
Is Regulatory Approval without Autonomous Operation for Natural Extract Manufacturing under Economic Competitiveness and Climate-Neutrality Demands Still Permissible?



Abstract
:1. Introduction
1.1. Solid–Liquid Extraction
1.2. Regulatory Considerations
1.3. Digital Twin
2. Process Development
2.1. Process Model
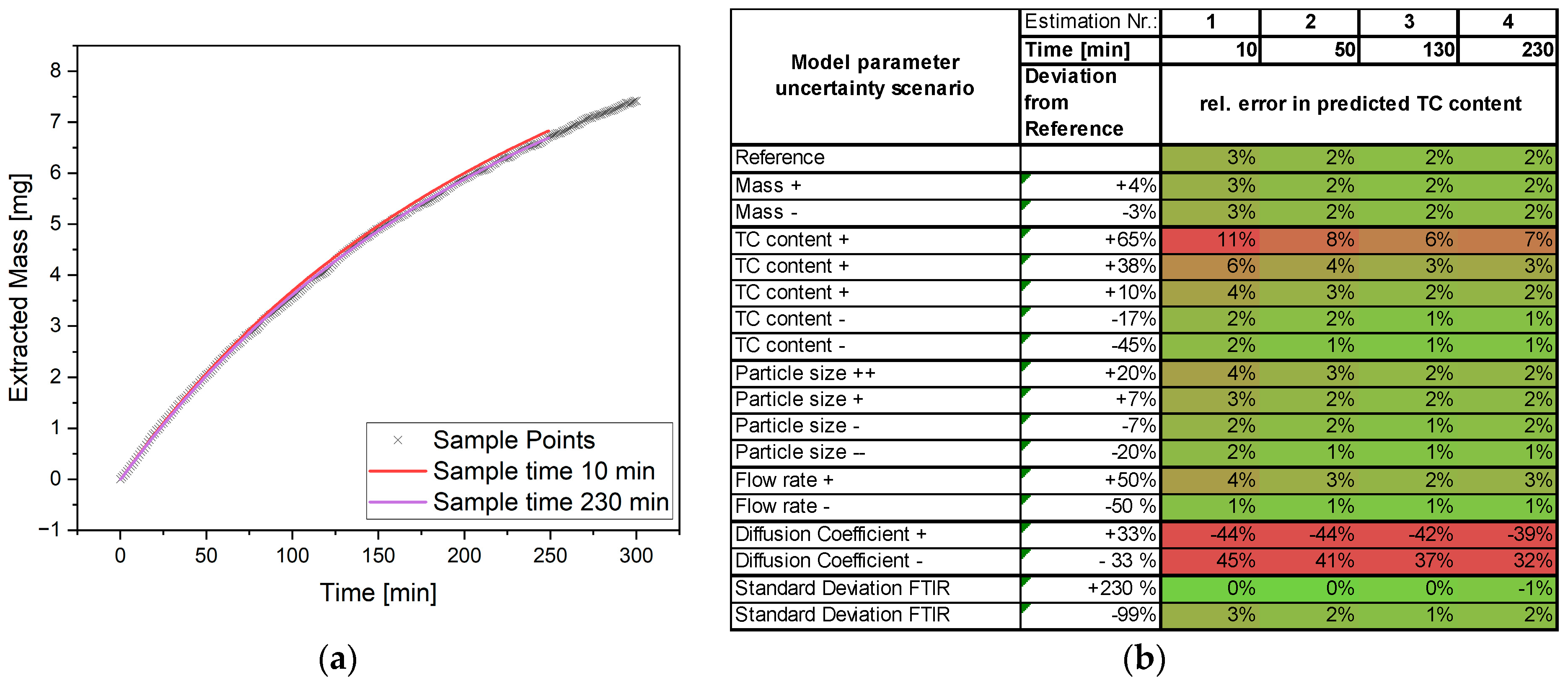
2.2. Process Model Parameter Determination
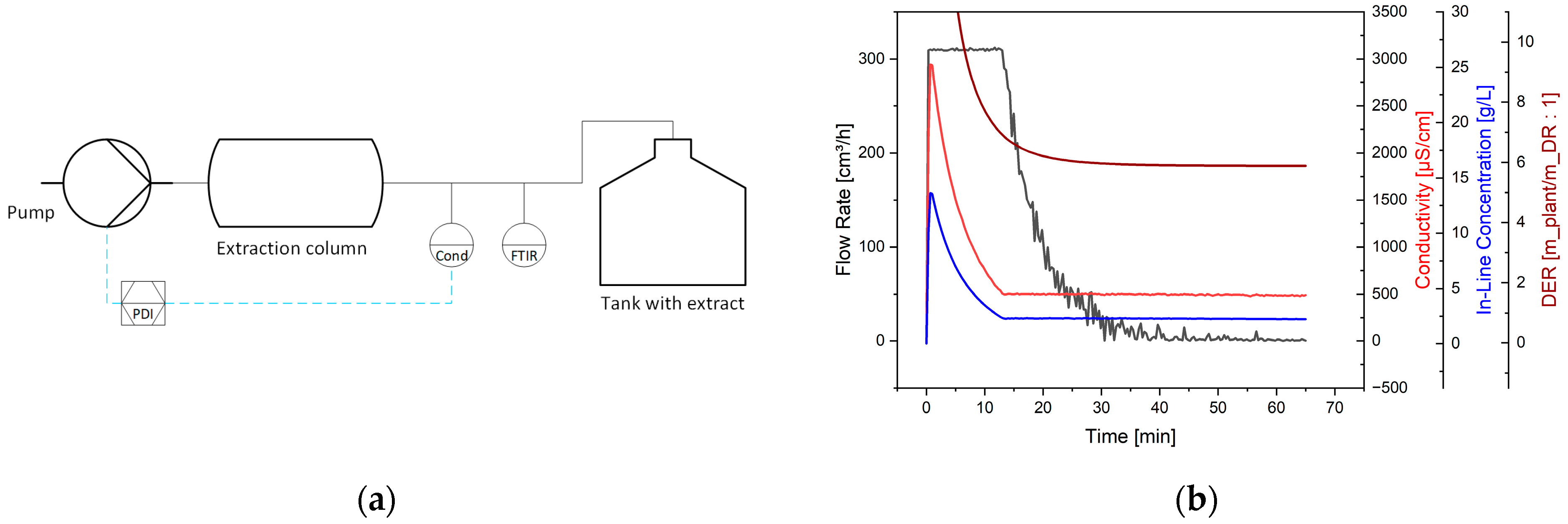
2.3. Process Analytical Technologies
