1. Introduction
Biofuels have begun to replace fossil fuels due to their potential to reduce greenhouse gas emissions by replacing fossil fuels. Biofuels thereby have the potential to both decrease CO
2 emissions and increase energy security [
1]. The first example is biodiesel (derived from the transesterification/esterification of vegetable oil), which is mixed with diesel fuel. The second example is biogas (derived from the decomposition of organic/agricultural waste), which generates methane (CH
4), which has been used as a replacement for natural gas in the generation of heat and electricity and in vehicles. Bioethanol (produced via the fermentation of sugar and starch feedstocks) has been used for over three decades because it can be blended with gasoline. It is more prevalent than biomethanol due to the compatibility of bioethanol/gasoline blends with current internal combustion engines. However, biomethanol is methanol which is obtained from bio-sources such as biogas and biohydrogen, and it can also be produced from CO
2. Therefore, it may be more desirable in the future and replace bioethanol due to the CO
2 utilization potential [
2]; higher specific energy yield, which can be explained by the fact that oxygenated fuels have a better combustion efficiency and more enrichment of oxygen than ethanol, owing to methanol [
3]; and high volumetric energy density [
4]. Accordingly, biomethanol is easy to store and transport and can be readily used as a raw material for synthesizing a variety of useful organic compounds of industrial importance. Methanol is a valued chemical, and it can be used in various sectors as a solvent and in biodiesel, biofuels, and additives [
5]. Regarding its direct usage, methanol is used as a solvent and raw material by reacting it with vegetable oil to produce biodiesel. Regarding its indirect usage, methanol is transformed into other chemicals such as formaldehyde, methyl tertiary butyl ether (MTBE)/TAME (a blending component of gasoline), dimethyl ether (DME), MTO (methanol–olefin), and MTP (methanol–paraffin). Biogas and biohydrogen derived from molasses play important roles as raw gases for biomethanol production. Biogas normally contains methane (CH
4), carbon dioxide (CO
2), and varied amounts of hydrogen sulfide (H
2S) depending on the variety of raw materials. Therefore, when using biogas as a raw material for biomethanol, it is necessary to remove H
2S via a H
2S separation process [
6], whereas biohydrogen comprises only hydrogen (H
2) and CO
2. For this reason, when using biohydrogen as a raw material for biomethanol production, a H
2S separation unit is not needed (saving costs), and the method is attractive due to not only reducing the CO
2 problem by using biohydrogen but also increasing the use of molasses to produce biohydrogen. Furthermore, this will provide another option for the sugar industry to extract value from the by-product of molasses by making biohydrogen, representing an alternative source of raw materials for biomethanol production. The idustrial-scale production of methanol via thermo-chemical processes has been achieved using petroleum sources, but there is awareness that this releases CO
2 into the environment. On the other hand, the implementation of the biological conversion process at the laboratory scale is still being investigated and lacks sufficient information. The biochemical production of methanol requires the microbes and metabolic pathways and enzymes that are involved to be studied to properly understand the bioconversion process and determine the essential parameters for scaling up the laboratory process to full-size production units. Integrating these biological and thermo-chemical processes could provide an opportunity to make the production of biomethanol feasible.
Agricultural/organic wastes, such as manure, feed, fruit, cassava, bagasse, and molasses, are abundant resources that can be turned into biofuels. Molasses is a plentiful resource obtained from sugar production and is used to produce fermented ethanol, which has been promoted for blending with gasoline [
7]. Electric vehicles are becoming a substitute for vehicles that require the use of fossil fuels for power, especially gasoline vehicles, which normally use ethanol-blended gasoline. As a result, increased electric vehicle usage will lead to a reduction in ethanol production. Ethanol production will be disrupted and decreased due to decreasing demand, which means that the demand for molasses as a raw material will be reduced, affecting the income of sugarcane farmers. To compensate for this situation, transforming molasses into hydrogen via the fermentation process is desirable as it only generates H
2, i.e., biohydrogen, and CO
2 [
8,
9]. Hydrogen can be used in hydrogen fuel cells, for the hydrogen treatment of biodiesel/vegetable oil to produce bio-oleochemicals, and to transform carbon dioxide into an important precursor to petrochemicals, such as methane or methanol [
10,
11].
