

Comparison of Two Lab Simulation Methods of Multiple Heavy Metal Contamination on FCC Catalysts


Abstract
:1. Introduction
2. Experiments
2.1. Experimental Device
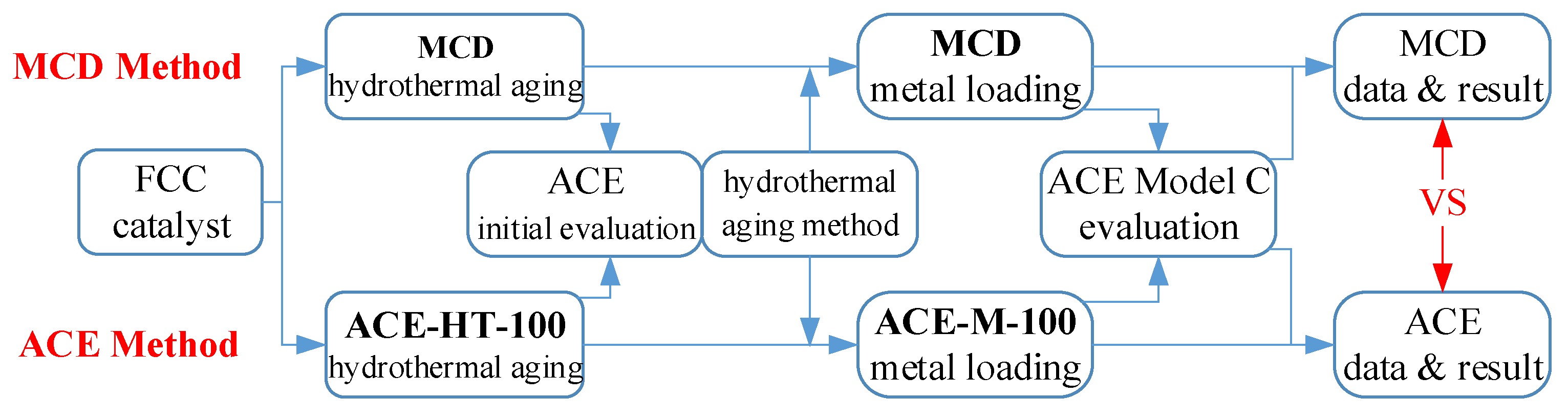
2.2. Metal Contamination and Evaluation Scheme
- (1)
- The fresh catalyst is roasted first, then 100 g is weighed for each reactor.
- (2)
- A series of hydrothermal aging temperatures and times are set, along with the corresponding air flow, water volume, temperature, and other parameters.
- (3)
- A micro-catalytic performance evaluation and product cutting distillation analysis for the initial aging catalyst is conducted to determine the hydrothermal aging method.
- (4)
- Based on the determined hydrothermal aging method, the metal target value is set and the original oil with heavy metal raw material is configured through the corresponding calculation formula for the metal loading. After the experiment, the metal-contaminated catalysts are removed, weighed, and sealed for subsequent analysis and testing.
- (5)
- The amount of metal loading on the FCC catalysts is detected by X-Ray fluorescence analysis to determine whether the catalyst has reached the metal pollution target, and ACE Model C microcatalytic evaluation is carried out.
- (6)
- The pore volume, specific surface area, unit cell constant, and metal content on the catalyst are analyzed and the corresponding data on the metal-contaminated catalysts and equilibrium catalysts are compared.
2.3. Experimental Conditions
- (1)
- The fresh FCC catalysts came from commercial samples numbered LDO-70 and LB-5, with a particle size between 36–150 μm, and were produced by the catalyst factory of Lanzhou Petrochemical Company (Lanzhou, China). The two commercial samples were mixed in a certain proportion, then weighed and subjected to subsequent hydrothermal aging and metal loading aging experiments as fresh catalysts for metal contamination. The mixture was mainly used to regulate the olefin yield; the two mixtures were used to reduce the error due to heavy metal loading on single catalyst samples. The fresh catalyst information is listed in Table 1.