2.4. Operating Point Determination
3. Process Control Studies
3.1. Fixed Cutoff Time
3.2. Fixed Solvent–Drug Ratio
3.3. In-Line Cutoff
3.4. PID-Controlled Process
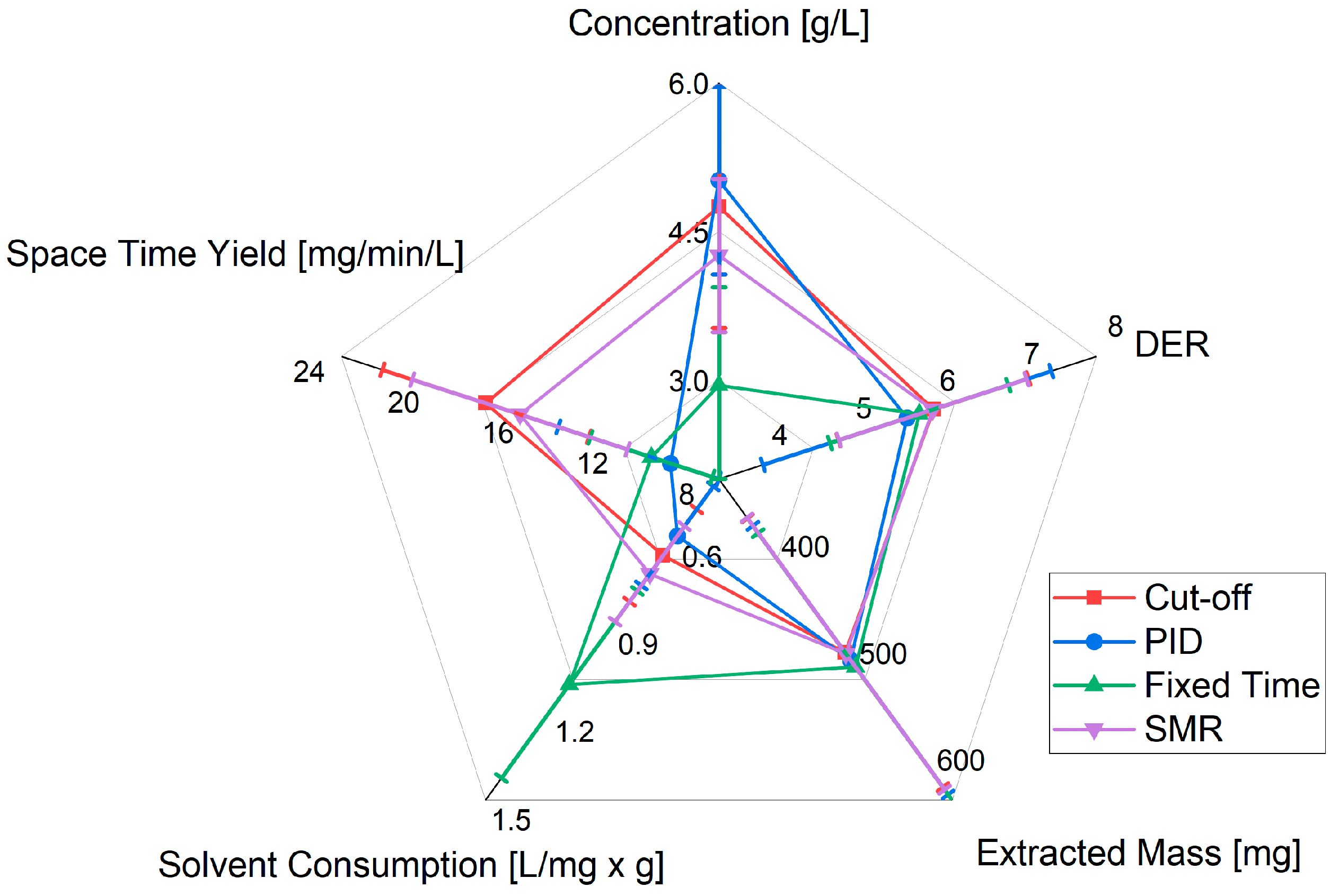
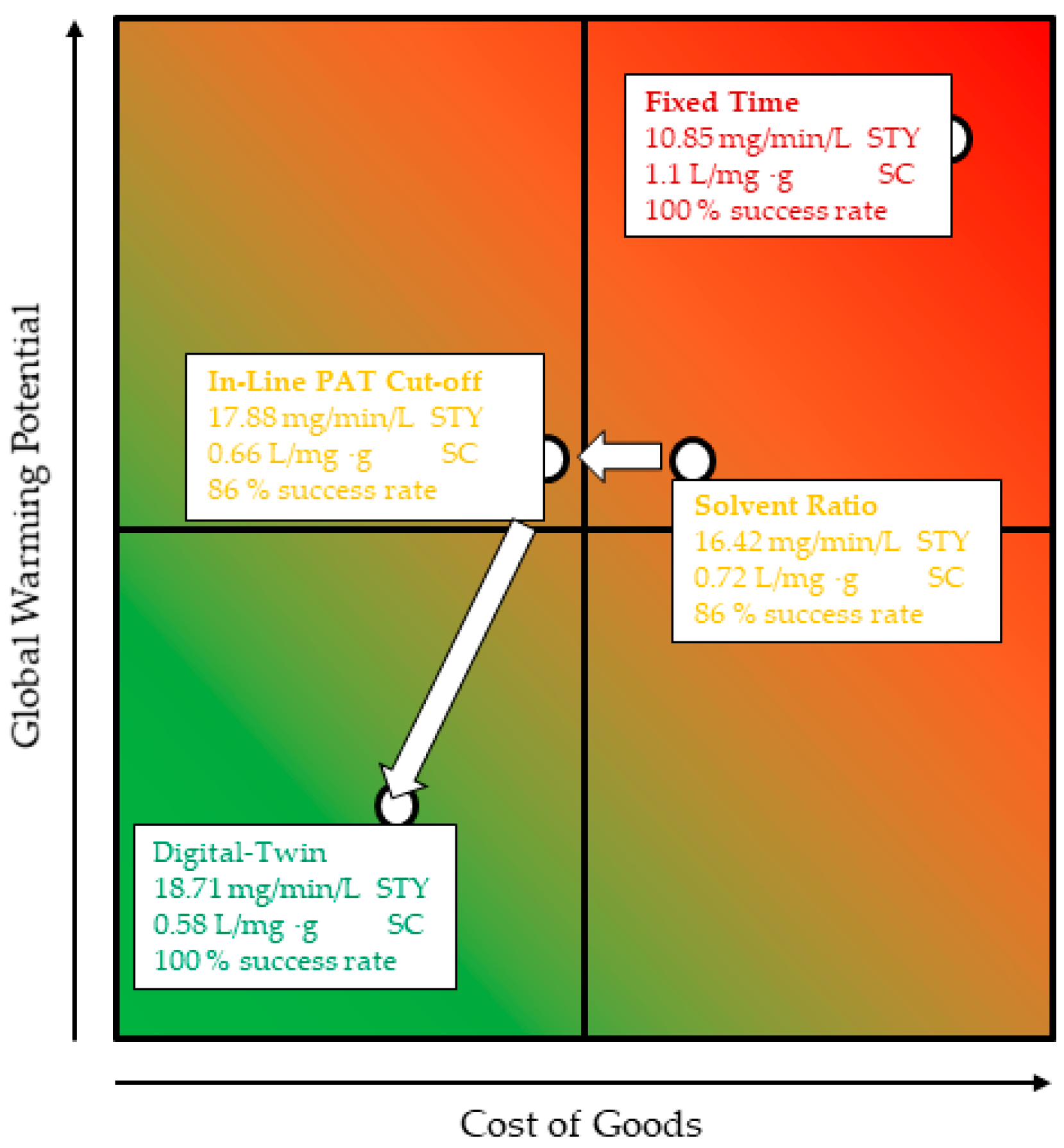
3.5. Comparative Evaluation
4. Digital Twin Performance Evaluation for Autonomous Operation
5. Discussion
5.1. Case 0—All Parameters (DER, SMR, Process Time Ranges) Fixed
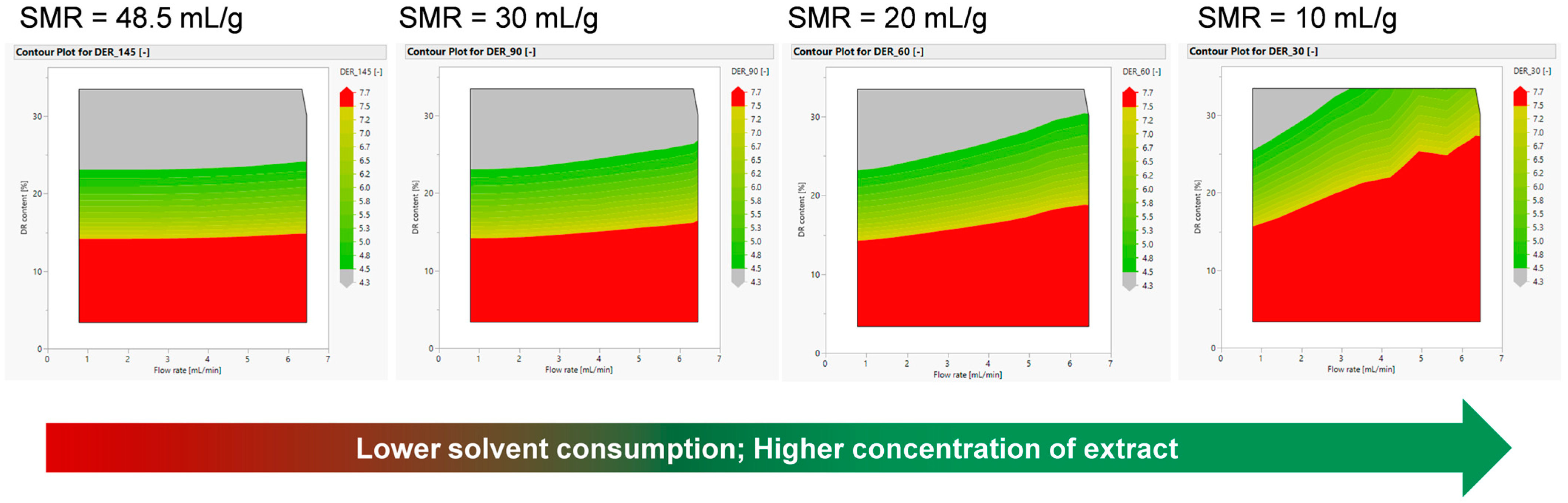
