


Thermal Processing of Acidified Vegetables: Effect on Process Time-Temperature, Color and Texture

Department of Food Science, Macdonald Campus, McGill University, 21111 Lakeshore Road, Ste Anne de Bellevue, PQ H9X3V9, Canada
*
Author to whom correspondence should be addressed.
Processes 2023, 11(4), 1272; https://doi.org/10.3390/pr11041272
Submission received: 8 March 2023
/
Revised: 16 April 2023
/
Accepted: 17 April 2023
/
Published: 19 April 2023
(This article belongs to the Special Issue 10th Anniversary of Processes: Recent Advances in Food Processing Processes)
Abstract
:The objective of this study was to compare the quality of low-acid vegetables conventionally thermal processed with those subjected to modified thermal processing following acidification to pH < 4.6. For conventional processing, a process lethality (Fo value) equivalent of 5 min at 121.1 °C (commercially sterilization) was used, while those that are acidified were pasteurized, such as acidic foods, to a lethality value of 10 min at 90 °C. Acidification was performed with citric acid by immersion of vegetables in an ultrasonic bath. The quality of raw, blanched, acidified, pasteurized and sterilized products were compared for color and textural characteristics. The acidified thermal processing yielded significantly better retained color and textural properties, almost similar to blanched vegetables, while those subjected to the conventional processing resulted in significant texture loss. The process temperatures were significantly lower, and corresponding process intensities were significantly less severe with the acidified thermal process, providing significant energy saving opportunities. The absorbed acid could easily be leached out by heating/holding the vegetables in tap water, if it was desired, to reduce the acidity level in the processed vegetables. There is significant current interest in acidified thermal processing of low acid- foods with quality retention being the main focus. While it is possible that some meat products may suffer quality loss, for vegetables, in general, the negative influence is significantly low, and the positive potential for quality retention, energy savings and process efficiency are very high.
1. Introduction
Thermal processing, as a method to control the growth of microorganisms and prolong shelf life of food, has been the most common food preservation technique employed by the food industry. All thermal processing techniques are required to ensure complete destruction of pathogens and other microorganisms that are capable of growing under nonrefrigerated, room temperature storage conditions. For low-acid foods, this necessitates the establishment of the process based on the thermal destruction of the most heat resistant, anaerobic spore-forming bacteria that cause public health and spoilage concerns in canned foods. For products with a pH at or above 4.6 (low acidity), thermal processes are based on a minimum 12 log reduction of proteolytic strains of Clostridium botulinum spores to ensure adequate safety of the consumer. Since the process lethality is based on specific combinations of process times at different temperatures, normally higher temperature processes require shorter process times. Optimization is possible since the thermal sensitivity of microbial spores, and quality factors differ, with the former being more sensitive to temperature than the latter.
From traditional, conventional canning to the more recent high-temperature, short-time processing, agitation processing, thin profile processing and aseptic processing, the processing focus has been to maximize the retention of their organoleptic and nutritional attributes [1]. It has been established that the HTST processes offer better quality advantages over conventional processing [2]. Further, by employing agitation processing, especially with particulate liquids that heat by convention heating, the rates of heat transfer can be enhanced, and that generally makes it easier to employ the HTST concept [3]. Thin profile packaging also offers the advantage of the lower package thicknesses, making it easier for the heat to reach the cold spot locations faster and facilitate HTST advantages for conduction heating products, which do not benefit from agitation processing [4]. Finally, the aseptic processing is based on independently sterilizing the package and product in the best possible way, and then filling the product into sterile packages in an aseptic environment. Aseptic processing provides the best process efficiency, very high-quality retention and the maximum advantage of container size independency, use of alternate, cheaper and non-metal containers [5]. These processes are generally developed for low-acid foods.
For high-acid foods, the process requirements are naturally mild, because, under the acidic conditions (pH < 4.6), the pathogenic and spoilage bacteria are more sensitive to thermal destruction. Moreover, the spore-forming bacteria remain inactive, because the prevailing low pH conditions inhibit their growth and multiplication [6,7]. Hence, for these high-acid foods, the heat-resistant C. botulinum need not be used as the criterion for establishing safe process. In practice, they are based on inactivation pathogenic vegetative bacteria like Escherichia coli, Listeria monocytogenus, fungal spores or even heat-resistant enzymes and are mostly carried out in boiling water processing conditions. Therefore, the process temperatures used for these products are much lower, providing opportunity for energy savings [8,9]. These high-acid processing concepts can also be used for acidified low-acid vegetables whose natural pH is intentionally modified below 4.6 by adding acids, and they provide similar benefits. One problematic microorganism is Bacillus licheniformis, which can thrive at pH < 4.6. This spore-forming bacteria is not highly resistant, but, if it survives the thermal process, problems can arise. The growth and activity of Bacillus licheniformis can result in increasing the pH value of the acidified low-acid product and, hence, creates conditions which are conducive to the growth of Clostridium botulium [10,11]. Therefore, the process development for such acidified products should be aimed at inactivating this type of bacteria. Azizi and Ranganna [12] demonstrated that, by acidifying vegetables, the thermal process could be carried out in boiling water to produce microbiologically safe products. Another process used a combination of ohmic heating and high-pressure processing to provide quality advantage for acidified carrots [13]. Such concepts have been used as the basis for establishing the processes for acidified low-acid foods by the United States FDA (Food and Drug Administration) [14]. This activity is the subject of current interest at the Institute of Thermal Processing Specialists (IFTPS) for establishing/evaluating critical factors and guidelines for the process establishment.
Acidification is essentially a mass transfer activity during which undissociated acid molecules permeate through the cell walls, causing a reduction in the pH of food tissues. The FDA has enlisted several acidification approaches, such as blanching in acidified solution, direct immersion, mixing low-acid components with high-acid sauce or juice, batch acidification (at elevated temperatures) and direct addition (known amount) to the final product package [15,16,17]. These conventional methods, being based on natural diffusion mechanisms, are relatively slow to achieve the pH equilibration process [16]. Moreover, the employment of these methods can be somewhat limited based on the nature of the product to be processed, loss of product quality due to the use of elevated temperatures (as in blanching in acidified solution) and may result in considerable leaching of solutes [18].
Ultrasound, as a method to improve mass transfer during operations such as extraction and drying, has been illustrated in many studies [19,20,21]. In recent years, ultrasound has been proposed as an impregnation technique for the fortification of minerals and bioactive compounds in a variety of matrices [20,22]. The propagation of acoustic waves causes turbulence (due to acoustic streaming) and the instantaneous formation and disruption of bubbles (cavitation), causing microjet formation, which have been ascribed to enhancing the diffusion process [23]. Recently, Miano et al. [24] evaluated ultrasound as a method to enhance acid diffusion in model food systems. There are no studies that assess the overall effect of ultrasound-assisted acidification and pasteurization on quality attributes of food products. Hence, the objective of this research was to evaluate the effect of ultrasound-assisted acidification combined with thermal pasteurization and compare it with conventionally processed vegetables.
The effect of processing on quality has been mainly evaluated based on texture softening and color changes associated with the product [3,9,13,24]. Textural changes of vegetables during thermal processing have been predominantly attributed to changes in pectin in the cell walls and middle lamellae and the gelatinization of starch [25]. Pectin, at elevated temperatures, undergoes depolymerization due to β-elimination reaction, reducing cell adhesion and rigidity of tissue [26]. Some studies have shown that the reduction of the natural pH of vegetables below 4.5 can decrease the rate of the pectin depolymerization several fold [27] and, hence, achieve better texture retention during thermal pasteurzation.
The objective of this study was to, first, acidify different vegetables using an ultrasonic technique to achieve a uniform pH of 4.5 and establish a thermal process based on the pH. For conventional, commercial processing, when the pH is >4.6, a process lethality value, Fo, of 5 min at 121.1 °C was used. For acidified thermal processing, when pH is ≤4.5, a pasteurization treatment with an F90 °C/10 min was used. The influence of the process on required process times, achieved process lethality, product color and textural properties were evaluated for process effectiveness and quality retention comparisons. The purpose was to demonstrate the quality advantage and energy reduction opportunities with acidified thermal processing of low-acid foods.
