
The Design and Verification of a TBP/OK Pyrolysis Incineration Stable System

 ,
,
Abstract
:1. Introduction
2. Design and Experiments
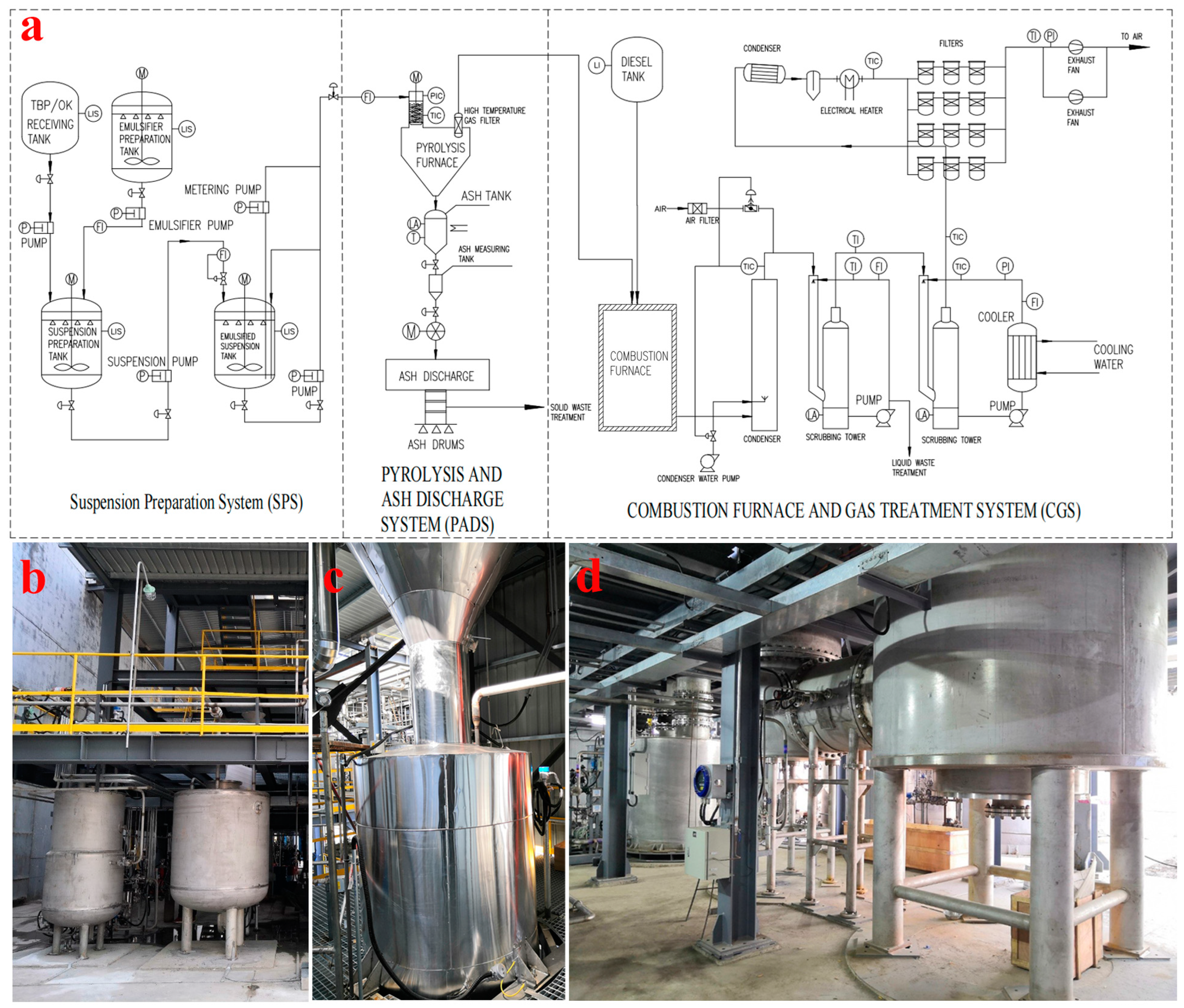
2.1. System Design
2.2. Materials and Characterization
2.3. Experiments
- I.
- Preparation of a waste TBP/OK emulsified suspension with Ca(OH)2 or Mg(OH)2 in the suspension preparation system (SPS):
- (a)
- A study of the properties of different TBP/OK emulsified suspensions. In this project, four different emulsified suspensions were prepared and the viscosity (mPa.s), density (kg/m3), stability (day), and emulsification time (min) of these samples were tested.
- (b)
- A stability test for continuous feeding of TBP/OK emulsified suspensions. The wall-hanging or pipe-blocking problems were verified at the maximum treatment capacity of the SPS.
- II.