5.2. Case 1a—DER Range to Be Met, but SMR Free or Broad Range Defined
- In the process, approx. 9–40% of the solvent can be saved, and a 9–65% increase in the space–time yield can be achieved. The regulatory limits of the DER are reliably met.
- This corresponds to a COG reduction of up to 65% (STY) and a GWP reduction of up to 40% (solvent).
- In the process, approx. 14% of additional solvent can be saved, the space-time yield can increase by up to 14%, beacuse the success rate can be increased. The regulatory limits of the DER are reliably complied with.
- This corresponds to an additional COG reduction of 14% and GWP reduction of 14%.
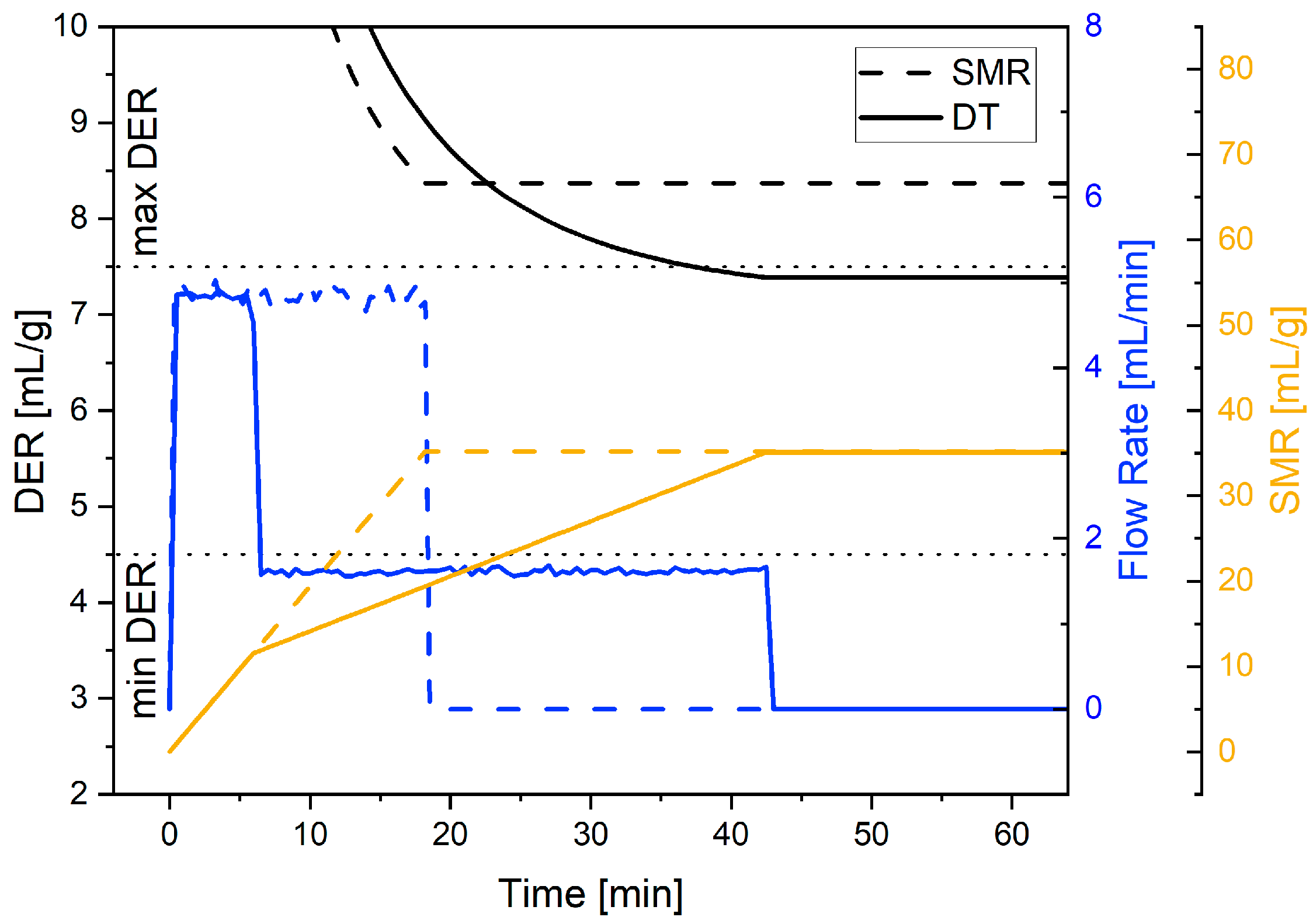
5.3. Case 1b—DER Range Defined as Well as SMR Range
- At the current volume flow rate, the extract will meet the regulatory requirements (DER) after the extraction process has been completed. There is no need for action; the extraction is completed at the current volume flow.
