1. Introduction
Surimi-based seafood products including
kamaboko,
eomuk, imitation crab meat, and fish balls have witnessed substantial growth during the 20th century, largely due to the development and commercial application of cryoprotectants in the production of frozen surimi [
1,
2]. Traditionally, surimi seafood was predominantly available in local restaurants near coastal areas, with most products being manually crafted. However, as the 20th century progressed, the production of surimi seafood experienced a significant shift towards mass industrial manufacturing [
3,
4]. Despite the variety of products available in the market, the core processes underlying surimi seafood production remain consistent. These processes involve (1) extracting salt-soluble myofibrillar proteins (i.e., proteins which play a crucial role in determining the texture, gel characteristics, and overall quality of surimi sea food products) through a mixture of salt and water, (2) shaping or molding surimi paste, (3) heating the surimi paste to create surimi gels endowed with unique textural properties, and (4) packaging and employing post-heat treatments to regulate product shelf life [
5,
6,
7].
For the purpose of mass production, the majority of surimi seafood products are manufactured using continuous processes [
3,
8]. Among these, the heating process that transforms surimi in paste form into gel form plays a vital part in giving surimi seafood products their distinctive quality characteristic of elasticity [
1,
5,
6]. The continuous heating process is carried out through various methods, typically involving the use of hot air or steam on paste-state surimi extruded onto a conveyor belt or drum moving at a consistent speed [
9,
10]. Sustaining steady-state heat transfer conditions is imperative in this continuous heating process, ensuring precise attainment of the desired temperature during the residence time in the heating process. Careful monitoring of surimi gelation based on the temperature of the heating medium and the flow rate of moving paste-state surimi are necessary to sustain this steady-state condition. Maintaining a steady flow rate of surimi paste supplied by pumps and the conveyor belt’s speed is especially important. If this stability is lost, it becomes more difficult to verify that the product has reached the desired temperature via heat transfer, which might result in product shape changes. Furthermore, variations in blend ratios or contaminants during input might make verification after the heating process difficult in continuous operations where gelation occurs in open areas, which could lead to the classification of all products as defective.
In continuous processes, various temperature sensors and Near-Infrared (NIR) sensors are utilized for quality management during production. NIR sensors evaluate the interaction between near-infrared light and the food item to determine physical qualities like temperature and humidity [
11,
12]. For instance, the work by He et al. [
13] described a method for creating a smart microwave oven for monitoring the process of defrosting and reheating food using an infrared array sensor and humidity sensor paired together. Alongside techniques that non-destructively measure these physical and chemical attributes, imaging during continuous processes is harnessed to detect impurities and shape changes, contributing to quality control [
14,
15]. Imaging provides a non-contact and non-destructive means of acquiring data, making it suitable for integration into quality management alongside other physical measurement devices. Particularly, image-based quality management holds an advantage in continuous processes, allowing real-time detection and response to errors in blend ratios that are challenging to identify through sensors, defects due to shape alterations, and defects arising from foreign particle inclusion.
The process control and quality management of food processing using various sensors are employed in the production of numerous processed foods [
16,
17,
18]. To enhance the probability of detecting quality disparities in packaged food items, Matindoust et al. [
19] employed an array of radio-frequency identification technologies, encompassing barcode systems, smart cards, image analysis, and gas sensors. Notably, image analysis has been extensively utilized across various fields to pinpoint product imperfections, supported by documented instances of successful applications and fruitful research outcomes [
20,
21,
22]. In a study conducted by Mendoza et al. [
21], a computer vision system was deployed to assess the quality defects in fruits and vegetables. This was achieved by comparing the color spectrum captured in the images with a predefined color threshold for the respective produce. Similar to this, pork meat quality was evaluated using image processing by analyzing the lightness of the meat product [
23]. Recent improvements in artificial intelligence algorithms, in particular, have greatly improved the ability to discriminate through image analysis, producing impressively high accuracy. Numerous artificial intelligence algorithms have been used in studies to identify defects in a range of foods and natural materials [
24,
25]. Moses et al. [
25] applied various deep-learning methods based on convolutional neural network (CNN) algorithms which include EfficientNet-B0, ResNet-50, InceptionV3, MobileNetV2, and MobileNetV3 to evaluate the surface quality of pre-processed rice grain. In their study, a significantly high accuracy of 98.32% was reported for detection of defective rice grains.
In the instance of surimi seafood products, there have been studies and reports on applying statistical quality management by measuring attributes such as texture and color of the final product for quality control [
26,
27]. However, systematic research for quality management within continuous production processes has not been reported. Particularly, research on discerning defects due to deviations in blend ratios of input materials used in continuous processes remains unexplored not only in surimi seafood products but also across other processed food industries.
Thus, this study aims to construct an image analysis and artificial intelligence system to identify errors in blend ratios that may occur during continuous heating processes of mass-produced surimi seafood. To achieve this, a laboratory-scale model process of the continuous heating process for surimi seafood is established, integrating image analysis and temperature sensors. In a continuously running process, the placement of imaging equipment should be strategic, allowing for effective detection of changes in quality attributes. During continuous heating processes, changes in quality attributes encompass complex variations in shape, temperature, and color.
Therefore, the specific objectives of this study include the following: (1) develop a system to measure temperature changes and capture images during the continuous heating process of surimi paste, (2) discerning regions where significant changes can be observed through images during the continuous process, and (3) developing and validating artificial intelligence algorithms capable of identifying temperature and blend ratio changes through image analysis.
2. Materials and Methods
2.1. Surimi Paste Preparation
Frozen Alaska Pollock (
Gadus chalcogrammus) surimi (FA grade, Premier Pacific Seafood, Inc., Seattle, WA, USA) with a moisture content of 75.23 ± 0.17% and a pH of 6.81 ± 0.01 was used. An amount of 500 g of the frozen surimi block were sliced into smaller pieces after being partially thawed in a refrigerator at 4 °C for 12 h to make the surimi paste. A universal food processor (Model UMC5, Stephan Machinery Corp., Hameln, Germany) was then used to chop these pieces at 1800 rpm for 1 min. A cooling medium (ice water) was pumped within the double-walled chopping bowl to keep the sample’s temperature below 4 °C while it was being chopped to prevent the protein degradation. At a speed of 2100 rpm for one minute, 2 wt% of sodium chloride was added and blended with the surimi paste [
28]. Different quantities of corn starch (Ottogi Corporation Ltd., Anyang-si, Gyeonggi-do, Republic of Korea) and ice, as described in
Table 1, were added to the resultant surimi paste solution to control the total sample moisture and starch content. The target surimi paste’s moisture content was set to 78 and 80%, and corn starch was added at quantities of 0, 5, and 10% based on preliminary tests that demonstrated adequate shape of surimi paste after molding through the pumping and the extrusion system. Maintaining the moisture between 78% and 80% is crucial because if moisture content is <78%, the paste is challenging to pump and extrude, and if it is >80%, it becomes too viscous and spreads on the conveyor belt, making it difficult to create well-formed extruded samples. To remove air pockets created during the chopping process, the mixture underwent further mixing at a speed of 2100 rpm for 5 min under 0.5 bar of pressure. This step ensures that the extruded paste is without voids or gaps that can influence the overall quality of the gel. Finally, the surimi paste was put into a container to which a pump hose was attached.
