

Development and Numerical Optimization of a System of Integrated Agents for Serial Production Lines


Abstract
:1. Introduction
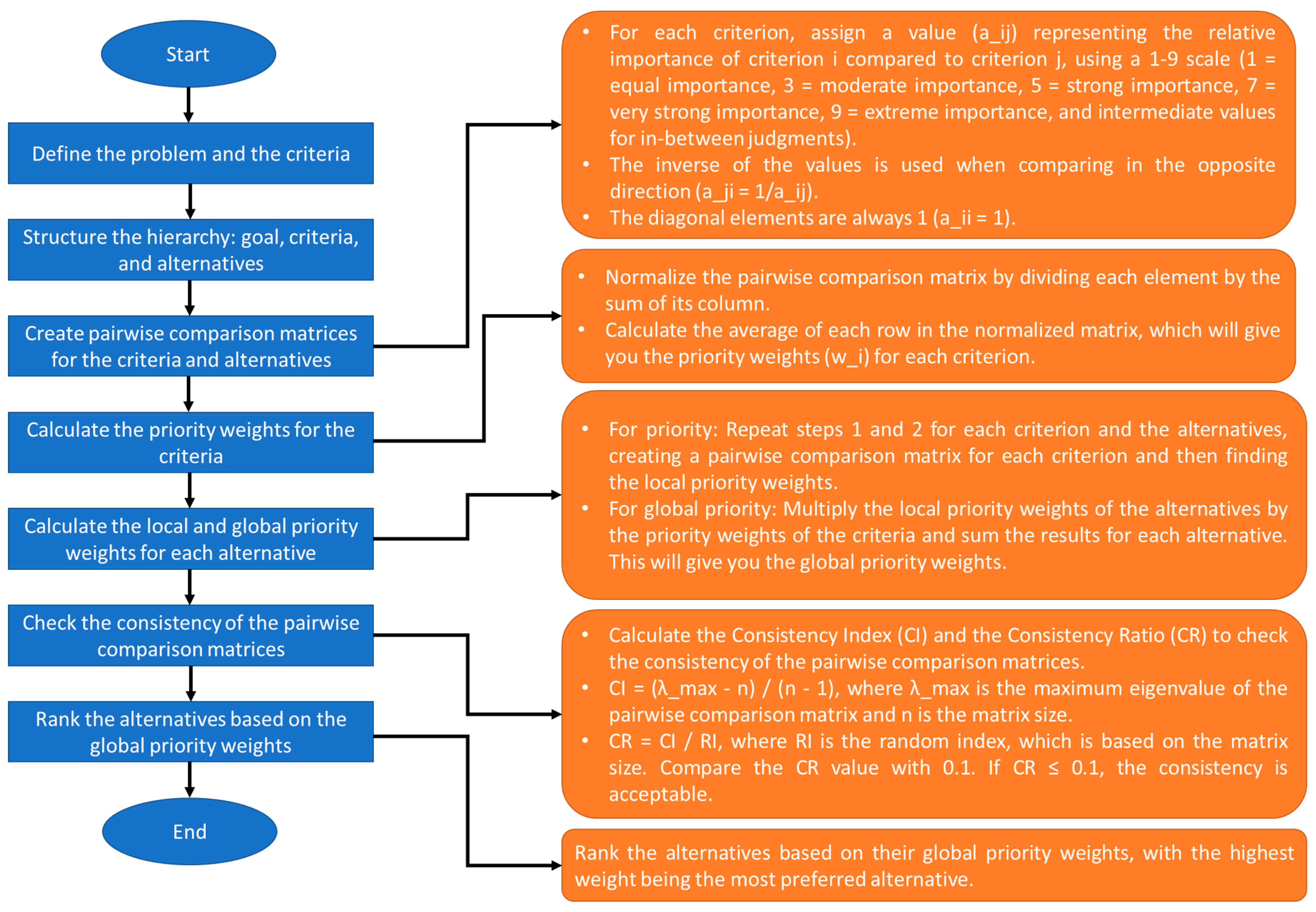
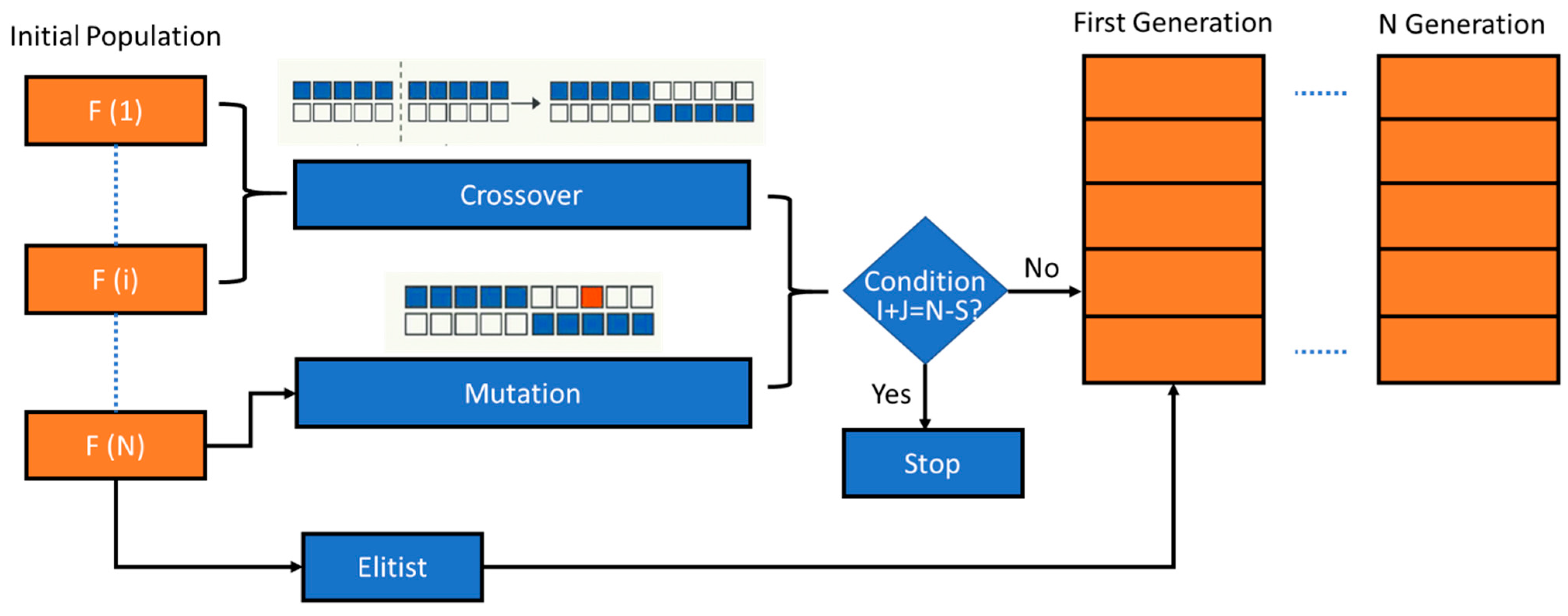
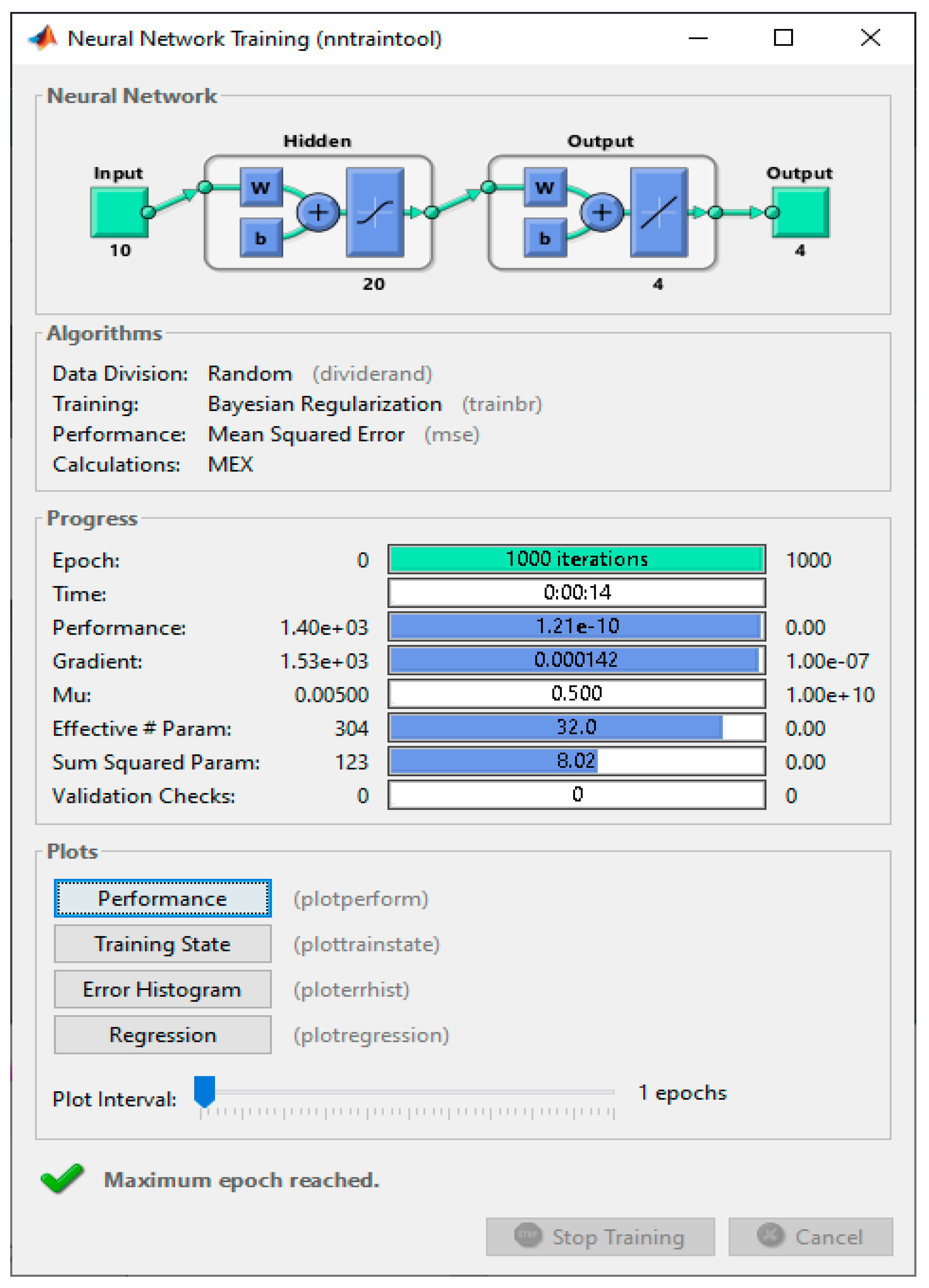