2. Materials and Methods
2.1. Materials
The citric acid, sucrose and common salt used were food grade and obtained from a local supermarket. Fresh vegetables (beets, Daikon radish, carrots and turnips) were purchased from a local grocery store, Maxi (Dorval, QC, Canada), and were stored in a refrigerator (4 °C) [28]. Other chemicals such as sodium hydroxide (NaOH) were obtained from Sigma.
2.2. Processing Treatments
2.2.1. Preparation
Prior to processing, vegetables were washed, peeled, and cut into cubes of dimensions 1.7 cm × 1.7 cm × 1.7 cm and blanched in a water bath (in 1:10 ratio), followed by cooling in an ice bath. The following blanching conditions were selected based on the literature: 90 °C for 7 min for beets, 90 °C for 3 min for carrots, 97 °C for 3 min for turnips and 100 °C for 3 min for white radishes [17,29,30,31]. The temperatures were maintained within ±2 °C during the treatment.
2.2.2. Acidification
A target pH of 4.5 was used to create acidified vegetables. To attain the required pH of 4.5, the vegetable cubes were immersed in an ultrasonic water bath (Model–TH-SPQXJ-40A, 40 kHz operation; made in China) filled with 2% food-grade citric acid solution (Milliard, New York, NY, USA) at 35 ± 1 °C for the required times, which varied from 3 to 5 min. The sample-to-solution ratio was maintained at 1:10 during the acidification treatment.
2.2.3. Measurement of pH and Acidity
About 10 g of vegetables were blended with 50 mL of distilled water and the pH was measured using a pH meter (Accumet AB 15 pH meter, Fischer Scientific, Waltham, MA, USA) at room temperature, 20 °C. Prior to the experiments, the pH meter was calibrated using a standard buffer solution of pH 4, 7 and 10. The acidity of the sample after acidification and de-acidification experiments was measured by titrating the sample with a standardized N/10 sodium hydroxide solution.
2.2.4. Process Establishment
About 200 g of the acidified vegetable cubes were packed in 270 mL glass jars and filled with a covering liquid (solution with 2% sucrose and 2% salt) at 95 °C with a headspace of 10 mm. The temperature of the vegetable cubes at the cold point was measured using Track Sense® Pro wireless sensors and a data logger (Ellab Inc., Denver, CO, USA).
For commercial sterilization processing conditions, an Instant PotR programmable pressure cooker (Instant Pot Max programmable pressure cooker, 1100 W) was used with a preset operating temperature of 120 °C under pressurized conditions, as is generally used in commercial vertical retorts. The operating procedure of the Instant Pot cooker was similar to that of a batch steam-based vertical retort process. In order to provide steam, a small amount of water is added to the bottom of the cooker, up to a check mark below the steam rack, on which the glass jars were placed. The water is electrically heated. During the come-up period, the cooker is pressure locked and periodically vented to remove the air from inside, and the processing time was turned on once the preset temperature was reached. After the processing, the heat was turned off, but the cooker was allowed to cool slowly (pressure cooling) and collapse the steam pressure prior to the final release of the pressure-lock to remove the glass jars. The processing treatment conditions were highly reproducible, and treatments were performed in duplicates. A temperature-controlled water bath was used for processing the acidified vegetables.
Heat penetration data were first gathered by heating the product for establishing the required process times [32]. The intensity of pasteurization and commercial thermal processing treatments were measured by using the time-temperature integration concept of process lethality (Fo) as calculated using Equation (1) [33]. Equation (1) is traditionally used in thermal processing calculations and is related to the destruction of anaerobic spore-forming and pathogenic spore-forming bacteria, Clostridium botulinum and other mesophilic spore formers, which thrive in low-acid foods. The temperature sensitivity parameter, z-value, of spore-forming bacteria is generally taken as 10 °C, with a reference temperature of 121.1 °C. The minimal thermal processing for commercial sterility is generally accepted as a Fo value 3.0 min equivalent to a conservative 12 D-value of C. botulinum spores (decimal reduction time (D-value) of 0.25 min at 121.1 °C). Since some mesophilic spoilage-forming bacteria have D-values much higher, in order to minimize spoilage to a low level, an Fo value of 5–10 min is used in the processing of low-acid products. In this study, a Fo value of 5 min was used for commercial processing without acidification. These were obtained through time-temperature integration (Equation (1)) using the heat penetration data gathered for each vegetable.
For acidified thermal processing, generally a lower z-value (5–8 °C) is often used, corresponding to vegetative bacteria; but, for process establishment in European standards, a pasteurization value (Po) calculated at the reference temperature of 90 °C with a z-value of 10 °C to an accumulated value of 10 min is used (adequate for nonproteolitic strains of C. botulinum) (Equation (2)). This was used in this study, and heating was conducted in a temperature-controlled water bath.
For gathering temperature-time data, wireless temperature loggers were used and placed at the geometric centre of the canning glass jars with the sensor tip buried in a vegetable particle (Track Sense Pro, wireless loggers; Track Sense, Ellab Inc., Centennial, CO). Data were recorded using a data logger at 15 s intervals using the Agilent Data Acquisition System (HP34970A, Hewlett Packard, Loveland, CO, USA).
- Sterilization process:Sterilization process lethality, Fo (low-acid vegetable) = ∫ 10((T−121.1)/z) dt
- Pasteurization process:Pasteurization process lethality, Po (acidified vegetable) = ∫ 10((T−90.0)/z) dt
2.3. Color
The colour of the processed and unprocessed samples was measured using a tristimulus Chroma meter (Minolta Corp., Ramsey, NJ, USA) as described by Li et al. [34] to determine CIE LAB coordinates using D65 illuminant with a 10° observational angle. Twelve randomly selected cubes were closely placed on a white petri dish, which was held close to the chroma meter sensor. Prior to measurements, the instrument was calibrated using a white standard plate. All samples were maintained within 23–25 °C.
2.4. Texture
Texture profile analysis (TPA) was carried out to evaluate different parameters (hardness, resilience and chewiness) of samples using TA-XT Plus Texture Analyzer (Stable Micro Systems, Godalming, Surrey, UK), equipped with a 30 kg load cell. The samples were compressed to 20% of the original height using a L-25 persplex probe, with pre-test, test and post-test speed of 2 mm/s. All measurements were performed at room temperature (23–25 °C) [35]. Multiple parameters, including hardness, resilience, cohesiveness and chewiness (gumminess/resilience) were evaluated for each processing operation.
2.5. Post Process De-Acidification Treatment (Radish)
To carry out de-acidification experiments, samples of baby radishes, size 1.0 × 1.5 cm, were used. One set of samples were used for this purpose. The equilibrium acidity, after achieving a pH of 4.5, was 0.90%, expressed as citric acid. Acidified samples were soaked in regular tap water using a 2:1 solution to particle ratio and kept for a period of 0–30 min, and a change in the sample acidity and sample pH of the acidified samples was observed. All experiments were carried out at room temperature with no agitation. The samples were taken out of the tap water after a 30 min soaking time was completed and the acidity and pH were determined.
2.6. Statistical Analysis
Analysis of variance (ANOVA) was performed using IBM SPSS statistical package, version 27. Tukey’s post hoc was carried out to evaluate the difference between different groups across all test variables. The significance of the data was considered at p ≤ 0.05.
