
Evaluation of Potential Factors Affecting Steel Slag Carbonation


Abstract
:1. Introduction
2. Steel Slag
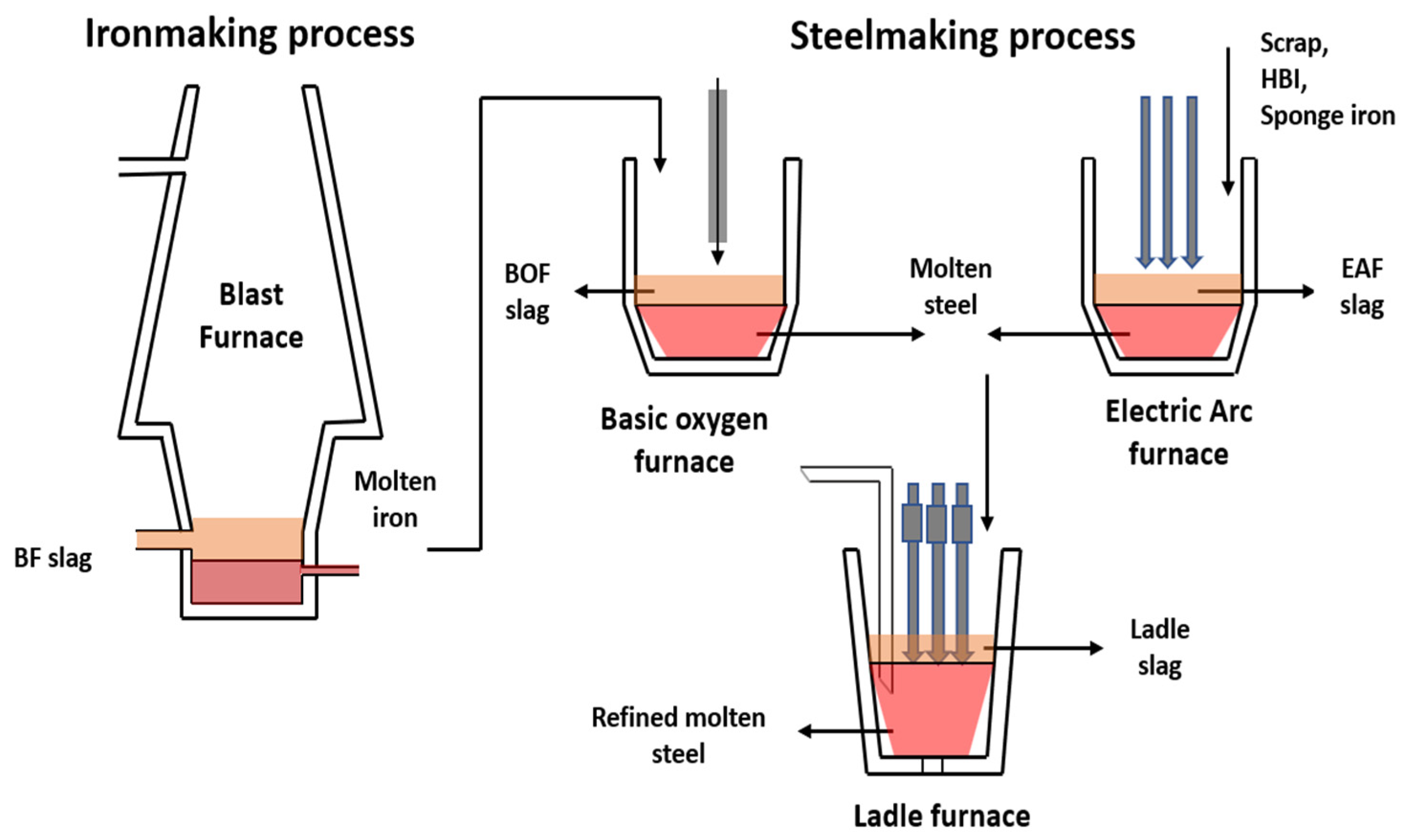
2.1. Steel Slag Production
2.2. The Composition of Steel Slag
2.3. Steel Slag Treatment and Utilization
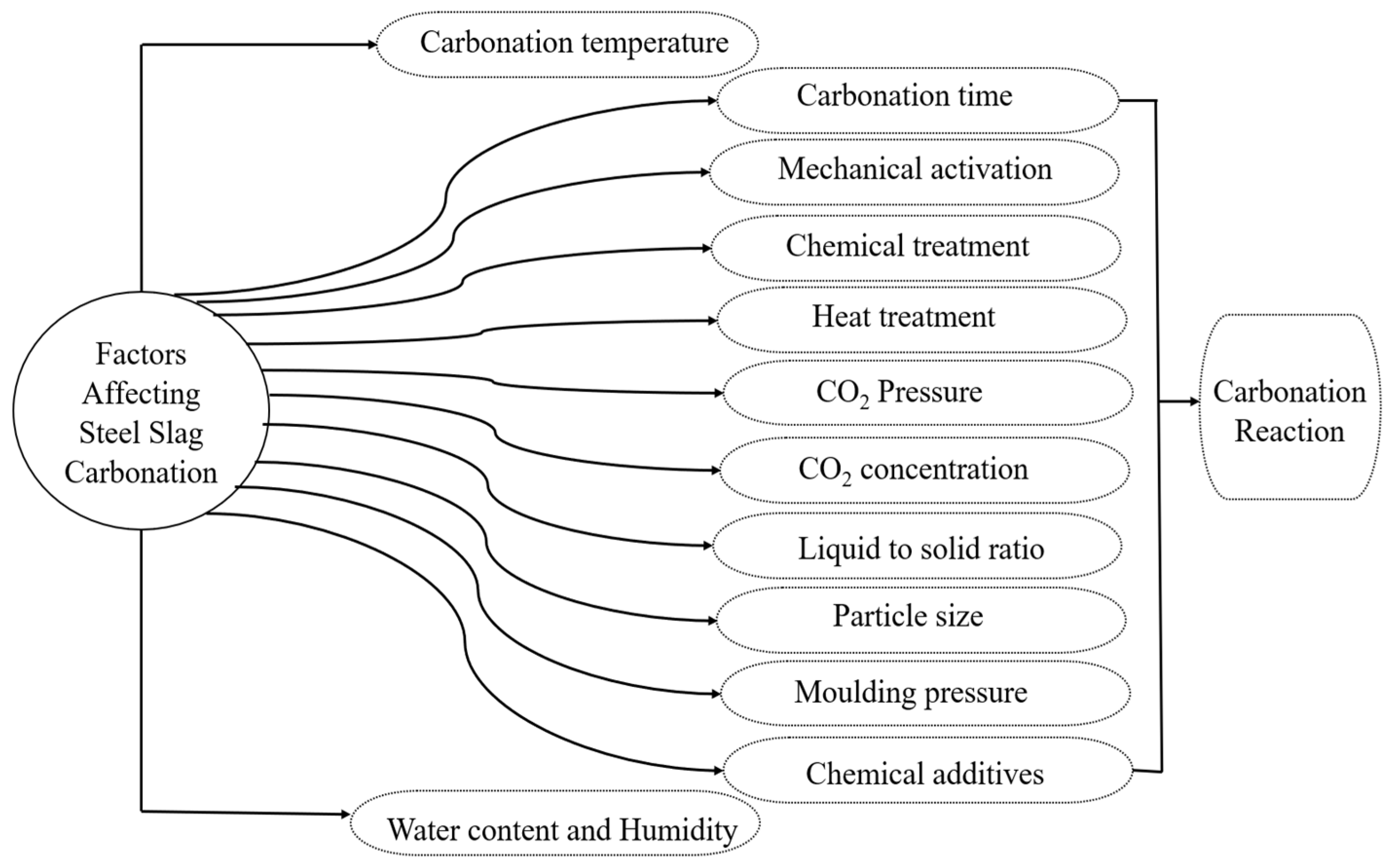
3. Factors Affecting Steel Slag Carbonation
3.1. Materials Pretreatment
3.1.1. Mechanical Activation
3.1.2. Chemical Treatment
3.1.3. Heat Treatment
3.1.4. Particle Size
3.1.5. Additives
3.2. Molding Conditions
3.2.1. Liquid-to-Solid Ratio
3.2.2. Molding Pressure
3.3. Carbonation Conditions
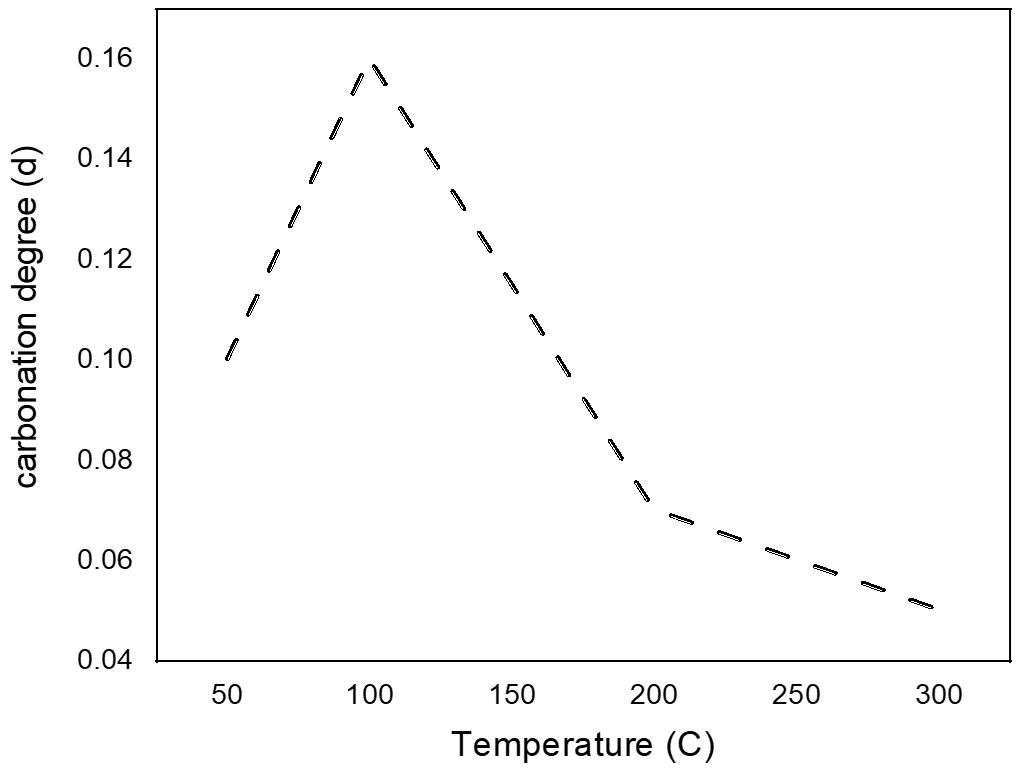
3.3.1. Carbonation Temperature
3.3.2. Carbonation Time
3.3.3. CO2 Pressure
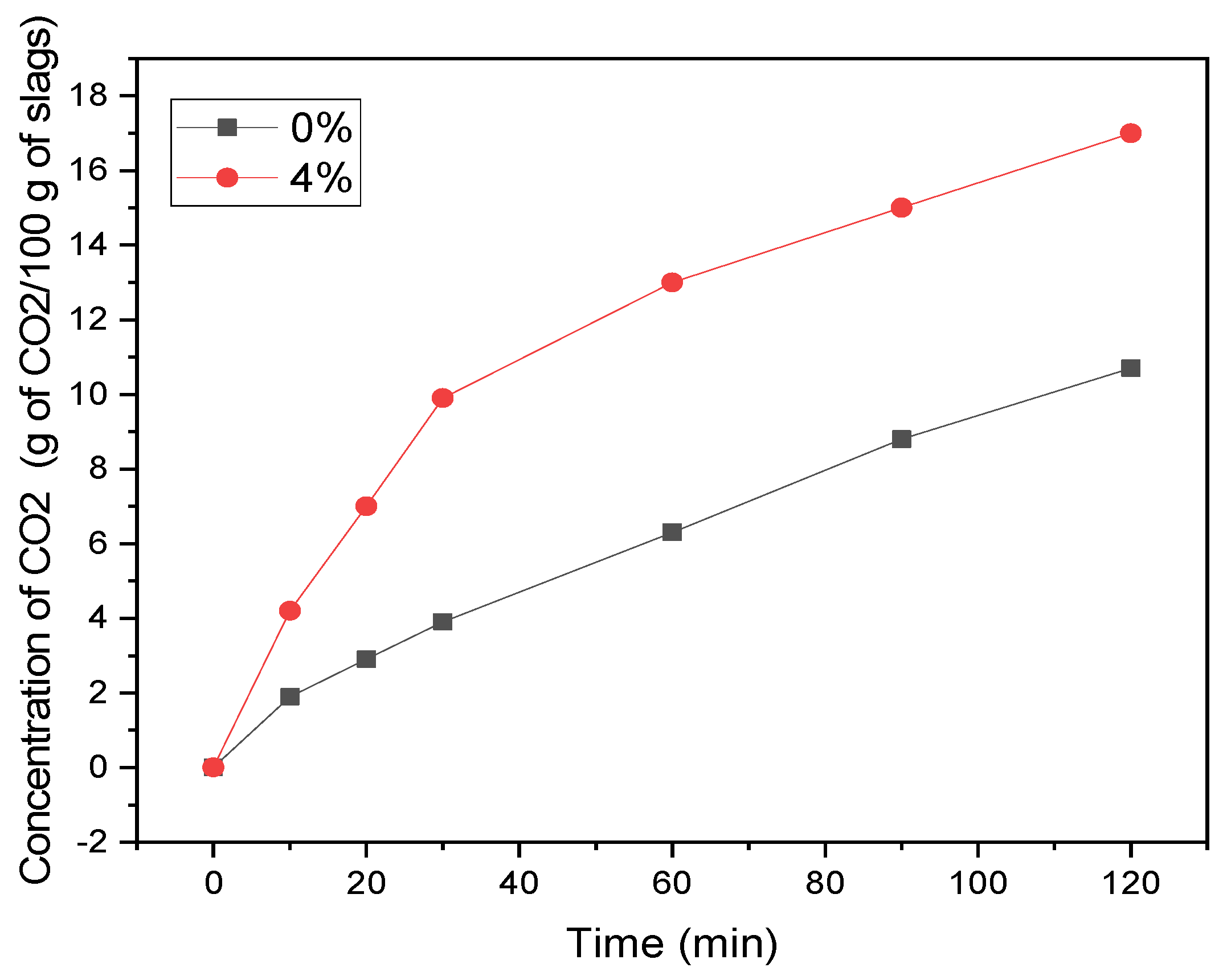
3.3.4. CO2 Concentration
3.3.5. Moisture Content and Humidity
3.4. Other Effects
4. Comparison between the Influencing Factors
5. Ongoing Developments in Steel Slag Carbonation for Building Materials
6. Executive Summary
7. Suggestions for Future Work
8. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shi, C. Steel Slag-Its Production, Processing, Characteristics, and Cementitious Properties. J. Mater. Civ. Eng. 2004, 16, 230–236. [Google Scholar] [CrossRef]
- Han, F.; Zhang, Z.; Wang, D.; Yan, P. Hydration heat evolution and kinetics of blended cement containing steel slag at different temperatures. Thermochim. Acta 2015, 605, 43–51. [Google Scholar] [CrossRef]
- Guo, J.; Bao, Y.; Wang, M. Steel slag in China: Treatment, recycling, and management. Waste Manag. 2018, 78, 318–330. [Google Scholar] [CrossRef]
- Jiang, Y.; Ling, T.C.; Shi, C.; Pan, S.Y. Characteristics of steel slags and their use in cement and concrete—A review. Resour. Conserv. Recycl. 2018, 136, 187–197. [Google Scholar] [CrossRef]
- Ghouleh, Z.; Guthrie, R.I.L.; Shao, Y. Production of carbonate aggregates using steel slag and carbon dioxide for carbon-negative concrete. J. CO2 Util. 2017, 18, 125–138. [Google Scholar] [CrossRef]
- Wang, Q.; Yan, P.; Feng, J. A discussion on improving hydration activity of steel slag by altering its mineral compositions. J. Hazard. Mater. 2011, 186, 1070–1075. [Google Scholar] [CrossRef] [PubMed]
- Akin Altun, I.; Yilmaz, I. Study on steel furnace slags with high MgO as additive in Portland cement. Cem. Concr. Res. 2002, 32, 1247–1249. [Google Scholar] [CrossRef]
- Mo, L.; Zhang, F.; Deng, M.; Jin, F.; Al-Tabbaa, A.; Wang, A. Accelerated carbonation and performance of concrete made with steel slag as binding materials and aggregates. Cem. Concr. Compos. 2017, 83, 138–145. [Google Scholar] [CrossRef]
- Ukwattage, N.L.; Ranjith, P.G.; Li, X. Steel-making slag for mineral sequestration of carbon dioxide by accelerated carbonation. Meas. J. Int. Meas. Confed. 2017, 97, 15–22. [Google Scholar] [CrossRef]
- Rojas, M.F.; Sánchez De Rojas, M.I. Chemical assessment of the electric arc furnace slag as construction material: Expansive compounds. Cem. Concr. Res. 2004, 34, 1881–1888. [Google Scholar] [CrossRef]
- Gao, T.; Shen, L.; Shen, M.; Liu, L.; Chen, F.; Gao, L. Evolution and projection of CO2 emissions for China’s cement industry from 1980 to 2020. Renew. Sustain. Energy Rev. 2017, 74, 522–537. [Google Scholar] [CrossRef]
- Lin, B.; Zhang, Z. Carbon emissions in China’s cement industry: A sector and policy analysis. Renew. Sustain. Energy Rev. 2016, 58, 1387–1394. [Google Scholar] [CrossRef]
- Feng, C.; Huang, J.B.; Wang, M.; Song, Y. Energy efficiency in China’s iron and steel industry: Evidence and policy implications. J. Clean. Prod. 2018, 177, 837–845. [Google Scholar] [CrossRef]
- Pan, S.Y.; Adhikari, R.; Chen, Y.H.; Li, P.; Chiang, P.C. Integrated and innovative steel slag utilization for iron reclamation, green material production and CO2 fixation via accelerated carbonation. J. Clean. Prod. 2016, 137, 617–631. [Google Scholar] [CrossRef]