- With the aid of GA, ANN, AHP, a design, development, and evaluation of an integrated framework for a manufacturing simulation system will be conducted for the buffer size optimization and components selection.
- The proposed solution will be able to determine the optimal buffer sizes in FMS for different types of production lines such as SPL, which paves the way to deal with more complex systems.
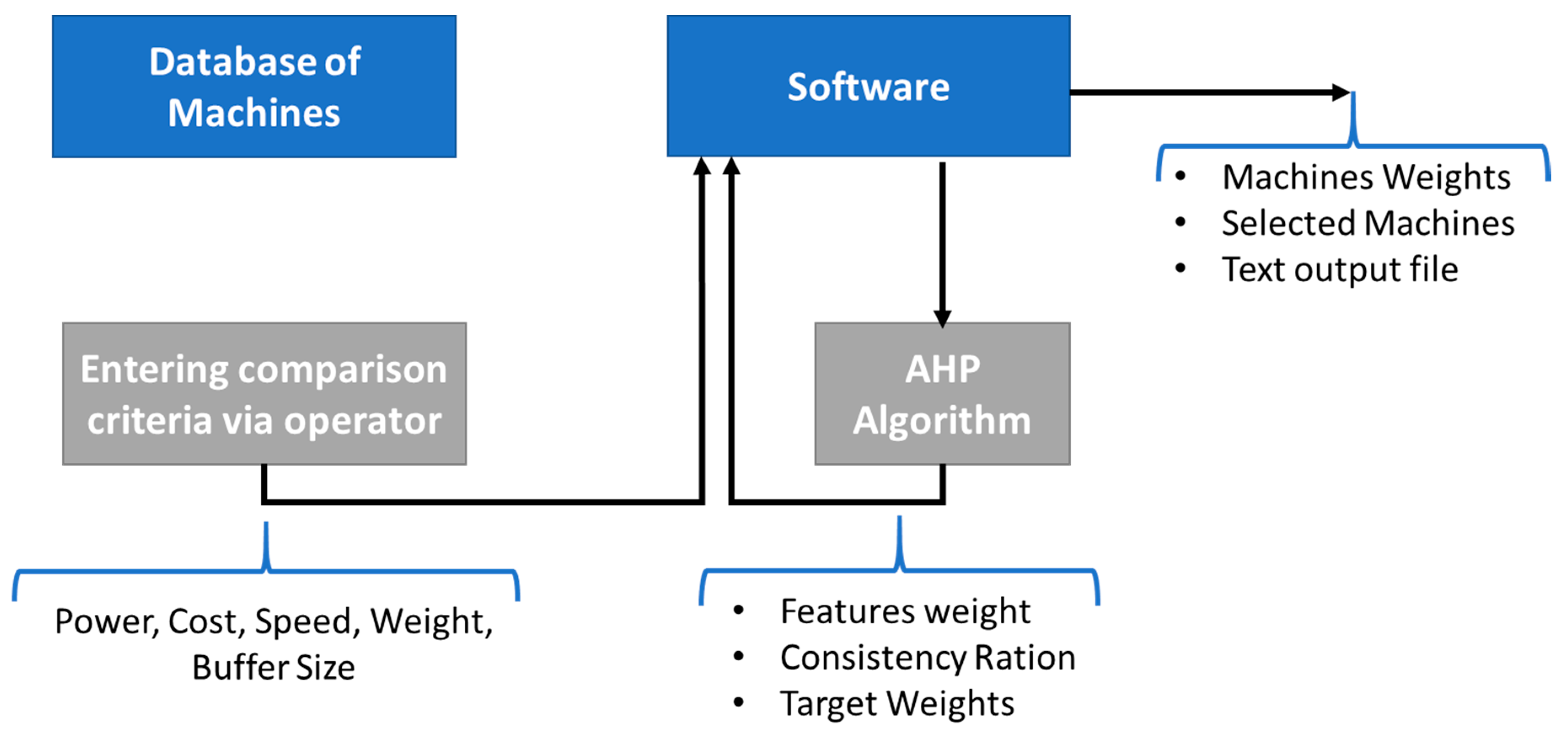
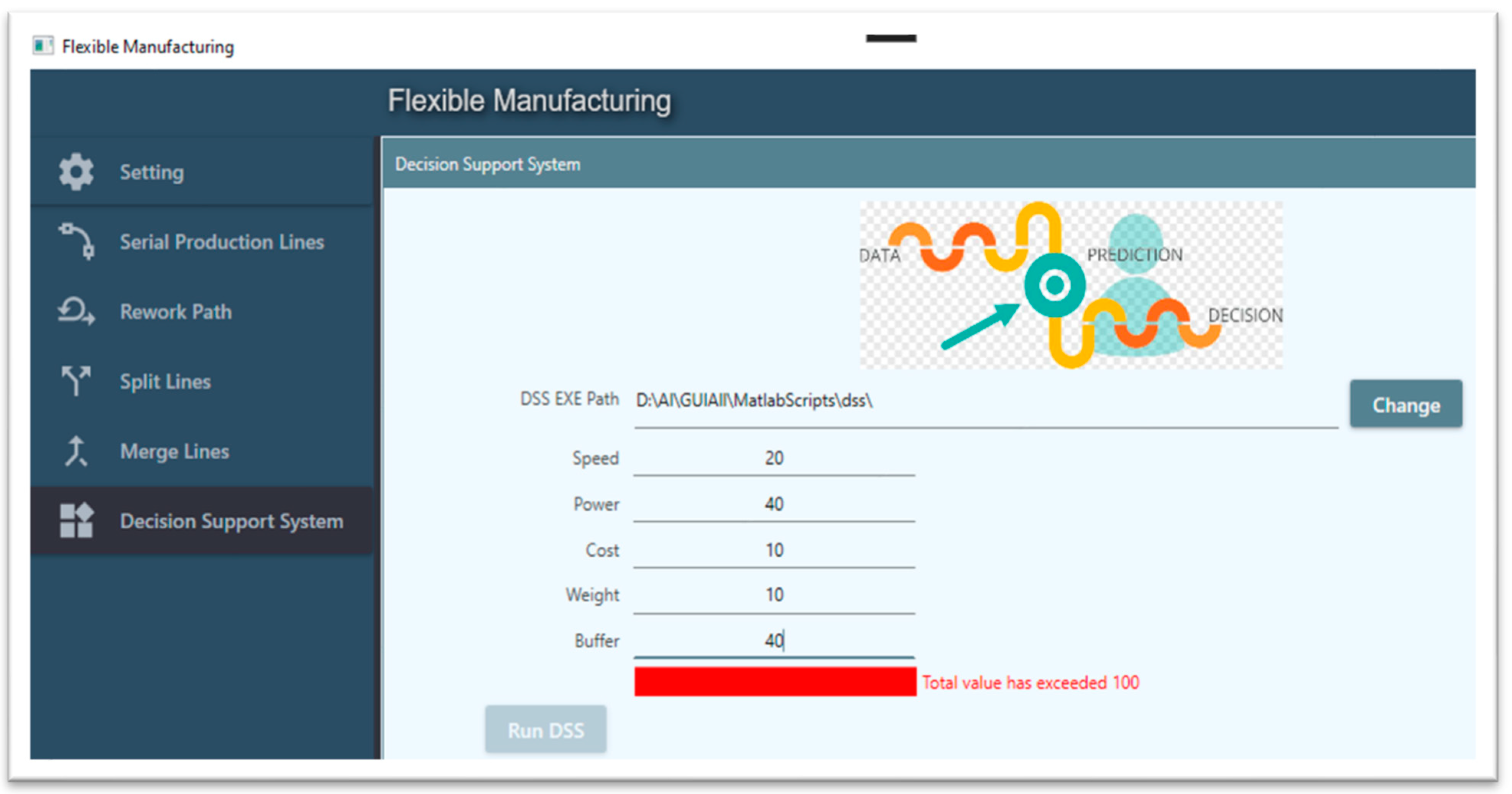
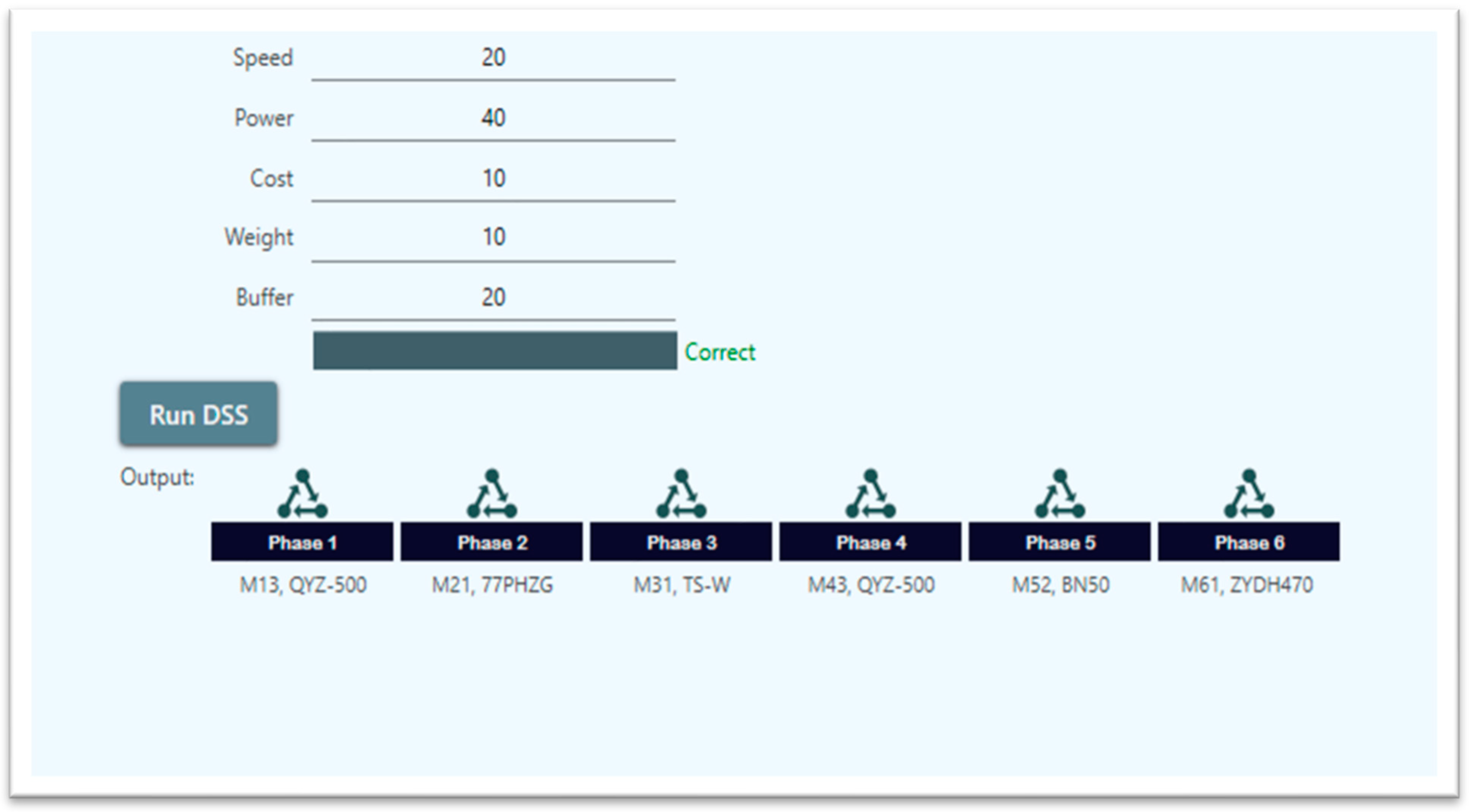
- A manufacturing decision-support system (DSS) for FMS will be designed, developed, and evaluated.