3. Results and Discussion
3.1. Commercial Sterilization and Pasteurization Process Times
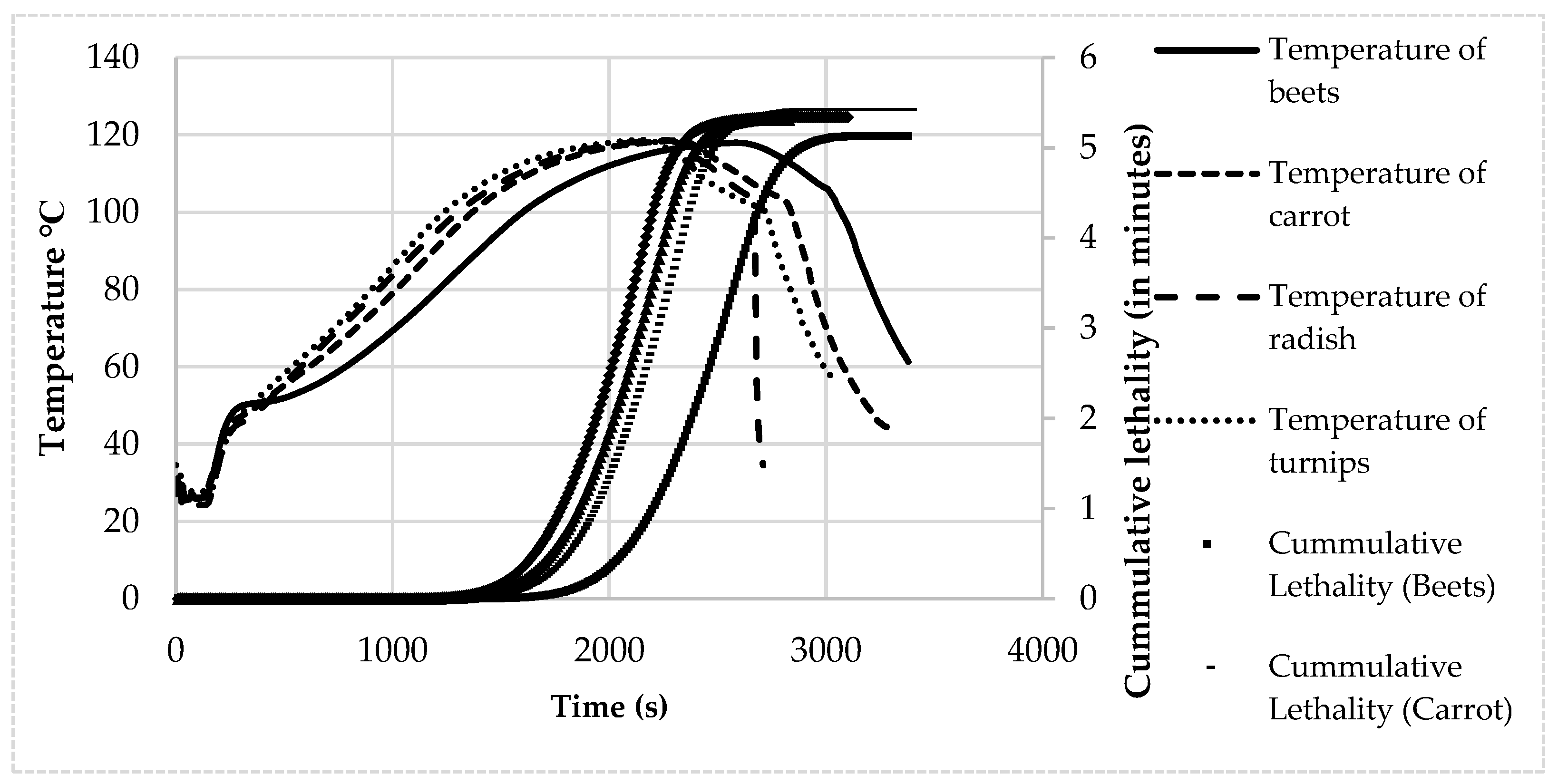
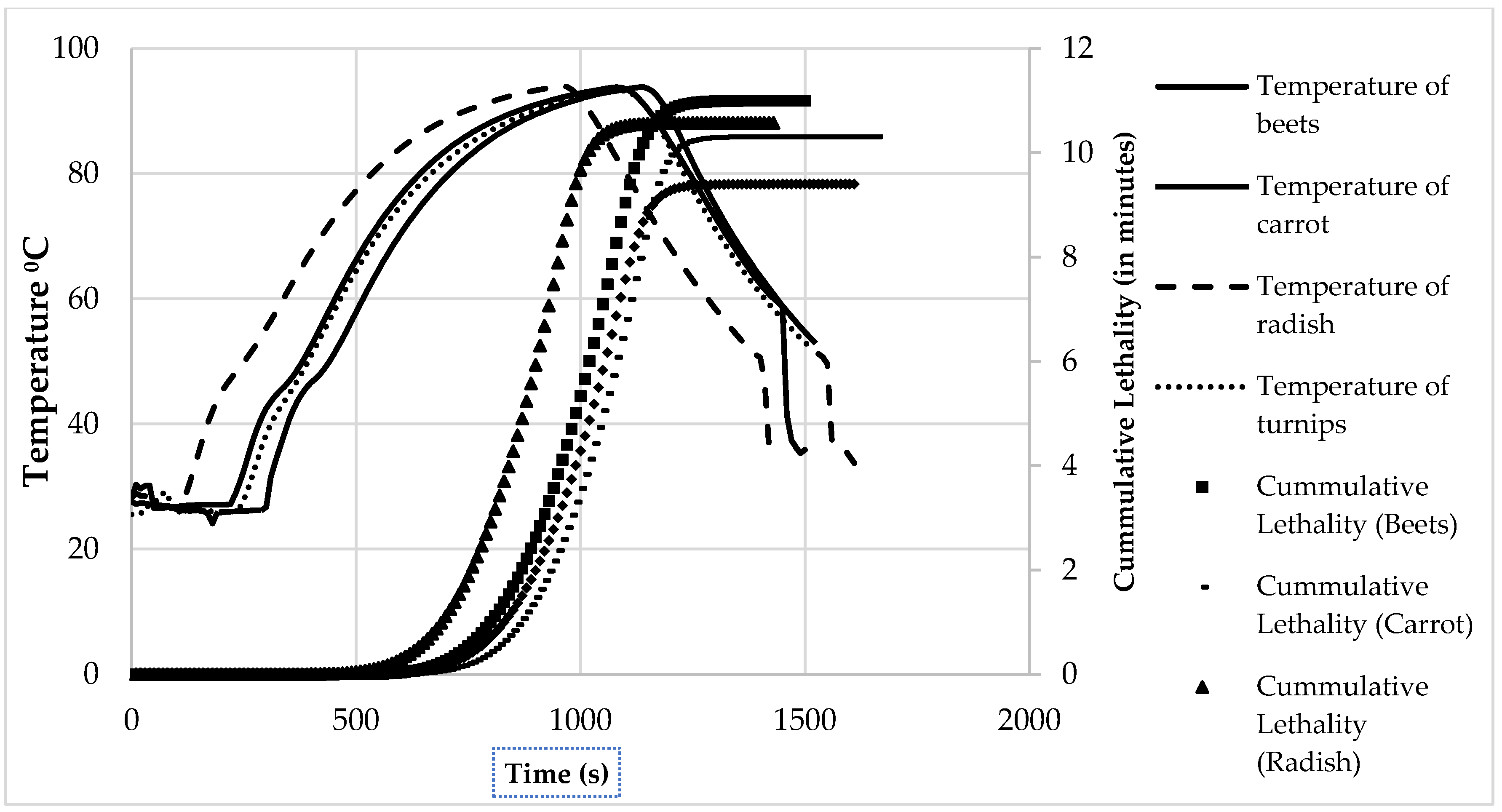
For commercial sterilization processing, independent trials were conducted to achieve an F-value of 5 min at 121.1 °C (Equation (1)). Similarly, an equivalent p-value of 10 min at 90 °C, aimed at a 6-log reduction of nonproteolytic type Clostridium botulinum, was used for the acidified vegetables (Equation (2)). Figure 1 shows the internal temperature recorded during the commercial sterilization treatment for different vegetables. Figure 2 shows similar results under pasteurization conditions with the F90 °C/10 min values.
The required process times were obtained as average values from replicates and subsequently used with vegetables for quality comparisons. The computed process times for the nonacidified low-acid vegetables (commercial sterilization) and acidified vegetables are summarized in Table 1. It is clear from Table 1 that there were only small differences in process times between the different vegetables for both processes. For the commercial sterilization process, the process (cook times after the pot reached 120 °C) varied from 11.9 to 12.2 min, and, for the pasteurization process in boiling water at 100 °C, the cook times varied from 11.7 to 13.3 min. The major difference was between low-acid vegetables, and acidified low-acid vegetables which existed with respect to the processing temperatures. The process temperature reduced from 121.0 °C to 100 °C. Both these processing conditions are expected to result in shelf-stable products. The actual Fo value achieved during the cook times varied between 5.1 and 5.3 min (at 121.1 °C) for commercial sterilization and the Po value for pasteurization varied between 10.4 and 11.3 min (at 90 °C) for the different vegetables.