- The predefined DER is exceeded, e.g., if the content in the plant material is too low. The digital twin reduces the volume flow to increase the extraction efficiency and to extract more dry residue.
- The DER is undercut, e.g., if the content in the plant material is too high. Even if this case is rather unrealistic since this specification of a quality maximum makes little economic sense, the digital twin can increase the volume flow here and thus reduce the extraction efficiency.
- In the process, approx. 64% of the solvent can be saved, and the space–time yield increases by up to 64%. The regulatory limits of the DER are reliably complied with.
- This corresponds to a COG reduction of up to 75% and a GWP reduction of up to 64%.
5.4. Case 2—Marker/Lead or Even Reference Substance Content Range Defined as Well as SMR Range
5.5. Discussing Finally Efforts End Benefits
- An equipment and device investment CAPEX of about EUR 200,000, which will depreciate technically over 10 years for simplicity, i.e., EUR 20,000/a;
- With the implementation the cost of about EUR 200.000, it will again depreciate an additional EUR 20,000/a and will have an added standard maintenance lumped-sum rate of about EUR 20.000/a;
- In sum, a cost of about EUR 60,000/a, i.e., of lower than EUR 100,000/a [53];
- The ROI will be less than 1 year if only one of the points is gained;
- One batch failure will be reduced (~EUR 110,000 profit);
- OR will be operated nearer to the optimal operation point and will correspond to a reduction in the solvent amount, recycling efforts and the energy reduced (i.e., about 50% of COGs, i.e., ~EUR 150,000/2 = EUR 75,000);
- OR the personnel manpower of about two coworkers (~EUR 200,000/a) with a probability near 100% regarding the simulation study presented.
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| API | Active pharmaceutical ingredient |
| COGs | Cost of goods |
| CPP | Critical process parameter |
| CQA | Critical quality attribute |
| CS | Control space |
| CV | Column volume |
| DER | Drug–extract ratio |
| DS | Design space |
| DT | Digital twin |
| EMA | European Medicines Agency |
| FTIR | Fourier-transformed infrared spectroscopy |
| GMP | Good manufacturing practice |
| GWP | Global warming potential |
| HMPC | Committee on Herbal Medicinal Products |
| NEM | Food supplements |
| ICH | International Council for Harmonization |
| PAT | Process analytical technology |
| PLS | Partial least squares regression |
| QbD | Quality by Design |
| SC | Solvent consumption |
| SLE | Solid–Liquid extraction |
| SMR | Solvent–plant material ratio |
| STY | Space–time yield |
References
- Fortschrittliche Alternative Flüssige Brenn-und Kraftstoffe: Für Klimaschutz im Globalen Rohstoffwandel. Positionspapier des ProcessNet-Arbeitsausschusses “Alternative Flüssige und Gasförmige Kraft- und Brennstoffe”. 2017. Available online: https://dechema.de/dechema_media/Downloads/Positionspapiere/2017_Positionspapier+Alt+Kraftstoffe.pdf (accessed on 27 April 2023).
- Leonel, M.; Sarmento, S.B.S.; Cereda, M.P. New starches for the food industry: Curcuma longa and Curcuma zedoaria. Carbohydr. Polym. 2003, 54, 385–388. [Google Scholar] [CrossRef]
- Fraunhofer-Einrichtung für Wertstoffkreisläufe und Ressourcenstrategie IWKS. Positionspapier zu Bioplastik. Available online: https://www.iwks.fraunhofer.de/de/presse-und-medien/pressemeldungen-2018/positionspapier-zu-bioplastik.html (accessed on 27 April 2023).