- The ongoing experiments of the pyrolysis and ash discharge system (PADS) and the combustion furnace and gas treatment system (CGS):
- (a)
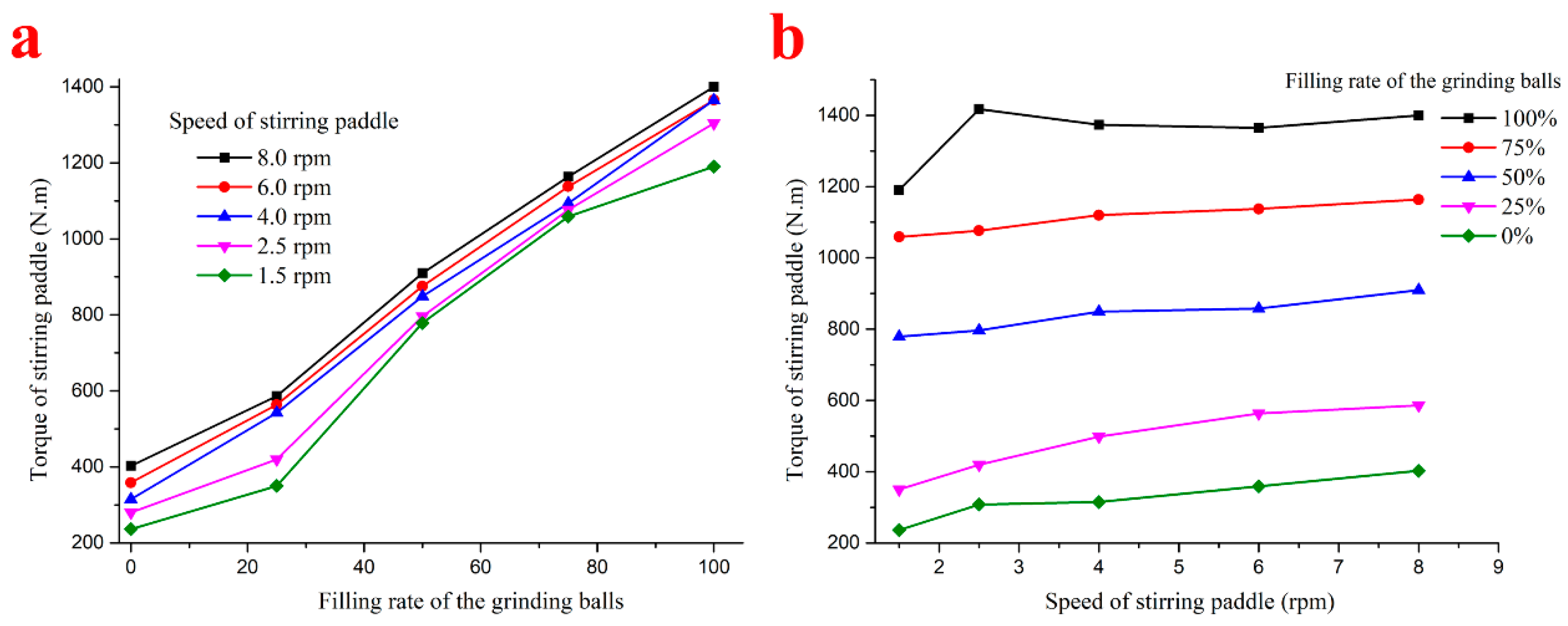
- A study of the influence of the number of grinding balls and the stirring paddle speed on the torque of the stirring paddle. The torque of the stirring paddle was tested at different filling rates of the grinding balls (0%, 25%, 50%, 75%, and 100%) and different speeds of the stirring paddle (1.5 rpm, 2.5 rpm, 4.0 rpm, 6.0 rpm, and 8.0 rpm).