Using the same Fo concept used for commercial sterility (Fo 5 min at 121.1 °C), the equivalent Fo values contributed under pasteurization will be equal to 10 min at 90, 1.0 min at 110 °C and 0.1 min at 120 °C. This indicates the process intensity under commercial sterilization of low-acid food conditions is about 50 times more severe. This will have an implication with respect to quality parameters, as will be discussed in the following headings. By the same approach, the energy consumption for pasteurization processing would be less than 2% of what would be required for the sterilization process.
3.2. Texture
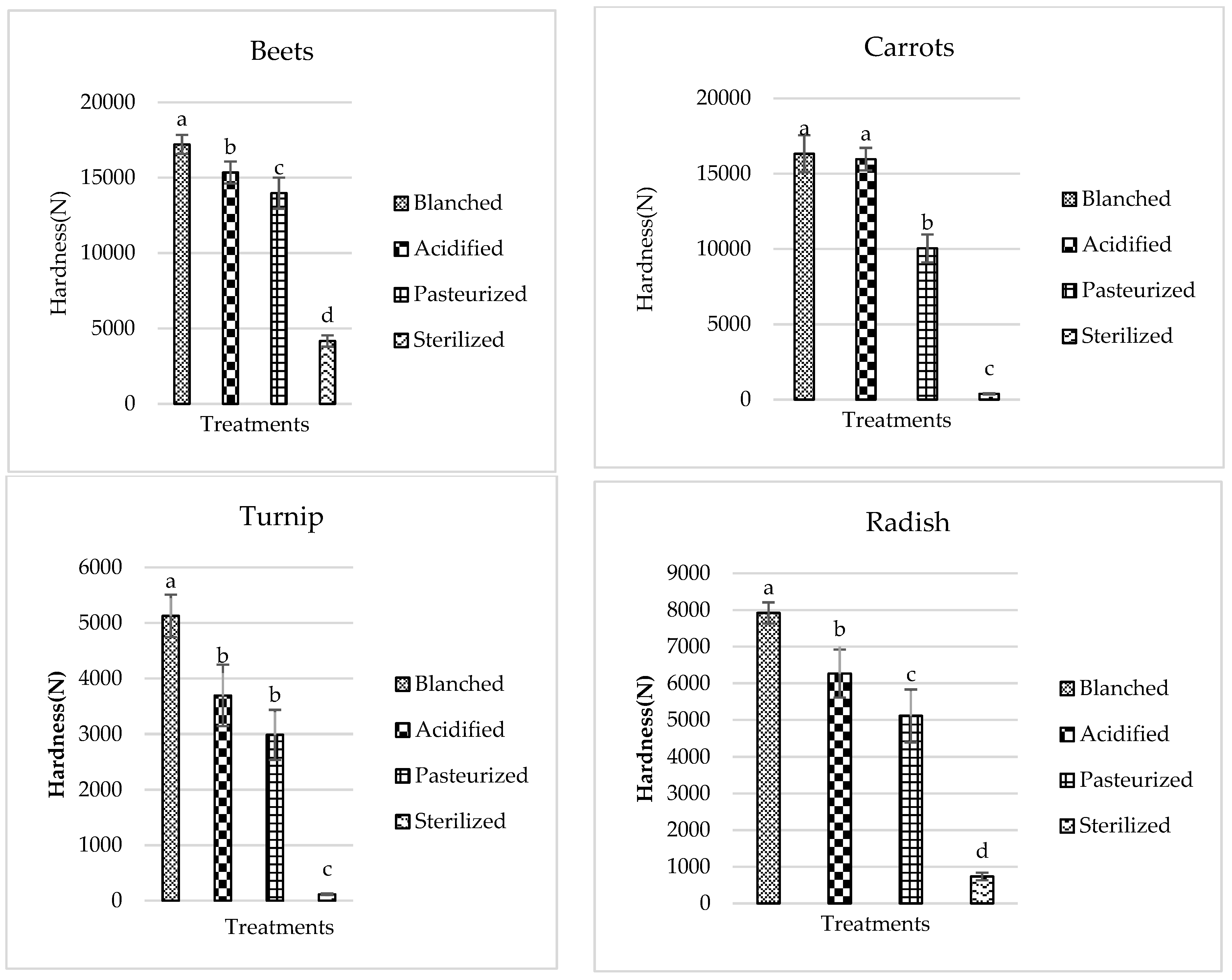
The initial hardness values for the different vegetables are shown in Table 2. Hardness was defined as the peak force recorded during the first compression cycle. Carrots and beets showed a higher value of initial hardness than turnips and radishes. Carrots had the highest value, and radishes had the least.
The hardness values of processed vegetables of are shown in Figure 3. Blanching significantly reduced the firmness by approximately 45, 50, 49 and 76% in beets, carrot, white radish and turnip cubes. Blanching results in cell collapse and a breakdown in texture, which is consistent with the literature [30]. The loss of firmness in vegetables due to thermal processing can further be associated with the gelatinization of starch and rupturing of the cell walls due to degradation of pectic substances. Furthermore, ultrasound acidification with citric acid (only for acidified vegetables) also resulted in some decrease in the hardness values; although, they weren’t statistically significant in beets and carrots. This has been attributed to loss of cell integrity caused by cavitation and microjets formation during ultrasound treatments [24].
Conventional sterilization resulted in a major degradation of texture, while pasteurization treatment was found to result in only a minimal further loss in texture. This trend is also in line with previous studies carried out with carrots and mushrooms [36,37]. Processing at higher temperatures obviously results in a greater texture loss, and this has been found to be further associated with β-elimination reactions in conventionally processed vegetables [38]. Trends observed for gumminess and chewiness values for the different vegetables gave somewhat similar trends with small quantitative differences.
The effect of pasteurization and sterilization processes on the texture parameters can be expected to be associated with the overall thermal intensity of the process. Blanching is the first step, which is a brief heat treatment for the purpose of enzyme inactivation, and it resulted in the first breakdown of texture (common for all vegetables). Then the acidification process where the vegetable pieces were held in an acid bath and subjected to ultrasonic acidification resulted in some further softening as result of some texture disruption due to the sonication effect. After that, the vegetables were either pasteurized (milder processing in boiling water) or sterilized (at higher temperature for a long time, which was required to make the product commercially sterile). Between the two, pasteurization had a much milder effect on texture than sterilization. As mentioned earlier, the thermal severity for sterilization (5 min at 121.1 °C) is at least 50 times higher compared to that of pasteurization (10 min at 90 °C). The associated texture degraded in a likewise fashion.
3.3. Color
Parameters L, a and b, along with hue, angle and chroma were evaluated for the processed vegetable samples. Based on the different color and pigments present in beets, turnips, carrots and radishes, different colorimetric parameters were affected. The effect of the acidification process on color parameters can be more significant than texture because of chemical reactions. The initial values of L, a and b are listed in Table 2. In general, the initial color values varied significantly between the samples. Turnips had the highest L followed by radishes, carrots and beets, and these were somewhat consistent with their visual brightness appearance. Carrots and beets had higher positive “a values” (redness) as compared to turnips and radishes, indicating their redness. The yellowness factor, “b value”, was high with carrots, followed by turnips, and were much lower for the other two.