- Younsi, A.; Turcry, P.; Rozire, E.; Aït-Mokhtar, A.; Loukili, A. Performance-based design and carbonation of concrete with high fly ash content. Cem. Concr. Compos. 2011, 33, 993–1000. [Google Scholar] [CrossRef]
- Liang, C.; Pan, B.; Ma, Z.; He, Z.; Duan, Z. Utilization of CO2 curing to enhance the properties of recycled aggregate and prepared concrete: A review. Cem. Concr. Compos. 2020, 105, 103446. [Google Scholar] [CrossRef]
- Seifritz, W. CO2 disposal by means of silicates. Nature 1990, 345, 486. [Google Scholar] [CrossRef]
- Qiu, Q. A state-of-the-art review on the carbonation process in cementitious materials: Fundamentals and characterization techniques. Constr. Build. Mater. 2020, 247, 118503. [Google Scholar] [CrossRef]
- Wang, X.; Ni, W.; Li, J.; Zhang, S.; Hitch, M.; Pascual, R. Carbonation of steel slag and gypsum for building materials and associated reaction mechanisms. Cem. Concr. Res. 2019, 125, 105893. [Google Scholar] [CrossRef]
- Li, J.; Wang, C.; Song, X.; Jin, X.; Zhao, S.; Qi, Z.; Zeng, H.; Zhu, S.; Jiang, F.; Ni, W.; et al. Market Stakeholder Analysis of the Practical Implementation of Carbonation Curing on Steel Slag for Urban Sustainable Governance. Energies 2022, 15, 2399. [Google Scholar] [CrossRef]
- Pan, S.Y.; Chung, T.C.; Ho, C.C.; Hou, C.J.; Chen, Y.H.; Chiang, P.C. CO2 Mineralization and Utilization using Steel Slag for Establishing a Waste-to-Resource Supply Chain. Sci. Rep. 2017, 7, 17227. [Google Scholar] [CrossRef] [PubMed]
- Ekolu, S.O. A review on effects of curing, sheltering, and CO2 concentration upon natural carbonation of concrete. Constr. Build. Mater. 2016, 127, 306–320. [Google Scholar] [CrossRef]
- Liu, Z.; Meng, W. Fundamental understanding of carbonation curing and durability of carbonation-cured cement-based composites: A review. J. CO2 Util. 2021, 44, 101428. [Google Scholar] [CrossRef]
- Li, J.; Zhao, S.; Song, X.; Ni, W.; Mao, S.; Du, H.; Zhu, S. Carbonation Curing on Magnetically Separated Steel Slag for the Preparation of Artificial Reefs. Materials 2022, 15, 2055. [Google Scholar] [CrossRef]
- Mo, L. Carbon Dioxide Sequestration on Steel Slag; Elsevier Ltd.: Amsterdam, The Netherlands, 2018; ISBN 9780081024447. [Google Scholar]
- Humbert, P.S.; Castro-Gomes, J.P.; Savastano, H. Clinker-free CO2 cured steel slag based binder: Optimal conditions and potential applications. Constr. Build. Mater. 2019, 210, 413–421. [Google Scholar] [CrossRef]
- Song, Q.; Guo, M.Z.; Wang, L.; Ling, T.C. Use of steel slag as sustainable construction materials: A review of accelerated carbonation treatment. Resour. Conserv. Recycl. 2021, 173, 105740. [Google Scholar] [CrossRef]
- Humbert, P.S.; Castro-Gomes, J. CO2 activated steel slag-based materials: A review. J. Clean. Prod. 2019, 208, 448–457. [Google Scholar] [CrossRef]
- Chen, Z.; Cang, Z.; Yang, F.; Zhang, J.; Zhang, L. Carbonation of steelmaking slag presents an opportunity for carbon neutral: A review. J. CO2 Util. 2021, 54, 101738. [Google Scholar] [CrossRef]
- Li, L.; Ling, T.C.; Pan, S.Y. Environmental benefit assessment of steel slag utilization and carbonation: A systematic review. Sci. Total Environ. 2022, 806, 150280. [Google Scholar] [CrossRef]
- Wang, J.; Zhong, M.; Wu, P.; Wen, S.; Huang, L.; Ning, P. A Review of the Application of Steel Slag in CO2 Fixation. ChemBioEng Rev. 2021, 8, 189–199. [Google Scholar] [CrossRef]
- Na, H.; Wang, Y.J.; Zhang, X.; Li, J.G.; Zeng, Y.N.; Liu, P.Y. Hydration activity and carbonation characteristics of dicalcium silicate in steel slag: A review. Metals 2021, 11, 1580. [Google Scholar] [CrossRef]
- Ragipani, R.; Bhattacharya, S.; Suresh, A.K. A review on steel slag valorisation: Via mineral carbonation. React. Chem. Eng. 2021, 6, 1152–1178. [Google Scholar] [CrossRef]
- Yildirim, I.Z.; Prezzi, M. Chemical, mineralogical, and morphological properties of steel slag. Adv. Civ. Eng. 2011, 2011, 463638. [Google Scholar] [CrossRef]