- (2)
- Initial conditions for hydrothermal aging adopted the 90–95% water vapor values recommended by KBC Petro-sim. For the raw oil, we used a mixed oil provided by Kayser Technology Inc. Company (MI, USA) with a metal content of 3% for nickel and 1.64% for vanadium. The metal loading reaction temperature was 600 °C, the regeneration temperature was 600 °C, and the freezer temperature was 4.0 °C. In addition, the ratio of catalyst to oil was determined according to the target metal amount.
- (3)
- The crude oil used for microcatalytic evaluation was the raw material for a 3 million tons/year catalytic cracking unit. The performance parameters for the crude oil were 374 g/mol of molecular weight, 12.27 mm2/s of viscosity (100 °C), 867.3 kg/m3 of density (70 °C), and 4.17 wt% of residual carbon. The reaction temperature was 530 °C, with a catalyst–oil ratio of 5.0, while the regeneration temperature was 715 °C and the freezer temperature was −15.0 °C.
3. Results and Discussion
3.1. Comparison of Modified Conditions for Two Methods
3.2. Comparison of Heavy Metal Loading Efficiency
3.2.1. MCD Method
3.2.2. ACE Method
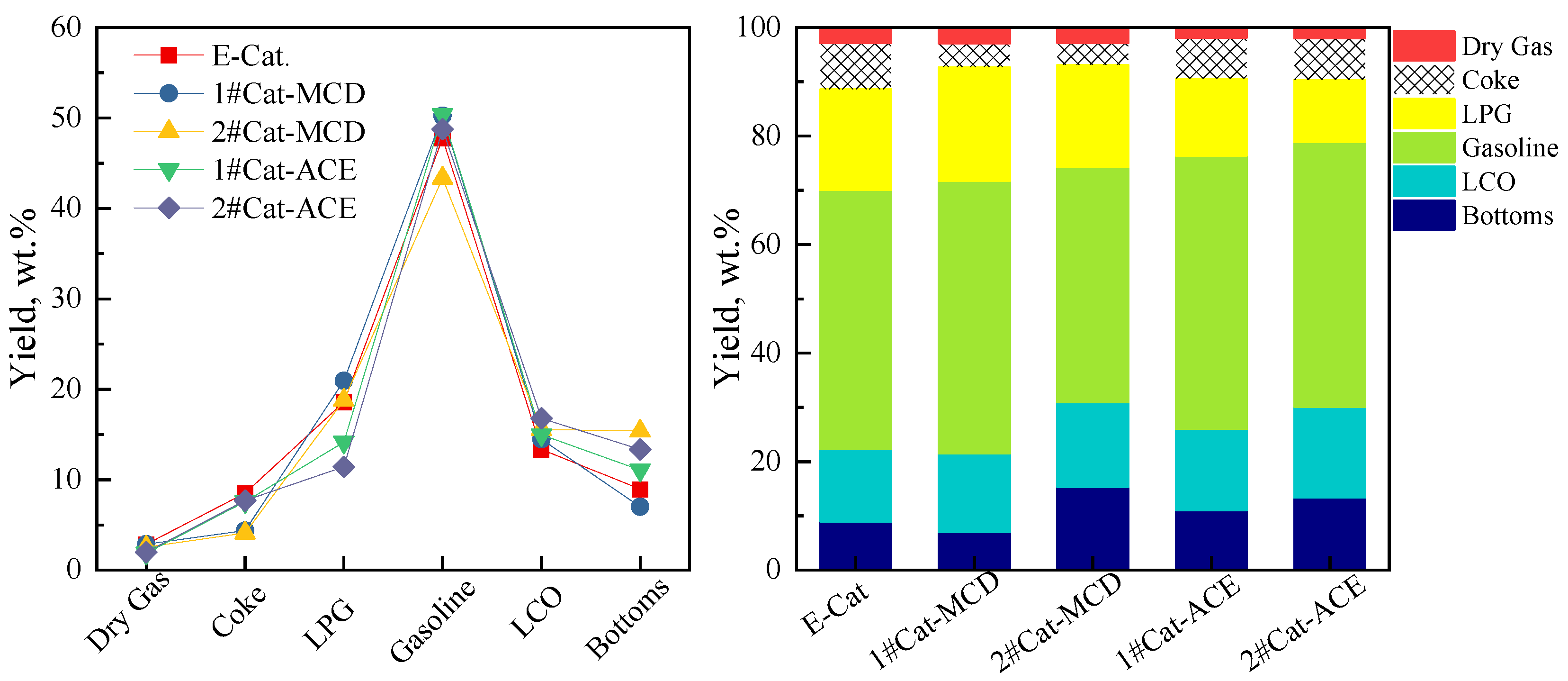
3.3. Microcatalytic Performance of Metal-Contaminated Catalysts
4. Conclusions
- (1)
- With the help of modern devices, the typical operating parameters for hydrothermal aging and metal loading can be adjusted to suit different metal types and content targets in both the MCD and ACE methods. These two simulation methods can obtain extremely high data accuracy for metal contamination while ensuring the parallel reliability, repeatability, and reproducibility of experimental results.
- (2)
- The MCD method has advantages in the basic hydrothermal aging treatment, although the high level of metal loading is slightly less than the target value, which leads to lower deactivation and hydrogen yield. Enhancing the metal ratio in the feed oil or the timing of the reactor cycles could improve the metal loading efficiency.
- (3)
- The ACE method has significant advantages for metal contamination thanks to precise loading amounts and excellent metal loading efficiency. In addition, the simulated metal-contaminated catalyst has similar activation to that of industrial equilibrium catalysts. The pretreatment scheme can be used for commercial evaluation for new catalysts, and allows fundamental experiments for metal contamination and its improvement for FCC catalysts.