3.3.1. Beets
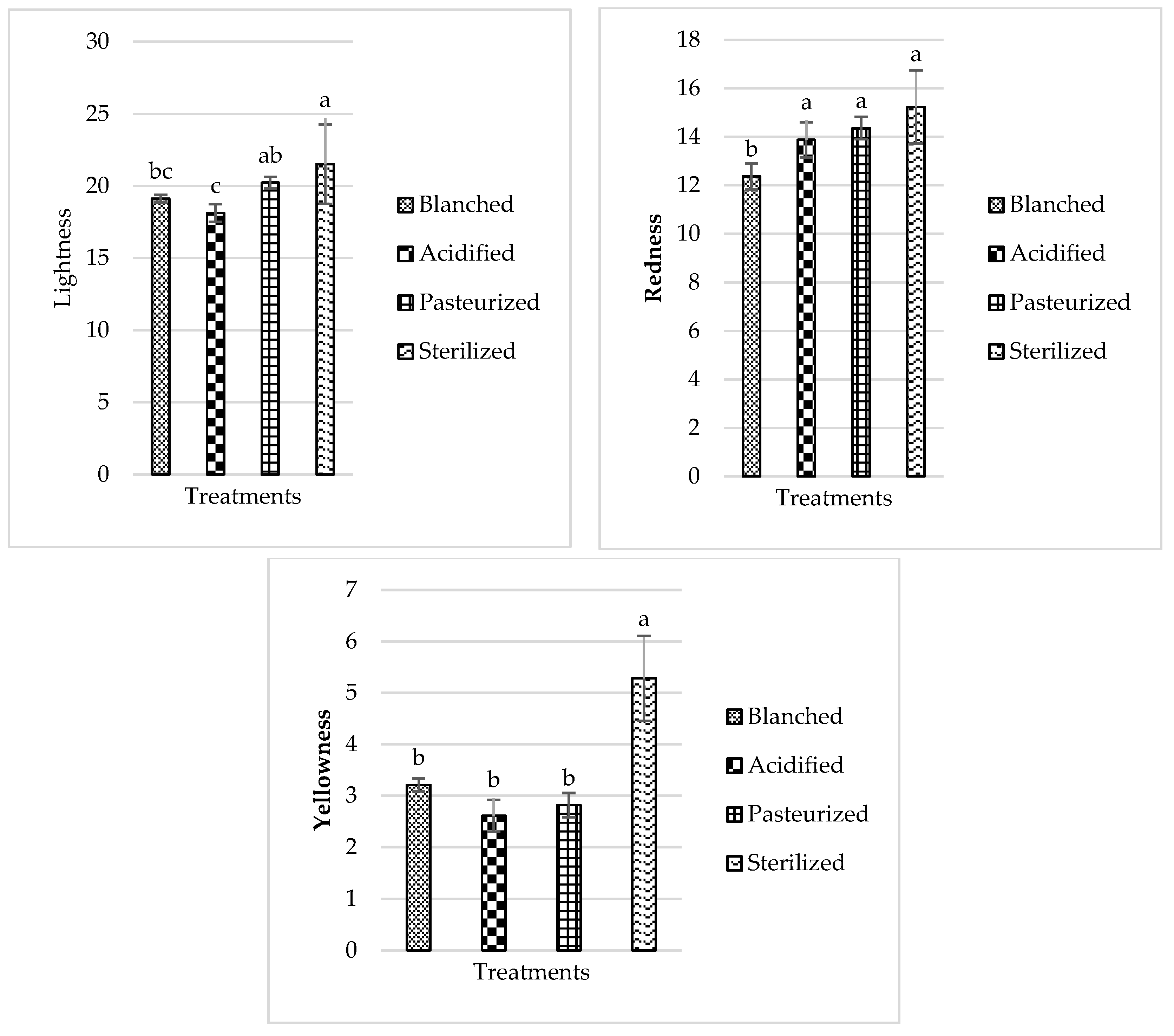
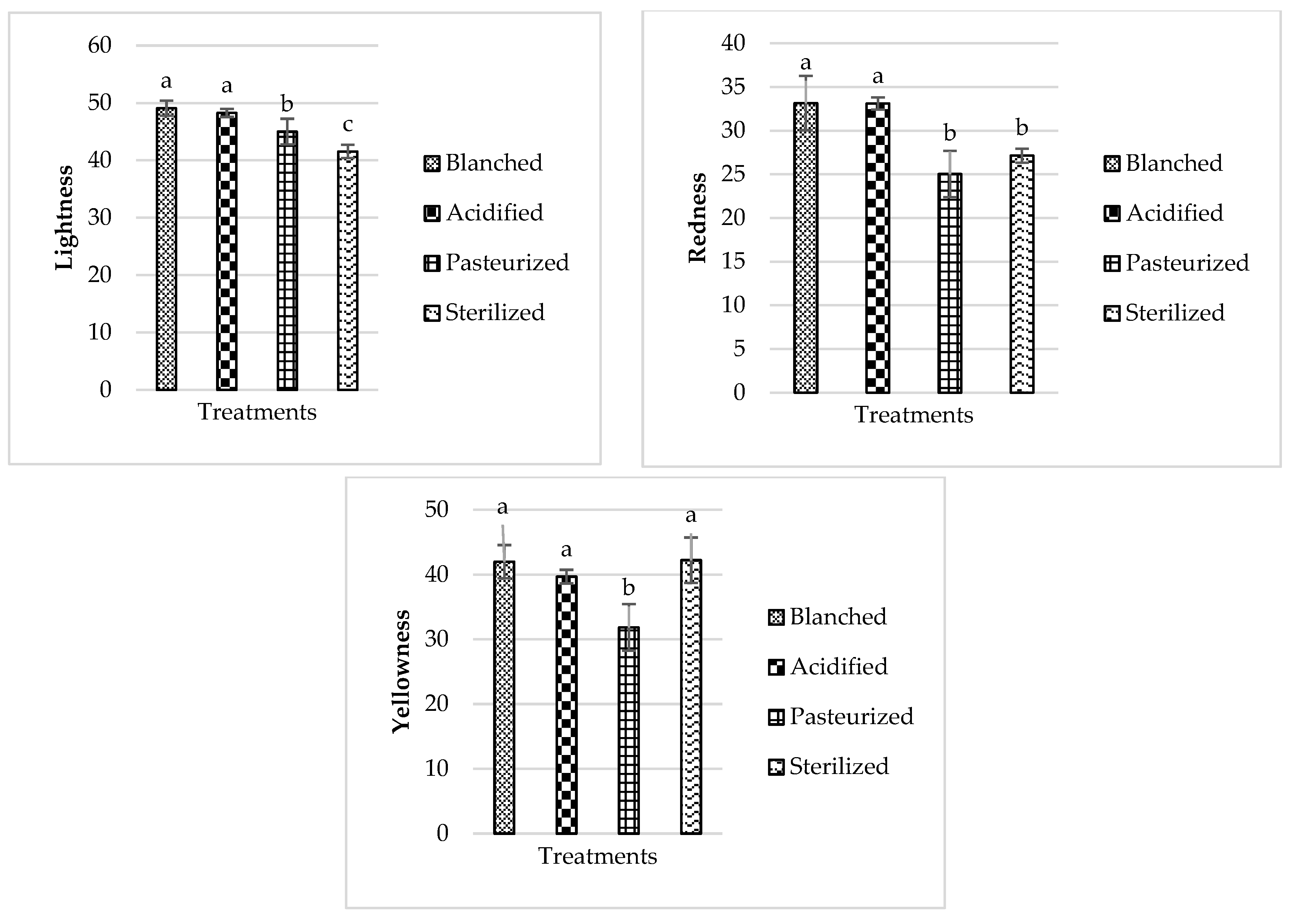
The changes in color of the beets are likely caused by thermal degradation of betaxanthin and betacyanin pigments. Figure 4 represents changes in colorimetric parameters during successive processing steps. Blanching treatment, acidification (for acidified vegetables), pasteurization and sterilization were found to increase the L-value of beets, which has also been reported in a previous study [39]. The increase in lightness during thermal treatment has been linked with the thermo-labile nature of betalain pigments. Acidification, on the other hand, caused a reduction in lightness, which indicates a different pigment degradation mechanism [40]. Pasteurization and sterilization treatments were not different with respect to sample lightness (p > 0.05).
Blanching also caused a reduction in a- (redness) and b- (yellowness) values, as shown in Figure 4, and this has been observed in an earlier study [41] and is associated with the leaching of water-soluble pigments [42]. As beets were processed further, the a-value was increased marginally in both pasteurization and sterilization treatments, while a relatively higher b-value was observed in the sterilization treatment, which depicts an overall shift towards a yellowish shade as a consequence of a betacyanin degradation reaction [43].
