
Screening and Testing of Anti-Slagging Agents for Tobacco-Stalk-Based Biomass Pellet Fuel for Tobacco Curing

Abstract
:1. Introduction
2. Materials and Methods
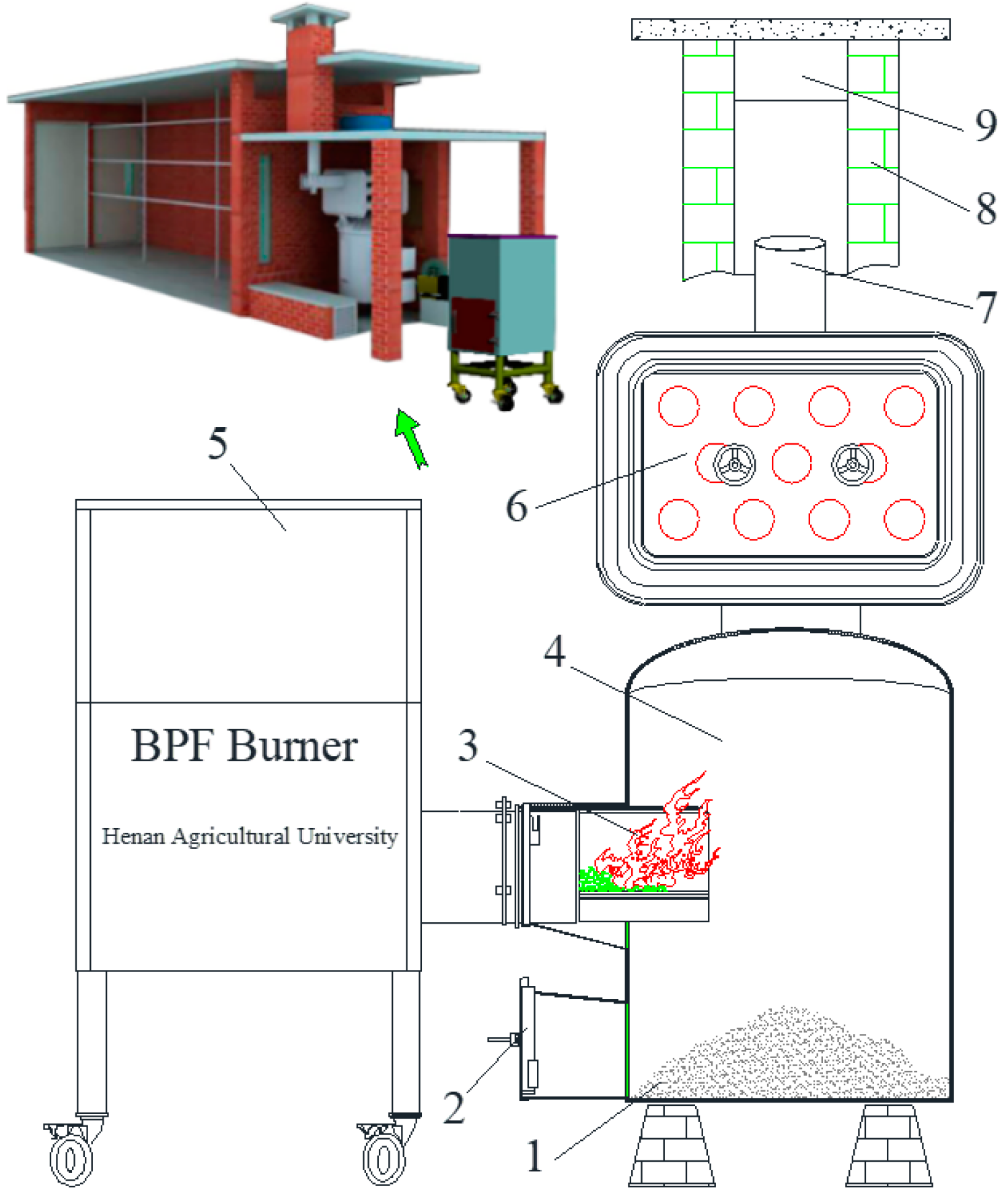
2.1. Experimental Setup
2.2. Experimental Methods
2.2.1. Screening Steps
2.2.2. Test Sample Preparation
2.2.3. Ash Fusibility Test
2.2.4. Chimney Emission Detection
2.2.5. Slagging in the Flue-Cured Tobacco Heating Process
2.2.6. Natural Ash Slagging
2.2.7. Data Processing
3. Results
3.1. Effects of Different Additive Ratios on the Ash Fusibility of the Biomass Pellet Fuel
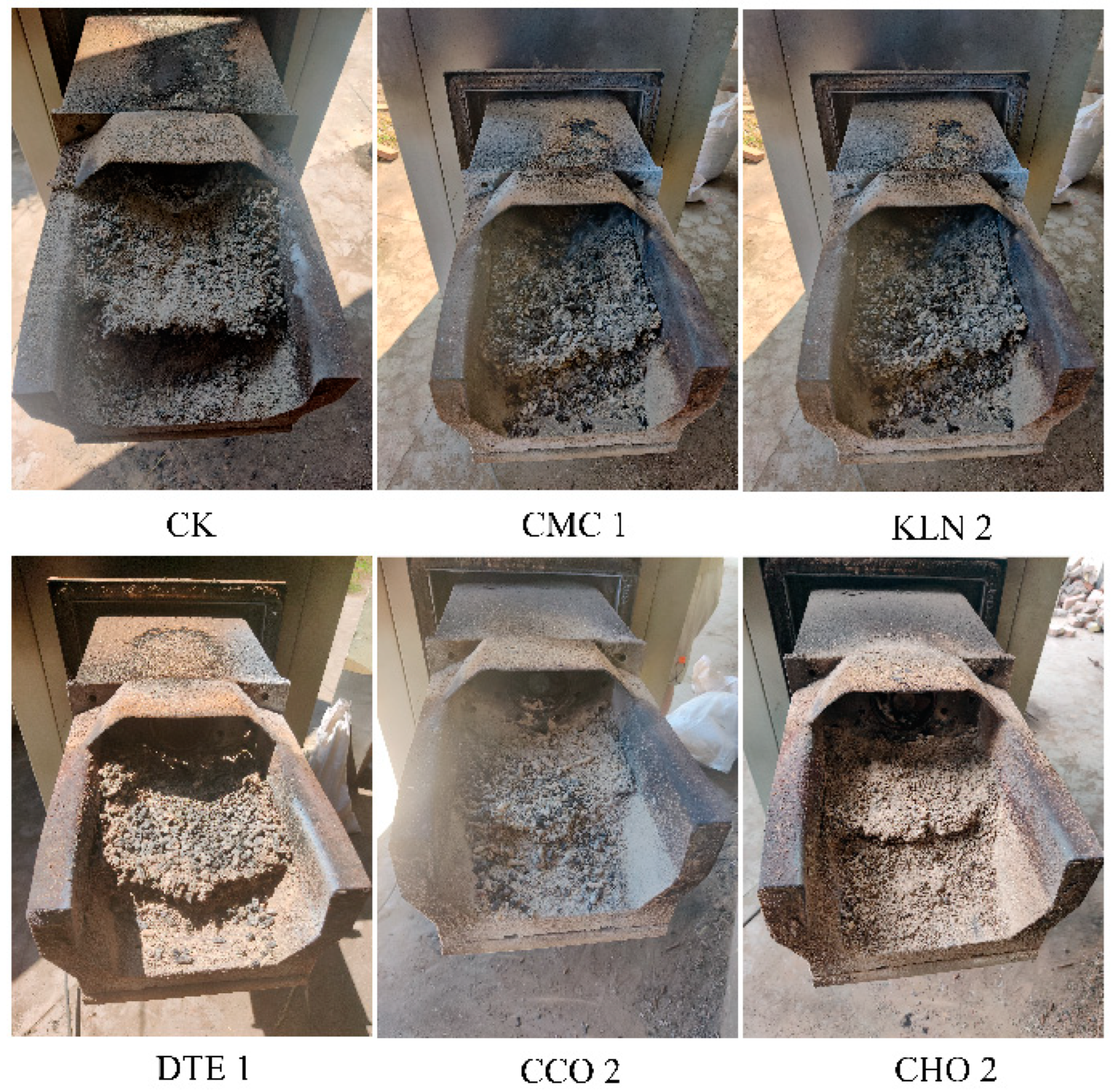
3.2. Comparison of Slagging in the Flue-Cured Tobacco Heating Process
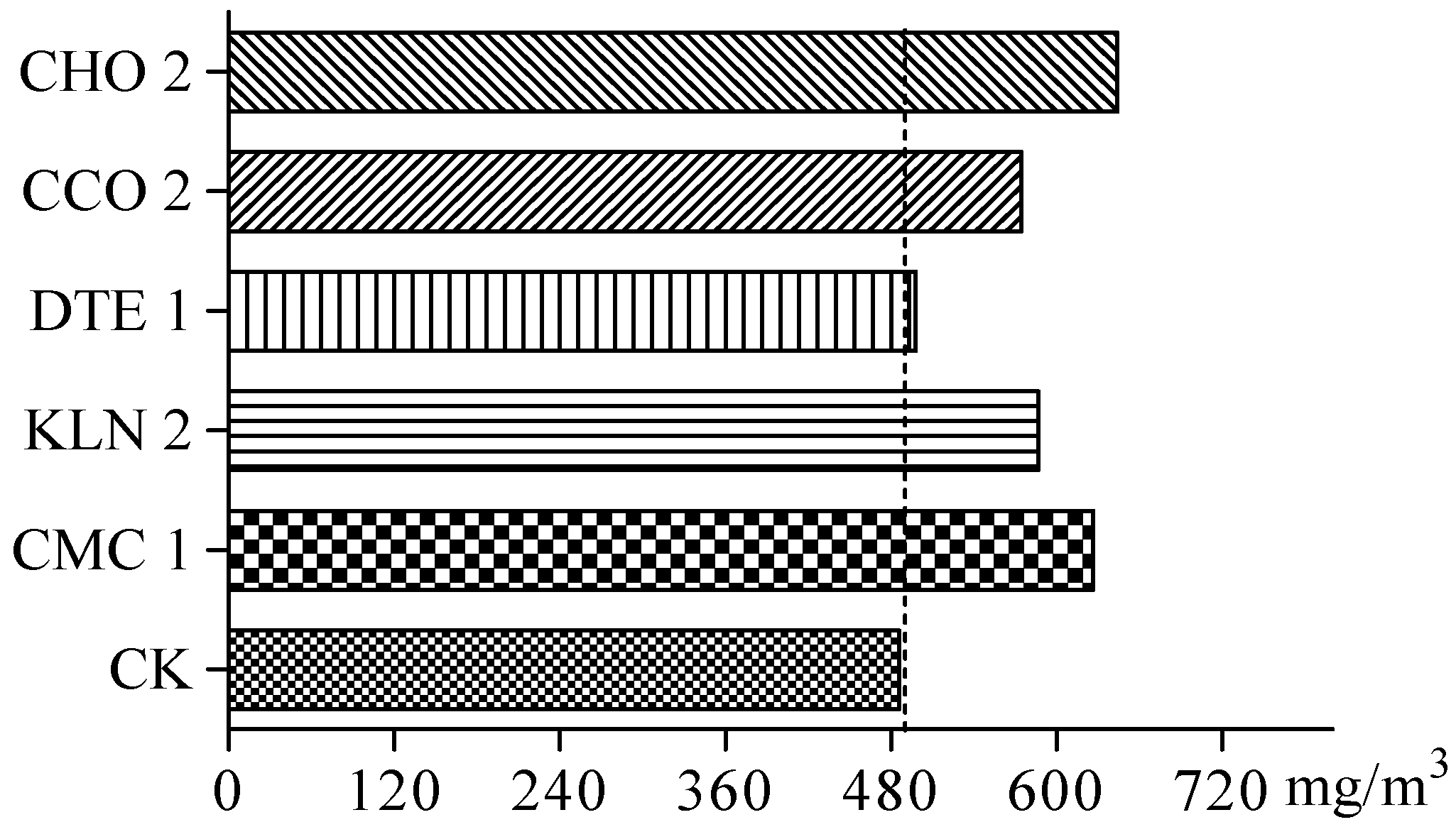
3.3. Analysis of Particulate Matter Emission from the Chimney
3.4. Type and Content of Gas Discharged from the Chimney
3.5. Comparative Analysis of Production Cost
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
References
- Abosede, I.A.; Peter, O.A.; Adunola, A.A.T. Biomass valorization: Agricultural waste in environmental protection, phytomedicine and biofuel production. In Biomass Volume Estimation and Valorization for Energy; Tumuluru, J.S., Ed.; IntechOpen: London, UK, 2017. [Google Scholar] [CrossRef]
- De Farias, J.A.; Schneider, P.R.; Biali, L.J. Diagnosis of the forests planted in river basin of ‘Pardo’ River, Rio Grande do Sul State. Cienc. Florest. 2017, 27, 339–352. [Google Scholar]
- Song, Z.P.; Wei, F.J.; Su, X.F.; Wang, Y.; Fan, Y.; Wang, J. Application of automatic control furnace for combustion of biomass briquette fuel for tobacco curing. Therm. Sci. 2021, 25, 2425–2435. [Google Scholar] [CrossRef]
- Bortolini, M.; Gamberi, M.; Mora, C.; Regattieri, A. Greening the Tobacco Flue-Curing Process Using Biomass Energy: A feasibility study for the flue-cured Virginia type in Italy. Int. J. Green Energy 2019, 16, 1220–1229. [Google Scholar] [CrossRef]
