,088 | 41,976 | 41,784 |
| Order Size | Transport Batch/Production Order Lead Time (s) | |||||||
|---|---|---|---|---|---|---|---|---|
| 40 | 32 | 24 | 16 | 8 | 4 | 2 | 1 | |
| 80 | 39,056 | 31,410 | 25,655 | 23,523 | 18,511 | 16,460 | 15,321 | 15,161 |
| 120 | 43,896 | 35,851 | 32,568 | 28,429 | 23,931 | 21,474 | 20,347 | 20,119 |
| 160 | 50,622 | 44,890 | 38,571 | 34,510 | 29,360 | 27,563 | 25,725 | 25,570 |
| Transport Batch | 40 | 32 | 24 | 16 | 8 | 4 | 2 | 1 |
|---|---|---|---|---|---|---|---|---|
| Number of transport operations | 75 | 96 | 123 | 172 | 331 | 637 | 1163 | 2320 |
| Transport Batch | 40 | 40–32 | 32 | 32–24 | 24 | 24–16 | 16 | 16–8 | 8 | 8–4 | 4 | 2 | 1 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Number of transport operations | 75 | 87 | 96 | 115 | 123 | 165 | 172 | 268 | 331 | 535 | 637 | 1163 | 2320 |
| Lead time | 50,622 | 52,997 | 44,890 | 44,163 | 38,571 | 37,756 | 34,510 | 32,695 | 29,360 | 28,757 | 27,563 | 25,725 | 25,570 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Litwin, P.; Gola, A.; Wójcik, Ł.; Cioch, M. Optimization of the Flow of Parts in the Process of Brake Caliper Regeneration Using the System Dynamics Method. Processes 2024, 12, 16. https://doi.org/10.3390/pr12010016
Litwin P, Gola A, Wójcik Ł, Cioch M. Optimization of the Flow of Parts in the Process of Brake Caliper Regeneration Using the System Dynamics Method. Processes. 2024; 12(1):16. https://doi.org/10.3390/pr12010016
Chicago/Turabian StyleLitwin, Paweł, Arkadiusz Gola, Łukasz Wójcik, and Michał Cioch. 2024. "Optimization of the Flow of Parts in the Process of Brake Caliper Regeneration Using the System Dynamics Method" Processes 12, no. 1: 16. https://doi.org/10.3390/pr12010016