- The proposed DSS will be impowered with reliable features that enable users to select the manufacturing system components based on predefined criteria, and tailored datasets of FMS components and their characteristics.
2. Theoretical Background
2.1. Structures of Production Systems
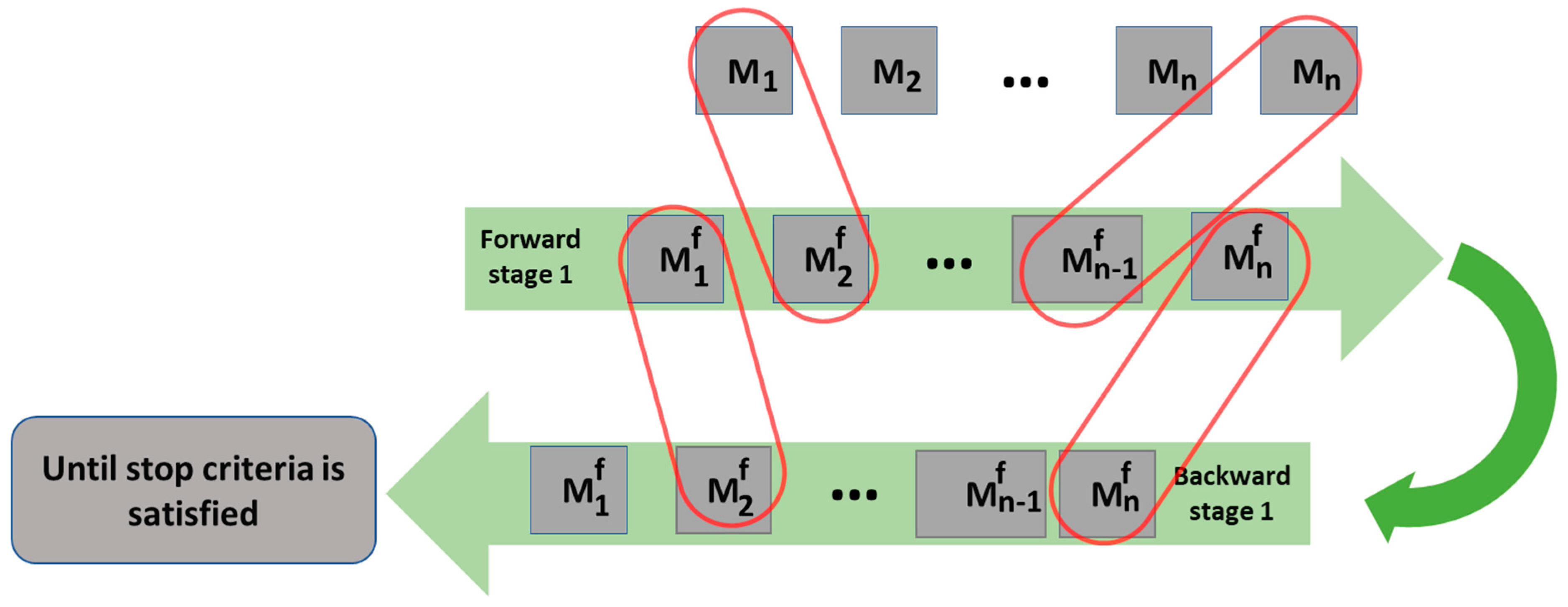
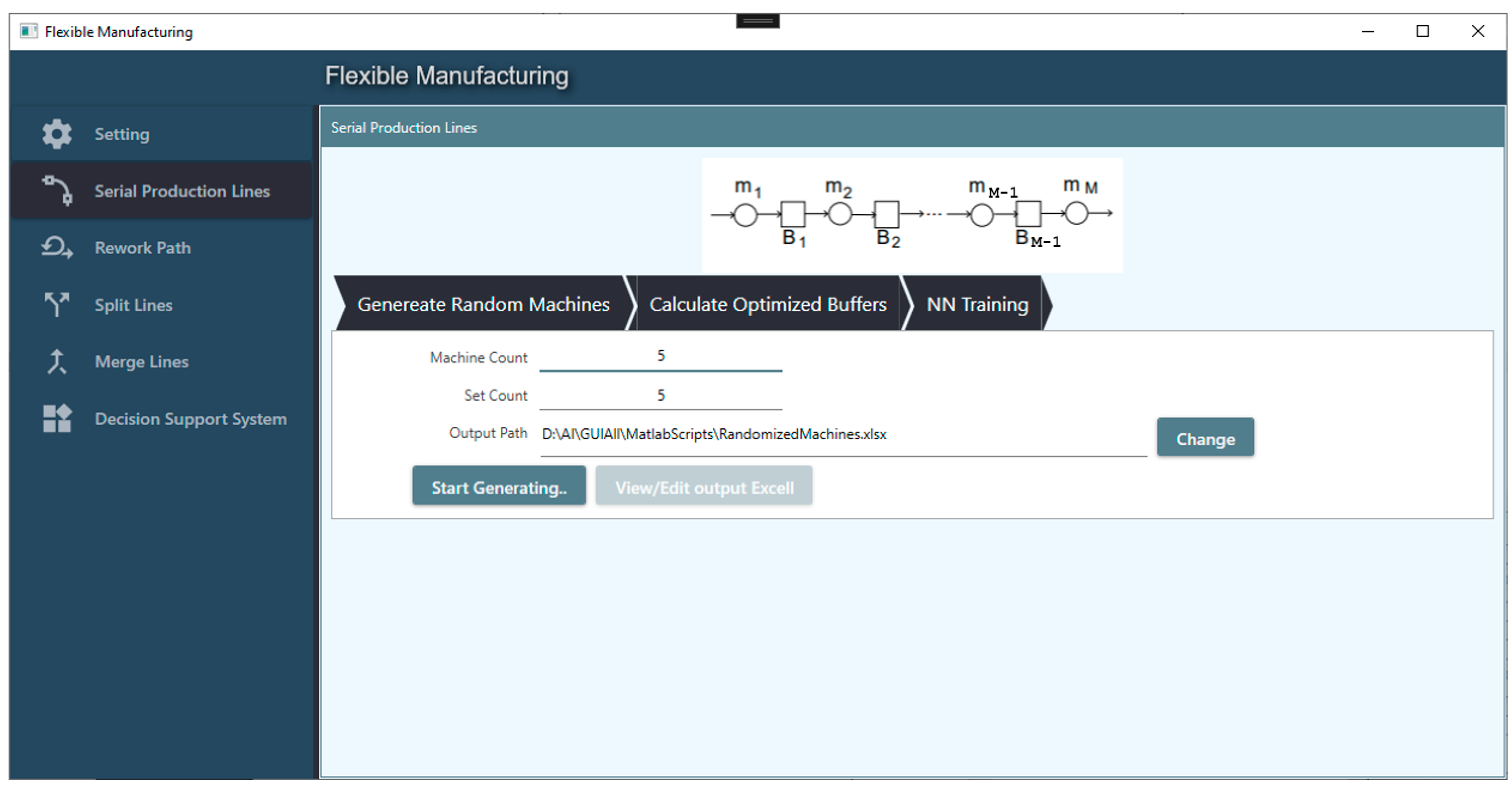
- The SPL comprises n machine tools (M1, M2, …., Mn) and n − 1 buffers (B1, B2, …., Bn−1). The machine tools are positioned sequentially, see Figure 1, with the corresponding buffers between each successive pair of machine tools.
