
Carbon Dioxide Capture and Product Characteristics Using Steel Slag in a Mineral Carbonation Plant
 and
and
Abstract
:1. Introduction
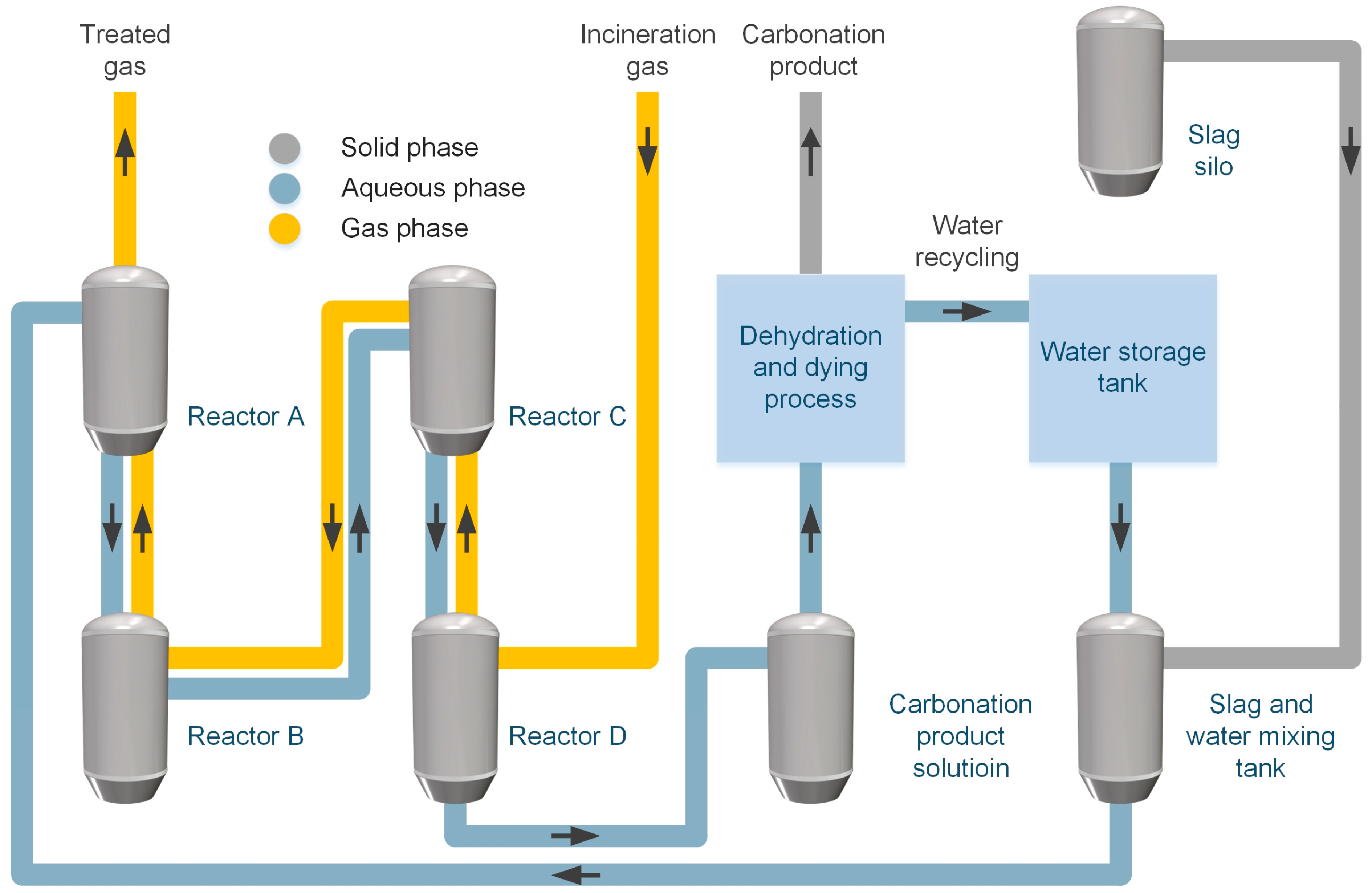
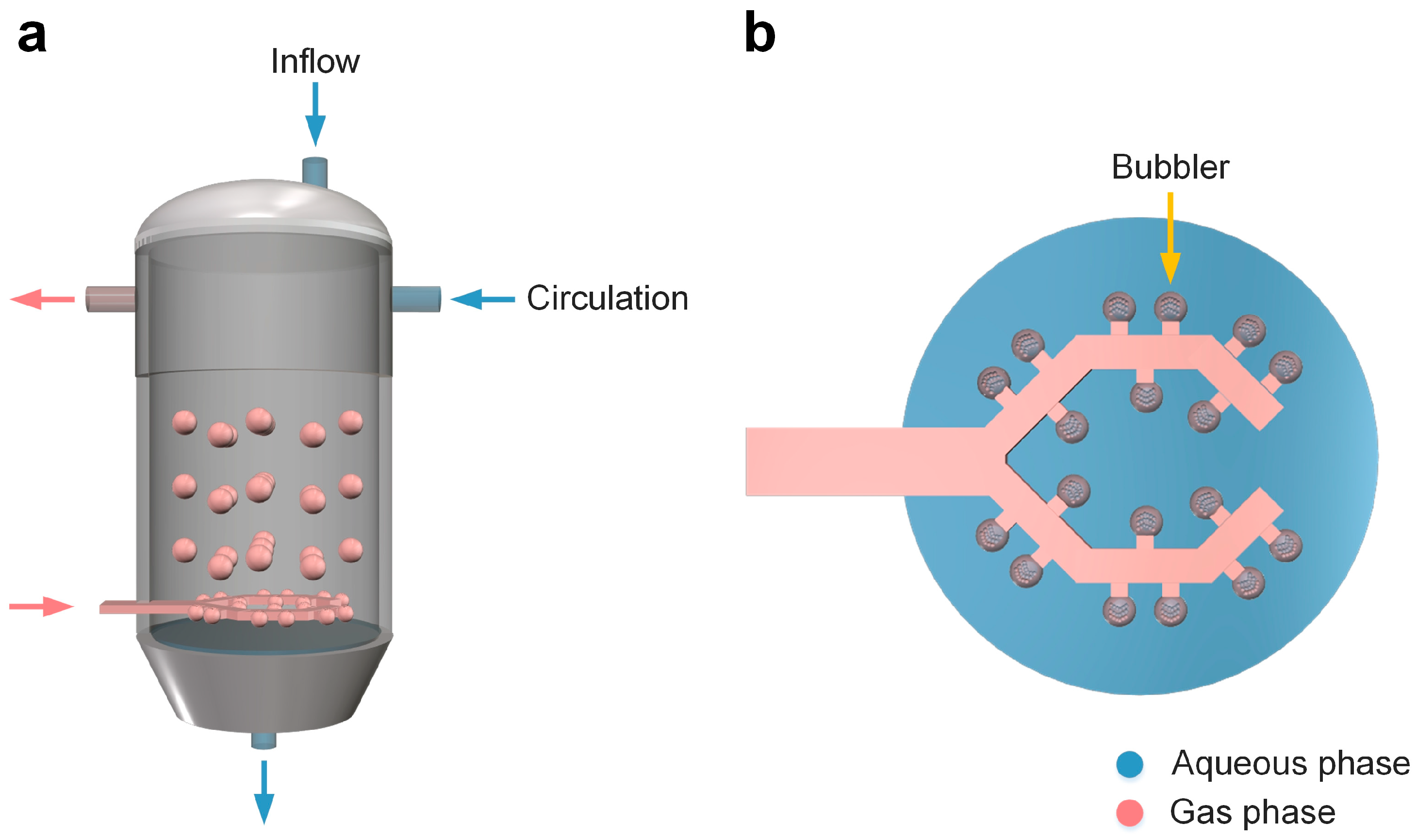
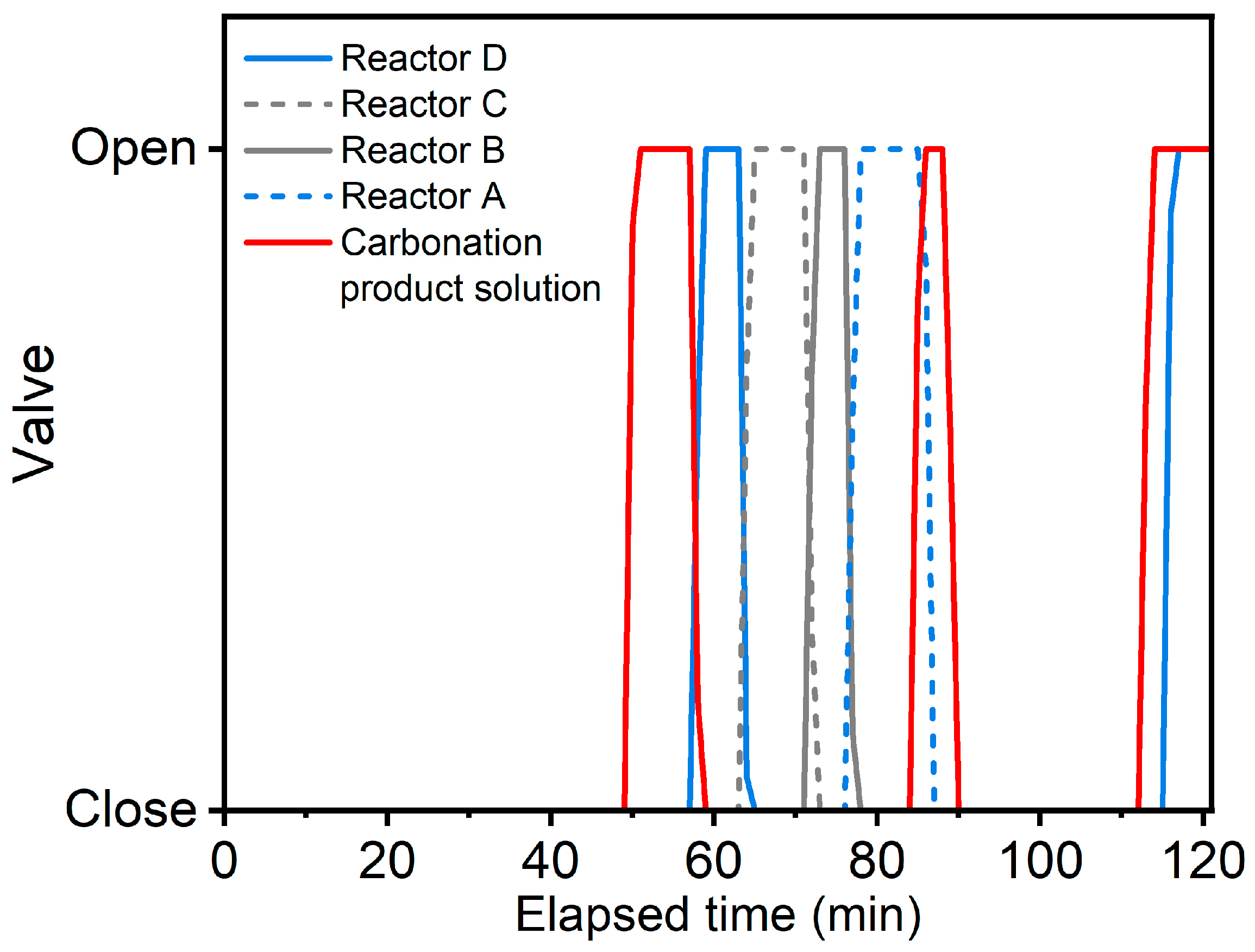