2.2. Surimi Paste Extrusion System
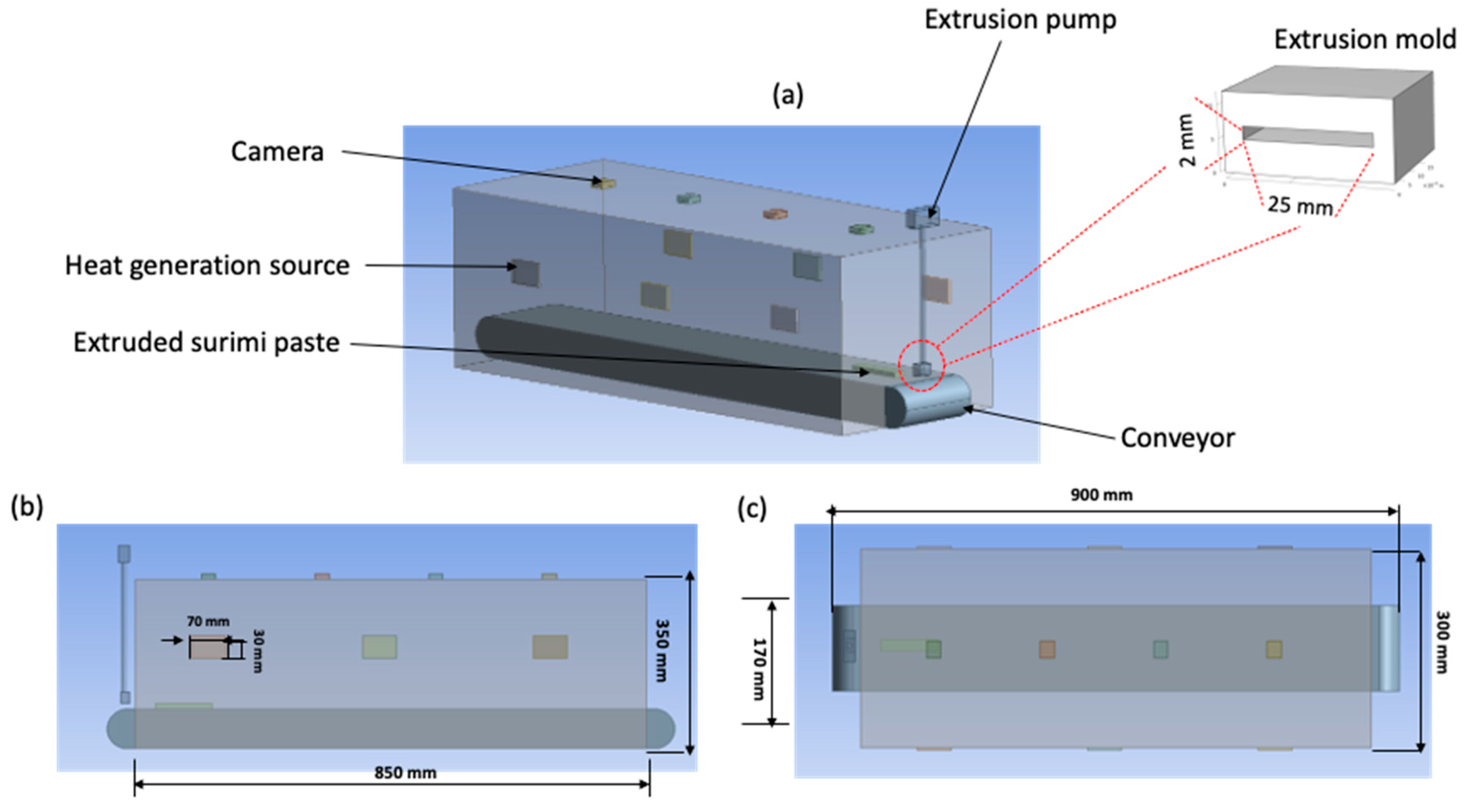
A Peristaltic Tubing Pump (LabV6-III, Innofluid Co., Ltd., Shanghai, China) was used as the primary method for the extrusion of surimi paste. This innovative pump employs a unique mechanism wherein a roller is strategically mounted on the pump header, allowing it to delicately squeeze the fluid contained within the tube. This method of operation ensures precise control over the paste extrusion process. To optimize the extrusion process, the system operates at a pump flow rate of approximately 10.55 mm/s. This flow rate is carefully selected to ensure efficient paste extrusion while maintaining the integrity of the surimi paste. However, the system’s versatility shines through when it is equipped with a specially designed 2 mm diameter paste extrusion mold, which is fabricated using a cutting-edge 3D printing technology (Creatable D2, Creatable Labs, Seoul, Republic of Korea) (
Figure 1). When this mold is employed, it results in a noteworthy increase in surimi paste output, achieving a flow rate of approximately 13.25 mm/s. This enhancement in output showcases the adaptability and precision of the surimi paste extrusion system, allowing for adjustments based on specific production requirements.
To further streamline the process, the conveyor belt (Bastian Solutions Ltd., Carmel, IN, USA) integrated into the system operates at a speed of approximately 14 mm/s. This synchronized movement of the conveyor belt and paste extrusion serves a dual purpose. Firstly, it ensures that the paste is efficiently transported to its intended destination. Secondly, it complements the paste extrusion process itself, allowing for seamless integration of surimi paste output with the overall production line.
2.3. Continous Heating System for Surimi Paste
A specialized heating system was designed to cater to the precise temperature requirements of the surimi gelation (
Figure 1). This system comprises an acrylic chamber measuring 850 mm in length, 350 mm in height, and 300 mm in width, with six heaters placed in key locations. The heaters were positioned at precise intervals along the chamber’s length—142.5 mm, 425 mm, and 700 mm from one end, all at a constant height of 150 mm in order to produce consistent heat dispersion throughout the chamber. The heaters (SureHeat Jet Air Heater, Joowon H&C Co., Ltd., Gangseo-gu, Seoul, Republic of Korea) were placed on both sides of the chamber.