3.3.2. Carrot
A decrease in lightness was observed after each processing operation, although cubes after acidification were not found to be statistically different from its blanched counterpart (Figure 5). This darkening of the carrot color along with the reduction in redness values could have resulted from the thermal transition of carotenoid pigments [44]. In terms of the a-value, carrots processed using pasteurization treatment were similar to sterilization treatment. Carrot samples processed using sterilization had significantly higher yellow color relative to pasteurized carrots [36]. In addition, acidification did not affect the color of carrot pieces significantly, indicating minimal isomerization and degradation reactions in carotenoid pigments. Owing to a combination of factors, such as short exposure time, concentration of acid and carrot matrix, minimal effect on the color of carrots was found.
3.3.3. Turnip
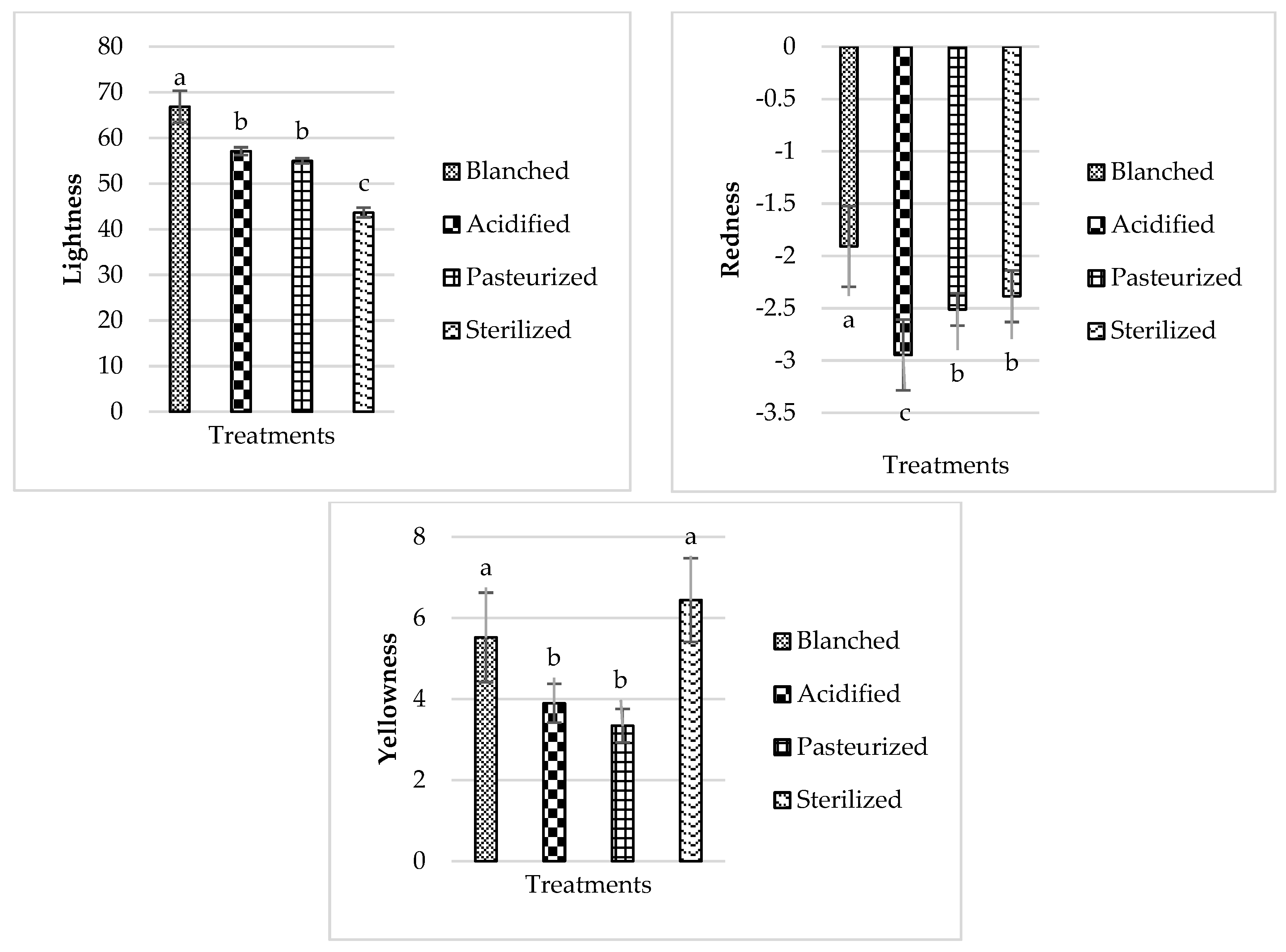
The decrease in L-value during the heat treatments has been attributed to non-enzymatic with decrease in lightness being observed for turnips as well, which indicates non-enzymatic browning reactions (Figure 6). The a-value showed a shift towards a greenish color (negative a-values), and a decrease in b-value was observed during the heat processing operations. No significant difference was observed for the a-value for pasteurized and sterilized samples.
3.3.4. Radish
The changes observed with radishes were similar to those observed with turnips, possibly because of similar structural characteristics (Figure 7). Radish samples that underwent conventional thermal treatment were higher in yellowness, which depicts a relatively higher concentration of yellow pigment. Here, also the a-values showed a greenish trend with negative values.
3.4. De-Acidification
This study was carried out to test if the acidity incorporated to reduce the pH of low-acid vegetables during processing and storage can be effectively removed prior to their use as ingredients in food formulations. The change in the sample acidity (%) and sample pH of the acidified samples with the soaking time in water in a typical test run is shown in Table 3. Other samples demonstrated a similar, easy leaching of absorbed acid. The sample acidity decreased, and pH increased, as the soaking time increased. At 0 min, the initial percentage acidity was 0.15%, and soaking the samples in water for 5 min reduced it to 0.085%, which is nearly 55% of the initial acidity, and after soaking the samples for 20 min, the acidity was found to reduce to 40%. The sample pH prior to de-acidification was 4.5, and, with 5 min of soaking in water, it increased to 4.8 and reached 5.2 after 20 min of soaking. Hence, the de-acidification was rather easy. During the acidification process, the acid from the solution diffuses into the sample and mostly occupies the open cellular spaces (like in a typical rehydration process). This acid is expected to be loosely held and probably easily leached out to the surrounding water during the soaking. In cooking conditions, this would be even faster. Hence, the acidification process should not affect the final acid taste of the product in different formulations. When it is necessary to add more acid during formulation, the addition of acids could be adjusted during cooking to compensate for what is already present in the acidified vegetables.
Acidification was carried out using a rapid ultrasonic treatment (less than 10 min), which reduced the pH uniformly to 4.5. Acidified vegetables were processed, such high acid-foods in boiling water (F90 °C/10 min), while normal vegetables were processed under traditional low-acid processing conditions to an Fo (121.1 °C) value of 5.0 min. The acidified vegetables demonstrated a significantly higher texture retention without showing major changes in their color properties. The removal of acid after the process was simple and required about 15 min of soaking in water. Acidified thermal processing was, therefore, considered an attractive alternative to conventional processing of carrots, beetroot, radishes and turnips.
4. Conclusions
Thermal processing is a widely used method for food preservation. Several factors are important in establishing a successful thermal process, and, among them, pH is considered very important. Low-acid foods (pH > 4.6) can harbor the growth of many pathogenic and spoilage-causing bacterial spores. They require a more severe treatment, generally carried out under pressurized conditions at temperatures between 110 and 130 °C for appropriate times. Since the spores are inactive when the pH is lower than 4.5, for foods at a pH lower than 4.5, the process need not be targeted for bacterial spore inactivation. Therefore, these are carried out in boiling water conditions (pasteurization) under milder conditions. These conditions are conducive for better energy conservation and textural quality retention. This study demonstrated such a concept was feasible for several low-acid vegetables, which were externally acidified to bring the pH to 4.5 and processed similar to high-acid foods.
Author Contributions
Conceptualization, H.S.R.; methodology, H.S. and H.S.R.; validation, H.S.; formal analysis, H.S.R.; investigation, H.S.; data curation, H.S.; writing—original draft preparation, H.S.; writing—review and editing, H.S.R.; supervision, H.S.R. All authors have read and agreed to the published version of the manuscript.
Funding
This research was partially supported by funds from the Natural Sciences and Engineering Council of Canada Discovery Grants Program.
