1. Introduction
Plastics are widely used in industry and have become an integral part of modern life. Thermal recycling of plastics reduces the total amount of municipal waste and contributes to energy and resource conservation [
1]. Studies have shown that thermal conversion (incineration, gasification, pyrolysis, hydrothermal liquefaction) has received more attention because they are faster conversion methods than biological processes (anaerobic digestion, fermentation). In addition, thermochemical technology can be used for energy recovery from certain wastes such as plastics [
2].
In general, according to [
3], the main chain structure of polymers, when exposed to heat, is randomly cleaved at weak links of the main chain, at one end of the chain, or in labile structures. Depending on the location of the reaction in the polymer structure and the conditions chosen for the particular system, the resulting radicals follow different reaction pathways, from main chain depolymerization to inter- or intramolecular transfer reactions.
Essentially, a distinction is made between fast and slow pyrolysis. Fast pyrolysis is a thermal cracking process that proceeds at very high heating rates with very short steam residence times at high pyrolysis temperatures of about 450–1000 °C, and its main objective is to reduce secondary reactions to unstable products. This maximizes the oil yield, which can be increased by up to 75% [
4,
5].
Slow pyrolysis is a process in which the starting material is heated slowly in the absence of air. Instead of burning, the volatile components of the organic material are partially vaporized, leaving behind the product which makes up a large proportion (about 80%). In slow pyrolysis, the main product is solid carbon [
6].
Limitations for slow pyrolysis include low yields of liquid products and the removal of carbon from the liquid products [
7]. Furthermore, higher temperatures than 500 °C are said to be required for the pyrolysis of polyethylene and PP [
8,
9].
According to [
10], advanced pyrolysis technology must be developed. Advanced pyrolysis technology is based on modifications to conventional pyrolysis processes that are expected to improve product yield, quality and properties, and reduce pyrolysis temperature and time. The following points are listed by [
10] to achieve this goal:
Use of catalysts in the pyrolysis process to improve the quality of the oil: catalytic pyrolysis require less energy, the pyrolysis temperature is lower, possible impurities as well as solid residues can be removed and the product selectivity can be increased by changing the pyrolysis reaction pathways;
Mixing the feedstock with other biomass and solid residues (left over from pyrolysis): with a suitable mixture, similar properties as in catalytic pyrolysis can be obtained by synergetic interactions between the materials;
Varying the physical and chemical conditions in the reactor: for example, catalytic hydrogenation under pressure can produce high quality pyrolytic oil, reduce the content of oxygen, and inhibit char formation. In addition, the hydrocarbons produced in this way have better stability in structure maintenance.
Polyolefins such as HDPE, LDPE and PP are the ideal waste plastics for the production of diesel and gasoline fuel [
11].
Pyrolysis at high temperatures makes most pyrolytic processes uneconomical and hazardous, and can also produce highly toxic gases that must be treated before they can be vented to the atmosphere. Most heat sources are ovens that result in some of the feedstock being thermally degraded under slightly different conditions, which affects the results [
12]. To increase the production of high quality liquid products (fuels), the concept of slow pyrolysis can be applied. The advantages of slow pyrolysis over fast pyrolysis are many, especially the long duration of slow pyrolysis leads to better heat transfer and, in the case of plastics as HDPE and PP, high liquid yield. A detailed understanding of slow pyrolysis, including the effect of the long duration, is still lacking in terms of product distribution on the target value added, and only a few reports are available [
13]. This work investigates here if the product focus typical for fast pyrolysis at high temperatures [
14] can also be realized in the gasoline range for slow pyrolysis at low temperatures.
Chemical initiators are molecules with one or more weak bonds between atoms and are usually used in polymerization reactions to accelerate the initiation steps. It is well known that in the pyrolysis of hydrocarbons, the initiation steps are much slower than the propagation and termination steps. Several researchers have studied the increase of the reaction rate of pyrolysis reactions in the presence of initiators [
15], but only on low boiling alkanes and under high pressure. To the authors’ knowledge, this approach has not yet been studied in the pyrolysis of plastic waste. Some work on such compounds is presented in [
15] and consistently shows an increased rate of pyrolysis of hydrocarbons. The accelerating effect could probably be due to the introduction of new initiation steps: an initiator decomposes primarily by cleaving its weak bonds, producing more free radicals. These radicals remove hydrogen from the hydrocarbons and form radicals, increasing the rate of pyrolysis.