- (b)
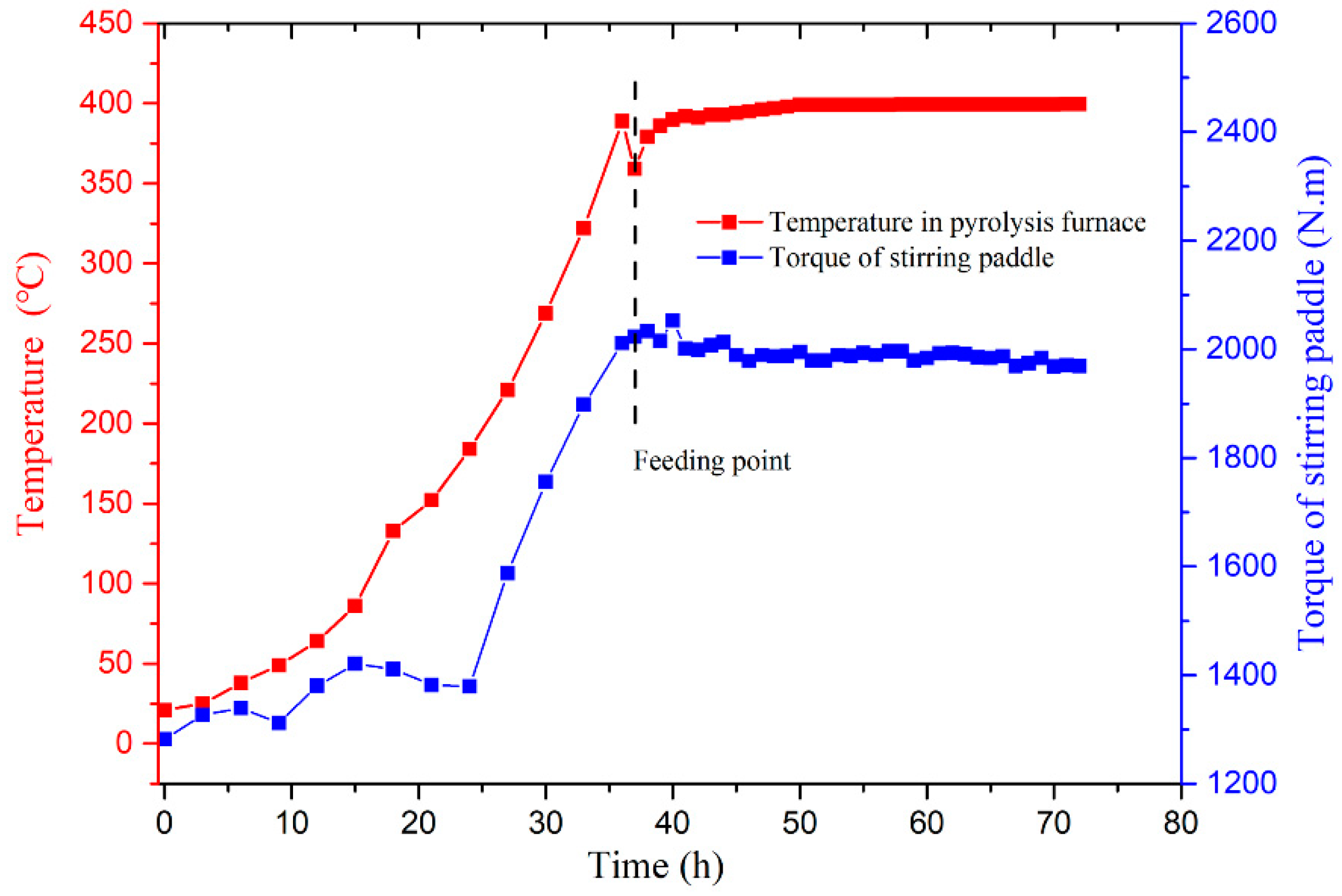
- A study of the influence of different temperatures on the torque of the stirring paddle. The torque of the stirring paddle was tested at the different temperatures (from 23 °C to 400 °C) of the pyrolysis furnace.
- (c)
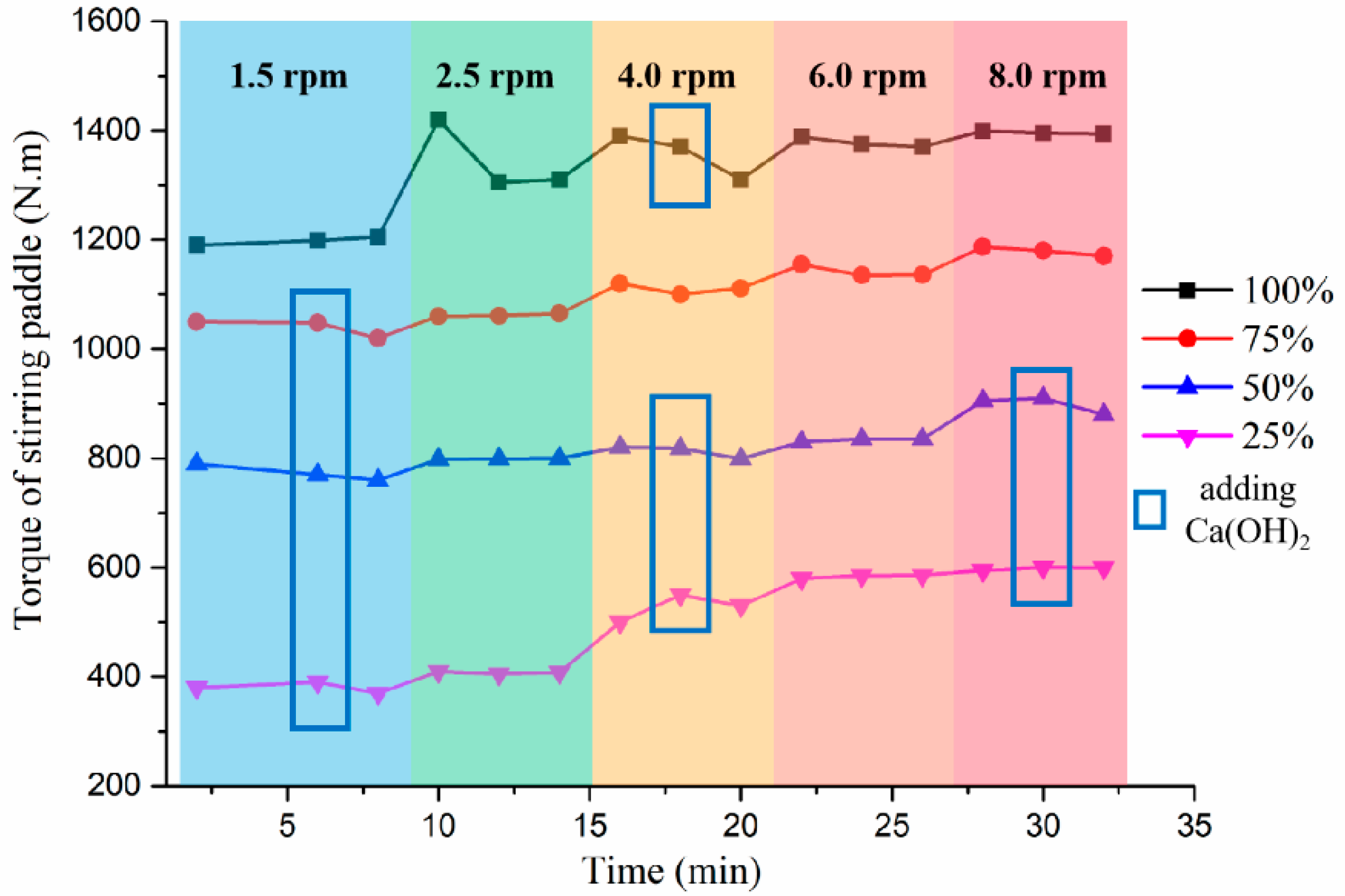
- A study of the influence of pyrolysis ash on the torque of the stirring paddle. The torque of the stirring paddle was tested when pyrolysis