- Dessbesell, L.; De Farias, J.A.; Roesch, F. Complementing firewood with alternative energy sources in Rio Pardo Watershed, Brazil. Cienc. Rural. 2017, 47, 1–3. [Google Scholar] [CrossRef]
- Wang, J.A.; Fan, Y.K.; Zhao, H.B.; Liu, J.J.; Song, C.P.; Wei, F.J. Performance of biomass fuel pellets of different sizes in combustion heating for tobacco flue-curing. J. Environ. Prot. Ecol. 2022, 23, 1031–1038. [Google Scholar]
- Zhao, D.Q.; Dai, Y.; Feng, G.L.; Yang, J.; Tan, L.L.; Li, J. Chemical composition, fiber morphology and biological structure of tobacco stalks. Tob. Sci. Technol. 2016, 49, 80–86. [Google Scholar]
- Wang, J.A.; Zhang, Q.; Wei, Y.W.; Yang, G.; Wei, F. Integrated furnace for combustion/gasification of biomass fuel for tobacco curing. Waste Biomass Valor. 2019, 10, 2037–2044. [Google Scholar] [CrossRef]
- Barla, F.G.; Kumar, S. Tobacco biomass as a source of advanced biofuels. Biofuels 2019, 10, 335–346. [Google Scholar] [CrossRef]
- Wang, J.A.; Liu, G.S. Development of tobacco-curing system centrally heated by biomass-fueled hot water boiler. Acta Tabacaria Sin. 2012, 18, 32–37. [Google Scholar]
- Zhang, Y.; Pan, Z.; Yang, J.; Chen, J.; Chen, K.; Yan, K.; Meng, X.; Zhang, X.; He, M. Study on the suppression mechanism of (NH4)2CO3 and SiC for polyethylene deflagration based on flame propagation and experimental analysis. Powder Technol. 2022, 399, 1. [Google Scholar] [CrossRef]
- Zhang, S.H.; Yang, Z.X.; Wang, X.H.; Chen, H.P. Experiment on agglomeration characteristics during fluidized bed combustion of tobacco stem. Trans. Chin. Soc. Agric. Mach. 2012, 43, 97–106. [Google Scholar]