2-Ethylhexyl nitrate (2-EHN) is a cetane improver that increases ignitability of diesel fuel. From a chemical point of view, the activity of diesel is increased because 2-EHN has a relatively low onset of decomposition temperature of about 157 °C [
16] and decomposes into radicals: by splitting of NO
2, first 2-ethylhexyloxyl radical is formed, from which alkyl radicals R* and formaldehyde are formed in high yield [
17]. The radicals can react with the hydrocarbons of the diesel, increasing its reactivity or ignitability.
In this work, slow pyrolysis at low temperatures and low heating rate is used to decompose raw materials. HDPE and PP are pyrolyzed in the presence of 2-EHN and without 2-EHN for comparison. As described in [
15], the conversion of the reactants increased considerably with the addition of only 1 wt% of the initiator. This concentration of 2-EHN was also used in the study described below. The obtained pyrolysis oils were subjected to the following property analyses: density, viscosity, pour point, atmospheric distillation, oxidation stability, heating value, and gas chromatography-mass spectrometry (GC/MS) to identify the compounds present in the oils. In addition, the atmospheric distillations of the oils and blends were determined as a percentage of the gasoline and diesel fractions, and the densities and viscosities were measured for all fractions obtained.
2. Materials and Methods
2.1. Material
HDPE and PP were used from washed and clean plastic waste from a secondary sorting plant (JSC Waste Management Center of Klaipeda Region, Klaipeda, Lithuania). They were cut into small pieces of about 1 cm2. 2-Ethylhexyl nitrate had a purity of 97% (Sigma-Aldrich Chemie GmbH, Steinheim, Germany).
2.2. Pyrolysis Procedure
Pyrolysis was carried out at atmospheric pressure in an unstirred 4.5-L steel stack reactor (inner height 295 mm, inner diameter 190 mm) with a single outlet. The thermocouple in a sleeve protrudes 140 mm from the top into the reactor chamber. The reactor stands upright in the muffle furnace with the reactor head (60 mm inner height) protruding from the furnace. The outlet from the top plate on the reactor head discharges via an air-cooled connection into a double-necked attachment, which sits on a flask for the pyrolysis oil and is connected to a water-cooled reflux condenser (approx. 15 °C temperature) on the 2nd neck. The reflux condenser is used only for the complete condensation of the pyrolysis oil. The furnace heats the bottom and side wall of the reactor to the desired temperature.
The reactor was charged with about 600 g of crushed PP or HDPE or with a mixture of PP or HDPE and 1 wt% 2-EHN under compression, and pyrolysis was performed at 410 °C in the case of PP or at 440 °C in the case of HDPE. After the reactor has been sealed and connected, it is placed in the furnace and connected to the flask and reflux condenser with the connector. When the furnace is switched on and the final temperature is reached, it is kept at this temperature until no drop of condensate flows into the flasks. The condensed liquid product (pyrolysis oil) was collected in a glass collecting flask; the gas was released to the atmosphere through the tube installed in the reactor; the solid residue remained in the reactor and was removed from it at the end of the process. The liquid phase was filtered through Whatman No. 4 filter paper to remove solids and placed in the refrigerator until further analysis. Pyrolysis was performed in three replicates.
The mass balance was determined as the difference between the weight of the sample minus the sum of liquid and solid and the amount of gas.
2.3. Physical Properties of the Pyrolysis Oils and the Fractionated Pyrolysis Oils
Density was determined according to EN ISO 12185:2001 [
18] using a DMA 4500 densimeter. The viscosity was determined according to EN ISO 3104 [
19] with a capillary viscometer at 40 °C. The heating value was determined according to DIN 51900:2000 [
20] with an IKA calorimeter C500300C. Oxidation stability was determined according to EN 16091 [
21] using an Anton Paar PetroOXY automatic oxidation stability analyzer. The pour point was determined according to ISO 3016 [
22] with a fully automatic CPP 5Gs instrument.