ash (Ca(OH)2 particles were used to simulate the generated pyrolysis ash) was added to the pyrolysis furnace at different speeds of the stirring paddle (1.5 rpm, 2.5 rpm, 4.0 rpm, 6.0 rpm, and 8.0 rpm). Besides that, the efficiency of the ash discharge was verified by the painted grinding balls.
- (d)
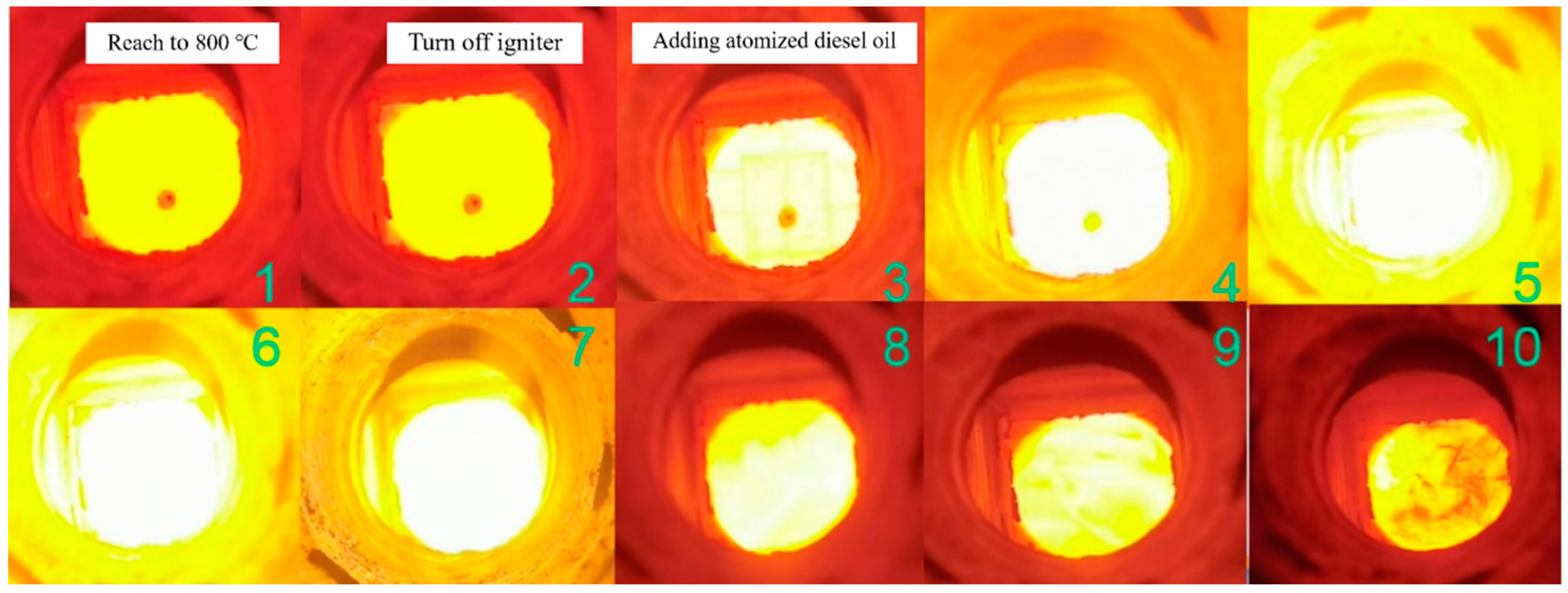
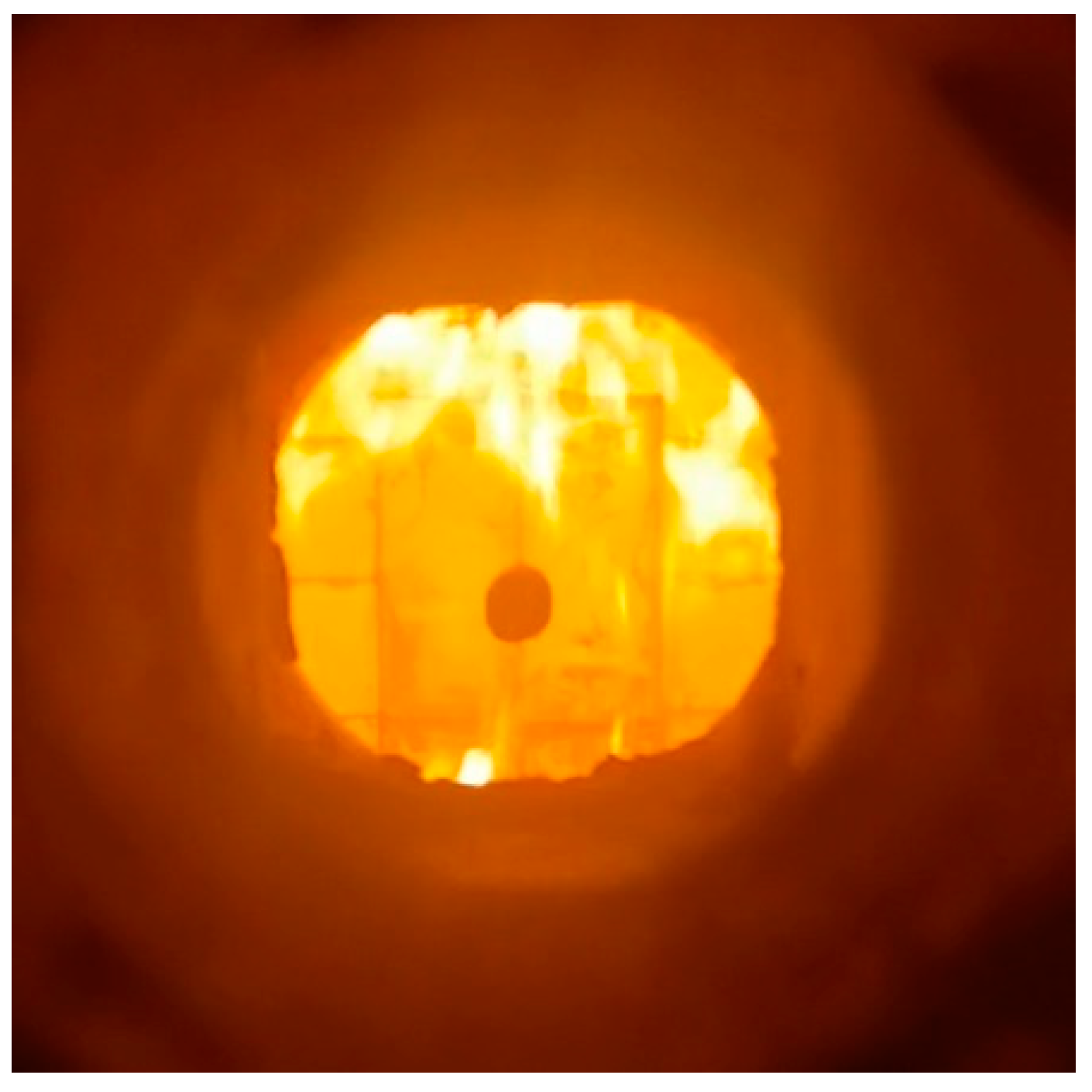
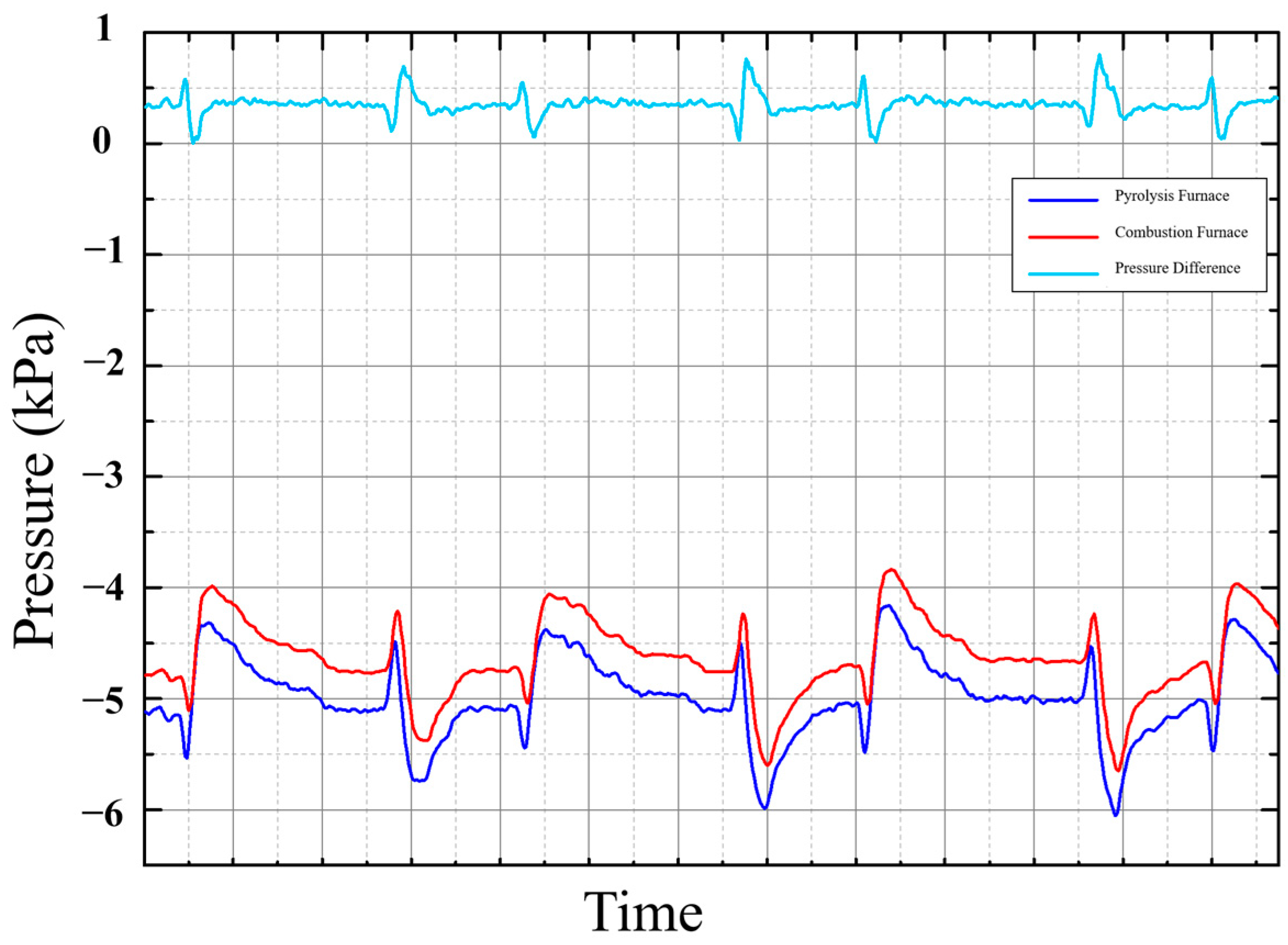
- A study of the incineration of pyrolysis gas in a combustion furnace. The different stages of pyrolysis gas combustion in the combustion furnace were observed to study the influence of diesel oil on the burning of pyrolysis gas. Additionally, the pressures in the pyrolysis furnace and combustion furnace were continuously tested to study the direction of the pyrolysis gas flow.
- III.
- Pyrolysis incineration of waste TBP/OK solvent with different emulsified suspensions (Ca(OH)2 or Mg(OH)2), specified in Table 1.
- (a)
- Pyrolysis ratio: the pyrolysis ratio was calculated by Formula (1), where mTBP denotes the mass of TBP.
- (b)
- Phosphorus fixation ratio: the phosphorus fixation ratio was calculated by Formula (2), where mp is the mass of P.
- (c)
- Radioactive ion fixation ratio: the radioactive ion fixation ratio was calculated by Formula (3), where Cinitial is the initial concentration of the radioactive ions in the emulsified sus-pensions and C2-scrubber is the final concentration of the radioactive ions in scrubber 2.