Conventionally, methanol production requires a mixture of synthesis gases (H
2, CO, and CO
2) that is obtained from the steam reforming of natural gas (CH
4 and CO
2). In the case of using a biohydrogen source (H
2 and CO
2) for producing biomethanol, direct methanol synthesis (DMS) can be performed, which is the reaction of CO
2 and H
2 using an appropriate catalyst, specific temperature, and pressure, resulting in methanol and water as the products, following Equation (1). However, CO
2 and H
2 can be reacted through a reverse water–gas shift (RWGS) reaction, obtaining CO and H
2O, following Equation (3). An advantage of RWGS is that it can be applied for transforming CO
2 and H
2 into CO and H
2O as products, meaning that the H
2O liquid can be easily separated, and then CO will react with the excess H
2, following Equation (2), which is called indirect methanol synthesis (IMS), resulting in methanol as a product; this methanol is purer than that obtained from the reaction shown in Equation (1). However, there is a side reaction called a water–gas shift (WGS), shown in Equation (4), which is the reverse reaction of RWGS [
3,
12,
13,
14]. Biohydrogen sources (H
2 and CO
2) can be used as raw materials for producing methanol.
Reverse water–gas shift (RWGS)
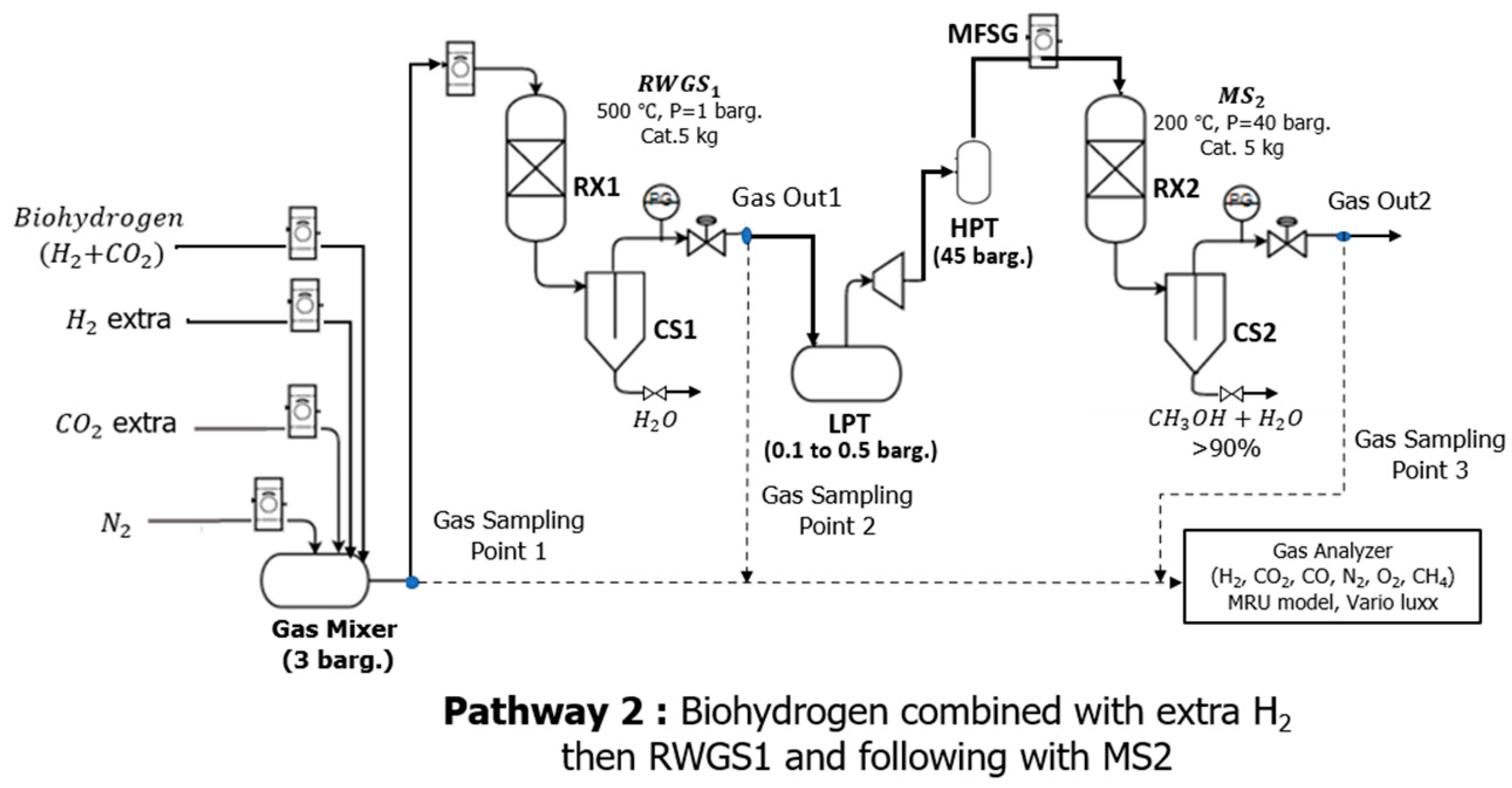
The purpose of this article is to guide the optimization of biohydrogen in terms of the molasses concentration and the concentration of trace elements. The transformation of biohydrogen into biomethanol was studied. The effect of the H2/CO2 ratio on CO2 hydrogenation and the RWGS was investigated. Two pathways for transforming biohydrogen and CO2 were investigated, and both pathways involved a two-step reaction: pathway 1 included two-step methanol synthesis involving direct CO2 hydrogenation (Equation (1)) comprising a first methanol synthesis (1st MS) and second methanol synthesis (2nd MS), with both steps connected in a series fixed-bed reactor operated using the same catalyst and controlled temperature, as shown in the Materials and Methods section; pathway 2 was an innovative route comprising a reverse water–gas shift (RWGS) as shown in Equation (3) and then methanol synthesis (MS) as shown in Equation (2). The same catalyst was used for each step, but each step had a different temperature and pressure, as described in the Materials and Methods section. The methanol production rate, methanol purity, and CO2 consumption were obtained for both pathways.