2. Process and Operation for Mineral Carbonation Plant
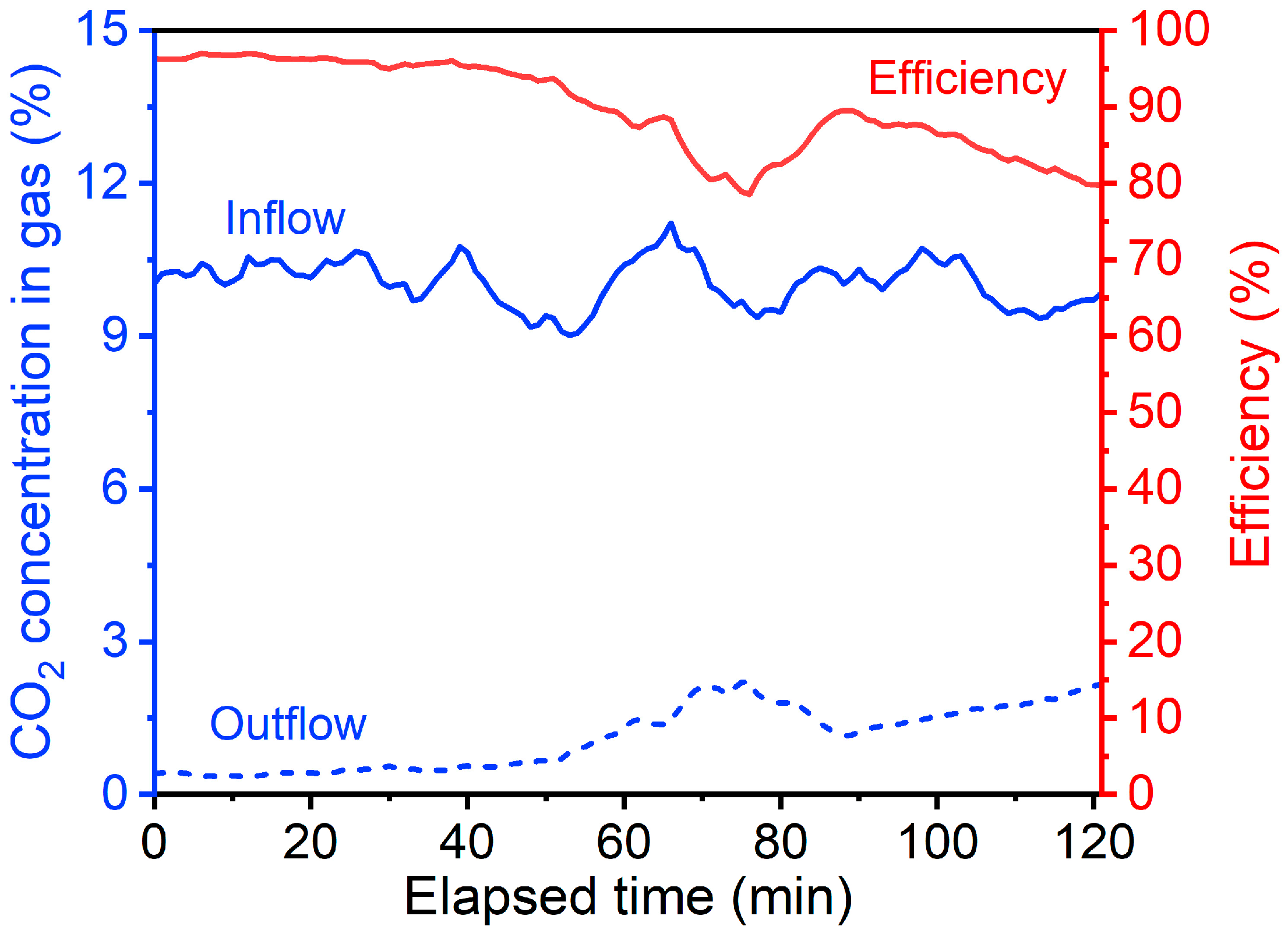
- A = CO2 concentration in inflow gas (%);
- B = CO2 concentration in outflow gas (%);
- C = Inflow gas rate (Nm3/hr);
- D = Outflow gas rate (Nm3/hr).