2.4. Determination of the Chemical Composition of the Pyrolysis Oil by GC-MS Analysis
The chemical composition of the pyrolysis oil was analyzed by GC-MS (Shimadzu GC-2010 GC/Shimadzu GC/MS-TQ8040) and a DB-1MS capillary column (30 mm × 0.25 mm inner diameter × 0.25 μm thickness). Helium (UHP) was used as the carrier gas with a constant flow of 1.2 mL min−1. The initial temperature of the oven temperature program was set at 200 °C and maintained for 4 min, increasing by 5 °C min−1 to 270 °C, which was continued for 10 min. The injector temperature was 200 °C. The volume of the injected sample was 1 μL. Computer matching of mass spectra was performed using the NIST14s library, and retention times of known species injected into the chromatographic column were used to identify the first 50 peaks with a signal-to-noise ratio greater than 5.
2.5. Distillation of the Pyrolysis Oils
100 mL of the pyrolysis oil was distilled by separating the fraction boiling at 190 °C (hereafter referred to as the gasoline fraction) and the fraction boiling at 190–320 °C (diesel fraction) into a 100 mL graduated cylinder according to the [
23] EN ISO 3405 standard. The substance remaining in the vessel after atmospheric distillation is a residue fraction (>320 °C).
3. Results
The pyrolysis oils obtained from the pyrolysis of PP or HDPE and 1 wt% 2-EHN are abbreviated as (PP or HDPE + 1% 2-EHN) in the following.
3.1. Results of the Pyrolysis Process
The progress of the temperature during the pyrolysis process is shown In
Figure 1 and
Figure 2.
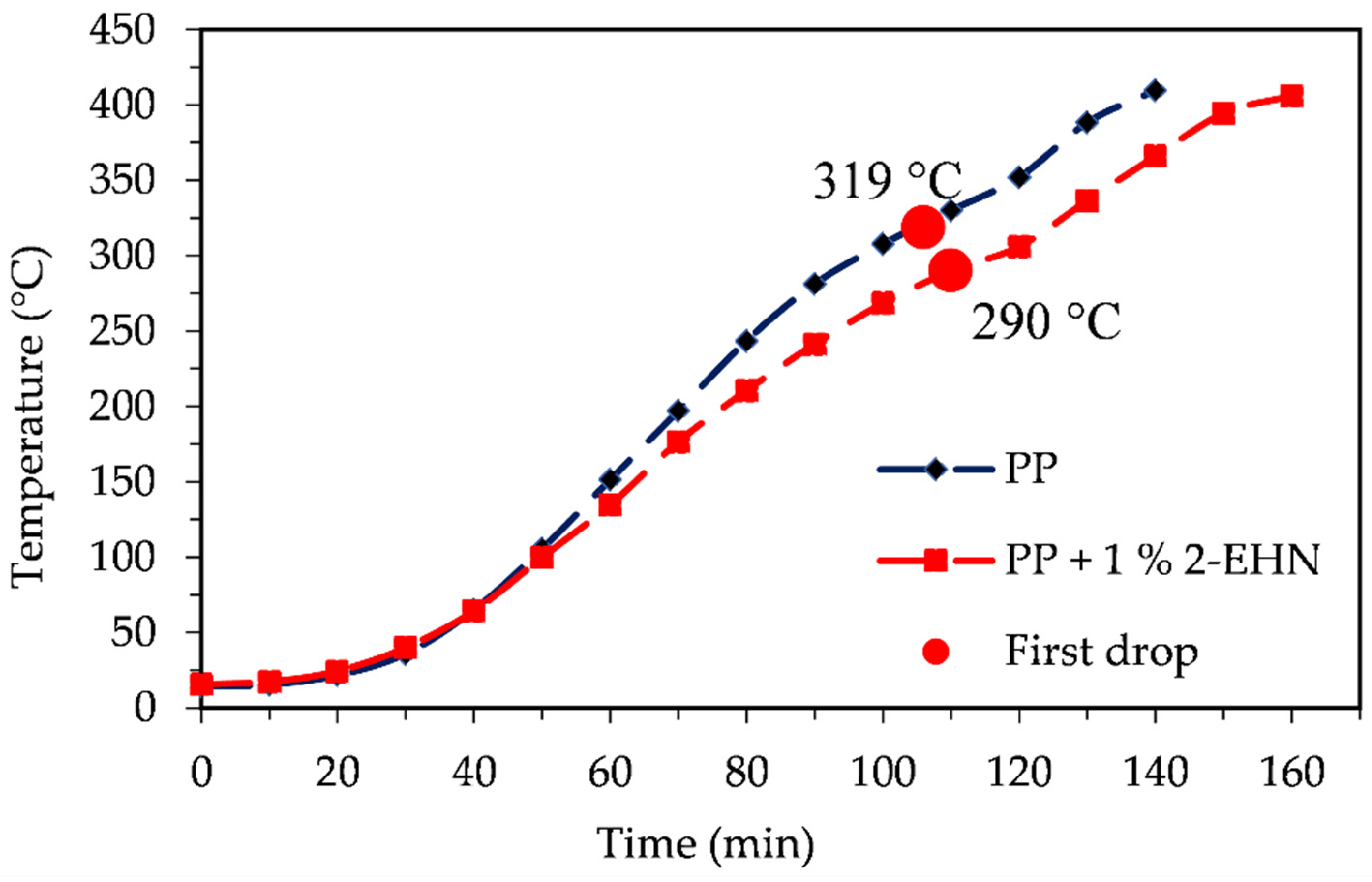
Figure 1 shows that in the pyrolysis of PP with 2-EHN, the first drop occurs about 30 °C lower-but somewhat later-than in the pyrolysis of PP without 2-EHN. It is also noticeable that the pyrolysis process without the initiator was 20 min shorter than with the initiator. Similarly, the entire curve shows a flatter temperature gradient starting at about 100 °C (about 50 min). Thus, reaching the upper limit temperature is ultimately delayed by about 20 min.
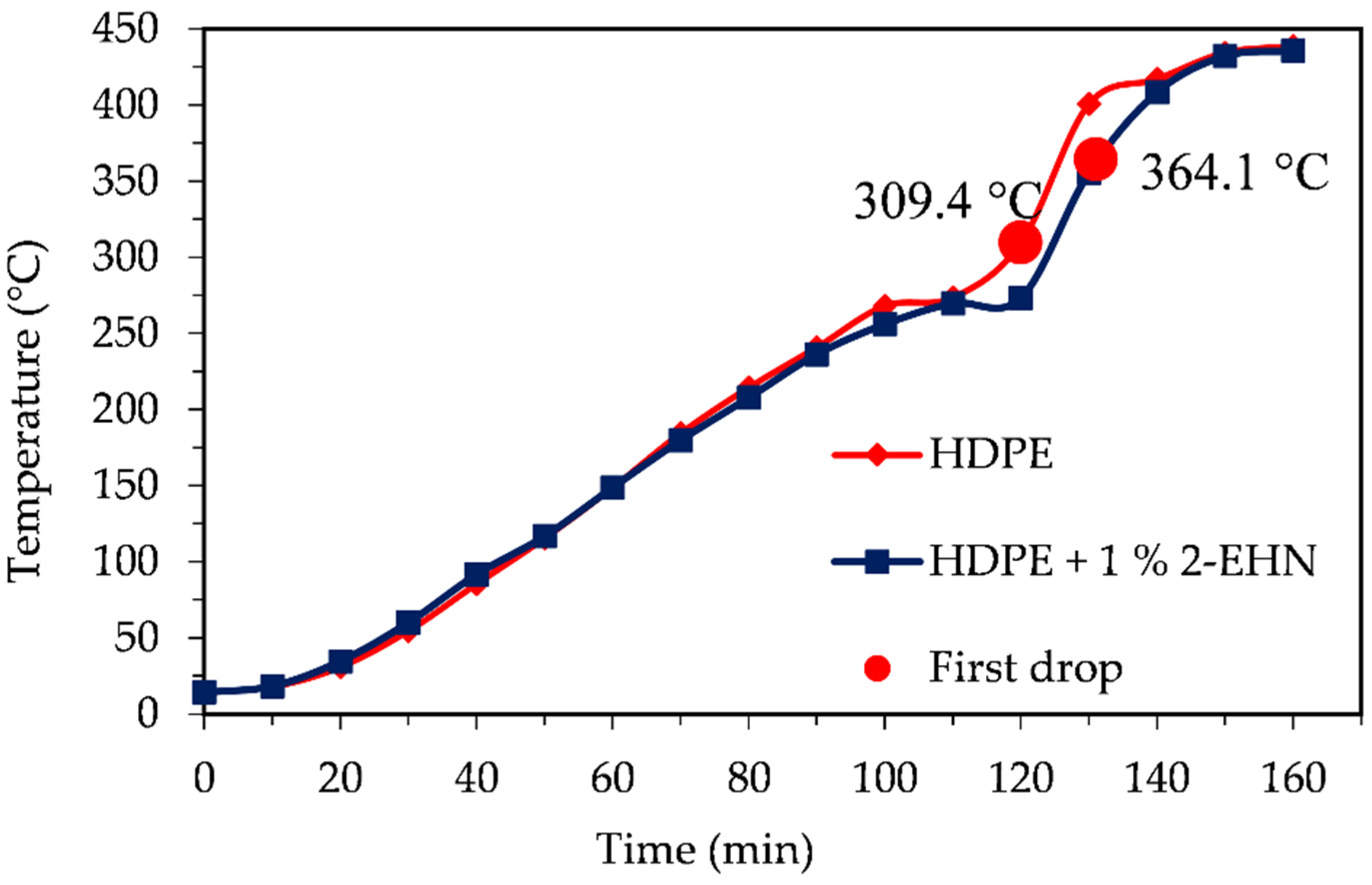
For pyrolysis of HDPE with 2-EHN, the first drop occurs about 54 °C later than for HDPE pyrolysis without 2-EHN (