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ma, Y.; Liao, Y.; Su, Y.; Ji, D.; Li, H.; Yang, Y. A Novel Method to Investigate the Activity Tests of Fresh FCC Catalysts: An Experimental and Prediction Process from Lab Scale to Commercial Scale. Processes 2021, 9, 209. [Google Scholar] [CrossRef]
- Che, Y.; Yuan, M.; Qiao, Y.; Liu, Q.; Zhang, J.; Tian, Y. Fundamental study of hierarchical millisecond gas-phase catalytic cracking process for enhancing the production of light olefins from vacuum residue. Fuel 2019, 237, 1–9. [Google Scholar] [CrossRef]
- Stepanov, N.D.; Shaysultanov, D.G.; Salishchev, G.A.; Tikhonovsky, M.A.; Oleynik, E.E.; Tortika, A.S.; Senkov, O.N. Effect of V content on microstructure and mechanical properties of the CoCrFeMnNiVx high entropy alloys. J. Alloys Compd. 2015, 628, 170–185. [Google Scholar] [CrossRef]
- Souza, N.L.A.; Tkach, I.; Morgado, E., Jr.; Krambrock, K. Vanadium poisoning of FCC catalysts: A quantitative analysis of impregnated and real equilibrium catalysts. Appl. Catal. A Gen. 2018, 560, 206–214. [Google Scholar] [CrossRef]
- Tangstad, E.; Andersen, A.; Myhrvold, E.M.; Myrstad, T. Catalytic behaviour of nickel and iron metal contaminants of an FCC catalyst after oxidative and reductive thermal treatments. Appl. Catal. A Gen. 2008, 346, 194–199. [Google Scholar] [CrossRef]
- Zhang, C.C.; Gao, X.; Yilmaz, B. Development of FTIR Spectroscopy Methodology for Characterization of Boron Species in FCC Catalysts. Catalysts 2020, 10, 1327. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, Z.; Liu, P.; Zhai, J.; Yang, C. Iron contamination mechanism and reaction performance research on FCC catalyst. J. Nanotechnol. 2015, 2015, 273859. [Google Scholar] [CrossRef] [Green Version]
- Liao, Y.; Liu, T.; Du, X.; Gao, X. Distribution of Iron on FCC Catalyst and Its Effect on Catalyst Performance. Front. Chem. 2021, 9, 640413. [Google Scholar] [CrossRef] [PubMed]
- Whitcombe, J.M.; Agranovski, I.E.; Braddock, R.D. Identification of Metal Contaminants on FCC Catalyst. Part. Part. Syst. Charact. 2005, 22, 268–275. [Google Scholar] [CrossRef]
- Tian, H.; Huang, C.; Fan, Z. Metals on a novel USY zeolite after hydrothermal aging. Stud. Surf. Sci. Catal. 2001, 139, S0167–S2991. [Google Scholar]