Data Availability Statement
Data will be made available on request.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ramaswamy, H.S.; Marcotte, M. Food Processing: Principles and Applications, 1st ed.; Taylor and Francis: Abingdon, UK; CRC Press: Boca Raton, FL, USA, 2005; p. 440. [Google Scholar]
- Chen, C.R.; Ramaswamy, H.S. Modeling and optimization of constant retort temperature (CRT) thermal processing using coupled neural network and genetic algorithm. J. Food Process Eng. 2002, 25, 351–379. [Google Scholar] [CrossRef]
- Singh, A.; Singh, A.P.; Ramaswamy, H.S. Effect of Processing Conditions on Quality of Green Beans Subjected to Reciprocating Agitation Thermal Processing. Food Res. Int. 2015, 78, 424–432. [Google Scholar] [CrossRef] [PubMed]
- Ramaswamy, H.S.; Grabowski, S. Influence of entrapped air on the heating behavior of a model food packaged in semi-rigid plastic containers during thermal processing. LWT Food Sci. Technol. 1996, 29, 82–93. [Google Scholar] [CrossRef]
- Ramaswamy, H.S.; Awuah, G.B.; Simpson, B.K. Heat transfer and lethality considerations in aseptic processing of liquid particle mixtures: A review. Crit. Rev. Food Technol. 1997, 37, 253–286. [Google Scholar] [CrossRef]
- Breidt, F.; Kay, K.; Osborne, J.; Ingham, B.; Arritt, F. Thermal processing of acidified foods with pH 4.1 to pH 4.6. Food Prot. Trends 2014, 34, 132–138. [Google Scholar]
- Odlaug, T.E.; Pflug, I.J. Thermal destruction of Clostridium botulinum spores suspended in tomato juice in aluminum thermal death time tubes. Appl. Environ. Microbiol. 1977, 34, 23–29. [Google Scholar] [CrossRef]
- Ramaswamy, H.S. Novel food technologies for enhancing food security and food safety. Ethiop. J. Appl. Sci. Technol. 2013, 23, 17–25. [Google Scholar]
- Rattan, N.S.; Ramaswamy, H.S. Comparison of free/bi-axial, fixed axial, end-over-end and static thermal processing effects on process lethality and quality changes in canned potatoes. LWT Food Sci. Technol. 2014, 58, 150–157. [Google Scholar] [CrossRef]
- Tola, Y.B.; Ramaswamy, H.S. Thermal destruction kinetics of Bacillus licheniformis spores in carrot juice extract as influenced by pH, type of acidifying agent and heating method. LWT Food Sci. Technol. 2014, 56, 131–137. [Google Scholar] [CrossRef]
- Tola, Y.B.; Ramaswamy, H.S. Combined effects of high pressure, moderate heat and pH on the inactivation kinetics of Bacillus licheniformis spores in carrot juice. Food Res. International. 2014, 62, 50–58. [Google Scholar] [CrossRef]
- Azizi, A.; Ranganna, S. Thermal processing of acidified vegetables. J. Food Sci. Technol. 1993, 30, 422–428. [Google Scholar]
- Tola, Y.B.; Ramaswamy, H.S. Microbiological Design and Validation of Thermal and High Pressure Processing of Acidified Carrots and Assessment of Product Quality. J. Food Process. Preserv. 2015, 39, 2991–3004. [Google Scholar] [CrossRef]
- Tola, Y.B.; Ramaswamy, H.S. Novel processing methods: Updates on acidified vegetables in thermal processing. Curr. Opin. Food Sci. 2018, 23, 64–69. [Google Scholar] [CrossRef]
- Smith, A.; Stratton, J. Acidified foods: Food processing for entrepreneurs series. In Institute of Agricultural and Natural Resources; University of Nebraska Lincoln: Lincoln, NE, USA, 2007. [Google Scholar]
- Juliao, P.C.; Maslanka, S.; Dykes, J.; Gaul, L.; Bagdure, S.; Granzow-Kibiger, L.; Barzilay, E.J. National outbreak of type a foodborne botulism associated with a widely distributed commercially canned hot dog chili sauce. Clin. Infect. Dis. Off. Publ. Infect. Dis. Soc. Am. 2013, 56, 376–382. [Google Scholar] [CrossRef] [PubMed]
- Tola, Y.B.; Ramaswamy, H.S. Evaluation of high pressure (HP) treatment for rapid and uniform pH reduction in carrots. J. Food Eng. 2013, 116, 900–909. [Google Scholar] [CrossRef]
- Barron, F.H.; Fraser, A.M. Acidified foods: Food safety considerations for food processors. Food Ind. 2013, 231–239. [Google Scholar]
- García-Pérez, J.V.; Cárcel, J.A.; Benedito, J.; Mulet, A. Power Ultrasound Mass Transfer Enhancement in Food Drying. Food Bioprod. Process. 2007, 85, 247–254. [Google Scholar] [CrossRef]
- Rojas, M.L.; Alvim, I.D.; Augusto, P.E.D. Incorporation of microencapsulated hydrophilic and lipophilic nutrients into foods by using ultrasound as a pre-treatment for drying: A prospective study. Ultrason. Sonochem. 2019, 54, 153–161. [Google Scholar] [CrossRef] [PubMed]
- Xia, T.; Shi, S.; Wan, X. Impact of ultrasonic-assisted extraction on the chemical and sensory quality of tea infusion. J. Food Eng. 2006, 74, 557–560. [Google Scholar] [CrossRef]
- Mashkour, M.; Maghsoudlou, Y.; Kashaninejad, M.; Aalami, M. Effect of ultrasound pretreatment on iron fortification of potato using vacuum impregnation. J. Food Process. Preserv. 2018, 42, e13590. [Google Scholar] [CrossRef]
- Ashokkumar, M. Theoretical and Experimental Sonochemistry Involving Inorganic Systems; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2010. [Google Scholar]
- Miano, A.C.; Rojas, M.L.; Augusto, P.E.D. Structural changes caused by ultrasound pretreatment: Direct and indirect demonstration in potato cylinders. Ultrason. Sonochem. 2019, 52, 176–183. [Google Scholar] [CrossRef] [PubMed]
- Parker, C.C.; Parker, M.L.; Smith, A.C.; Waldron, K.W. Pectin Distribution at the Surface of Potato Parenchyma Cells in Relation to Cell−Cell Adhesion. J. Agric. Food Chem. 2001, 49, 4364–4371. [Google Scholar] [CrossRef] [PubMed]
- Mao, Y.; Lei, R.; Ryan, J.; Arrutia Rodriguez, F.; Rastall, B.; Chatzifragkou, A.; Binner, E. Understanding the influence of processing conditions on the extraction of rhamnogalacturonan-I “hairy” pectin from sugar beet pulp. Food Chem. X 2019, 2, 100026. [Google Scholar] [CrossRef] [PubMed]
- Sila, D.N.; Smout, C.; Vu, S.T.; Van Loey, A.; Hendrickx, M. Influence of pretreatment conditions on the texture and cell wall components of carrots during thermal processing. J. Food Sci. 2005, 70, E85–E91. [Google Scholar] [CrossRef]
- Finotti, E.; Bertone, A.; Vivanti, V. Balance between nutrients and anti-nutrients in nine Italian potato cultivars. Food Chem. 2006, 99, 698–701. [Google Scholar] [CrossRef]
- Moreira, L.A.; Oliveira, F.A.R.; Oliveira, J.C.; Singh, R.P. Textural changes in vegetables during thermal processing. II. Effects of acidification and selected pretreatments on texture of turnips. J. Food Process. Preserv. 1994, 18, 497–508. [Google Scholar] [CrossRef]
- Paciulli, M.; Medina-Meza, I.G.; Chiavaro, E.; Barbosa-Cánovas, G.V. Impact of thermal and high pressure processing on quality parameters of beetroot (Beta vulgaris L.). LWT-Food Sci. Technol. 2016, 68, 98–104. [Google Scholar] [CrossRef]
- Park, S.-O.; Kim, W.-K.; Park, D.-J.; Lee, S.-J. Effect of blanching time on the quality characteristics of elderly-friendly kkakdugi. Food Sci. Biotechnol. 2017, 26, 419–425. [Google Scholar] [CrossRef]
- Tola, Y.B.; Ramaswamy, H.S. Thermal processing principles. In Food Biochemistry and Food Processing, 2nd ed.; Simpson, B.K., Ed.; Willey-Blackwell: Hoboken, NJ, USA, 2012; pp. 725–745. [Google Scholar]