- Radenović, A.; Malina, J.; Sofilić, T. Characterization of ladle furnace slag from carbon steel production as a potential adsorbent. Adv. Mater. Sci. Eng. 2013, 2013, 198240. [Google Scholar] [CrossRef]
- Kitamura, S.Y.; Miyamoto, K.I.; Shibata, H.; Maruoka, N.; Matsuo, M. Analysis of dephosphorization reaction using a simulation model of hot metal dephosphorization by multiphase slag. ISIJ Int. 2009, 49, 1333–1339. [Google Scholar] [CrossRef]
- Wang, L.; Sarkar, B.; Sonne, C.; Ok, Y.S.; Tsang, D.C.W. Soil and geologic formations as antidotes for CO2 sequestration? Soil Use Manag. 2020, 36, 355–357. [Google Scholar] [CrossRef]
- Said, A.; Laukkanen, T.; Järvinen, M. Pilot-scale experimental work on carbon dioxide sequestration using steelmaking slag. Appl. Energy 2016, 177, 602–611. [Google Scholar] [CrossRef]
- Das, B.; Prakash, S.; Reddy, P.S.R.; Misra, V.N. An overview of utilization of slag and sludge from steel industries. Resour. Conserv. Recycl. 2007, 50, 40–57. [Google Scholar] [CrossRef]
- Li, J.; Hitch, M. Mechanical activation of magnesium silicates for mineral carbonation, a review. Miner. Eng. 2018, 128, 69–83. [Google Scholar] [CrossRef]
- Polettini, A.; Pomi, R.; Stramazzo, A. Carbon sequestration through accelerated carbonation of BOF slag: Influence of particle size characteristics. Chem. Eng. J. 2016, 298, 26–35. [Google Scholar] [CrossRef]
- Yadav, S.; Mehra, A. Experimental study of dissolution of minerals and CO2 sequestration in steel slag. Waste Manag. 2017, 64, 348–357. [Google Scholar] [CrossRef]
- Wang, Q.; Yang, J.; Yan, P. Cementitious properties of super-fine steel slag. Powder Technol. 2013, 245, 35–39. [Google Scholar] [CrossRef]
- Wang, Q.; Yan, P. Hydration properties of basic oxygen furnace steel slag. Constr. Build. Mater. 2010, 24, 1134–1140. [Google Scholar] [CrossRef]
- Zhu, X.; Hou, H.; Huang, X.; Zhou, M.; Wang, W. Enhance hydration properties of steel slag using grinding aids by mechanochemical effect. Constr. Build. Mater. 2012, 29, 476–481. [Google Scholar] [CrossRef]
- Kriskova, L.; Pontikes, Y.; Cizer, Ö.; Mertens, G.; Veulemans, W.; Geysen, D.; Tom, P.; Vandewalle, L.; Van Balen, K.; Blanpain, B. Effect of mechanical activation on the hydraulic properties of stainless steel slags. Cem. Concr. Res. 2012, 42, 778–788. [Google Scholar] [CrossRef]
- Li, J.; Ni, W.; Wang, X.; Zhu, S.; Wei, X.; Jiang, F.; Zeng, H.; Hitch, M. Mechanical activation of medium basicity steel slag under dry condition for carbonation curing. J. Build. Eng. 2022, 50, 104123. [Google Scholar] [CrossRef]
- Li, J.; Wang, C.; Ni, W.; Zhu, S.; Mao, S.; Jiang, F.; Zeng, H.; Sun, X.; Huang, B.; Hitch, M. Orthogonal Test Design for the Optimization of Preparation of Steel Slag-Based Carbonated Building Materials with Ultramafic Tailings as Fine Aggregates. Minerals 2022, 12, 246. [Google Scholar] [CrossRef]
- Tossavainen, M.; Engstrom, F.; Yang, Q.; Menad, N.; Lidstrom Larsson, M.; Bjorkman, B. Characteristics of steel slag under different cooling conditions. Waste Manag. 2007, 27, 1335–1344. [Google Scholar] [CrossRef]
- Wang, G.; Wang, Y.; Gao, Z. Use of steel slag as a granular material: Volume expansion prediction and usability criteria. J. Hazard. Mater. 2010, 184, 555–560. [Google Scholar] [CrossRef]
- Motz, H.; Geiseler, J. Products of steel slags an opportunity to save natural resources. Waste Manag. 2001, 21, 285–293. [Google Scholar] [CrossRef]
- Juckes, L.M. The volume stability of modern steelmaking slags. Trans. Inst. Min. Metall. Sect. C Miner. Process. Extr. Metall. 2003, 112, 177–197. [Google Scholar] [CrossRef]
- Santos, R.M.; Van Bouwel, J.; Vandevelde, E.; Mertens, G.; Elsen, J.; Van Gerven, T. Accelerated mineral carbonation of stainless steel slags for CO2 storage and waste valorization: Effect of process parameters on geochemical properties. Int. J. Greenh. Gas Control 2013, 17, 32–45. [Google Scholar] [CrossRef]