- Bai, P.; Etim, U.J.; Yan, Z.; Mintova, S.; Zhang, Z.; Zhong, Z.; Gao, X. Fluid catalytic cracking technology: Current status and recent discoveries on catalyst contamination. Catal. Rev. 2018, 61, 333–405. [Google Scholar] [CrossRef]
- Musavuli, K.C.; Engelbrecht, N.; Everson, R.C.; Grobler, G.L.; Bessarabov, D. CO Preferential Oxidation in a Microchannel Reactor Using a Ru-Cs/Al2O3 Catalyst: Experimentation and CFD Modelling. Processes 2021, 9, 867. [Google Scholar] [CrossRef]
- Liao, Y.; Liu, T.; Zhao, H.; Gao, X. A Comparison of Laboratory Simulation Methods of Iron Contamination for FCC Catalysts. Catalysts 2021, 11, 104. [Google Scholar] [CrossRef]
- Buurmans, I.L.; Soulimani, F.; Ruiz-Martínez, J.; van der Bij, H.E.; Weckhuysen, B.M. Structure and acidity of individual fluid catalytic cracking catalyst particles studied by synchrotron-based infrared micro-spectroscopy. Microporous Mesoporous Mater. 2013, 166, 86–92. [Google Scholar] [CrossRef]
- Etim, U.J.; Bai, P.; Liu, X.; Subhan, F.; Ullah, R.; Yan, Z. Vanadium and nickel deposition on FCC catalyst: Influence of residual catalyst acidity on catalytic products. Microporous Mesoporous Mater. 2019, 273, 276–285. [Google Scholar] [CrossRef]
- Nguyen, T.H.; Ngo, P.T.; Tran, T.V.; Nguyen, S.; Vu, D.M.; Ha, Q.L.M.; Dao, X.T.T.; Dang, T.T. Effect of hydrothermal conditions on the catalytic deactivation of a fluid cracking catalyst. React. Kinet. Mech. Catal. 2013, 109, 563–574. [Google Scholar] [CrossRef]
- Chiranjeevi, T.; Gokak, D.; Ravikumar, V.; Viswanathan, P. Development of New Deactivation Method for Simulation of Fluid Catalytic Cracking Equilibrium Catalyst. J. Chem. Sci. 2014, 126, 353–360. [Google Scholar] [CrossRef]
- Wallenstein, D.; Harding, R.; Nee, J.; Boock, L. Recent Advances in the Deactivation of FCC Catalysts by Cyclic Propylene Steaming (CPS) in the Presence and Absence of Contaminant Metals. Appl. Catal. A Gen. 2000, 204, 89–106. [Google Scholar] [CrossRef]
- Gerritsen, L.; Wijngaards, H.; Verwoert, J.; O’Connor, P. Cyclic Deactivation: A Novel Technique to Simulate the Deactivation of FCC Catalyst in Commercial Units. Catal. Today 1991, 11, 61–72. [Google Scholar] [CrossRef]
- Lerner, B.; Deeba, M. Improved Methods for Testing and Assessing Deactivation from Vanadium Interaction with Fluid Catalytic Cracking Catalyst. In Deactivation and Testing of Hydrocarbon-Processing Catalyst; O’Connor, P., Takatsuka, T., Woolery, G.L., Eds.; ACS Symposium Series; American Chemical Society: Washington, DC, USA, 1996; Volume 634, pp. 296–311. [Google Scholar]