Three essential components were included in the system for accurate temperature monitoring and control: a thermocouple Type-K with Glass Braid Insulation (Conex Technologies, New York, NY, USA); a liquid crystal display (LCD) (Shenzhen Jinweishi Photo-electric Technology Co., Ltd., Guangdong, China); and a high-temperature insulation pad (NT FIBERGLASS 3300, Texfire Textils Tecnics, S.L., Barberà del Vallès, Barcelona, Spain) that was wrapped around the heating chamber to prevent heat loss from inside to the surrounding area. Encasing the heating chamber minimizes fluctuation in temperature and maximizes the heating system’s energy efficiency by creating an efficient thermal barrier. Selecting a high-temperature insulating pad also guarantees that the heat produced by the heaters placed strategically stays inside the chamber, maintaining a steady and regulated atmosphere that is ideal for the surimi gelation process.
The LCD and thermocouple were seamlessly connected to an Arduino board UNO (Arduino.cc, Somerville, MA, USA), forming the central components of temperature control and measurement system. The Arduino board, linked to both the LCD and thermocouple, operates in coordination with a Raspberry Pi 3 unit (Model B+, Raspberry Pi, Cambridge, UK). The Arduino system was used to control the thermocouple device which measures the temperature of the sample and the chamber and to display the real-time value on the LCD, while the Raspberry Pi plays a vital role in collecting real-time temperature data from the thermocouple, and then transmits the data to the Raspberry Pi server. This synchronized operation ensures that the real-time temperature data correspond accurately to the live imagery of the surimi paste throughout the entire process.
In the innovative heating system, a conveyor belt serves as a pivotal component, facilitating the continuous movement and heating of the surimi paste in real time. This conveyor belt (Bastian Solutions Ltd., Carmel, IN, USA), measuring 900 × 170 × 50 mm, features a belt with width of 10 mm, making it ideally suited for this application. Precise control over the heating process is achieved through the careful regulation of the conveyor belt’s speed, which has been set to approximately 14 mm/s. This control is attained by fine-tuning the pulse width modulation (PWM) value of the gear motor integrated into the conveyor belt system. Furthermore, the operating direction of the conveyor belt has been aligned with the direction of surimi paste output, ensuring seamless and efficient processing of the paste as it progresses through the heating system.
2.4. Image Capture Protocol for Surimi Paste
The core of the camera control system is the Raspberry Pi Camera (model V2, RPI 8 MP Camera board, Cambridge, United Kingdom) which was installed at the top of the heating chamber, and a real-time image of surimi paste as it moves across the conveyor belt is captured. This camera is renowned for its robust performance characteristics [
29]. The Raspberry Pi Camera device is equipped with 1 GB of RAM, a 64-bit quad-core, and a 1.4 GHz ARM Cortex-A53 MP4 CPU, ensuring rapid data processing capabilities. Notably, it features 40 GPIO pins, facilitating versatile interfacing, and supports 100 base Ethernet, alongside dual-band wireless LANs with 2.4 GHz and 5 GHz frequencies. It establishes a Wi-Fi connection for seamless data transmission and uploads acquired image data to the Firebase cloud for secure storage.
The setup for the Raspberry camera is shown in
Figure 1. A specialized 15-pin Camera Serial Interface (CSI) (made specifically for camera modules) is used to connect the camera. The CSI bus can handle very high data speeds. Furthermore, the camera is compact, measuring 25 mm × 20 mm × 9 mm and weighing only 3 g, making it easy to affix to the top of the heating chamber. Notably, four cameras were strategically positioned at specific points along the chamber’s length: 100 mm, 300 mm, 500 mm, and 700 mm from one end. This arrangement ensures that images of the surimi paste are consistently captured throughout the heating chamber. To facilitate smooth image analysis, the cameras were set to enlarge the images, excluding the background surrounding the conveyor belt and focusing solely on the surimi on the conveyor belt. Additionally, all cameras were configured to automatically capture one image per second, with images devoid of surimi paste content being discarded during processing. Following this meticulous process, an image dataset of 1000 to 1200 images for each treatment condition were obtained. Subsequently, in a 7:1:2 ratio, the images were split up into training, testing, and validation sets. As a result, a minimum of 200 sample images were used as input images for the trained model’s validation.
2.5. Rheological Measurement for Surimi Paste
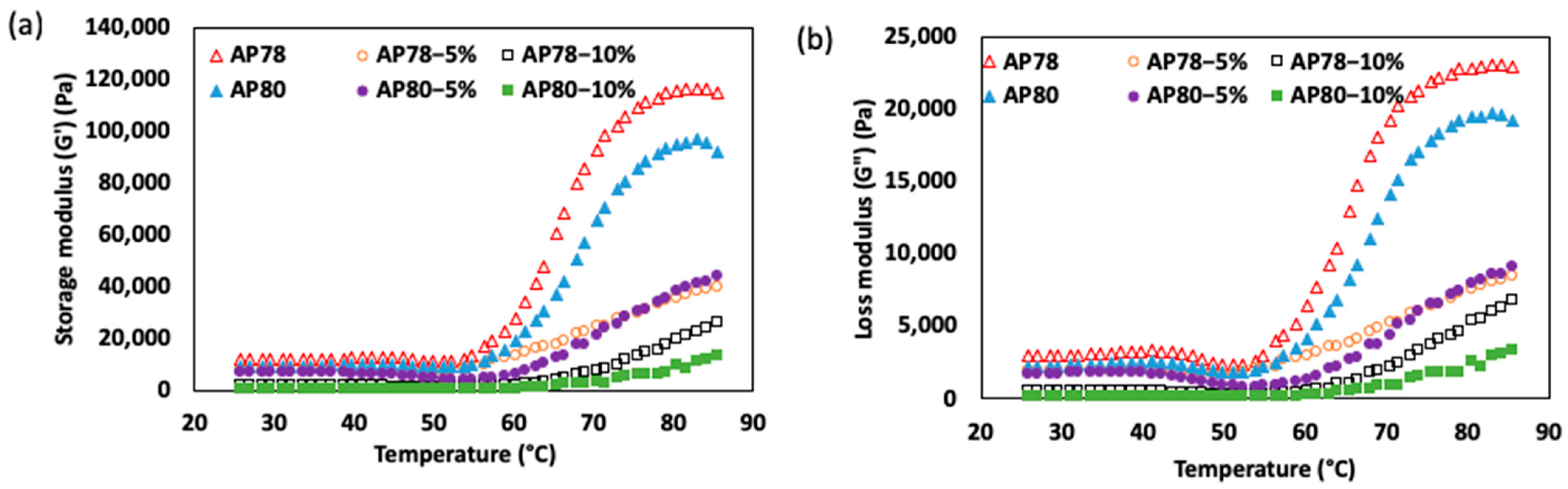
A Discovery Hybrid Rheometer HR-3 (TA Instruments, New Castle, DE, USA) with a cone and plate geometry (cone-diameter 40 mm, cone angle 2°) at a 2.0 mm gap was used to study the rheological characteristics of surimi paste. To avoid dehydration, paraffin oil was placed around the sample between the cone and the plate geometry. According to Oyinloye and Yoon [
28], temperature sweep analysis was carried out at a constant frequency of 0.1 Hz and an amplitude strain of 1%, which is within the linear viscoelastic region, to measure the changes in dynamic rheological parameters, including storage moduli (G′) and loss moduli (G″), during heating. A Peltier cooling system (ThermoCube 200–500, Solid State cooling systems, Wappingers Falls, NY, USA) was used to regulate the sample temperature. The samples were first allowed to acclimate for 5 min at 25 °C, after which the ramp heating at 2 °C/min was carried out until an endpoint of 85 °C.