4. Discussion
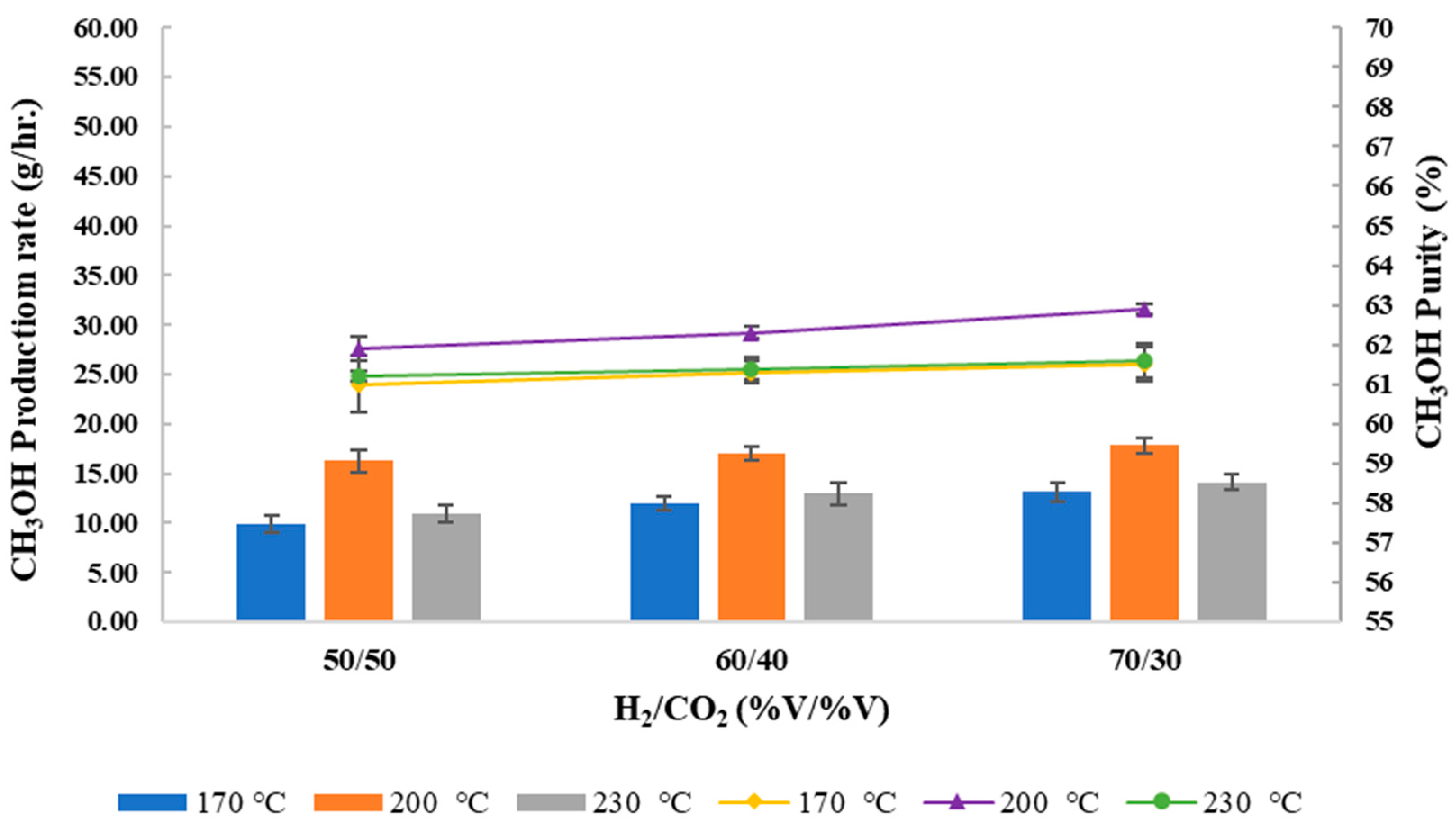
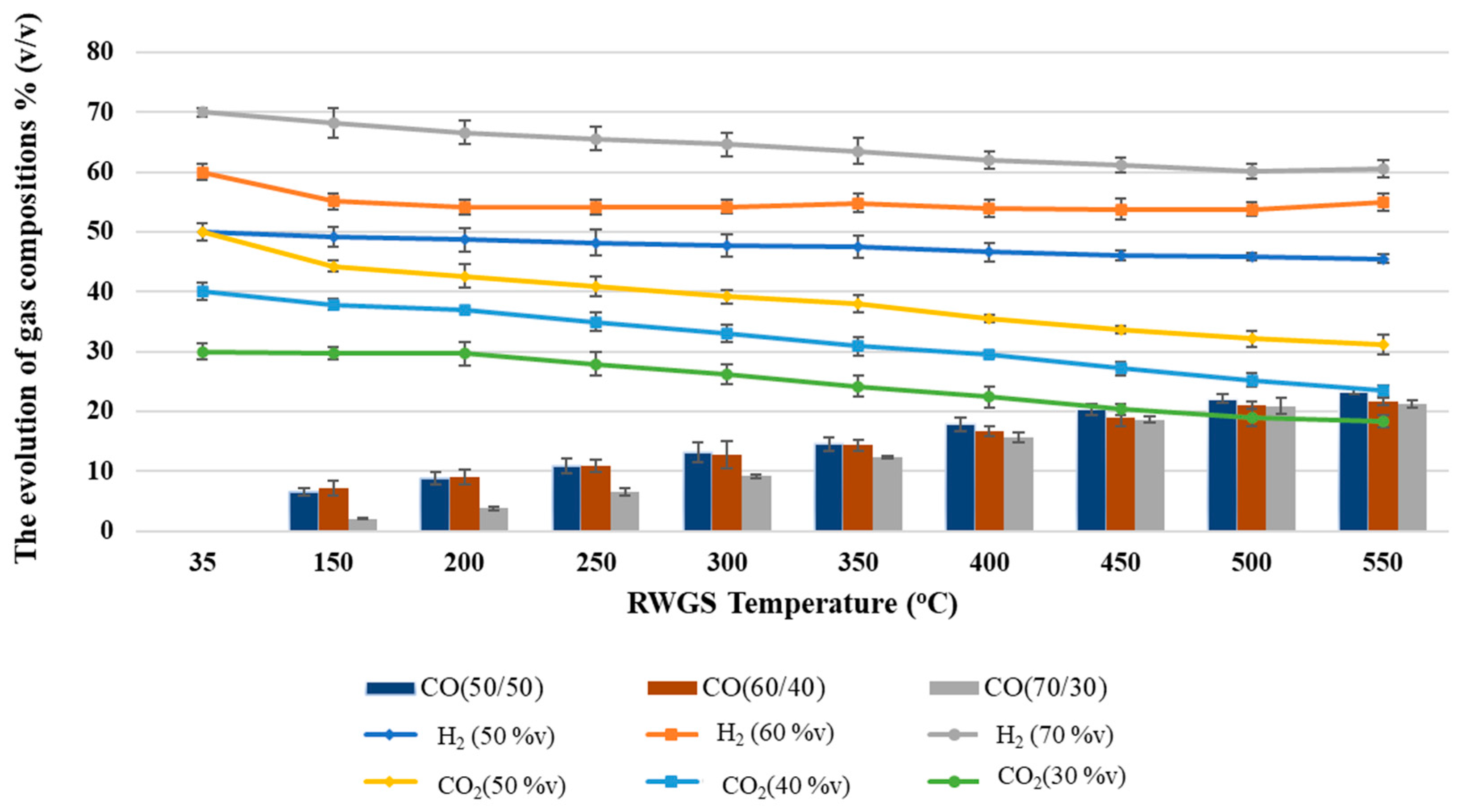
A comparison of the two-step methanol synthesis between pathway 1, DMS (MS + MS), and pathway 2, IMS (RWGS + MS), showed that pathway 2 resulted in lower methanol production rates (g/h) of 0.69, 1.01, and 1.05 than the 0.93, 1.04, and 1.09 obtained via pathway 1, but it resulted in higher average methanol purities % (wt) of 95.81, 97.98, and 92.93 than the purities obtained via pathway 1 (78.69, 79.10, and 72.71). It is apparent that the IMS pathway (adding RWGS before MS) for biohydrogen (H2 and CO2) could improve the purity of the methanol more effectively than the DMS pathway because CO2 was transformed into CO by the RWGS reaction following Equation (3) and limited by the WGS reaction, as in Equation (4). The evolution of CO2 into CO depended on the conditions (CO/CO2 mole ratio, temperature, and pressure). The CO2 was transformed by reacting it with H2, and CO was generated, obtaining the optimum H2/CO ratio of around 2 as the stoichiometry followed Equation (2). These were the optimum conditions for generating high-purity biomethanol (97.98%), as obtained in the experiment with H2/CO2 at 60/40% (v/v). Otherwise, the mole ratio of H2 to CO over 2 was partly caused by the higher ratio of H2/CO2 in the raw gas feed, at 70/30% (v/v), or 2.33/1 (mol/mol); in this case, there was a higher ratio, over 3, for both H2/CO2 (3.74) and H2/CO (3.53). As a result, CO2 hydrogenation (Equation (1)) competed with CO hydrogenation (Equation (2)), and water was generated and mixed with methanol, resulting in the methanol purity being reduced to 92.93%. Therefore, the IMS would be expected to produce a higher methanol yield than DMS.
Although the IMS was beneficial in terms of both methanol purity and CO2 consumption, the RWGS step in IMS was an endothermic reaction that required a higher temperature (500 °C) than that required for the MS step (200 °C); hence, it consumed more energy in methanol production. Last but not least, the overall energy consumption should be studied in greater depth for overall processes, including methanol synthesis and methanol refinery.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}