- Fournel, S.; Palacios, J.H.; Godbout, S.; Heitz, M. Effect of additives and fuel blending on emissions and ash-related problems from small-scale combustion of reed canary grass. Agriculture 2015, 5, 561–576. [Google Scholar] [CrossRef]
- Deng, L.; Zhang, T. Effect of water washing on fuel properties, pyrolysis and combustion characteristics, and ash fusibility of bioma. Fuel Process. Technol. 2013, 106, 712–720. [Google Scholar] [CrossRef]
- Wang, L.; Hustad, J.E.; Skreiberg, Ø.; Skjevrak, G.; Grønli, M. A critical review on additives to reduce ash related operation problems in biomass combustion applications. Energy Procedia 2012, 20, 20–29. [Google Scholar] [CrossRef] [Green Version]
- Qiu, Z.D.; Lian, Y.C.; Lu, Y.; Wang, X.; Lin, M.G.; Lin, Q.T.; Yu, H.; Gu, L.; Zhang, Z.Y. Application of tobacco stem and sawdust formulated biomass fuel in tobacco curing. J. Fujian Agric. For. Univ. 2021, 50, 10–15. [Google Scholar]
- Cheng, W.R.; Zhang, Y.F.; Wang, P. Effect of spatial distribution and number of raw material collection locations on the transportation costs of biomass thermal power plants. Sustain. Cities Soc. 2020, 55, 102040. [Google Scholar] [CrossRef]
- Vamvuka, D.; Zografos, D.; Alevizos, G. Control methods for mitigating biomass ash-related problems in fluidized beds. Bioresour. Technol. 2008, 99, 3534–3544. [Google Scholar] [CrossRef]
- Si, Y.; Hu, J.; Wang, X.; Yang, H.; Chen, Y.; Shao, J. Effect of carboxymethyl cellulose binder on the quality of biomass pellets. Energy Fuels 2016, 30, 5799–5808. [Google Scholar] [CrossRef]
- Niu, Y.; Wang, Z.; Zhu, Y. Experimental evaluation of additives and K2O-SiO2-Al2O3 diagrams on high temperature silicate melt-induced slagging during biomass combustion. Fuel 2016, 179, 52–59. [Google Scholar] [CrossRef]