- Every machine tool Mi, i = 1, 2, …, n, when in the down state a machine does not produce, when in the up state the machine produces at a rate 1 part per unit time (cycle).
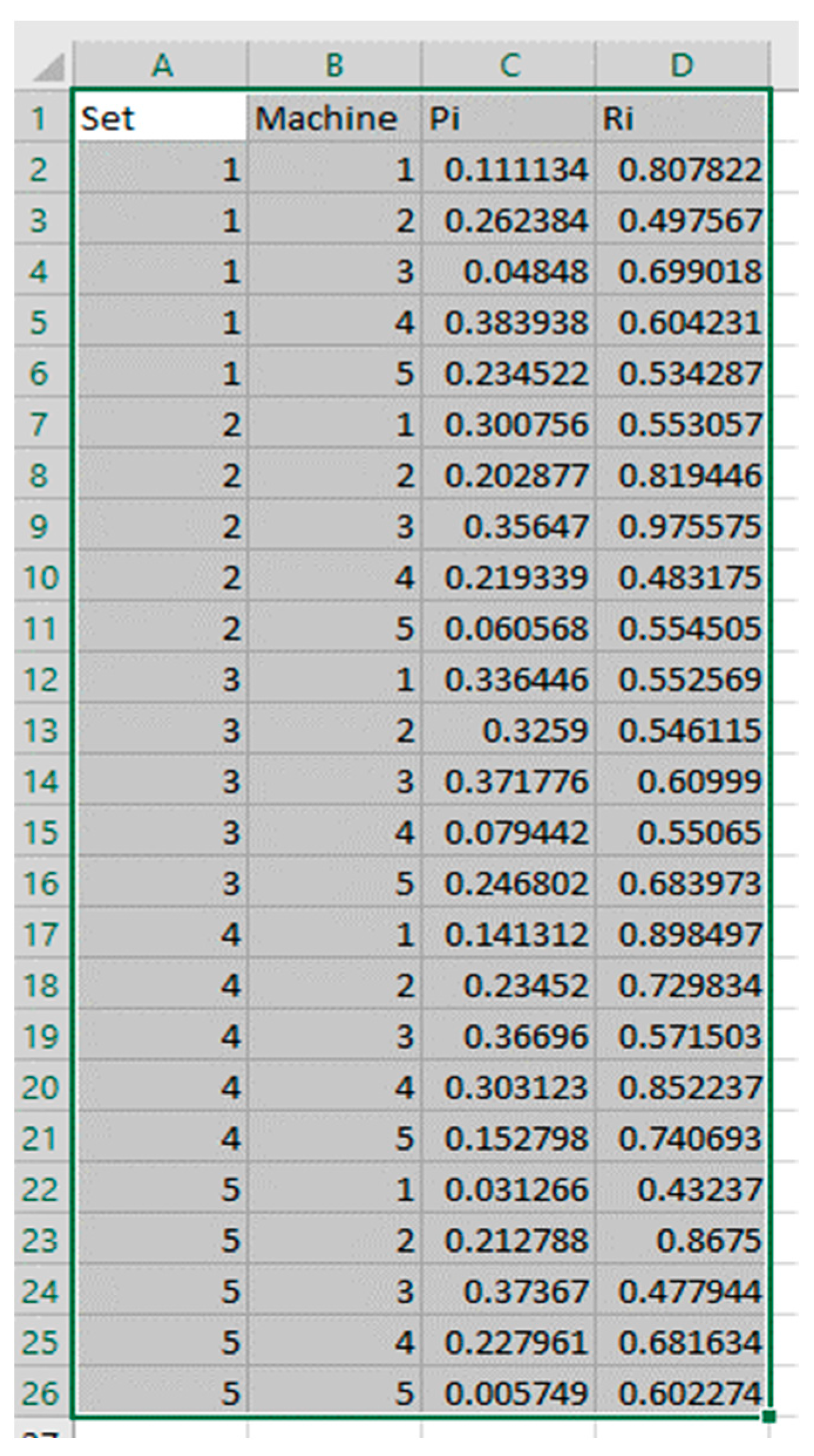
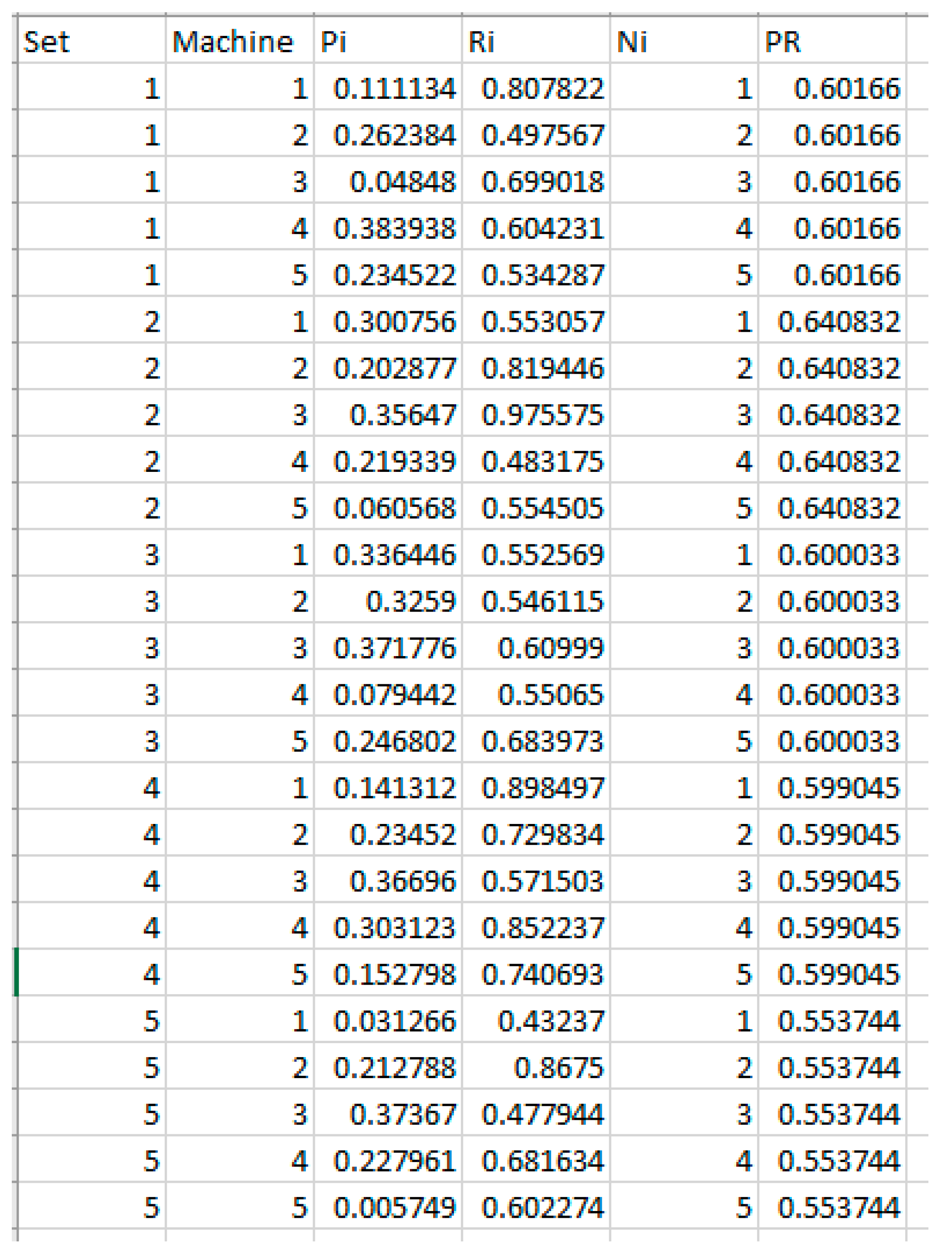
- Every machine’s down- and uptimes are random variables with an exponential distribution with parameters pi (uptime) and ri (downtime), respectively.
- Each buffer Bi, i = 1, 2, …, n, is characterized by its capacity, .
- At time t, if buffer Bi−1 is empty, then machine tool Mi is starved.
- The first machine M1 is never starved.
- At time t, if buffer Bi−1 is full then machine tool Mi is blocked.
- The last machine, Mn, is never blocked.