2.6. AI Algorithm and Validation
2.6.1. K-Means Clustering
One of the most popular unsupervised techniques in the machine learning field is K-means clustering [
30,
31]. This method is based on vector quantization that takes the input data parameters (x
1, x
2, x
3, …, x
n) and partitions a set of n objects (S
1, S
2, S
3, …, S
n) into non-overlapping k clusters where k is less than n [
32]. Each observation is assigned to the closest mean value, also known as the cluster centroid or cluster center. Typically, Euclidean distance, or other similar distance metrics, are used to establish these clusters of similarity [
30]. Each item is grouped based on its proximity to the nearest mean, and the coordinates of the mean are adjusted as the averages of the items within that cluster up to that point. During the heating of surimi paste, the paste undergoes gelation, resulting in continually changing physical properties [
33]. Consequently, it is imperative that the images captured during the continuous heating process are assessed based on a uniform measure of similarity.
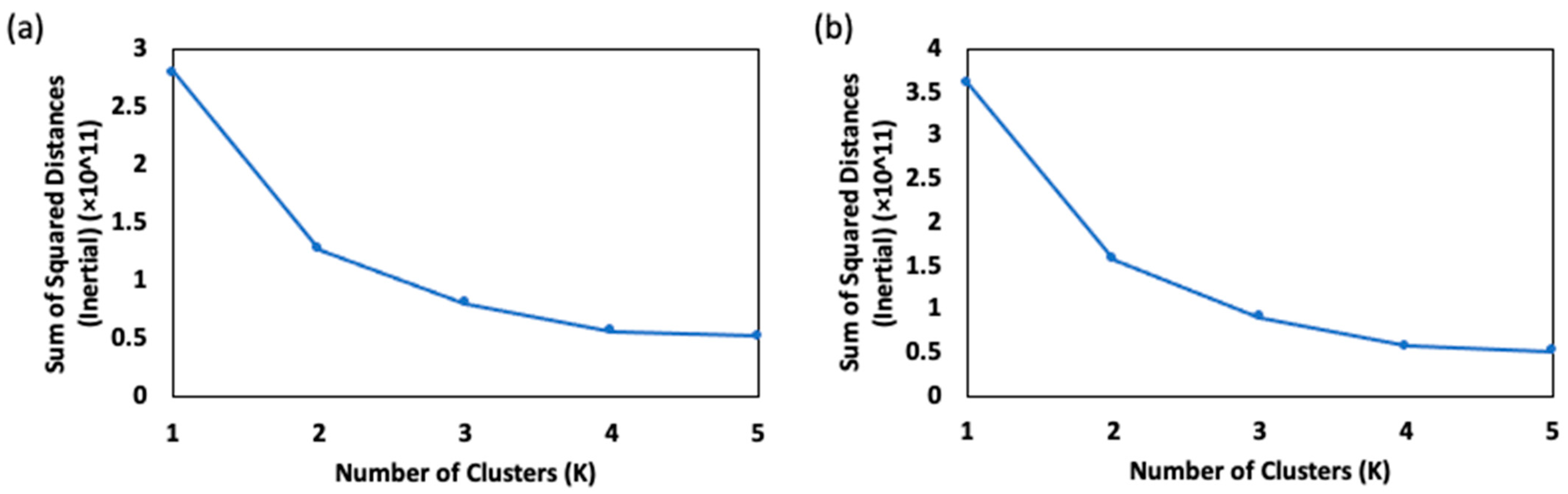
An essential step in any clustering approach is determining the optimal number of clusters to use for data grouping. A well-known approach for determining this ideal value of k (i.e., the number of clusters) is the elbow method [
34,
35]. In this approach, the mean of the squared distances between the cluster centers of the relevant clusters is referred to as “distortion”. Simultaneously, the sum of squared distances from individual samples to their nearest cluster center is termed “inertia”. A variety of k values (from 1 to n) are evaluated in order to determine the optimum number of clusters, and the distortions are computed for each k value in order to measure inertia and distortion. The optimal number of clusters is determined by selecting the k value at the “elbow” point, which is where inertia and distortion begin to exhibit a linear decrease [
34].
The estimation of the optimal k value for surimi images was conducted using all images captured from a process batch. These images underwent preprocessing, and their corresponding sample temperatures at the time of capture were known. The elbow method, in conjunction with K-means clustering, was implemented using Matlab (MathWorks® Inc., Natick, MA, USA) on a desktop system equipped with a central processing unit (CPU) and graphics processing units (GPUs). The CPU used was the Intel Core i9-13900K (Intel Co., Santa Clara, CA, USA) with a clock speed of 3.0 GHz. It is equipped with 8 cores and 16 threads. Additionally, the system incorporated graphics processing units (GPUs)—NVIDIA GeForce RTX 3070 (NVIDIA Co., Santa Clara, CA, USA) with 24 GB of GDDR6X VRAM and 10496 CUDA cores. These GPUs provided essential parallel computing capabilities, accelerating image categorization, reducing computing time, and enhancing overall efficiency.
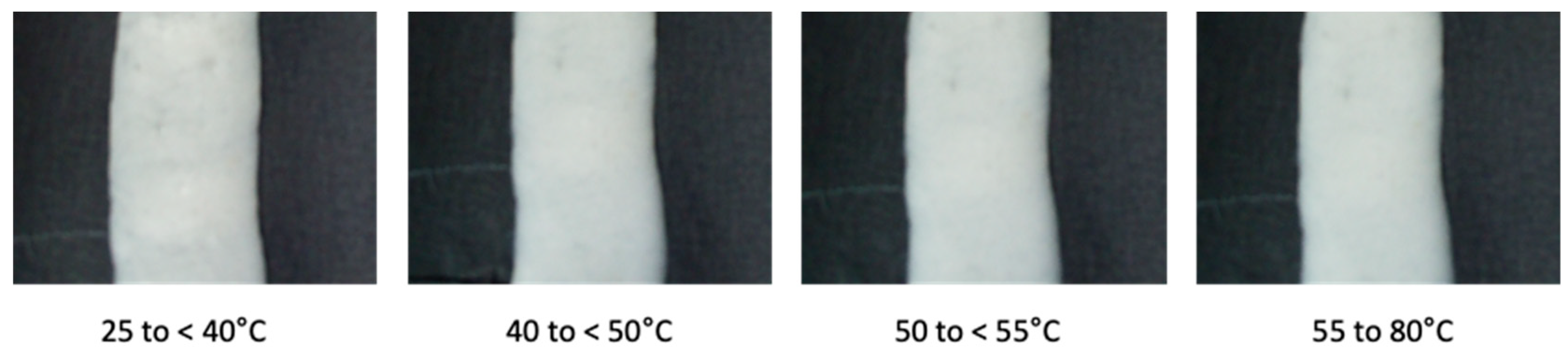
The optimal clustering number (k = 4) was chosen based on variations in the physical attributes of the surimi paste during the heating process and the number of clusters generated at a specific point (the elbow point). Further elaboration on this topic will be provided in subsequent sections of this study. As a result, for each batch of steamed surimi paste, four distinct groups were formed based on the sample temperature ranges (25 to <40 °C, 40 to <50 °C, 50 to <55 °C, and 55 to 80 °C) (
Figure 2).