- Thy, P.; Lesher, C.E.; Jenkins, B.M. Experimental determination of high-temperature elemental losses from biomass slag. Fuel 2000, 79, 693–700. [Google Scholar] [CrossRef]
- Wang, Q.; Han, K.; Wang, J. Influence of phosphorous based additives on ash melting characteristics during combustion of biomass briquette fuel. Renew. Energy 2017, 113, 428–437. [Google Scholar] [CrossRef]
- Míguez, J.L.; Porteiro, J.; Behrendt, F.; Blanco, D.; Patiño, D.; Dieguez-Alonso, A. Review of the use of additives to mitigate operational problems associated with the combustion of biomass with high content in ash-forming species. Renew. Sustain. Energy Rev. 2021, 141, 110502. [Google Scholar] [CrossRef]
- Zhang, L.; Li, J.; Xue, J.; Zhang, C.; Fang, X. Experimental studies on the changing characteristics of the gas flow capacity on bituminous coal in CO2-ECBM and N-2-ECBM. Fuel 2021, 291, 120115. [Google Scholar] [CrossRef]
- Niu, Y.Q.; Tan, H.Z.; Wang, X.B.; Xu, T.; Liu, Z.; Liu, Y. Fusion characteristics of capsicum stalk ash. Asia Pac. J. Chem. Eng. 2011, 6, 679–684. [Google Scholar] [CrossRef]
- Zhu, Y.M.; Tan, H.Z.; Niu, Y.Q.; Wang, X. Experimental study on ash fusion characteristics and slagging potential using simulated biomass ashes. J. Energy Inst. 2019, 92, 1889–1896. [Google Scholar] [CrossRef]
- Wang, J.A.; Fan, Y.K.; Zhang, T.Q.; Wei, F.J.; Zhao, H.B.; He, L.; Liu, J.J.; Wang, P.F.; Song, C.P. Design and test of biomass furnace in intensive baking room. Acta Tabacaria Sin. 2021, 27, 111–119. [Google Scholar]
- Yuan, Y.W.; Zhao, L.X.; Meng, H.B.; Lin, C.; Tian, Y.S. Effects comparison on anti-slagging additives of corn straw biomass pellet fuel. Trans. CSAE 2010, 11, 251–255. (In Chinese) [Google Scholar]
- Rahman, M.A.; Hopke, P.K. Mechanistic pathway of carbon monoxide off-gassing from wood pellets. Energy Fuels 2016, 30, 5809–5815. [Google Scholar] [CrossRef]