3. Materials and Methods
- A = Total CaO in steel slag (%);
- B = CaO as CaCO3 in steel slag (%);
- C = Total CaO in mineral carbonation products (%);
- D = CaO as CaCO3 in mineral carbonation products (%);
- A–B = Residue CaO in steel slag (%);
- C–D = Residue CaO in mineral carbonation products (%).
4. Results and Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lindsey, R. Climate Change: Atmospheric Carbon Dioxide. Available online: https://www.climate.gov/news-features/understanding-climate/climate-change-atmospheric-carbon-dioxide (accessed on 16 April 2023).
- IEA. Global Energy Review: CO2 Emissions in 2021—Global Emissions Rebound Sharply to Highest Ever Level; IEA: Paris, France, 2022. [Google Scholar]
- Jones, M.W.; Peters, G.P.; Gasser, T.; Andrew, R.M.; Schwingshackl, C.; Gütschow, J.; Houghton, R.A.; Friedlingstein, P.; Pongratz, J.; Le Quéré, C. National contributions to climate change due to historical emissions of carbon dioxide, methane, and nitrous oxide since 1850. Sci. Data 2023, 10, 155. [Google Scholar] [CrossRef] [PubMed]
- Riahi, K.; Schaeffer, R.; Arango, J.; Calvin, K.; Guivarch, C.; Hasegawa, T.; Jiang, K.; Kriegler, E.; Matthews, R.; Peters, G.P. Mitigation pathways compatible with long-term goals. In Sixth Assessment Report of the Intergovernmental Panel on Climate Change; Cambridge University Press: Cambridge, UK, 2022; pp. 295–408. [Google Scholar]
- Watari, T.; Cao, Z.; Hata, S.; Nansai, K. Efficient use of cement and concrete to reduce reliance on supply-side technologies for net-zero emissions. Nat. Commun. 2022, 13, 4158. [Google Scholar] [CrossRef]
- Leung, D.Y.C.; Caramanna, G.; Maroto-Valer, M.M. An overview of current status of carbon dioxide capture and storage technologies. Renew. Sustain. Energy Rev. 2014, 39, 426–443. [Google Scholar]
- Eldardiry, H.; Habib, E. Carbon capture and sequestration in power generation: Review of impacts and opportunities for water sustainability. Energy Sustain. Soc. 2018, 8, 6. [Google Scholar]
- Pisciotta, M.; Pilorgé, H.; Feldmann, J.; Jacobson, R.; Davids, J.; Swett, S.; Sasso, Z.; Wilcox, J. Current state of industrial heating and opportunities for decarbonization. Prog. Energy Combust. Sci. 2022, 91, 100982. [Google Scholar] [CrossRef]
- Kuwahara, Y.; Hanaki, A.; Yamashita, H. Direct Synthesis of a Regenerative CaO–Fe3O4–SiO2 Composite Adsorbent from Converter Slag for CO2 Capture Applications. ACS Sustain. Chem. Eng. 2022, 10, 372–381. [Google Scholar] [CrossRef]
- Wang, J.-W.; Kang, J.-N.; Liu, L.-C.; Nistor, I.; Wei, Y.-M. Research trends in carbon capture and storage: A comparison of China with Canada. Int. J. Greenh. Gas Control. 2020, 97, 103018. [Google Scholar]
- Zhao, Q.; Chu, X.; Mei, X.; Meng, Q.; Li, J.; Liu, C.; Saxén, H.; Zevenhoven, R. Co-treatment of Waste From Steelmaking Processes: Steel Slag-Based Carbon Capture and Storage by Mineralization. Front. Chem. 2020, 8, 571504. [Google Scholar] [CrossRef]
- Zhao, Q.; Liu, K.; Sun, L.; Liu, C.; Jiang, M.; Saxén, H.; Zevenhoven, R. Towards carbon sequestration using stainless steel slag via phase modification and co-extraction of calcium and magnesium. Process Saf. Environ. Prot. 2020, 133, 73–81. [Google Scholar] [CrossRef]