2.2. Evaluation of Throughput for Serial Production Line
3. Flexible Manufacturing Systems: Development of a System of Integrated Agents
3.1. The Selection of Manufacturing System Components
3.2. Decision Support System for SPLs
3.3. Problem Criteria and Proposed Solutions
3.4. Economical Aspects of Proposed SPL
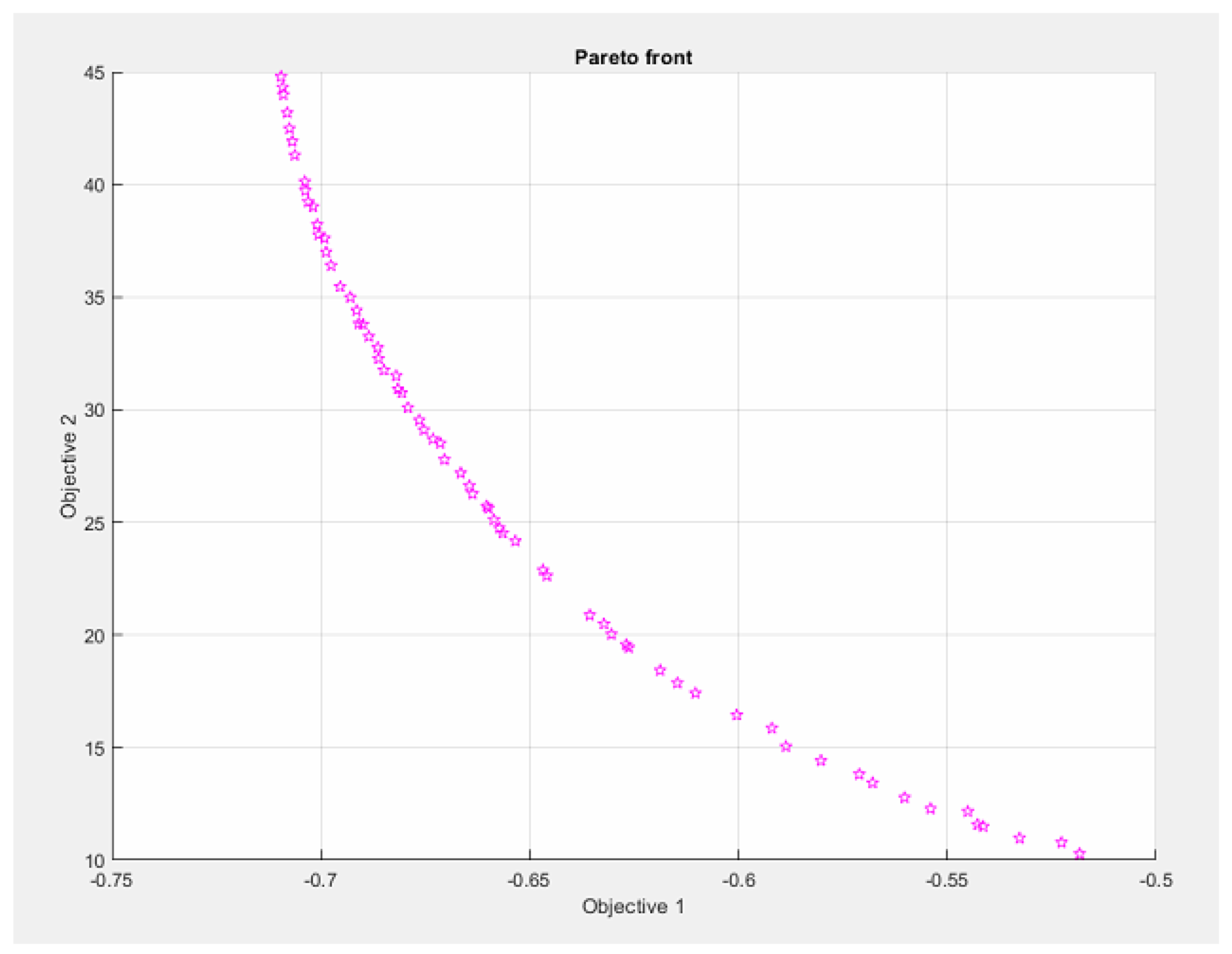
3.5. Optimization Model
4. Results and Discussion
4.1. Numerical Applications of Optimization Model: Production Line of 11 Machine Tools
4.2. Practical Industrial Use Case
5. Conclusions
- Maximizing the efficiency and minimizing the cost of new manufacturing systems.