- Borges, A.; Abreu, A.C.; Dias, C.; Saavedra, M.J.; Borges, F.; Simões, M. New Perspectives on the Use of Phytochemicals as an Emergent Strategy to Control Bacterial Infections Including Biofilms. Molecules 2016, 21, 877. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- D’Antuono, I.; Carola, A.; Sena, L.M.; Linsalata, V.; Cardinali, A.; Logrieco, A.F.; Colucci, M.G.; Apone, F. Artichoke Polyphenols Produce Skin Anti-Age Effects by Improving Endothelial Cell Integrity and Functionality. Molecules 2018, 23, 2729. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ninčević Grassino, A.; Rimac Brnčić, S.; Badanjak Sabolović, M.; Šic Žlabur, J.; Marović, R.; Brnčić, M. Carotenoid Content and Profiles of Pumpkin Products and By-Products. Molecules 2023, 28, 858. [Google Scholar] [CrossRef]
- Horbańczuk, O.K.; Kurek, M.A.; Atanasov, A.G.; Brnčić, M.; Rimac Brnčić, S. The Effect of Natural Antioxidants on Quality and Shelf Life of Beef and Beef Products. Food Technol. Biotechnol. 2019, 57, 439–447. [Google Scholar] [CrossRef]
- European Working Group. “Phytoextracts—Products and Processes”: Proposal towards a New Comprehensive Research Focus; Ditz, R., Gerard, D., Hagels, H.J., Igel, N., Schäffler, M., Schulz, H., Tegtmeier, M., Treutwein, J., Strube, J., Eds.; ProcessNet-Subject Division Plant Based Extracts—Products and Processes: Frankfurt am Main, Germany, 2016. [Google Scholar]
- Zobel-Roos, S.; Schmidt, A.; Mestmäcker, F.; Mouellef, M.; Huter, M.; Uhlenbrock, L.; Kornecki, M.; Lohmann, L.; Ditz, R.; Strube, J. Accelerating Biologics Manufacturing by Modeling or: Is Approval under the QbD and PAT Approaches Demanded by Authorities Acceptable without a Digital-Twin? Processes 2019, 7, 94. [Google Scholar] [CrossRef] [Green Version]
- Uhlenbrock, L.; Sixt, M.; Strube, J. Quality-by-Design (QbD) process evaluation for phytopharmaceuticals on the example of 10-deacetylbaccatin III from yew. Resour. Effic. Technol. 2017, 3, 137–143. [Google Scholar] [CrossRef]
- Kassing, M.; Jenelten, U.; Schenk, J.; Strube, J. A New Approach for Process Development of Plant-Based Extraction Processes. Chem. Eng. Technol. 2010, 33, 377–387. [Google Scholar] [CrossRef]
- Sixt, M.; Strube, J. Systematic and Model-Assisted Evaluation of Solvent Based- or Pressurized Hot Water Extraction for the Extraction of Artemisinin from Artemisia annua L. Processes 2017, 5, 86. [Google Scholar] [CrossRef] [Green Version]
- Both, S.; Koudous, I.; Jenelten, U.; Strube, J. Model-based equipment-design for plant-based extraction processes—Considering botanic and thermodynamic aspects. Comptes. Rendus Chim. 2014, 17, 187–196. [Google Scholar] [CrossRef]
- Sixt, M.; Strube, J. Systematic Design and Evaluation of an Extraction Process for Traditionally Used Herbal Medicine on the Example of Hawthorn (Crataegus monogyna JACQ.). Processes 2018, 6, 73. [Google Scholar] [CrossRef] [Green Version]
- Sixt, M.; Uhlenbrock, L.; Strube, J. Toward a Distinct and Quantitative Validation Method for Predictive Process Modelling—On the Example of Solid-Liquid Extraction Processes of Complex Plant Extracts. Processes 2018, 6, 66. [Google Scholar] [CrossRef] [Green Version]
- Uhlenbrock, L. Quality-by-Design zur Systematischen Entwicklung von Wertschöpfungsprozessen Pflanzlicher Rohstoffe. Ph.D. Dissertation, Technische Universität Clausthal, Clausthal-Zellerfeld, Germany, Shaker Verlag, Herzogenrath, Germany, 2021. [Google Scholar]
- Jensch, C.; Knierim, L.; Tegtmeier, M.; Strube, J. Development of a General PAT Strategy for Online Monitoring of Complex Mixtures—On the Example of Natural Product Extracts from Bearberry Leaf (Arctostaphylos uva-ursi). Processes 2021, 9, 2129. [Google Scholar] [CrossRef]
- Uhlenbrock, L.; Sixt, M.; Tegtmeier, M.; Schulz, H.; Hagels, H.; Ditz, R.; Strube, J. Natural Products Extraction of the Future—Sustainable Manufacturing Solutions for Societal Needs. Processes 2018, 6, 177. [Google Scholar] [CrossRef] [Green Version]
- Jensch, C.; Strube, J. Proposal of a New Green Process for Waste Valorization and Cascade Utilization of Essential Oil Plants. Sustainability 2022, 14, 3227. [Google Scholar] [CrossRef]