- Sun, Y.; Tian, S.; Ciais, P.; Zeng, Z.; Meng, J.; Zhang, Z. Decarbonising the iron and steel sector for a 2 °C target using inherent waste streams. Nat. Commun. 2022, 13, 297. [Google Scholar] [CrossRef]
- Liu, J.; Yu, B.; Wang, Q. Application of steel slag in cement treated aggregate base course. J. Clean. Prod. 2020, 269, 121733. [Google Scholar] [CrossRef]
- Menad, N.-E.; Kana, N.; Seron, A.; Kanari, N. New EAF Slag Characterization Methodology for Strategic Metal Recovery. Materials 2021, 14, 1513. [Google Scholar] [CrossRef]
- Ho, H.-J.; Iizuka, A. Mineral carbonation using seawater for CO2 sequestration and utilization: A review. Sep. Purif. Technol. 2023, 307, 122855. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Vassileva, C.G.; Petrova, N.L. Mineral Carbonation of Biomass Ashes in Relation to Their CO2 Capture and Storage Potential. ACS Omega 2021, 6, 14598–14611. [Google Scholar] [CrossRef]
- Vinoba, M.; Bhagiyalakshmi, M.; Choi, S.Y.; Park, K.T.; Kim, H.J.; Jeong, S.K. Harvesting CaCO3 Polymorphs from In Situ CO2 Capture Process. J. Phys. Chem. C 2014, 118, 17556–17566. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Vassileva, C.G. Extra CO2 capture and storage by carbonation of biomass ashes. Energy Convers. Manag. 2020, 204, 112331. [Google Scholar] [CrossRef]
- Coppola, A.; Scala, F.; Azadi, M. Direct Dry Carbonation of Mining and Industrial Wastes in a Fluidized Bed for Offsetting Carbon Emissions. Processes 2022, 10, 582. [Google Scholar] [CrossRef]
- Mazzotti, M.; Abanades, J.C.; Allam, R.; Lackner, K.S.; Meunier, F.; Rubin, E.; Sanchez, J.C.; Yogo, K.; Zevenhoven, R. 7-Mineral carbonation and industrial uses of carbon dioxide. In IPCC Special Report on Carbon Dioxide Capture and Storage; Cambridge University Press: Cambridge, UK, 2005. [Google Scholar]
- Ji, L.; Yu, H. 2-Carbon dioxide sequestration by direct mineralization of fly ash. In Carbon Dioxide Sequestration in Cementitious Construction Materials; Pacheco-Torgal, F., Shi, C., Sanchez, A.P., Eds.; Woodhead Publishing: Sawston, UK, 2018; pp. 13–37. [Google Scholar]
- Rushendra Revathy, T.D.; Palanivelu, K.; Ramachandran, A. Direct mineral carbonation of steelmaking slag for CO2 sequestration at room temperature. Environ. Sci. Pollut. Res. 2016, 23, 7349–7359. [Google Scholar] [CrossRef]
- Baciocchi, R.; Costa, G.; Di Gianfilippo, M.; Polettini, A.; Pomi, R.; Stramazzo, A. Thin-film versus slurry-phase carbonation of steel slag: CO2 uptake and effects on mineralogy. J. Hazard. Mater. 2015, 283, 302–313. [Google Scholar] [CrossRef]
- Sanna, A.; Uibu, M.; Caramanna, G.; Kuusik, R.; Maroto-Valer, M.M. A review of mineral carbonation technologies to sequester CO2. Chem. Soc. Rev. 2014, 43, 8049–8080. [Google Scholar] [CrossRef]
- Tu, M.; Zhao, H.; Lei, Z. The Ulsan Metropolitan City, 2022 Municipal White Paper. July 2022. Available online: https://www.ulsan.go.kr/u/rep/contents.ulsan?mId=001003004001000000 (accessed on 16 April 2023).