- Ramaswamy, H.S.; Abbatemarco, C.A.; Sablani, S.S. Heat transfer rates in a canned food model as influenced by processing in an end-over-end rotary steam/air retort. J. Food Proc. Preserv. 1993, 17, 269–286. [Google Scholar] [CrossRef]
- Li, X.; Zhang, L.; Peng, Z.; Zhao, Y.; Wu, K.; Zhou, N.; Bai, W. The impact of ultrasonic treatment on blueberry wine anthocyanin color and its In-vitro anti-oxidant capacity. Food Chem. 2020, 333, 127455. [Google Scholar] [CrossRef]
- Chen, C.; Marcotte, M.; Taherian, A. Kinetic modeling of texture properties of Bologna sausage under cooking conditions. Int. J. Food Prop. 2009, 12, 252–260. [Google Scholar] [CrossRef]
- Vervoort, L.; Van der Plancken, I.; Grauwet, T.; Verlinde, P.; Matser, A.; Hendrickx, M.; Van Loey, A. Thermal versus high pressure processing of carrots: A comparative pilot-scale study on equivalent basis. Innov. Food Sci. Emerg. Technol. 2012, 15, 1–13. [Google Scholar] [CrossRef]
- Zivanovic, S.; Buescher, R.; Kim, S. Mushroom texture, cell wall composition, color, and ultrastructure as affected by pH and temperature. J. Food Sci. 2003, 68, 1860–1865. [Google Scholar] [CrossRef]
- Fraeye, I.; De Roeck, A.; Duvetter, T.; Verlent, I.; Hendrickx, M.; Van Loey, A. Influence of pectin properties and processing conditions on thermal pectin degradation. Food Chem. 2007, 105, 555–563. [Google Scholar] [CrossRef]
- Herbach, K.; Stintzing, F.; Carle, R. Impact of thermal treatment on color and pigment pattern of red beet (Beta vulgaris L.) preparations. J. Food Sci. 2004, 69, C491–C49842. [Google Scholar] [CrossRef]
- Manchali, S.; Murthy, K.N.C.; Nagaraju, S.; Neelwarne, B. Stability of Betalain Pigments of Red Beet. In Red Beet Biotechnology: Food and Pharmaceutical Applications; Neelwarne, B., Ed.; Springer: Boston, MA, USA, 2012; pp. 55–74. [Google Scholar]
- Latorre, M.E.; Bonelli, P.R.; Rojas, A.M.; Gerschenson, L.N. Microwave inactivation of red beet (Beta vulgaris L. var. conditiva) peroxidase and polyphenoloxidase and the effect of radiation on vegetable tissue quality. J. Food Eng. 2012, 109, 676–684. [Google Scholar] [CrossRef]
- Eyarkai Nambi, V.; Gupta, R.K.; Kumar, S.; Sharma, P.C. Degradation kinetics of bioactive components, antioxidant activity, colour and textural properties of selected vegetables during blanching. J. Food Sci. Technol. 2016, 53, 3073–3082. [Google Scholar] [CrossRef]
- Prieto-Santiago, V.; Cavia, M.M.; Alonso-Torre, S.R.; Carrillo, C. Relationship between color and betalain content in different thermally treated beetroot products. J. Food Sci. Technol. 2020, 57, 3305–3313. [Google Scholar] [CrossRef]
- Gonçalves, E.; Pinheiro, J.; Abreu, M.; Brandão, T.; Silva, C. Carrot (Daucus carota L.) peroxidase inactivation, phenolic content and physical changes kinetics due to blanching. J. Food Eng. 2010, 97, 574–581. [Google Scholar] [CrossRef]
Figure 1.
Temperature and lethality values obtained for processed vegetable pieces (non-acidified) during the cooking at 120 °C [Fo (121.1 °C) values].
Figure 1.
Temperature and lethality values obtained for processed vegetable pieces (non-acidified) during the cooking at 120 °C [Fo (121.1 °C) values].

Figure 2.
Temperature and lethality values obtained for processed acidified vegetable pieces during the cooking at 100 °C [Po (90 °C) values].
Figure 2.
Temperature and lethality values obtained for processed acidified vegetable pieces during the cooking at 100 °C [Po (90 °C) values].

Figure 3.
Hardness of evaluated vegetables at different unit operations including pasteurization and sterilization processes. Different letters indicate a significant difference (p < 0.05).
Figure 3.
Hardness of evaluated vegetables at different unit operations including pasteurization and sterilization processes. Different letters indicate a significant difference (p < 0.05).

Figure 4.
Lightness, redness and yellowness values of beetroot samples after different processing steps. Different letters indicate a significant difference (p < 0.05).
Figure 4.
Lightness, redness and yellowness values of beetroot samples after different processing steps. Different letters indicate a significant difference (p < 0.05).

Figure 5.
Lightness, redness and yellowness values of carrot samples after different processing steps. Different letters indicate a significant difference (p < 0.05).
Figure 5.
Lightness, redness and yellowness values of carrot samples after different processing steps. Different letters indicate a significant difference (p < 0.05).

Figure 6.
Lightness, redness and yellowness values of turnip samples after different processing steps. Different letters indicate a significant difference (p < 0.05).
Figure 6.
Lightness, redness and yellowness values of turnip samples after different processing steps. Different letters indicate a significant difference (p < 0.05).

Figure 7.
Lightness, redness and yellowness values of daikon radish samples after different processing steps. Different letters indicate a significant difference (p < 0.05).
Figure 7.
Lightness, redness and yellowness values of daikon radish samples after different processing steps. Different letters indicate a significant difference (p < 0.05).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Commercial sterilization and pasteurization times for vegetables.
| Vegetable | Pasteurization Cook Time at 110 °C (min) | Sterilization Cook Time at 120 °C (min) |
|---|---|---|
| Carrots | 13.3 ± 1.06 | 11.9 ± 0.12 |
| Radishes | 11.7 ± 0.56 | 12.2 ± 0.16 |
| Beets | 12.7 ± 0.09 | 12.1 ± 0.07 |
| Turnip | 12.9 ± 0.35 | 12.1 ± 0.35 |
Table 2.
Initial quality parameters for fresh vegetable.
| Vegetable | L Value Mean | Std. Dev. | a Value Mean | Std. Dev. | b Value Mean | Std. Dev. | Hardness (N) Mean | Std. Dev. |
|---|---|---|---|---|---|---|---|---|
| Carrots | 52.9 | 4.10 | 39.0 | 4.37 | 49.5 | 4.68 | 32,800 | 1074 |
| Radish | 70.4 | 1.17 | –0.99 | 0.04 | 6.21 | 0.55 | 15,560 | 786 |
| Beets | 15.3 | 0.26 | 19.4 | 1.74 | 6.23 | 0.91 | 31,720 | 1237 |
| Turnip | 85.0 | 2.40 | –0.50 | 0.08 | 11.0 | 0.63 | 21,530 | 1171 |
Table 3.
Typical changes in acidity and pH of radish samples during de-acidification.
| Time (min) | Acidity % | pH |
|---|---|---|
| 0 | 0.150 | 4.50 |
| 5.0 | 0.085 | 4.80 |
| 10 | 0.068 | 4.85 |
| 15 | 0.065 | 5.00 |
| 20 | 0.062 | 5.15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Singh, H.; Ramaswamy, H.S. Thermal Processing of Acidified Vegetables: Effect on Process Time-Temperature, Color and Texture. Processes 2023, 11, 1272. https://doi.org/10.3390/pr11041272
AMA Style
Singh H, Ramaswamy HS. Thermal Processing of Acidified Vegetables: Effect on Process Time-Temperature, Color and Texture. Processes. 2023; 11(4):1272. https://doi.org/10.3390/pr11041272
Chicago/Turabian StyleSingh, Harsimar, and Hosahalli S. Ramaswamy. 2023. "Thermal Processing of Acidified Vegetables: Effect on Process Time-Temperature, Color and Texture" Processes 11, no. 4: 1272. https://doi.org/10.3390/pr11041272
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.