- Tegtmeier, M.; Knierim, L.; Schmidt, A.; Strube, J. Green Manufacturing for Herbal Remedies with Advanced Pharmaceutical Technology. Pharmaceutics 2023, 15, 188. [Google Scholar] [CrossRef] [PubMed]
- Rojas, P.; Montes, P.; Rojas, C.; Serrano-García, N.; Rojas-Castañeda, J.C. Effect of a phytopharmaceutical medicine, Ginko biloba extract 761, in an animal model of Parkinson’s disease: Therapeutic perspectives. Nutrition 2012, 28, 1081–1088. [Google Scholar] [CrossRef]
- Peschel, W.; Alvarez, B.M. Harmonised European Standards as a Basis for the Safe Use of Herbal Medicinal Products and Their Marketing Authorisation in European Union Member States. Pharm. Med. 2018, 32, 275–293. [Google Scholar] [CrossRef]
- vom Graf Hagen-Plettenberg, M.; Klier, B.; Tegtmeier, M.; Waimer, F.; Steinhoff, B. Good Agricultural and Collection Practice (GACP)—A Pragmatic and Efficient State-of-the-Art Standard; Europharm: Brussels, Belgium, 2012; pp. 1078–1084. [Google Scholar]
- European Medicines Agency; Evaluation of Medicines for Human Use, Committee on Herbal Medicinal Products. Guideline on Good Agricultural and Collection Practice (GACP) for Starting Materials of Herbal Origin; EMEA/HMPC/246816/2005; European Medicines Agency: Amsterdam, The Netherlands, 2006. [Google Scholar]
- European Directorate for the Quality of Medicines & Healthcare. European Pharmacopoeia 11th Edition Print Subscription 2023 (11.0, 11.1 and 11.2), 11th ed.; European Directorate for the Quality of Medicines & Healthcare: Strasbourg, France, 2022; ISBN 978-92-871-9105-2. [Google Scholar]
- FDA. Botanical Drug Development Guidance for Industry; FDA: Rockville, MD, USA, 2016. [Google Scholar]
- Enders, M.; Hoßbach, N. Dimensions of digital twin applications—A literature review. In Proceedings of the 25th Americas Conference on Information Systems, Cancun, Mexico, 15–17 August 2019. [Google Scholar]
- Herwig, C.; Pörtner, R.; Möller, J. Digital Twins; Springer International Publishing: Cham, Switzerland, 2021; ISBN 978-3-030-71659-2. [Google Scholar]
- Udugama, I.A.; Lopez, P.C.; Gargalo, C.L.; Li, X.; Bayer, C.; Gernaey, K.V. Digital Twin in biomanufacturing: Challenges and opportunities towards its implementation. Syst. Microbiol. Biomanuf. 2021, 1, 257–274. [Google Scholar] [CrossRef]
- Helgers, H.; Hengelbrock, A.; Schmidt, A.; Strube, J. Digital Twins for Continuous mRNA Production. Processes 2021, 9, 1967. [Google Scholar] [CrossRef]
- Zobel-Roos, S.; Schmidt, A.; Uhlenbrock, L.; Ditz, R.; Köster, D.; Strube, J. Digital Twins in Biomanufacturing. Adv. Biochem. Eng. Biotechnol. 2021, 176, 181–262. [Google Scholar] [CrossRef] [PubMed]
- Uhl, A.; Schmidt, A.; Hlawitschka, M.W.; Strube, J. Autonomous Liquid–Liquid Extraction Operation in Biologics Manufacturing with Aid of a Digital Twin including Process Analytical Technology. Processes 2023, 11, 553. [Google Scholar] [CrossRef]
- Helgers, H.; Hengelbrock, A.; Schmidt, A.; Vetter, F.L.; Juckers, A.; Strube, J. Digital Twins for scFv Production in Escherichia coli. Processes 2022, 10, 809. [Google Scholar] [CrossRef]
- Hengelbrock, A.; Helgers, H.; Schmidt, A.; Vetter, F.L.; Juckers, A.; Rosengarten, J.F.; Stitz, J.; Strube, J. Digital Twin for HIV-Gag VLP Production in HEK293 Cells. Processes 2022, 10, 866. [Google Scholar] [CrossRef]
- Sixt, M.; Schmidt, A.; Mestmäcker, F.; Huter, M.; Uhlenbrock, L.; Strube, J. Systematic and Model-Assisted Process Design for the Extraction and Purification of Artemisinin from Artemisia annua L.—Part I: Conceptual Process Design and Cost Estimation. Processes 2018, 6, 161. [Google Scholar] [CrossRef] [Green Version]
- Ndocko Ndocko, E.; Ditz, R.; Josch, J.-P.; Strube, J. New Material Design Strategy for Chromatographic Separation Steps in Bio-Recovery and Downstream Processing. Chem. Ing. Tech. 2011, 83, 113–129. [Google Scholar] [CrossRef]
- Kaßing, M. Process Development for Plant-Based Extract Production; Shaker: Aachen, Germany, 2012; ISBN 9783844007039. [Google Scholar]
- Strube, J.; Altenhöner, U.; Meurer, M.; Schmidt-Traub, H.; Schulte, M. Dynamic simulation of simulated moving-bed chromatographic processes for the optimization of chiral separations. J. Chromatogr. A 1997, 769, 81–92. [Google Scholar] [CrossRef]