- Wang, L.; Chen, D.; Yu, H.; Qi, T. Aqueous Carbonation of Steel Slag: A Kinetics Study. ISIJ Int. 2015, 55, 2509–2514. [Google Scholar]
- Ragipani, R.; Sreenivasan, K.; Anex, R.P.; Zhai, H.; Wang, B. Direct Air Capture and Sequestration of CO2 by Accelerated Indirect Aqueous Mineral Carbonation under Ambient Conditions. ACS Sustainable Chem. Eng. 2022, 10, 7852–7861. [Google Scholar] [CrossRef]
- Matter, J.M.; Kelemen, P.B. Permanent storage of carbon dioxide in geological reservoirs by mineral carbonation. Nat. Geosci. 2009, 2, 837–841. [Google Scholar] [CrossRef]
- Wang, D.; Xiong, C.; Li, W.; Chang, J. Growth of Calcium Carbonate Induced by Accelerated Carbonation of Tricalcium Silicate. ACS Sustain. Chem. Eng. 2020, 8, 14718–14731. [Google Scholar] [CrossRef]
- Pedersen, O.; Colmer, T.; Sand-Jensen, K. Underwater Photosynthesis of Submerged Plants—Recent Advances and Methods. Front. Recent Dev. Plant Sci. 2013, 4, 140. [Google Scholar] [CrossRef]
- Mathur, V.K. High Speed Manufacturing Process for Precipitated Calcium Carbonate Employing Sequential Perssure Carbonation. U.S. Patent 6,251,356, 26 June 2001. [Google Scholar]
- Gu, S.; Fu, B.; Fujita, T.; Ahn, J.W. Thermodynamic Simulations for Determining the Recycling Path of a Spent Lead-Acid Battery Electrolyte Sample with Ca(OH)2. Appl. Sci. 2019, 9, 2262. [Google Scholar] [CrossRef]
- Yuan, Q.; Zhang, Y.; Wang, T.; Wang, J.; Romero, C.E. Mineralization characteristics of coal fly ash in the transition from non-supercritical CO2 to supercritical CO2. Fuel 2022, 318, 123636. [Google Scholar] [CrossRef]
- Li, Y.; Duan, X.; Song, W.; Ma, L.; Jow, J. Reaction mechanisms of carbon dioxide capture by amino acid salt and desorption by heat or mineralization. Chem. Eng. J. 2021, 405, 126938. [Google Scholar] [CrossRef]
- Lu, H.; Smirniotis, P.G. Calcium Oxide Doped Sorbents for CO2 Uptake in the Presence of SO2 at High Temperatures. Ind. Eng. Chem. Res. 2009, 48, 5454–5459. [Google Scholar] [CrossRef]
- Marques, L.M.; Mota, S.M.; Teixeira, P.; Pinheiro, C.I.C.; Matos, H.A. Ca-looping process using wastes of marble powders and limestones for CO2 capture from real flue gas in the cement industry. J. CO2 Util. 2023, 71, 102450. [Google Scholar] [CrossRef]
- Liu, X.; Zou, Y.; Geng, R.; Zhu, T.; Li, B. Simultaneous Removal of SO2 and NOx Using Steel Slag Slurry Combined with Ozone Oxidation. ACS Omega 2021, 6, 28804–28812. [Google Scholar] [CrossRef] [PubMed]
- Ho, H.-J.; Iizuka, A.; Kubo, H. Direct aqueous carbonation of dephosphorization slag under mild conditions for CO2 sequestration and utilization: Exploration of new dephosphorization slag utilization. Environ. Technol. Innov. 2022, 28, 102905. [Google Scholar] [CrossRef]
- Chen, K.-W.; Pan, S.-Y.; Chen, C.-T.; Chen, Y.-H.; Chiang, P.-C. High-gravity carbonation of basic oxygen furnace slag for CO2 fixation and utilization in blended cement. J. Clean. Prod. 2016, 124, 350–360. [Google Scholar] [CrossRef]
- Wang, G.C. The Utilization of Slag in Civil Infrastructure Construction; Woodhead Publishing: Sawston, UK, 2016. [Google Scholar]