- Tong, Z.B.; Sun, J.; Wang, J.; Tan, Z.J.; Liu, S. Iron reduction and diopside-based glass ceramic preparation based on mineral carbonation of steel slag. Environ. Sci. Pollut. Res. 2021, 28, 796–804. [Google Scholar] [CrossRef] [PubMed]
- Santos, R.M.; Ling, D.; Sarvaramini, A.; Guo, M.; Elsen, J.; Larachi, F.; Beaudoin, G.; Blanpain, B.; Van Gerven, T. Stabilization of basic oxygen furnace slag by hot-stage carbonation treatment. Chem. Eng. J. 2012, 203, 239–250. [Google Scholar] [CrossRef]
- Han, D.R.; Namkung, H.; Lee, H.M.; Huh, D.G.; Kim, H.T. CO2 sequestration by aqueous mineral carbonation of limestone in a supercritical reactor. J. Ind. Eng. Chem. 2015, 21, 792–796. [Google Scholar] [CrossRef]
- Huijgen, W.J.J.; Witkamp, G.J.; Comans, R.N.J. Mineral CO2 sequestration by steel slag carbonation. Environ. Sci. Technol. 2005, 39, 9676–9682. [Google Scholar] [CrossRef] [PubMed]
- Wei, X.; Ni, W.; Zhang, S.; Wang, X.; Li, J.; Du, H. Influence of the key factors on the performance of steel slag-desulphurisation gypsum-based hydration-carbonation materials. J. Build. Eng. 2022, 45, 103591. [Google Scholar] [CrossRef]
- Baciocchi, R.; Costa, G.; Polettini, A.; Pomi, R. Influence of particle size on the carbonation of stainless steel slag for CO2 storage. Energy Procedia 2009, 1, 4859–4866. [Google Scholar] [CrossRef]
- Mo, L.; Zhang, F.; Deng, M. Mechanical performance and microstructure of the calcium carbonate binders produced by carbonating steel slag paste under CO2 curing. Cem. Concr. Res. 2016, 88, 217–226. [Google Scholar] [CrossRef]
- Gencel, O.; Karadag, O.; Oren, O.H.; Bilir, T. Steel slag and its applications in cement and concrete technology: A review. Constr. Build. Mater. 2021, 283, 122783. [Google Scholar] [CrossRef]
- Veetil, S.P.; Hitch, M. Recent developments and challenges of aqueous mineral carbonation: A review. Int. J. Environ. Sci. Technol. 2020, 17, 4359–4380. [Google Scholar] [CrossRef]
- Shen, W.; Liu, Y.; Wu, M.; Zhang, D.; Du, X.; Zhao, D.; Xu, G.; Zhang, B.; Xiong, X. Ecological carbonated steel slag pervious concrete prepared as a key material of sponge city. J. Clean. Prod. 2020, 256, 120244. [Google Scholar] [CrossRef]
- Choi, J.; Shin, W.S. Application of aqueous carbonated slags in the immobilization of heavy metals in field-contaminated soils. Environ. Eng. Res. 2020, 25, 356–365. [Google Scholar] [CrossRef]
- Chang, E.E.; Chiu, A.C.; Pan, S.Y.; Chen, Y.H.; Tan, C.S.; Chiang, P.C. Carbonation of basic oxygen furnace slag with metalworking wastewater in a slurry reactor. Int. J. Greenh. Gas Control 2013, 12, 382–389. [Google Scholar] [CrossRef]
- Rushendra Revathy, T.D.; Palanivelu, K.; Ramachandran, A. Direct mineral carbonation of steelmaking slag for CO2 sequestration at room temperature. Environ. Sci. Pollut. Res. 2016, 23, 7349–7359. [Google Scholar] [CrossRef] [PubMed]
- Tu, M.; Zhao, H.; Lei, Z.; Wang, L.; Chen, D.; Yu, H.; Qi, T. Aqueous carbonation of steel slag: A kinetics study. ISIJ Int. 2015, 55, 2509–2514. [Google Scholar] [CrossRef]
- Chang, E.E.; Pan, S.Y.; Chen, Y.H.; Chu, H.W.; Wang, C.F.; Chiang, P.C. CO2 sequestration by carbonation of steelmaking slags in an autoclave reactor. J. Hazard. Mater. 2011, 195, 107–114. [Google Scholar] [CrossRef]
- Pan, S.Y.; Chen, Y.H.; Chen, C.D.; Shen, A.L.; Lin, M.; Chiang, P.C. High-Gravity Carbonation Process for Enhancing CO2 Fixation and Utilization Exemplified by the Steelmaking Industry. Environ. Sci. Technol. 2015, 49, 12380–12387. [Google Scholar] [CrossRef]
- Ragipani, R.; Bhattacharya, S.; Suresh, A.K. Towards efficient calcium extraction from steel slag and carbon dioxide utilisation via pressure-swing mineral carbonation. React. Chem. Eng. 2019, 4, 52–66. [Google Scholar] [CrossRef]
- Nielsen, P.; Boone, M.A.; Horckmans, L.; Snellings, R.; Quaghebeur, M. Accelerated carbonation of steel slag monoliths at low CO2 pressure—Microstructure and strength development. J. CO2 Util. 2020, 36, 124–134. [Google Scholar] [CrossRef]