2.6.2. Convolutional Neural Network
The Convolutional Neural Network (CNN) stands at the forefront of cutting-edge techniques for general image recognition [
36,
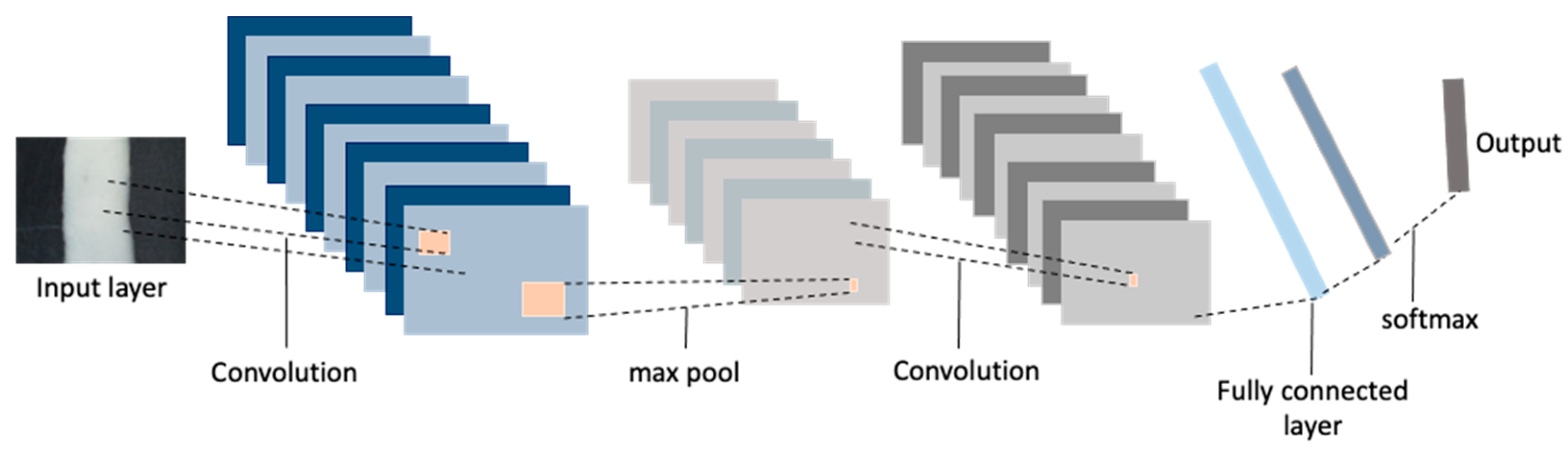
37]. It functions as a multilayer neural network, with neurons processing small patches from the output of the previous layer. CNNs excel at handling small shifts and rotations effectively. The architecture, as depicted in
Figure 3, primarily comprises convolution and pooling layers. It is meticulously designed as a sequential arrangement of layers optimized for the processing and classification of surimi images that were captured on the moving conveyor. The input layer of the architecture was designed to handle RGB images with a 28 × 28 pixel resolution. The rectified linear unit (ReLU) activation, convolutional, normalization, and max-pooling layers are the next three sets of layers after the input layer. The first convolutional layer uses 16 kernels of size 3 × 3, maintaining spatial dimensions through ‘same’ padding. Then, batch normalization and ReLU activation are used to introduce non-linearity and facilitate effective training, respectively. A max-pooling layer with a 2 × 2 window and a stride of 2 follows, thus reducing the spatial dimensions in half. As the architecture becomes more complicated, this process keeps on. It then moves on to two further convolutional layers, each with two increasing kernel counts (32 and 64) and a constant 3 × 3 kernel size. ReLU activation and batch normalization remain constant. After each of these convolutional layers, spatial dimensions are cut in half using max-pooling layers. Three further convolutional layers are incorporated into the architecture, keeping the trend of rising kernel counts (128, 256), a 3 × 3 kernel size, and preserving spatial dimensions by ‘same’ padding. The architecture’s ability to extract hierarchical features from the input images is still improved by batch normalization and ReLU activation. A completely connected layer of neurons that corresponds to the number of classes in the classification challenge makes up the architecture’s apex. Class probabilities are accurately represented in the output thanks to a softmax activation layer.