- Zeng, T.; Weller, N.; Pollex, A.; Lenz, V. Blended biomass pellets as fuel for small scale combustion appliances: Influence on gaseous and total particulate matter emissions and applicability of fuel indices. Fuel 2016, 184, 689–700. [Google Scholar] [CrossRef]
- Han, J.K.; Yu, D.X.; Wu, J.Q.; Yu, X.; Liu, F.; Wang, J.; Xu, M. Fine ash formation and slagging deposition during combustion of silicon-rich biomasses and their blends with a low-rank coal. Energy Fuels 2019, 33, 5875–5882. [Google Scholar] [CrossRef]
- Ma, X.Q.; Luo, Z.Y.; Fang, M.X.; Yu, C.J.; Cen, K.F. Effect of additives on behavior of alkali metals during straw combustion. J. Zhejiang Univ. 2006, 40, 599–604. [Google Scholar]
- He, F.; Wei, F.J.; Ma, C.J.; Zhao, H.; Fan, Y.; Wang, L.; Wang, J. Performance of an intelligent biomass fuel burner as an alternative to coal-fired heating for tobacco curing. Pol. J. Environ. Stud. 2020, 30, 131–140. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, H.; Yang, F.; Tong, L.; Yan, D.; Yang, Y.; Wu, Y. Experimental investigation of pneumatic motor for transport application. Renew. Energy 2021, 179, 517–527. [Google Scholar] [CrossRef]
- Yu, D.; Ma, Z.; Wang, R. Efficient smart grid load balancing via fog and cloud computing. Math. Probl. Eng. 2022, 2022, 3151249. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Additive Molecular Formula | Abbreviations | Additive Ratio (wt%) |
|---|---|---|
| Pure tobacco stalk | CK | 0 |
| [C6H7O2(OH)2OCH2COONa]n | CMC 1 | 1 |
| CMC 2 | 2 | |
| CMC 3 | 3 | |
| Al2O3·2SiO2·2H2O | KLN 1 | 1 |
| KLN 2 | 2 | |
| KLN 3 | 3 | |
| SiO2·nH2O | DTE 1 | 1 |
| DTE 2 | 2 | |
| DTE 3 | 3 | |
| CaCO3 | CCO 1 | 1 |
| CCO 2 | 2 | |
| CCO 3 | 3 | |
| Ca(H)2PO4 | CHO 1 | 1 |
| CHO 2 | 2 | |
| CHO 3 | 3 |