- Reducing the initial cost of a new manufacturing system.
- Providing support for production engineers determining buffer sizes.
- Providing support for production engineers determining the components of a new manufacturing system.
- Providing support for production engineers designing SPLs.
- The major objectives achieved in this study are:
- Determination of the optimal buffer sizes in SPLs.
- Optimal selection of the manufacturing system components.
- Development of a database for SPL components with their characteristics.
- The design, development, and evaluation of a means of simulating a manufacturing system.
- Development of an integrated framework for optimizing the buffer sizes and component selection.
- Designing, developing, and evaluating a decision support system to assist in the design of manufacturing systems.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| SPL | Serial Production Lines |
| M1-Mn | Machine Tools |
| B1-Bn | Buffers |
| Uptime | |
| Downtime | |
| Q | Probability |
| N | Number of buffers in the main production line |
| Bi | Buffer size in front of the machine tool i + 1 |
| GA | Genetic Algorithm |
| F(i) | Fitness of individual i |
| P_size | Population size (number of individuals in population) |
| S | Number of individuals selected by applying elitist strategy |
| IND(i) | Individual i |
| POP(i) | Population i |
| CP | Crossover point |
| Cr | Crossover rate |
| Mr | Mutation rate. |
References
- Abidi, M.H.; Alkhalefah, H.; Mohammed, M.K.; Umer, U.; Abu Qudeiri, J.E. Optimal Scheduling of Flexible Manufacturing System Using Improved Lion-Based Hybrid Machine Learning Approach. IEEE Access 2020, 8, 96088–96114. [Google Scholar] [CrossRef]
- El-Tamimi, A.M.; Abidi, M.H.; Mian, S.H.; Aalam, J. Analysis of performance measures of flexible manufacturing system. J. King Saud. Univ.-Eng. Sci. 2012, 24, 115–129. [Google Scholar] [CrossRef]
- Shi, C.; Gershwin, S.B. An efficient buffer design algorithm for production line pro_t maximization. IFAC Proc. 2009, 42, 510–515. [Google Scholar] [CrossRef]
- Demir, L.; Tunali, S.; Eliiyi, D.T. The state of the art on buffer allocation problem: A comprehensive survey. J. Intell. Manuf. 2014, 25, 371–392. [Google Scholar] [CrossRef]
- Xi, S.; Chen, Q.; Smith, J.M.; Mao, N.; Yu, A.; Zhang, H. A new method for solving buffer allocation problem in large unbalanced production lines. Int. J. Prod. Res. 2020, 58, 6846–6867. [Google Scholar] [CrossRef]
- Yamamoto, H.; Abu Qudeiri, J.; Marui, E. Definition of FTL with bypass lines and its simulator for buffer size decision. Int. J. Prod. Econ. 2008, 112, 18–25. [Google Scholar] [CrossRef]
- Abu Qudeiri, J.; Yamamoto, H.; Ramli, R.; Jamali, A. Genetic algorithm for buffer size and work station capacity in serial-parallel production lines. Artif. Life Robot. 2008, 12, 102–106. [Google Scholar] [CrossRef]
- Qudeiri, J.A.; Yamamoto, H.; Ramli, R. Model of flexible production systems with sub-lines and their GA expressions. Int. J. Comput. Sci. Netw. Secur. 2007, 7, 223–231. [Google Scholar]
- Zandieh, M.; Joreir-Ahmadi, M.N.; Fadaei-Rafsanjani, A. Buffer allocation problem and preventive maintenance planning in non-homogenous unreliable production lines. Int. J. Adv. Manuf. Technol. 2017, 91, 2581–2593. [Google Scholar] [CrossRef]
- Shao, H.; Moroni, G.; Li, A.; Liu, X.; Xu, L. Simultaneously solving the transfer line balancing and buffer allocation problems with a multiobjective approach. J. Manuf. Syst. 2020, 57, 254–273. [Google Scholar] [CrossRef]
- Kang, Y.; Ju, F. Flexible preventative maintenance for serial production lines with multi-stage degrading machines and finite buffers. IISE Trans. 2019, 51, 777–791. [Google Scholar] [CrossRef]
- Ouzineb, M.; Mhada, F.Z.; Pellerin, R.; Hallaoui, I.E. Optimal planning of buffer sizes and inspection station positions. Prod. Manuf. Res. 2018, 6, 90–112. [Google Scholar] [CrossRef]
- Dolgui, A.B.; Eremeev, A.V.; Sigaev, V.S. Analysis of a multicriterial buffer capacity optimization problem for a production line. Autom. Remote Control 2017, 78, 1276–1289. [Google Scholar] [CrossRef]
- Azimi, P.; Farhadi, N. Developing a new integrated bi-objective model for buffer and process time optimization problem using optimization via simulation approach. Math. Models Comput. Simul. 2018, 10, 373–386. [Google Scholar] [CrossRef]
- Liberopoulos, G. Performance evaluation of a production line operated under an echelon buffer policy. IISE Trans. 2018, 50, 161–177. [Google Scholar] [CrossRef]
- Xi, S.; Smith, J.M.; Chen, Q.; Mao, N.; Zhang, H.; Yu, A. Simultaneous machine selection and buffer allocation in large unbalanced seriesparallel production lines. Int. J. Prod. Res. 2021, 60, 2103–2125. [Google Scholar] [CrossRef]
- Weiss, S.; Schwarz, J.A.; Stolletz, R. The buffer allocation problem in production lines: Formulations, solution methods, and instances. IISE Trans. 2019, 51, 456–485. [Google Scholar] [CrossRef]
- Kose, S.Y.; Kilincci, O. A multi-objective hybrid evolutionary approach for buffer allocation in open serial production lines. J. Intell. Manuf. 2020, 31, 33–51. [Google Scholar] [CrossRef]