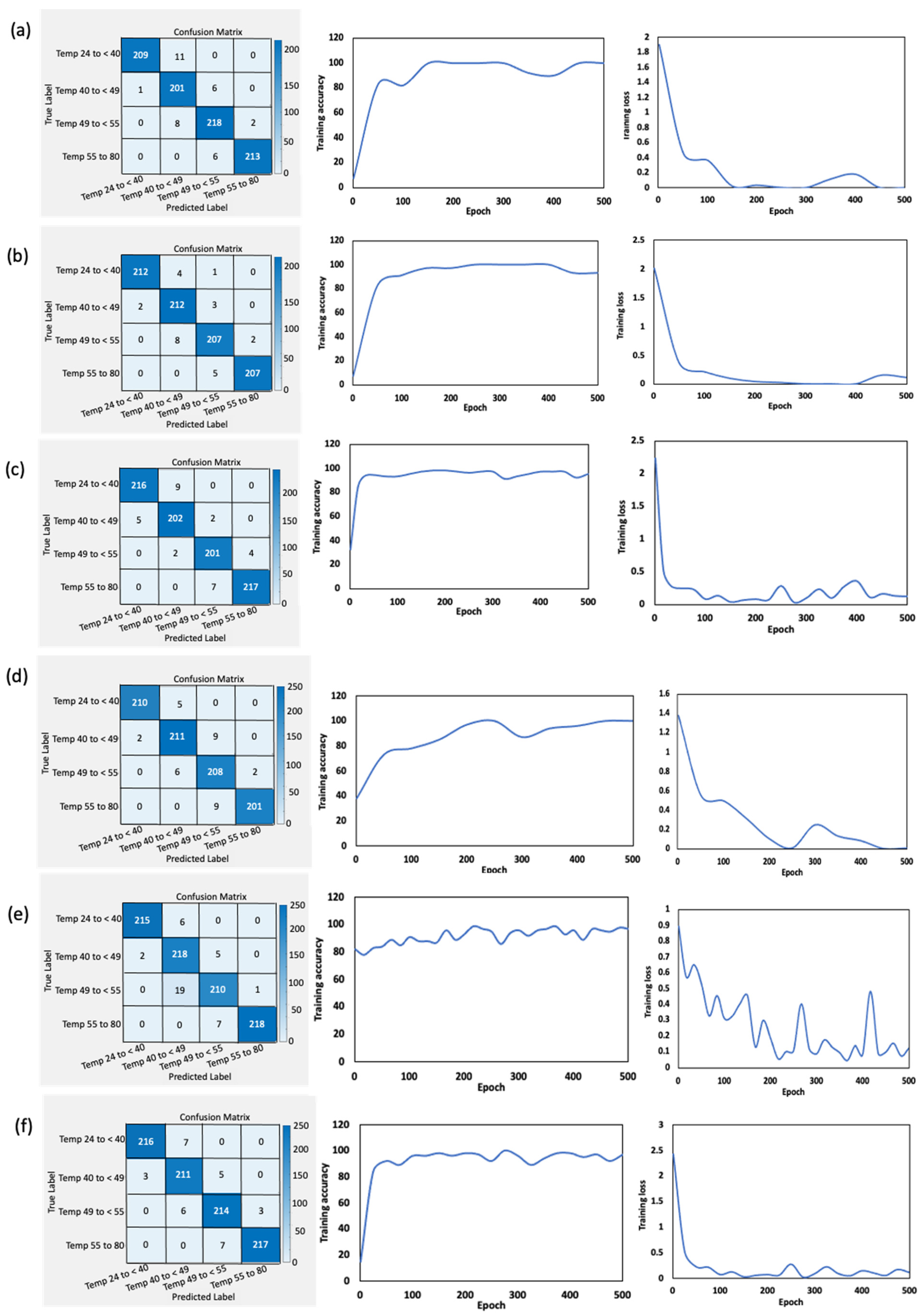
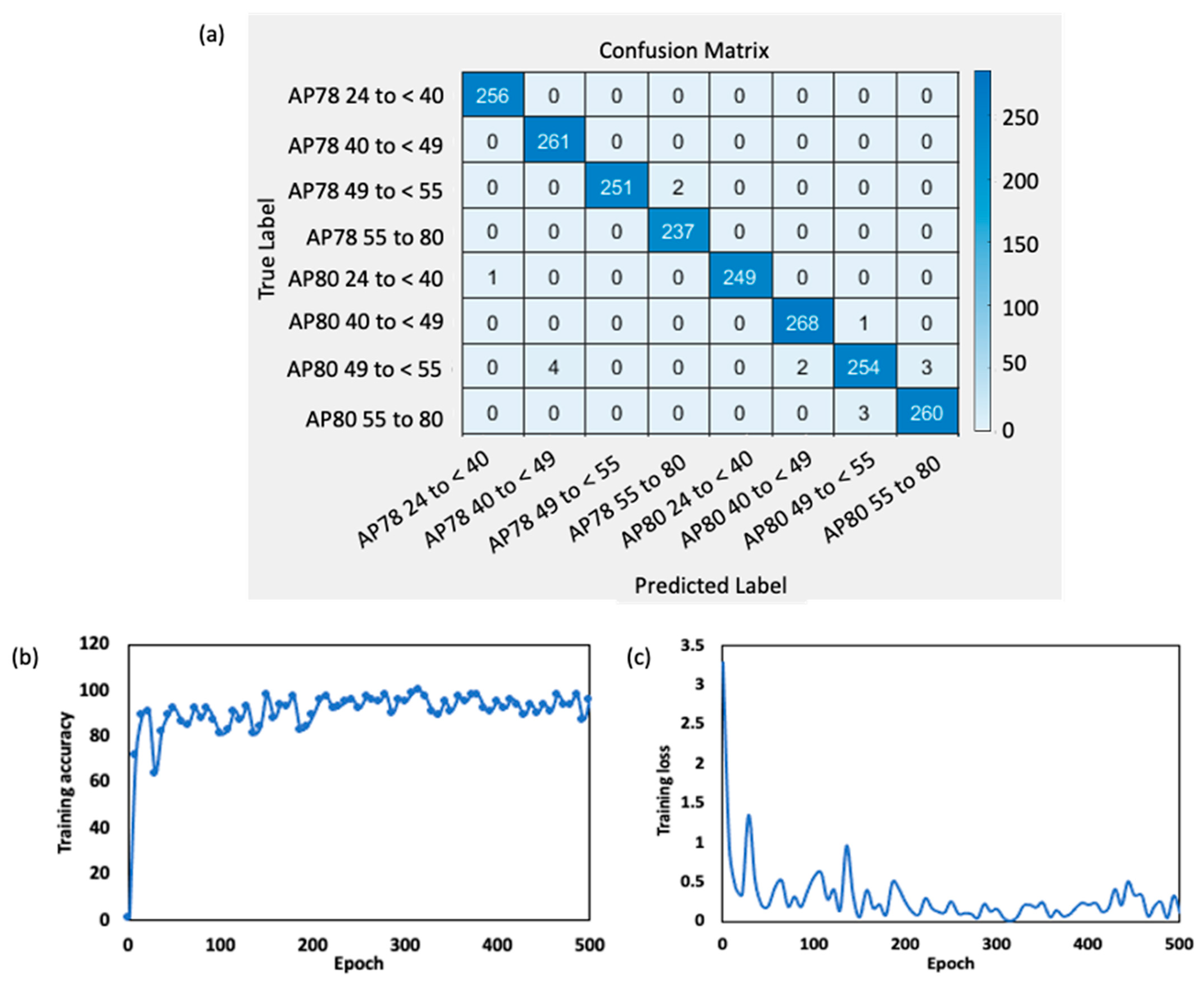
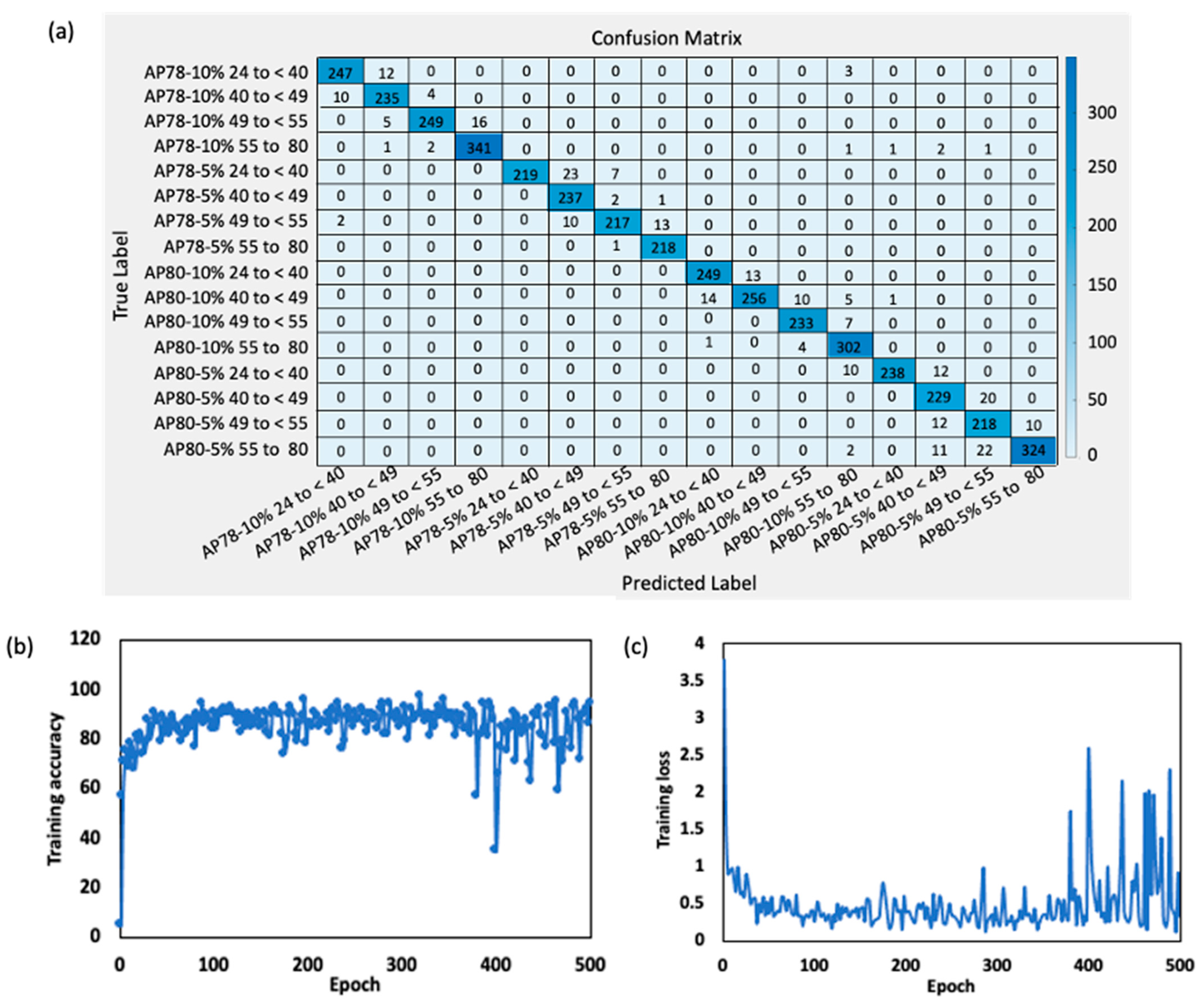
Using hyperparameters produced from sets of preliminary training and testing of the learned model, the architecture is optimized during the training process (result not shown). The Adam optimizer with a maximum of 500 epochs and a learning rate of 0.02 was used. Every epoch, the training data are shuffled and divided into mini-batches of size 100. A different validation dataset is used to conduct validation. The ‘multi-gpu’ execution environment is used to benefit from GPU acceleration. Using comparisons between predicted labels and ground truth labels, the architecture shows off its talents on the test dataset after being trained. The confusion matrix is an effective tool for assessing the effectiveness of classification across several classes. By using consistent preprocessing methods and layers that are fine-tuned for the surimi gel classification job, the architecture generalizes new images effectively.
2.6.3. Model Performance Metrics
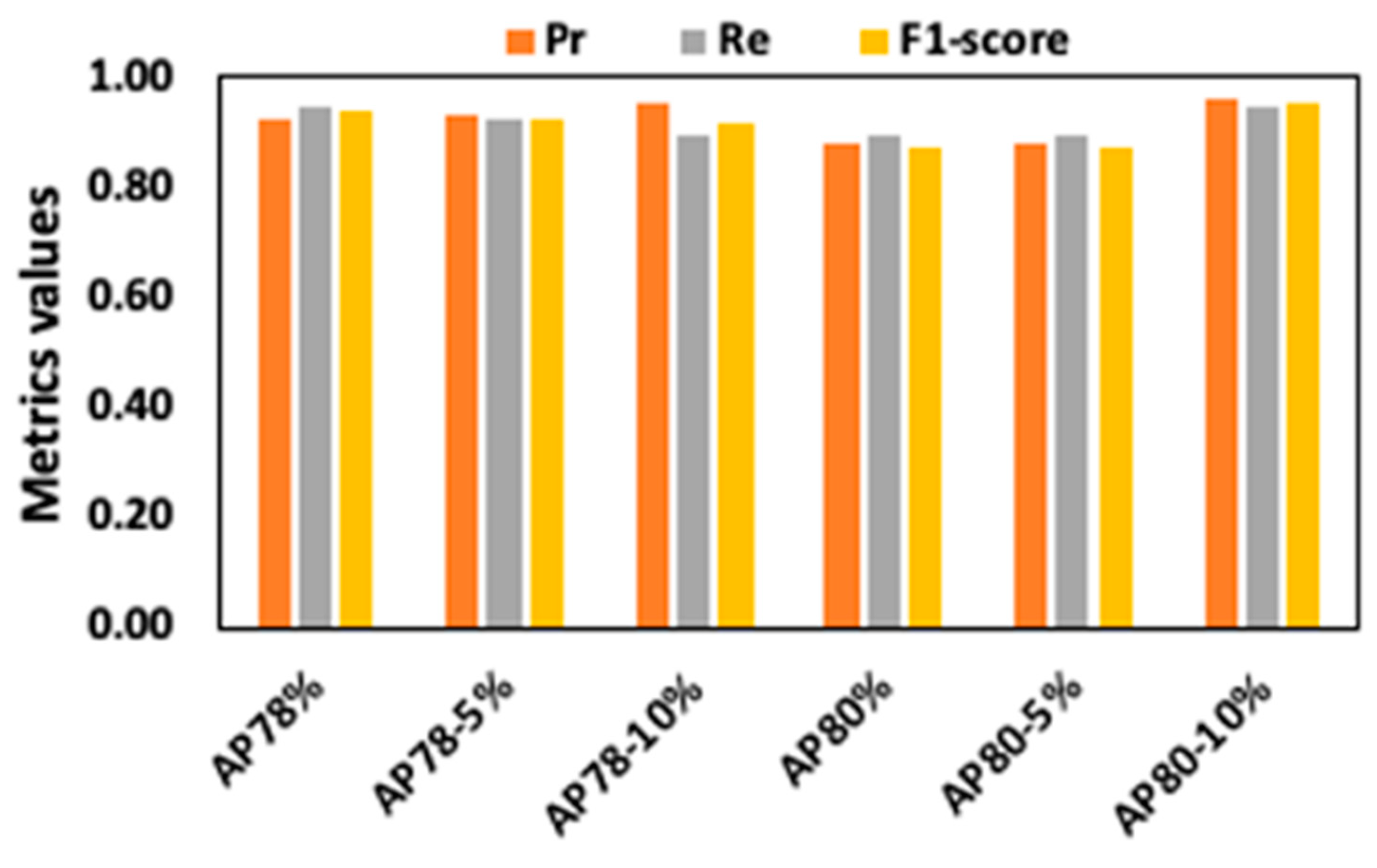
One of the primary missions of this study is to identify regions in which significant changes can be detected in images during the continuous processing of surimi paste across various formulations. To evaluate the model’s performance in this aspect, a range of evaluation metrics, encompassing cross-entropy (serving as the loss function), overall accuracy, macro-averaged recall (Re), macro-averaged precision (Pr), and macro-averaged F1-score (F1) were used. Due to the multi-class nature of the surimi image classification task, accuracy is defined as the proportion of accurately classified images to the total number of images within the validation group. Recall, Precision, and F1-score for each class were computed based