| Characterization/wt% | Elemental Analysis/wt% | LHV/MJ·kg−1 | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Water Content | Ash | Volatile Matter | Fixed Carbon | C | H | O | N | S | |
| 7.20 | 18.99 | 57.91 | 15.90 | 37.70 | 5.31 | 55.24 | 1.57 | 0.18 | 14.87 |
| Controls | DT | ST | HT | FT |
|---|---|---|---|---|
| CK | 1260 | 1270 | 1290 | 1300 |
| CMC 1 | 1220 | 1260 | 1270 | 1300 |
| CMC 2 | 1210 | 1250 | 1260 | 1280 |
| CMC 3 | 1230 | 1240 | 1260 | 1270 |
| KLN 1 | 1180 | 1190 | 1200 | 1220 |
| KLN 2 | 1160 | 1220 | 1230 | 1250 |
| KLN 3 | 1290 | 1330 | 1350 | 1390 |
| DTE 1 | 1170 | 1190 | 1200 | 1240 |
| DTE 2 | 1180 | 1190 | 1200 | 1210 |
| DTE 3 | 1180 | 1190 | 1210 | 1220 |
| CCO 1 | 1230 | 1280 | 1300 | 1350 |
| CCO 2 | 1260 | 1320 | 1330 | 1340 |
| CCO 3 | 1290 | 1330 | 1350 | 1380 |
| CHO 1 | 1280 | 1300 | 1310 | 1320 |
| CHO 2 | 1280 | 1320 | 1330 | 1340 |
| CHO 3 | 1370 | 1380 | 1390 | 1400 |
| Additive Type | Characterization/wt% | LHV/MJ·kg−1 | |||
|---|---|---|---|---|---|
| Water Content | Ash | Volatile Matter | Fixed Carbon | ||
| CMC 1 | 7.83 | 19.03 | 56.57 | 16.30 | 16.09 |
| KLN 2 | 7.58 | 18.31 | 58.98 | 15.13 | 16.02 |
| DTE 1 | 7.51 | 19.89 | 58.30 | 14.30 | 16.21 |
| CCO 2 | 7.15 | 20.90 | 56.63 | 15.32 | 14.65 |
| CHO 2 | 6.89 | 20.01 | 58.20 | 14.90 | 14.48 |
| Controls | Total Ash (kg) | Ash Block (kg) | Slagging Rate (%) |
|---|---|---|---|
| CK | 4.50 | 2.10 | 46.70 |
| CMC 1 | 4.71 | 1.50 | 36.60 |
| KLN 2 | 4.93 | 1.00 | 20.28 |
| DTE 1 | 4.60 | 1.30 | 28.20 |
| CCO 2 | 5.01 | 0.70 | 13.97 |
| CHO 2 | 4.93 | 0.50 | 10.14 |
| CK | CMC 1 | KLN 2 | DTE 1 | CCO 2 | CHO 2 | |
|---|---|---|---|---|---|---|
| Fluoride | 0.13 | 0.18 | 0.16 | 0.13 | 0.09 | 0.08 |
| Benzene series | - | - | - | - | - | - |
| Phenolic compounds | - | - | - | - | - | - |