3. Results and Discussion
3.1. Preparation of Waste TBP/OK Emulsified Suspension
3.2. Continuous Operation Pyrolysis and Ash Discharge System (PADS) and Combustion Furnace and Gas Treatment System (CGS) Experiments
3.2.1. Study of the Influence of the Number of Grinding Balls and Speed of the Stirring Paddle on the Torque of the Stirring Paddle
3.2.2. Study of the Influence of Different Temperatures on the Torque of Stirring Paddle
3.2.3. Study of the Influence of Pyrolysis Ash on the Torque of Stirring Paddle
3.2.4. Study of the Incineration of Pyrolysis Gas in a Combustion Furnace
3.3. Pyrolysis Incineration of Waste TBP/OK Solvent with Different Emulsified Suspensions
3.3.1. Pyrolysis Ratio
3.3.2. Phosphorus Fixation Ratio
3.3.3. Radioactive Ion Fixation
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hee-Chul, Y.; Min-Woo, L.; Jei-Kwon, M.; Dong-Yong, C. Optimization of low-temperature pyrolysis process equipped with a two-stage non-flame oxidation system for the treatment uranium-bearing spent TBP. Chem. Eng. Process. 2015, 94, 11–19. [Google Scholar]
- Yang, G.; Weifang, Z.; Xiaoming, C.; Shaolei, C. Influence of alpha and gamma radiolysis on Pu retention in the solvent TBP/kerosene. Nukleonika 2014, 59, 123–128. [Google Scholar]
- Murali, M.; Mathur, J. Use of a mixture of TRPO and TBP for the partitioning of actinides from high-level waste solutions of PUREX origin and its comparison with CMPO and other phosphorus based extractants. Solvent Extr. Ion Exch. 2001, 19, 61–77. [Google Scholar] [CrossRef]
- Teng, D.; Shuibo, X.; Jingsong, W. Solidification and Stabilization of Spent TBP/OK Organic Liquids in a Phosphate Acid-Based Geopolymer. Sci. Technol. Nucl. Install. 2020, 2020, 8094205. [Google Scholar]
- Kil-Jeong, K.; Jong-sik, S.; Woo-Seog, R. A practical method for the disposal of radioactive organic waste. Nucl. Eng. Technol. 2007, 39, 731–736. [Google Scholar]
- Masaki, O.; Yoshikazu, K.; Kazunori, N.; Yasumasa, T. Separation of actinides and fission products in high-level liquid wastes by the improved TRUEX process. J. Alloys Compd. 1998, 271, 538–543. [Google Scholar]
- Eddie, J.; Michael, J.; Danny, F.; Chris, J.; David, A. Recent Developments in the Purex Process for Nuclear Fuel Reprocessing: Complexant Based Stripping for Uranium/Plutonium Separation. Chem. Mater. Nucl. Power Prod. 2005, 59, 898–904. [Google Scholar]
- Paiva, P.; Malik, P. Recent advances in the chemistry of solvent extraction applied to the reprocessing of spent nuclear fuels and radioactive wastes. J. Radioanal. Nucl. Chem. 2004, 261, 485–496. [Google Scholar] [CrossRef]
- Dezhen, C.; Lijie, Y.; Huan, W.; Pinjing, H. Pyrolysis technologies for municipal solid waste: A review. Waste Manag. 2014, 34, 2466–2486. [Google Scholar]
- Wang, H.W.; Chen, M.Q.; Fu, K.; Wei, S.H.; Zhong, X.B. Evaluation on migration and transformation of trace nuclides in thermal degradation for low-level radioactive waste. J. Anal. Appl. Pyrolysis 2022, 161, 105420. [Google Scholar] [CrossRef]
- Julia, T.; Troy, G.; Richard, B.; Jack, L. Development of Steam Reforming for the Solidification of the Cesium and Strontium Separations Product from Advanced Aqueous Reprocessing of Spent Nuclear Fuel. Sep. Sci. Technol. 2006, 41, 2147–2162. [Google Scholar]
- Xu, T.; Wang, S.; Li, Y.; Li, J.; Cai, J.; Zhang, Y.; Xu, D.; Zhang, J. Review of the destruction of organic radioactive wastes by supercritical water oxidation. Sci. Total Environ. 2021, 799, 149396. [Google Scholar] [CrossRef] [PubMed]
- Wang, S.; Qin, Q.; Chen, K.; Xia, X.B.; Ma, H.J.; Qiao, Y.B.; He, L.B. Supercritical water oxidation of spent extraction solvent simulants. Nucl. Sci. Tech. 2015, 26, 030601. [Google Scholar]
- Yan Jun, H.; Jing, J.; Gui Yin, G.; Fan, Z.; Xin Hua, L. A wet oxidation procedure of radioactive waste resin and waste concentrated liquid for 3H and 14C analysis. J. Radioanal. Nucl. Chem. 2020, 326, 765–771. [Google Scholar]
- Fabiano, B.; Pastorino, R.; Ferrando, M. Distillation of radioactive liquid organic waste for subsequent wet oxidation. J. Hazard. Mater. 1998, 57, 105–125. [Google Scholar] [CrossRef]
- Lazareva, S.; Ismagilov, Z.; Kuznetsov, V.; Shikina, N.; Kerzhentsev, M. Uranium oxide catalysts: Environmental applications for treatment of chlorinated organic waste from nuclear industry. Environ. Technol. 2019, 40, 1881–1889. [Google Scholar] [CrossRef]