on True Positive (TP), False Positive (FP), and False Negative (FN) values, as outlined in Equations (1)–(6). In this context, TP(n) denotes the correctly classified images for class n, FN(n) represents the misclassified images for class n, and FP(n) indicates the misclassified images predicted as class n. The macro-averages for these metrics were determined by calculating the averages across all classes. For a more in-depth comprehension of these metrics, readers are encouraged to consult prior literature [
25,
38]. Furthermore, the validation results include a confusion matrix that provides precision and recall values for each class.
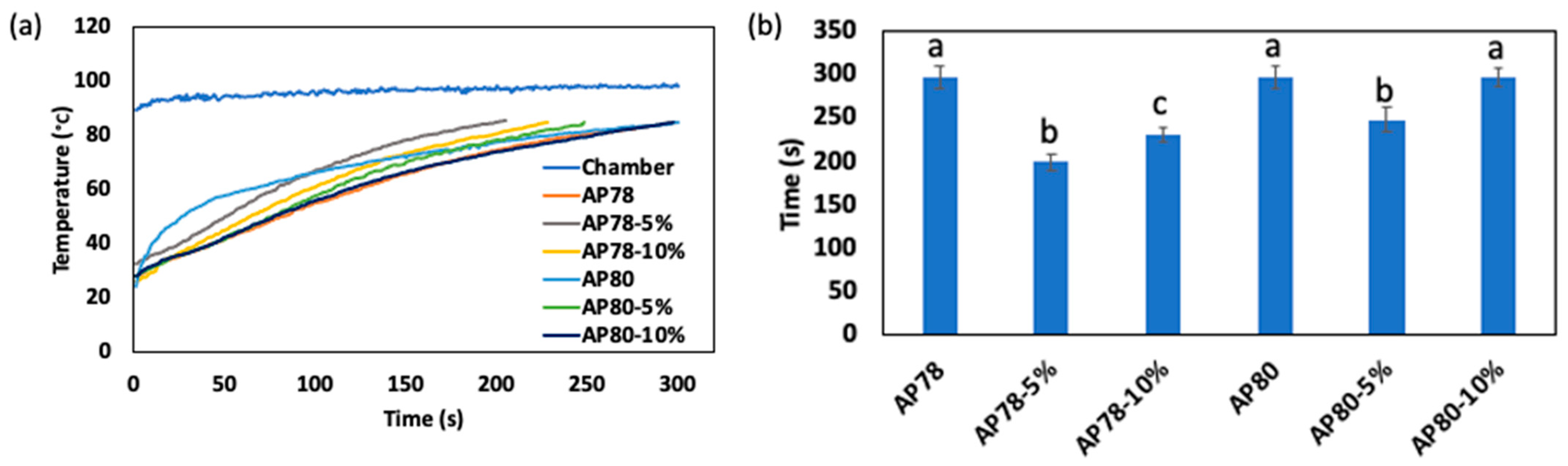
4. Conclusions
This study features the utilization of a non-destructive method to examine the effects of starch modifications (0%, 5%, and 10%) and moisture content variations (78% and 80%) on the rheological and physical characteristics of surimi gels generated from Alaska pollock. A lab-scale size heating chamber which comprises a moving conveyor, sample pumping system, image capturing system, and a temperature control system was used to prepare the surimi gel. The chamber maintained a constant air circulation temperature of 96.41 ± 1.83 °C allowing a steady increase in the surimi paste temperature as it was extruded onto the conveyor until the target temperature value of 80 °C. The heat-induced gelation process of surimi paste indicated four distinct stages between the paste state to the gel formation state. These findings were further validated using a K-means clustering algorithm, which effectively categorized the images acquired from diverse surimi paste batches into temperature ranges spanning 25 to <40 °C, 40 to <50 °C, 50 to <55 °C, and 55 to 80 °C. Subsequently, based on this temperature-based classification, a Convolutional Neural