- Koyuncuo, M.U.; Demir, L. A comparison of combat genetic and big bang_big crunch algorithms for solving the buffer allocation problem. J. Intell. Manuf. 2020, 32, 1529–1546. [Google Scholar] [CrossRef]
- Demir, L.; Koyuncuoglu, M.U. The impact of the optimal buffer configuration on production line efficiency: A VNS-based solution approach. Expert Syst. Appl. 2021, 172, 114631. [Google Scholar] [CrossRef]
- Koyuncuoğlu, M.U.; Demir, L. Buffer capacity allocation in unreliable production lines: An adaptive large neighborhood search approach. Eng. Sci. Technol. Int. J. 2021, 24, 299–309. [Google Scholar] [CrossRef]
- Duan, J.; Nan, X.; Lianhui, L. Optimal Buffer Allocation in Multi-Product Repairable Production Lines Based on Multi-State Reliability and Structural Complexity. KSII Trans. Internet Inf. Syst. (TIIS) 2020, 14, 1579–1602. [Google Scholar] [CrossRef]
- Hernández-Vázquez, J.O.; Hernández-González, S.; Hernández-Vázquez, J.I.; Figueroa-Fernández, V.; Cancino de la Fuente, C.I. Buffer allocation problem in a shoe manufacturing line: A metamodeling approach. Rev. Fac. Ing. 2022, 103, 175–185. [Google Scholar] [CrossRef]
- Magnanini, M.C.; Terkaj, W.; Tolio, T.A.M. A novel algorithm for optimal buffer allocation in automated asynchronous unreliable lines. Int. J. Adv. Manuf. Technol. 2022, 122, 4405–4419. [Google Scholar] [CrossRef]
- Nahas, N. Buffer allocation, equipment selection and line balancing optimization in unreliable production lines. Eur. J. Ind. Eng. 2020, 14, 217–246. [Google Scholar] [CrossRef]
- Duan, J.; Li, H.; Zhang, Q. Multiobjective optimization of buffer capacity allocation in multiproduct unreliable production lines using improved adaptive NSGA-II algorithm. Kuwait J. Sci. 2021, 48, 37–49. [Google Scholar] [CrossRef]
- Gao, S. A Bottleneck Detection-Based Tabu Search Algorithm for the Buffer Allocation Problem in Manufacturing Systems. IEEE Access 2022, 10, 60507–60520. [Google Scholar] [CrossRef]
- Alkhalefah, H.; Abu Qudeiri, J.E.; Umer, U.; Abidi, M.; Elkaseer, A. Development of an Efficient Prediction Model for Optimal Design of Serial Production Lines. IEEE Access 2021, 9, 61807–61818. [Google Scholar] [CrossRef]
- Chiang, S.-Y.; Kuo, C.-T.; Meerkov, S.M. DT-bottlenecks in serial production lines: Theory and application. IEEE Trans. Robot. Autom. 2000, 16, 567–580. [Google Scholar] [CrossRef]
- Gola, A. Economical Aspects of Manufacturing Systems Design. Actual Probl. Econ. 2014, 156, 205–212. [Google Scholar]
- Cimren, E.; Çatay, B.; Budak, E. Development of a machine tool selection system using AHP. Int. J. Adv. Manuf. Technol. 2007, 35, 363–376. [Google Scholar] [CrossRef]
- Qudeiri JE, A.; Mohammed, M.K.; Mian, S.H.; Khadra, F.A. A Multistage Approach for Buffer Size Decision in Serial Production Line. In Proceedings of the SIMULTECH 2015—5th International Conference on Simulation and Modeling Methodologies, Technologies and Applications, Colmar, France, 21–23 July 2015. [Google Scholar]
- Li, J. Performance analysis of production systems with rework loops. IIE Trans. 2004, 36, 755–765. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Capability | Flexibility | Adaptability | Safety |
|---|---|---|---|
| C1: Power | F1: U Axis | A1: Taper Type | S1: Safety Door |
| C2: Maximum Speed | F2: Articulated Axis | A2: Space Requirements | S2: No. of Emergency Stops |
| C3: No. of Spindles | F3: No. of Pallets | A3: Online Access or Not? | S3: Fire Extinguisher |
| C4: Tool Exchange Time | F4: Rotary Table | A4: Control Type | S4: Mist Collector |
| C5: Rapid Traverse Speed | F5: Head Changer | A5: Coolant Type | |
| C6: Cutting Feed | F6: Index Table | ||
| C7: Automatic Tool Exchanger Size | F7: Dual Axis Rotary Table | ||
| F8: No. of Axis |
| Machine Tool | Uptime Parameter (pi) | Downtime Parameter (ri) |
|---|---|---|
| 1 | 0.2 | 0.83 |
| 2 | 0.22 | 0.86 |
| 3 | 0.25 | 0.85 |
| 4 | 0.1 | 0.94 |
| 5 | 0.15 | 0.93 |
| 6 | 0.17 | 0.95 |
| 7 | 0.23 | 0.86 |
| 8 | 0.24 | 0.84 |
| 9 | 0.2 | 0.9 |
| 10 | 0.18 | 0.95 |
| 11 | 0.14 | 0.87 |
| SPL | Pi | 0.2 | 0.22 | 0.25 | 0.1 | 0.15 | 0.17 | 0.23 | 0.24 | 0.2 | 0.18 | 0.14 | ||||||||||
| Ri | 0.83 | 0.86 | 0.85 | 0.94 | 0.93 | 0.95 | 0.86 | 0.84 | 0.9 | 0.95 | 0.97 | |||||||||||
| Results of the proposed method | Ni | 2 | 2 | 3 | 2 | 2 | 3 | 2 | 2 | 3 | 3 | |||||||||||
| Productivity | 0.62 | |||||||||||||||||||||
| Result from the literature study [33] | Ni | 4 | 5 | 4 | 3 | 4 | 4 | 5 | 5 | 4 | 2 | |||||||||||
| Productivity | 0.695 | |||||||||||||||||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alkhalefah, H.; Umer, U.; Abidi, M.H.; Elkaseer, A. Development and Numerical Optimization of a System of Integrated Agents for Serial Production Lines. Processes 2023, 11, 1578. https://doi.org/10.3390/pr11051578
Alkhalefah H, Umer U, Abidi MH, Elkaseer A. Development and Numerical Optimization of a System of Integrated Agents for Serial Production Lines. Processes. 2023; 11(5):1578. https://doi.org/10.3390/pr11051578
Chicago/Turabian StyleAlkhalefah, Hisham, Usama Umer, Mustufa Haider Abidi, and Ahmed Elkaseer. 2023. "Development and Numerical Optimization of a System of Integrated Agents for Serial Production Lines" Processes 11, no. 5: 1578. https://doi.org/10.3390/pr11051578