- Ismagilov, Z.; Kerzhentsev, M.; Shkrabina, R.; Tsikoza, L. A role of catalysis for the destruction of waste from the nuclear industry. Catal. Today 2000, 55, 23–43. [Google Scholar] [CrossRef]
- Jouhara, H.; Nannou, T.; Anguilano, L.; Ghazal, H.; Spencer, N. Heat pipe based municipal waste treatment unit for home energy recovery. Energy 2017, 139, 1210–1230. [Google Scholar] [CrossRef]
- Kuan, D.; Zhaoping, Z.; Daoxu, Z.; Bo, Z.; Xiaoxiao, Q. Pyrolysis of municipal solid waste in a fluidized bed for producing valuable pyrolytic oils. Clean Technol. Environ. Policy 2016, 18, 1111–1121. [Google Scholar]
- Miranda, R.; Pakdel, H.; Roy, C.; Vasile, C. Vacuum pyrolysis of commingled plastics containing PVC II. Product analysis. Polym. Degrad. Stab. 2001, 73, 47–67. [Google Scholar] [CrossRef]
- Miranda, R.; Jin, Y.; Christian, R.; Cornelia, V. Vacuum pyrolysis of PVC I. Kinetic study. Polym. Degrad. Stab. 1999, 64, 127–144. [Google Scholar] [CrossRef]
- Miranda, R.; Hooshang, P.; Christian, R.; Hans, D.; Cornelia, V. Vacuum pyrolysis of PVCII: Product analysis. Polym. Degrad. Stab. 1999, 66, 107–125. [Google Scholar] [CrossRef]
- Hansen, J.; Deckers, J. Pyrolysis of Radioactive Spent Resins in the PRIME Installation. Mater. Sci. Eng. 2020, 818, 012008. [Google Scholar] [CrossRef]
- Xu, L.; Zhang, X.; Zhao, L.; Xue, P. The improvement and cold commissioning verification of a pyrolysis incinerating facility for Spent TBP/OK. Radiat. Prot. 2020, 40, 372–378. [Google Scholar]
- Zhang, C.; Gan, X.; Lin, M.; Wei, F.; Fan, X. Compound of Feed for Pyrolysis and combustion Spent TBP/Kerosene. At. Energy Sci. Technol. 2004, 38, 179–184. [Google Scholar]
- Natsumi, N.; Yoshikazu, K.; Takao, O. Immobilization of cesium by zirconium phosphate. J. Radioanal. Nucl. Chem. 2015, 304, 683–691. [Google Scholar]
- Fengli, S.; Zhe, S.; Huibo, L.; Haifeng, C.; Dan, L.; Cansheng, L.; Xiaorong, W.; Guoan, Y. Discussion on Adsorption Mechanism of Cesium by Zirconyl Pyrophosphate Compound. J. Nucl. Radiochem. 2014, 36, 186–192. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Emulsified Suspensions (Weight Percent) | Capacity (kg/h) | Duration (h) | Pyrolysis Temperature (°C) | Combustion Temperature (°C) |
|---|---|---|---|---|
| 30% TBP with Ca(OH)2 | 6–8 | 48 | 400 | 850 |
| 60% TBP with Ca(OH)2 | 6–8 | 48 | 400 | 850 |
| 30% TBP with Mg(OH)2 | 6–8 | 48 | 400 | 850 |
| 60% TBP with Mg(OH)2 | 6–8 | 48 | 400 | 850 |
| Emulsified Suspensions | Viscosity (mPa.s) | Density (kg/m3) | Stability (Day) | Emulsification Time (min) |
|---|---|---|---|---|
| 30% TBP with Ca(OH)2 | 63.63 | 900 | 5 | 25 |
| 60% TBP with Ca(OH)2 | 84.52 | 994 | 5 | 25 |
| 30% TBP with Mg(OH)2 | 50.60 | 890 | 12 | 25 |
| 60% TBP with Mg(OH)2 | 55.45 | 980 | 60 | 40 |
| Capacity (kg/h) | 30% TBP with Ca(OH)2 | 60% TBP with Ca(OH)2 | 30% TBP with Mg(OH)2 | 60% TBP with Mg(OH)2 |
|---|---|---|---|---|
| 6 | 99.9908% | 99.9915% | 99.9826% | 99.9918% |
| 7 | 99.9930% | 99.9940% | 99.9773% | 99.9916% |
| 8 | 99.9928% | 99.9947% | 99.9831% | 99.9919% |
| Capacity (kg/h) | 30% TBP with Ca(OH)2 | 60% TBP with Ca(OH)2 | 30% TBP with Mg(OH)2 | 60% TBP with Mg(OH)2 |
|---|---|---|---|---|
| 6 | 99.8475% | 98.7618% | 96.0498% | 99.3392% |
| 7 | 99.7304% | 99.5263% | 98.1259% | 99.5526% |
| 8 | 99.9195% | 99.3850% | 98.5061% | 99.5829% |
| Nuclide | Cinitial (mg/kg) | C1-scrubber (mg/kg) | C2-scrubber (mg/kg) |
|---|---|---|---|
| Cs+ | 842.22 | \ | \ |
| Sr2+ | 848.19 | 0.12 | 0.04 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, J.; Zhao, J.; Liu, T.; Yang, C.; Wang, Y.; Zhang, J.; Li, M.; Sun, Y. The Design and Verification of a TBP/OK Pyrolysis Incineration Stable System. Processes 2023, 11, 1338. https://doi.org/10.3390/pr11051338
Ma J, Zhao J, Liu T, Yang C, Wang Y, Zhang J, Li M, Sun Y. The Design and Verification of a TBP/OK Pyrolysis Incineration Stable System. Processes. 2023; 11(5):1338. https://doi.org/10.3390/pr11051338
Chicago/Turabian StyleMa, Jing, Jingyu Zhao, Tiejun Liu, Cuiling Yang, Yeyun Wang, Jinghui Zhang, Mingfu Li, and Yufan Sun. 2023. "The Design and Verification of a TBP/OK Pyrolysis Incineration Stable System" Processes 11, no. 5: 1338. https://doi.org/10.3390/pr11051338