- Wallenstein, D.; Farmer, D.; Knoell, J.; Fougret, C.; Brandt, S. Progress in the Deactivation of Metals Contaminated FCC Catalysts by a Novel Catalyst Metallation Method. Appl. Catal. A Gen. 2013, 462, 91–99. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| No. | Proportion | Potential Device |
|---|---|---|
| 1#Cat | LDO-70: LB-5 = 6:1 | 3 million—Base |
| 2#Cat | LDO-70: LB-5 = 4.25:1 | 3 million—New |
| No. | Description | Ref. Steaming Cond. | Ref. Conv. % | MCD Method | ACE Method | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Temp | Hours | Press | Steam | Temp | Hours | Temp | Hours | |||
| 1 | Fresh | 705 | 6 | 1 | 95% | 76.74 | 725 | 18 | 735 | 24 |
| 2 | Mild | 760 | 6 | 1 | 95% | 71.85 | 780 | 18 | 790 | 24 |
| 3 | Moderate Base | 775 | 6 | 1 | 95% | 69.13 | 795 | 18 | 805 | 24 |
| 7 | Moderate + Metals | 775 | 6 | 1 | 95% | 68.44 * | 4000 ppm Ni 7000 ppm V | 5000 ppm Ni 3000 ppm V | ||
| 8 | Severe | 795 | 6 | 1 | 95% | 67.1 | 805 | 18 | 815 | 24 |
| Loading Scheme | Metal Contamination Results for 1#Cat | |||
|---|---|---|---|---|
| Ni/ppm | RSD (%) | V/ppm | RSD (%) | |
| Target value | 4000 | - | 7000 | - |
| Default setup | 2200 | 0.56 | 3500 | 0.44 |
| Enhance metal ratio in feed oil | 2500 | 0.47 | 4000 | 0.39 |
| Enhance times of reactor cycles | 3400 | 0.27 | 6300 | 0.22 |
| Metal contamination results for 2#Cat | ||||
| Enhance times of reactor cycles | 3900 | 0.31 | 6300 | 0.25 |
| Catalyst No. | 1#Cat-1 | 1#Cat-2 | 1#Cat-3 | |
|---|---|---|---|---|
| Mass of Feed | Catalyst Load, gms | 100.0 | 100.0 | 100.2 |
| Ni Oil, gms | 1.881 | 1.871 | 1.871 | |
| V Oil, gms | 5.521 | 5.503 | 5.503 | |
| Base Oil, gms | 3.267 | 4.696 | 4.696 | |
| Cat-to-Oil Ratio, wt/wt | 9.37 | 8.28 | 8.30 | |
| Injection Time | Pre-Feed Oil, secs | 40 | 80 | 80 |
| Ni Oil, secs | 85 | 88 | 88 | |
| V Oil, secs | 250 | 254 | 254 | |
| Base Oil, secs | 120 | 150 | 150 | |
| Cat. Stripping, secs | 180 | 300 | 300 | |
| Calculated Metals on Catalyst | Ni, ppmw | 4515 | 4492 | 4483 |
| V, ppmw | 7243 | 7220 | 7206 | |
| Metallated Catalyst Product | Expected, gms | 101.75 | 101.75 | 101.95 |
| Measured, gms | 101.30 | 101.20 | 101.40 | |
| Recovery, wt % | 99.6 | 99.5 | 99.5 | |