- Schmidt-Traub, H. Preparative Chromatography, 2nd ed.; John Wiley & Sons Incorporated: Newark, NJ, USA, 2012; ISBN 978-3-527-32898-7. [Google Scholar]
- Altenhöner, U.; Meurer, M.; Strube, J.; Schmidt-Traub, H. Parameter estimation for the simulation of liquid chromatography. J. Chromatogr. A 1997, 769, 59–69. [Google Scholar] [CrossRef]
- Baerns, M.; Behr, A.; Brehm, A.; Gmehling, J.; Hinrichsen, K.-O.; Hofmann, H.; Palkovits, R.; Onken, U.; Renken, A. Technische Chemie, Zweite, Erweiterte Auflage; Wiley-VCH/Ciando: Weinheim, Germany, 2013; ISBN 978-3-527-33072-0. [Google Scholar]
- Khajenoori, M.; Asl, A.H.; Hormozi, F. Proposed Models for Subcritical Water Extraction of Essential Oils. Chin. J. Chem. Eng. 2009, 17, 359–365. [Google Scholar] [CrossRef]
- Penn, C.J.; Williams, M.R.; Camberato, J.; Wenos, N.; Wason, H. Desorption Kinetics of Legacy Soil Phosphorus: Implications for Non-Point Transport and Plant Uptake. Soil Syst. 2022, 6, 6. [Google Scholar] [CrossRef]
- United Nations Industrial Development Organization and the International Centre. Maceration, Percolation and Infusion Techniques for the Extraction of Medicinal and Aromatic Plants; United Nations Industrial Development Organization and the International Centre: Vienna, Austria, 2008. [Google Scholar]
- Gommeren, H.J.C.; Heitzmann, D.A.; Moolenaar, J.A.C.; Scarlett, B. Modelling and control of a jet mill plant. Powder Technol. 2000, 108, 147–154. [Google Scholar] [CrossRef] [Green Version]
- Allen, T. Particle Size Measurement; Springer: Berlin/Heidelberg, Germany, 2013; ISBN 9781489930637. [Google Scholar]
- Bonvin, D.; Srinivasan, B.; Ruppen, D. Dynamic Optimization in the Batch Chemical Industry. Technical Report. 2001. Available online: https://www.researchgate.net/publication/37408808_Dynamic_Optimization_in_the_Batch_Chemical_Industry (accessed on 23 April 2023).
- Stapenhurst, T. Mastering Statistical Process Control; Taylor and Francis: Hoboken, NJ, USA, 2013; ISBN 0750665297. [Google Scholar]
- Montgomery, D.C. Introduction to Statistical Quality Control; John Wiley & Sons: Hoboken, NJ, USA, 2020; ISBN 9781119723097. [Google Scholar]
- Schmidt, A.; Uhlenbrock, L.; Strube, J. Technical Potential for Energy and GWP Reduction in Chemical–Pharmaceutical Industry in Germany and EU—Focused on Biologics and Botanicals Manufacturing. Processes 2020, 8, 818. [Google Scholar] [CrossRef]
- Ich Harmonised Tripartite Guideline; Development And Manufacture of Drug Substances: (Chemical Entities and Biotechnological/Biological Entities) Q11; European Medicines Agency: London, UK, 2011.
- ICH. Guideline Q8 (R2) on Pharmaceutical Development: EMA/CHMP/ICH/167068/2004; European Medicines Agency: London, UK, 2006. [Google Scholar]
- Peters, M.S.; Timmerhaus, K.D.; West, R.E. Plant Design and Economics for Chemical Engineers, 5th ed.; McGraw-Hill: Boston, MA, USA, 2004; ISBN 978-0071240444. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Positive Derivation | Negative Derivation |
|---|---|---|
| Flow rate | 25% | 25% |
| Material mass | 20% | 20% |
| Dry residue content | 20% | 20% |
| Target component content | 60% | 60% |
| Particle diameter | 20% | 20% |
| Water content | 50% | 50% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Uhl, A.; Knierim, L.; Tegtmeier, M.; Schmidt, A.; Strube, J. Is Regulatory Approval without Autonomous Operation for Natural Extract Manufacturing under Economic Competitiveness and Climate-Neutrality Demands Still Permissible? Processes 2023, 11, 1790. https://doi.org/10.3390/pr11061790
Uhl A, Knierim L, Tegtmeier M, Schmidt A, Strube J. Is Regulatory Approval without Autonomous Operation for Natural Extract Manufacturing under Economic Competitiveness and Climate-Neutrality Demands Still Permissible? Processes. 2023; 11(6):1790. https://doi.org/10.3390/pr11061790
Chicago/Turabian StyleUhl, Alexander, Larissa Knierim, Martin Tegtmeier, Axel Schmidt, and Jochen Strube. 2023. "Is Regulatory Approval without Autonomous Operation for Natural Extract Manufacturing under Economic Competitiveness and Climate-Neutrality Demands Still Permissible?" Processes 11, no. 6: 1790. https://doi.org/10.3390/pr11061790