- Ko, M.S.; Chen, Y.L.; Jiang, J.H. Accelerated carbonation of basic oxygen furnace slag and the effects on its mechanical properties. Constr. Build. Mater. 2015, 98, 286–293. [Google Scholar] [CrossRef]
- Yu, J.; Wang, K. Study on characteristics of steel slag for CO2 capture. Energy Fuels 2011, 25, 5483–5492. [Google Scholar] [CrossRef]
- Ghacham, A.B.; Pasquier, L.-C.; Cecchi1, E.; Blais1, J.-F.; Mercier, G. CO2 sequestration by mineral carbonation of steel slags under ambient temperature: Parameters influence and optimization. Environ. Sci. Pollut. Res. 2016, 23, 17635–17646. [Google Scholar] [CrossRef] [PubMed]
- Quaghebeur, M.; Nielsen, P.; Horckmans, L.; Van Mechelen, D. Accelerated carbonation of steel slag compacts: Development of high-strength construction materials. Front. Energy Res. 2015, 3, 52. [Google Scholar] [CrossRef]
- Luo, Z.; Wang, Y.; Yang, G.; Ye, J.; Zhang, W.; Liu, Z.; Mu, Y. Effect of curing temperature on carbonation behavior of steel slag compacts. Constr. Build. Mater. 2021, 291, 123369. [Google Scholar] [CrossRef]
- Liu, Q.; Liu, J.; Qi, L. Effects of temperature and carbonation curing on the mechanical properties of steel slag-cement binding materials. Constr. Build. Mater. 2016, 124, 999–1006. [Google Scholar] [CrossRef]
- Wang, D.; Noguchi, T.; Nozaki, T. Increasing efficiency of carbon dioxide sequestration through high temperature carbonation of cement-based materials. J. Clean. Prod. 2019, 238, 117980. [Google Scholar] [CrossRef]
- Pan, K.; Li, H.Q.; Wang, C.Y.; Bao, W.J.; Huang, K.L.; Liao, D.K. Enhanced steelmaking slag mineral carbonation in dilute alkali solution. Adv. Mater. Res. 2014, 878, 244–253. [Google Scholar]
- Ibrahim, M.H.; El-Naas, M.H.; Benamor, A.; Al-Sobhi, S.S.; Zhang, Z. Carbon mineralization by reaction with steel-making waste: A review. Processes 2019, 7, 115. [Google Scholar] [CrossRef]
- Fagerlund, J.; Nduagu, E.; Zevenhoven, R. Recent developments in the carbonation of serpentinite derived Mg(OH)2 using a pressurized fluidized bed. Energy Procedia 2011, 4, 4993–5000. [Google Scholar] [CrossRef]
- Prigiobbe, V.; Polettini, A.; Baciocchi, R. Gas-solid carbonation kinetics of Air Pollution Control residues for CO2 storage. Chem. Eng. J. 2009, 148, 270–278. [Google Scholar] [CrossRef]
- Bonenfant, D.; Kharoune, L.; Sauvé, S.; Hausler, R.; Niquette, P.; Mimeault, M.; Kharoune, M. CO2 sequestration potential of steel slags at ambient pressure and temperature. Ind. Eng. Chem. Res. 2008, 47, 7610–7616. [Google Scholar] [CrossRef]
- Berryman, E.J.; Williams-Jones, A.E.; Migdisov, A.A. Steel slag carbonation in a flow-through reactor system: The role of fluid-flux. J. Environ. Sci. 2015, 27, 266–275. [Google Scholar] [CrossRef] [PubMed]
- Grünhäuser Soares, E.; Castro-Gomes, J. Carbonation curing influencing factors of Carbonated Reactive Magnesia Cements (CRMC)—A review. J. Clean. Prod. 2021, 305, 127210. [Google Scholar] [CrossRef]
- Zhong, X.; Li, L.; Jiang, Y.; Ling, T.C. Elucidating the dominant and interaction effects of temperature, CO2 pressure and carbonation time in carbonating steel slag blocks. Constr. Build. Mater. 2021, 302, 124158. [Google Scholar] [CrossRef]
- Yadav, S.; Mehra, A. Dissolution of steel slags in aqueous media. Environ. Sci. Pollut. Res. 2017, 24, 16305–16315. [Google Scholar] [CrossRef] [PubMed]
- Zhu, X.; Tsang, D.C.W.; Wang, L.; Su, Z.; Hou, D.; Li, L.; Shang, J. Machine learning exploration of the critical factors for CO2 adsorption capacity on porous carbon materials at different pressures. J. Clean. Prod. 2020, 273, 122915. [Google Scholar] [CrossRef]
- Arce Ferrufino, G.L.A.; Okamoto, S.; Dos Santos, J.C.; de Carvalho, J.A.; Avila, I.; Romero Luna, C.M.; Gomes Soares Neto, T. CO2 sequestration by pH-swing mineral carbonation based on HCl/NH4OH system using iron-rich lizardite 1T. J. CO2 Util. 2018, 24, 164–173. [Google Scholar] [CrossRef]