| Description | E-Cat | 1#Cat-MCD | 2#Cat-MCD | 1#Cat-ACE | 2#Cat-ACE |
|---|---|---|---|---|---|
| Cracking Temp., °C | 515 | 515 | 515 | 515 | 515 |
| Cat.-to-Oil, wt/wt | 5 | 5 | 5 | 5 | 5 |
| Yields, wt%: | |||||
| Dry Gas | 2.87 | 2.86 | 2.55 | 1.87 | 1.99 |
| LPG | 18.58 | 20.93 | 18.79 | 14.15 | 11.42 |
| Gasoline | 47.73 | 50.24 | 43.35 | 50.38 | 48.75 |
| LCO | 13.34 | 14.48 | 15.55 | 14.97 | 16.77 |
| Bottoms | 8.96 | 7 | 15.37 | 11.06 | 13.35 |
| Coke | 8.52 | 4.37 | 4.12 | 7.57 | 7.71 |
| Recovery, wt% | 100.1 | 99.87 | 99.72 | 100 | 100 |
| Conv., wt% | 77.7 | 78.4 | 68.81 | 73.97 | 69.87 |
| total liquid yield, wt% | 79.65 | 85.64 | 77.69 | 79.5 | 76.95 |
| Light yield, wt% | 61.08 | 64.71 | 58.9 | 65.35 | 65.52 |
| Selectivity, wt%: | |||||
| Dry Gas/Conv. | 0.037 | 0.036 | 0.037 | 0.025 | 0.028 |
| LPG/Conv. | 0.239 | 0.267 | 0.273 | 0.191 | 0.163 |
| Gasoline/Conv. | 0.614 | 0.641 | 0.630 | 0.681 | 0.698 |
| Coke/Conv. | 0.110 | 0.056 | 0.060 | 0.102 | 0.110 |
| Gas Yields, wt% | |||||
| Hydrogen | 0.54 | 0.17 | 0.09 | 0.45 | 0.59 |
| Hydrogen Sulfide | 0.01 | 0.01 | 0.01 | 0 | 0 |
| Methane | 1.12 | 1.25 | 1 | 0.62 | 0.64 |
| Ethane | 0.65 | 0.63 | 0.71 | 0.4 | 0.4 |
| Ethylene | 0.55 | 0.8 | 0.74 | 0.4 | 0.37 |
| Propane | 1.73 | 2.06 | 1.44 | 0.61 | 0.49 |
| Propylene | 5.69 | 5.82 | 5.49 | 4.25 | 3.5 |
| n-Butane | 0.84 | 1.25 | 1.07 | 0.57 | 0.4 |
| Isobutane | 5.69 | 7.13 | 6.06 | 2.69 | 1.74 |
| 1-Butene | 1.66 | 1.18 | 0.98 | 1.22 | 1.05 |
| Isobutylene | 2.04 | 1.52 | 1.49 | 1.82 | 1.79 |
| c-2-Butene | 1.26 | 0.81 | 1.03 | 1.27 | 1.04 |
| t-2-Butene | 1.35 | 1.15 | 1.24 | 1.69 | 1.38 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Y.; Zu, Z.; Ma, X.; Liu, C.; Su, Y.; Li, H.; Ji, D. Comparison of Two Lab Simulation Methods of Multiple Heavy Metal Contamination on FCC Catalysts. Processes 2023, 11, 2014. https://doi.org/10.3390/pr11072014
Yang Y, Zu Z, Ma X, Liu C, Su Y, Li H, Ji D. Comparison of Two Lab Simulation Methods of Multiple Heavy Metal Contamination on FCC Catalysts. Processes. 2023; 11(7):2014. https://doi.org/10.3390/pr11072014
Chicago/Turabian StyleYang, Yong, Zixuan Zu, Xueli Ma, Chaowei Liu, Yi Su, Hongwei Li, and Dong Ji. 2023. "Comparison of Two Lab Simulation Methods of Multiple Heavy Metal Contamination on FCC Catalysts" Processes 11, no. 7: 2014. https://doi.org/10.3390/pr11072014