| Hydrogen sulfide | - | 0.02 | 0.03 | - | 0.02 | 0.02 |
| Formaldehyde | - | - | - | - | - | - |
| Chlorine | 1.70 | - | - | 3.40 | - | - |
| Ammonia | 1.96 | 1.12 | 0.47 | 0.68 | 0.70 | 1.87 |
| Asphalt smoke | - | - | - | 0.50 | 0.40 | 0.50 |
| Non-methane hydrocarbons | 9.15 | 9.40 | 6.05 | 4.32 | 5.80 | 5.10 |
| Benzoapyrene | - | - | - | - | - | - |
| Hydrogen chloride | 1.60 | 0.90 | 1.10 | 2.30 | 1.40 | 0.70 |
| Oxygen (O2) | 13.45 | 15.79 | 12.99 | 10.44 | 11.01 | 12.71 |
| Sulfur dioxide (SO2) | 66.40 | 11.30 | 101.40 | 207.40 | 130.20 | 197.50 |
| Nitric oxide (NO) | 237.00 | 200.60 | 245.90 | 310.50 | 502.70 | 344.40 |
| Nitrogen oxides (NOX) | 362.60 | 307.70 | 349.50 | 274.70 | 447.10 | 306.50 |
| Carbon monoxide (CO) | 184.00 | 480.00 | 169.90 | 177.10 | 174.50 | 176.10 |
| Market Price | Increase Cost | |
|---|---|---|
| CMC 1 | 2374.24 | 23.51 |
| KLN 2 | 316.57 | 6.14 |
| DTE 1 | 474.85 | 4.70 |
| CCO 2 | 94.97 | 1.85 |
| CHO 2 | 474.85 | 9.22 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, L.; Fan, Y.; He, F.; Niu, B.; Wei, F.; Zhao, H.; Wang, J. Screening and Testing of Anti-Slagging Agents for Tobacco-Stalk-Based Biomass Pellet Fuel for Tobacco Curing. Processes 2022, 10, 1690. https://doi.org/10.3390/pr10091690
Wang L, Fan Y, He F, Niu B, Wei F, Zhao H, Wang J. Screening and Testing of Anti-Slagging Agents for Tobacco-Stalk-Based Biomass Pellet Fuel for Tobacco Curing. Processes. 2022; 10(9):1690. https://doi.org/10.3390/pr10091690
Chicago/Turabian StyleWang, Liang, Yikuan Fan, Fan He, Baoquan Niu, Fengjie Wei, Haobin Zhao, and Jianan Wang. 2022. "Screening and Testing of Anti-Slagging Agents for Tobacco-Stalk-Based Biomass Pellet Fuel for Tobacco Curing" Processes 10, no. 9: 1690. https://doi.org/10.3390/pr10091690