- Krödel, M.; Landuyt, A.; Abdala, P.M.; Müller, C.R. Mechanistic Understanding of CaO-Based Sorbents for High-Temperature CO2 Capture: Advanced Characterization and Prospects. ChemSusChem 2020, 13, 6259–6272. [Google Scholar] [PubMed]
- O’Connor, J.; Nguyen, T.B.T.; Honeyands, T.; Monaghan, B.; O’Dea, D.; Rinklebe, J.; Vinu, A.; Hoang, S.A.; Singh, G.; Kirkham, M.B.; et al. Production, characterisation, utilisation, and beneficial soil application of steel slag: A review. J. Hazard. Mater. 2021, 419, 126478. [Google Scholar] [CrossRef]
- Lee, J.; Ryu, K.H.; Ha, H.Y.; Jung, K.-D.; Lee, J.H. Techno-economic and environmental evaluation of nano calcium carbonate production utilizing the steel slag. J. CO2 Util. 2020, 37, 113–121. [Google Scholar] [CrossRef]
- Subraveti, S.G.; Rodríguez Angel, E.; Ramírez, A.; Roussanaly, S. Is Carbon Capture and Storage (CCS) Really So Expensive? An Analysis of Cascading Costs and CO2 Emissions Reduction of Industrial CCS Implementation on the Construction of a Bridge. Environ. Sci. Technol. 2023, 57, 2595–2601. [Google Scholar] [CrossRef]
- Vollprecht, D.; Wohlmuth, D. Mineral Carbonation of Basic Oxygen Furnace Slags. Recycling 2022, 7, 84. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Inflow Gas Rate (Nm3/hr) | Temperature of Inflow Gas (°C) | CO2 Concentration in Inflow Gas (%) | Inflow CO2 Rate (kg/hr) |
|---|---|---|---|
| 1555 | 88.4 | 10.0 | 305 |
| State | Reaction Time (min) | CO2 Sequestration | |||
|---|---|---|---|---|---|
| Efficiency (%) | Rate (kg/h) | Capacity (kg) | g-CO2/kg-Steel Slag | ||
| 1 | 0–50 | 95.8 | 246.4 | 205.3 | 79.9 |
| 2 | 58–77 | 84.7 | 271.6 | 86.0 | 44.6 |
| 3 | 77–113 | 85.8 | 308.6 | 185.2 | 97.7 |
| Category | Steel Slag | Mineral Carbonation Products | |
|---|---|---|---|
| PSA (μm) | Median | 31.7 | 15.6 |
| Mean | 54.4 | 58.9 | |
| Specific gravity | 2.2 | 2.0 | |
| BET (m2/g) | 11.9 | 44.7 | |
| Category | Steel Slag | Mineral Carbonation Products |
|---|---|---|
| Mass loss of TGA (%) | 5.3 | 21.6 |
| Free CaO (%) | 7.8 | 0.3 |
| CaCO3 (%) | 12.1 | 49.2 |
| CaO as CaCO3 (%) | 6.8 | 27.6 |
| Residue CaO (%) | 37.8 | 3.4 |
| Conversion CaO (%) | - | 90.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, H.; Kim, T.W.; Kim, S.H.; Lin, Y.-W.; Li, C.-T.; Choi, Y.; Choi, C. Carbon Dioxide Capture and Product Characteristics Using Steel Slag in a Mineral Carbonation Plant. Processes 2023, 11, 1676. https://doi.org/10.3390/pr11061676
Lee H, Kim TW, Kim SH, Lin Y-W, Li C-T, Choi Y, Choi C. Carbon Dioxide Capture and Product Characteristics Using Steel Slag in a Mineral Carbonation Plant. Processes. 2023; 11(6):1676. https://doi.org/10.3390/pr11061676
Chicago/Turabian StyleLee, Hyesung, Tae Wook Kim, Soung Hyoun Kim, Yu-Wei Lin, Chien-Tsung Li, YongMan Choi, and Changsik Choi. 2023. "Carbon Dioxide Capture and Product Characteristics Using Steel Slag in a Mineral Carbonation Plant" Processes 11, no. 6: 1676. https://doi.org/10.3390/pr11061676