- Gutjahr, A.; Dabringhaus, H.; Lacmann, R. Studies of the growth and dissolution kinetics of the CaCo3 polymorphs calcite and aragonite I. Growth and dissolution rates in water. J. Cryst. Growth 1996, 158, 296–309. [Google Scholar] [CrossRef]
- Wang, X.; Maroto-valer, M.M. Dissolution of serpentine using recyclable ammonium salts for CO2 mineral carbonation. Fuel 2011, 90, 1229–1237. [Google Scholar] [CrossRef]
- Sanna, A.; Lacinska, A.; Styles, M.; Maroto-valer, M.M. Silicate rock dissolution by ammonium bisulphate for pH swing mineral CO2 sequestration. Fuel Process. Technol. 2014, 120, 128–135. [Google Scholar] [CrossRef]
- Chang, E.-E.; Chen, C.-H.; Chen, Y.-H.; Pan, S.-Y.; Chiang, P.-C. Performance evaluation for carbonation of steel-making slags in a slurry reactor. J. Hazard. Mater. 2011, 186, 558–564. [Google Scholar] [CrossRef] [PubMed]
- Said, A.; Mattila, H.P.; Järvinen, M.; Zevenhoven, R. Production of precipitated calcium carbonate (PCC) from steelmaking slag for fixation of CO2. Appl. Energy 2013, 112, 765–771. [Google Scholar] [CrossRef]
- Mattila, H.P.; Grigaliu-naite, I.; Zevenhoven, R. Chemical kinetics modeling and process parameter sensitivity for precipitated calcium carbonate production from steelmaking slags. Chem. Eng. J. 2012, 192, 77–89. [Google Scholar] [CrossRef]
- Pu, Y.; Li, L.; Wang, Q.; Shi, X.; Luan, C.; Zhang, G.; Fu, L.; El-Fatah Abomohra, A. Accelerated carbonation technology for enhanced treatment of recycled concrete aggregates: A state-of-the-art review. Constr. Build. Mater. 2021, 282, 122671. [Google Scholar] [CrossRef]
- Xiong, Y.; Aldahri, T.; Liu, W.; Chu, G.; Zhang, G.; Luo, D.; Yue, H.; Liang, B.; Li, C. Simultaneous preparation of TiO2 and ammonium alum, and microporous SiO2 during the mineral carbonation of titanium-bearing blast furnace slag. Chin. J. Chem. Eng. 2020, 28, 2256–2266. [Google Scholar] [CrossRef]
- Monasterio-Guillot, L.; Alvarez-Lloret, P.; Ibañez-Velasco, A.; Fernandez-Martinez, A.; Ruiz-Agudo, E.; Rodriguez-Navarro, C. CO2 sequestration and simultaneous zeolite production by carbonation of coal fly ash: Impact on the trapping of toxic elements. J. CO2 Util. 2020, 40, 101263. [Google Scholar] [CrossRef]
- Zhang, D.; Ghouleh, Z.; Shao, Y. Review on carbonation curing of cement-based materials. J. CO2 Util. 2017, 21, 119–131. [Google Scholar] [CrossRef]
- Humbert, P.S.; Castro-Gomes, J.P. Influence of Temperature and CO2 Partial Pressure on Carbonation Curing for Cement-Free Steel Slag-Based Materials; Springer International Publishing: Berlin/Heidelberg, Germany, 2020; Volume 22, ISBN 9783030220341. [Google Scholar]
- Ma, M.; Mehdizadeh, H.; Guo, M.Z.; Ling, T.C. Effect of direct carbonation routes of basic oxygen furnace slag (BOFS) on strength and hydration of blended cement paste. Constr. Build. Mater. 2021, 304, 124628. [Google Scholar] [CrossRef]
- Wei, C.; Dong, J.; Hu, Z.; Zhang, H.; Wang, X.; Tong, Z.; Liao, C. CO2 sequestration exploration utilizing converter slag and cold-rolling waste water: The effect of carbonation parameters. Process Saf. Environ. Prot. 2021, 148, 1233–1242. [Google Scholar] [CrossRef]
- Li, L.; Zhong, X.; Ling, T.C. Effects of accelerated carbonation and high temperatures exposure on the properties of EAFS and BOFS pressed blocks. J. Build. Eng. 2022, 45, 103504. [Google Scholar] [CrossRef]
- Polettini, A.; Pomi, R.; Stramazzo, A. CO2 sequestration through aqueous accelerated carbonation of BOF slag: A factorial study of parameters effects. J. Environ. Manag. 2016, 167, 185–195. [Google Scholar] [CrossRef] [PubMed]
- Zod, N.; Mucci, A.; Bahn, O.; Provençal, R.; Shao, Y. Steel slag-bonded strand board as a carbon-negative building product. Constr. Build. Mater. 2022, 340, 127695. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, B.; Chang, J. Effect of zeolite calcination temperature on the carbonation degree and strength of steel slag compacts. Constr. Build. Mater. 2022, 343, 127987. [Google Scholar] [CrossRef]