Network (CNN) model was designed to interpret and classify these images. The CNN architecture incorporated essential elements including an input layer, convolutional layers, normalization layers, rectified linear unit (ReLU) activation functions, and max-pooling layers. The performance of the CNN model exceeded expectations, displaying remarkable adaptability and precision in predicting the changes in surimi’s physical attributes throughout the gelation process. Specifically, the model achieved a validation accuracy >92.67% for individual mixture composition groups, a remarkable accuracy of 94.53% when classifying surimi samples based on moisture content and gelation level, and an impressive accuracy of 89.73% when dealing with the complex classification task involving moisture content, starch concentration, and gelation stages. Furthermore, the model consistently delivered exceptional results, with average precision, recall, and F1 scores exceeding 0.88 for all classification instances. These metrics underscored the model’s precision in identifying true positives and its sensitivity in capturing all relevant instances within the dataset. The CNN model demonstrated exceptional predictive performance in classifying surimi gels based on moisture content, starch concentration, and varying stage of the production process. These findings emphasize the model’s pivotal role in facilitating quality control and product characterization within the surimi industry, offering invaluable insights for both manufacturers and research purposes. The non-destructive approach and rigorous analysis employed in this study provide a solid foundation for advancing the understanding of surimi production processes and their optimization in the pursuit of high-quality surimi products.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}