- Wang, X.; Ni, W.; Wei, X.; Zhang, S.; Li, J.; Hu, W. Promotion effects of gypsum on carbonation of aluminates in medium Al ladle furnace refining slag. Constr. Build. Mater. 2022, 336, 127567. [Google Scholar] [CrossRef]
- Zhang, S.; Ghouleh, Z.; Mucci, A.; Bahn, O.; Provençal, R.; Shao, Y. Production of cleaner high-strength cementing material using steel slag under elevated-temperature carbonation. J. Clean. Prod. 2022, 342, 130948. [Google Scholar] [CrossRef]
- Zhang, H.; Dong, J.; Wei, C. Material Properties of Cement Doped with Carbonated Steel Slag Through the Slurry Carbonation Process: Effect and Quantitative Model. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2022, 53, 1681–1690. [Google Scholar] [CrossRef]
- Dai, S.; Zhu, H.; Zhang, D.; Liu, Z.; Cheng, S.; Zhao, J. Insights to compressive strength, impermeability and microstructure of micro-expansion steel slag cement under constraint conditions. Constr. Build. Mater. 2022, 326, 126540. [Google Scholar] [CrossRef]
- Li, L.; Chen, T.; Gao, X. Use of Carbonation Treatment on Steel Slag for Activity Improvement and CO2 Capture. SSRN Electron. J. 2022. [Google Scholar] [CrossRef]
- Li, L.; Wu, M. An overview of utilizing CO2 for accelerated carbonation treatment in the concrete industry. J. CO2 Util. 2022, 60, 102000. [Google Scholar] [CrossRef]
- Kassim, D.; Lamaa, G.; Silva, R.V.; de Brito, J. Performance Enhancement of Alkali-Activated Electric Arc Furnace Slag Mortars through an Accelerated CO2 Curing Process. Appl. Sci. 2022, 12, 1662. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Level | Effect | Ref. |
|---|---|---|---|
| Carbonation temperature | Increase | Facilitated CO2 diffusion, which improved the steel slag’s carbonation response and mechanical properties. | [86] |
| Carbonation time | Increase | The CO2 sequestration capability of steelmaking slag increases as the reaction time increases. | [79] |
| Particle size | - | The ability to absorb CO2 is largely dependent on the particle size of steel slag. | [59] |
| In the liquid phase, calcium ion concentration is more sensitive to particle size than other mineral ions; this impact is amplified at higher S/L ratios. | [87] | ||
| CO2 pressure | Decrease Increase | An important factor in influencing the ability of porous carbon compounds to absorb CO2. The proportional contribution of pressure decreased. | [88] |
| CO2 Concentration | Decrease | Reduced CO2 pressure affects carbonation in EAFs. CO2 content speeds up the first phase of carbonation. Lower CO2 needs a longer time for equivalent or greater CO2 absorption. | [71] |
| Liquid-to-solid ratio | Decrease | A reduced L/S ratio improves carbonation efficiency. | [80] |
| Increase | Higher L/S decreases carbonation due to a drop in calcium ions. | [67] | |
| Moisture content and humidity | Decrease Increase | Low moisture concentration reduces CO2 and calcium ion dissolution. Excessive moisture clogs steel slag pores, hindering CO2 diffusion. | [27] |
| Additives | Increase | Adding chemicals to steel slag improves microstructure, promotes hydration, and speeds up carbonation. | [27] |
| Other effects | Increase - | pH affects calcium ion solubility. High alkalinity and calcium hydroxide increase CO2 sequestration potential. | [83] |
| Furthermore, the fluid flux has an impact on the carbonation reaction. | [84] |
| Factor | Level | The Carbonation Behavior | Ref. |
|---|---|---|---|
| Carbonation temperature | High | Ca leaching | [89,90] |
| Low | Restrict Ca | [91,92] | |
| Carbonation time | Increase | The CO2 sequestration capability of steelmaking slag increases | [79] |
| Decrease | Carbonation occurs rapidly at first but slows as reaction time increases, eventually reaching equilibrium. | [93] | |
| Particle size | Increase | Carbonation reaction slowed down with increasing grain size in stainless EAF of four grain sizes. | [59] |
| Decrease | A higher conversion rate. | [80] | |
| Pressure | High | The carbonation process can be enhanced by high CO2 pressure. | [57] |
| low pressure | Influencing the ability of porous carbon compounds to absorb CO2. Moreover, shorter reaction times have been found as CO2 partial pressure is increased. | [9] | |
| CO2 Concentration | Increase Decrease | Has no positive effect on Ca use. The reaction rate of carbonation increases, and higher Ca use rates occur. | [73] |
| Liquid-to-solid ratio | Increase | Improves the solution’s ability to precipitate magnesium and calcium. | [94] |
| Decrease | Can have a negative effect on the reaction rate, although a higher solvent concentration can offset the impact of a decreased L/S ratio on the reaction rate. | [95] | |
| Moisture content and humidity | Increase Decrease | Carbonation increased with increasing relative humidity from 0 to 60% but decreased after 80%. Low moisture reduces CO2 and calcium ion dissolution. Excess moisture clogs steel slag pores, negatively affecting CO2 diffusion. | [27] |
| Additives | Increase | The strength of the BOF specimens initially increased and subsequently dropped. | [27] |
| Other effects | Increase | The capacity for CO2 sequestration was boosted by high alkalinity and a high calcium hydroxide concentration. | [83] |
| Main Topic | Review Approach | Year | Ref. |
|---|---|---|---|
| Using steel slag as a sustainable building material | Reviewed factors, including a variety of influencing factors, as well as a wide range of other factors, discussed in conjunction with new advancements in accelerated carbonation for enhancing steel slag quality. | 2021 | [27] |
| Carbonation of steelmaking slag presents an opportunity for carbon-neutral | This review focuses on the carbonation mechanisms and processes of steelmaking slag, as well as how operational factors affect the ratio and pace of carbon dioxide sequestration. | 2021 | [29] |
| Fundamental understanding of carbonation curing and durability of carbonation-cured cement-based composites | Reviewed the carbonation-cured cement-based composites with fibers as well as the process and reaction processes, optimization of carbonation curing, mechanical properties, microstructure, and durability. | 2021 | [23] |
| CO2-activated steel slag-based materials | Reviewed the ability to control factors, including temperature, carbon dioxide concentration, compacting pressure, humidity, partial pressure, carbonation time, and slag fineness, to influence the circumstances of carbonation. | 2019 | [28] |
| Environmental benefit assessment of steel slag utilization and carbonation | Reviewed the utilization of steel slag and its environmental impact | 2022 | [30] |
| The application of steel slag in CO2 fixation | Reviewed the development of steel slag in carbon dioxide sequestration | 2021 | [31] |
| Hydration activity and carbonation characteristics of dicalcium silicate in steel slag | Reviewed the precipitation process of the dicalcium silicate phase in steel slag | 2021 | [32] |
| Steel slag valorization via mineral carbonation | Reviewed the carbonation process of steel slag, a solid waste with high calcium content generated by the iron and steel industries. Despite its potential, this waste is underutilized in countries that are major producers of crude steel. | 2021 | [33] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baras, A.; Li, J.; Ni, W.; Hussain, Z.; Hitch, M. Evaluation of Potential Factors Affecting Steel Slag Carbonation. Processes 2023, 11, 2590. https://doi.org/10.3390/pr11092590
Baras A, Li J, Ni W, Hussain Z, Hitch M. Evaluation of Potential Factors Affecting Steel Slag Carbonation. Processes. 2023; 11(9):2590. https://doi.org/10.3390/pr11092590
Chicago/Turabian StyleBaras, Amer, Jiajie Li, Wen Ni, Zahid Hussain, and Michael Hitch. 2023. "Evaluation of Potential Factors Affecting Steel Slag Carbonation" Processes 11, no. 9: 2590. https://doi.org/10.3390/pr11092590