Figure 2). Unlike PP pyrolysis, both pyrolysis temperature curves are almost congruent, except for a range between 236 °C (90 min) and 408 °C (140 min). In the mentioned range, the pyrolysis temperature curve is shifted at low temperatures and initially delayed. At 273 °C (120 min), the temperature increases again and approaches the original curve. The process duration remained the same at 160 min. In the pyrolysis of the HDPE with the EHN, the first drop occurs later than in the pyrolysis without 2-EHN.
To achieve maximum yield of the liquid product, the pyrolysis process of the plastics was carried out until the oil no longer dripped into the collection tank. The pyrolysis reactor has a slow temperature rise, so the process takes between 2 and 3 h.
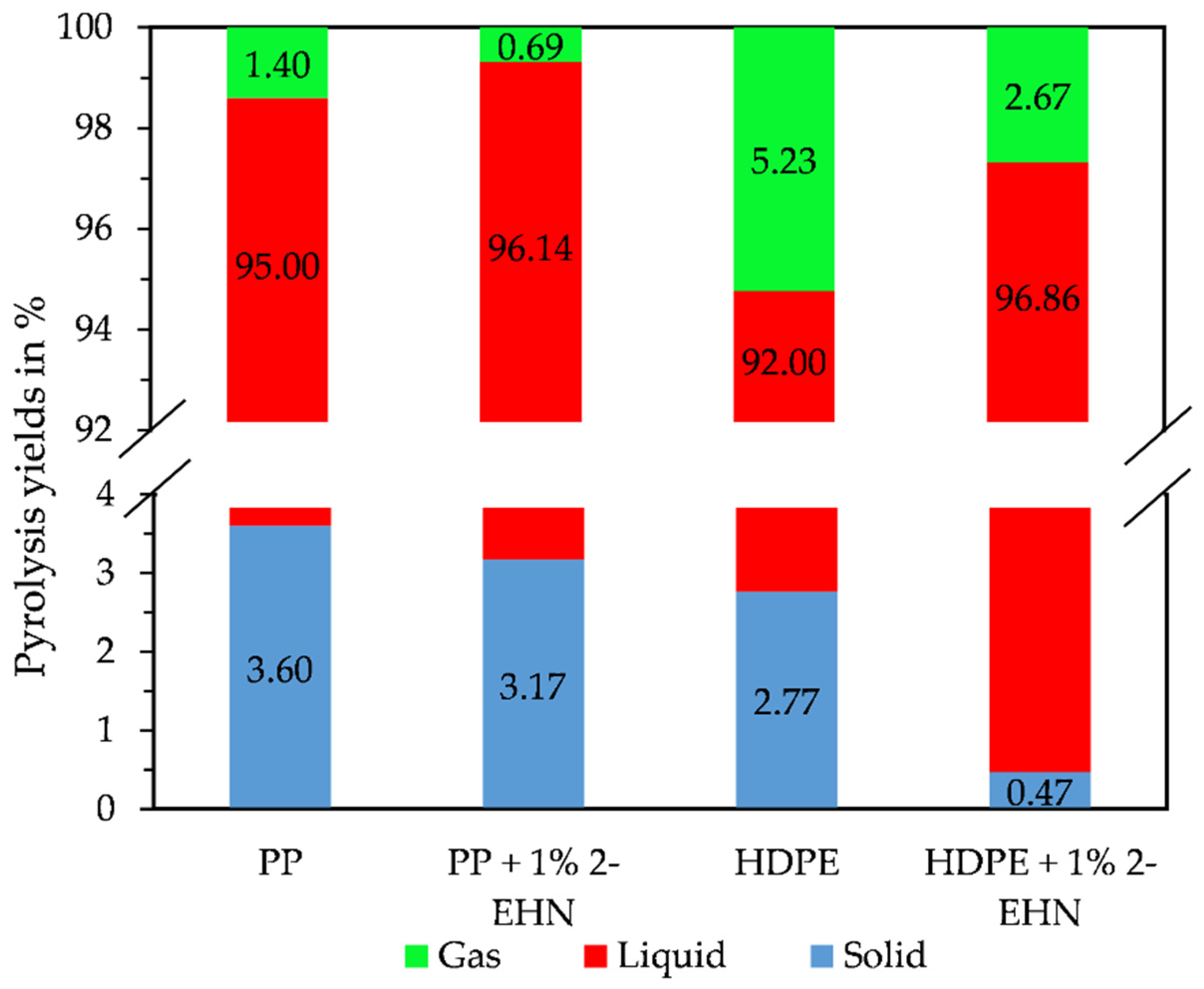
Figure 3 shows the product yields of the pyrolyses graphically.
As can be seen from
Figure 3, the use of 2-EHN, particularly in the pyrolysis of HDPE, has resulted in a reduction of about 80% in the solids content and about a halving of the gas content in favor of the liquid content. In the case of PP, 2-EHN also halved the gas fraction. Both reductions are in contrast to the findings in the literature [
24], according to which low pyrolysis temperatures and long residence times in the reactor are more indicative of high solids and gas yields. This is also evident from the appearance of the pyrolysis oils obtained, which resulted in cleaner and clearer pyrolysis oils due to the use of 2-EHN, to a greater extent for HDPE than for PP. The authors assume that similar to [
25], heptyl radicals are formed by the prompt unimolecular decomposition of 2-EHN. These further decompose to unstable radical species (H atom, CH
3, C
2H
5), which react with HDPE or PP. Thus, the addition of 2-EHN to the plastic enhances the heptyl radicals by its prompt dissociation and subsequent decomposition to small unsaturated species, but also initiates and propagates a pyrolytic chain reaction. According to [
25], the extent of pyrolysis appears to be proportional to the length of the alkyl chain, with longer alkyl chains appearing to be favored over shorter chains. This could mean that 2 EHN reacts preferentially with the plastic chains, less with the shorter chains, which could then distill out of the reactor at a given temperature and atmospheric pressure.
3.2. Results of Gas Chromatography-Mass Spectrometry (GC/MS) Analysis of Pyrolysis Oils
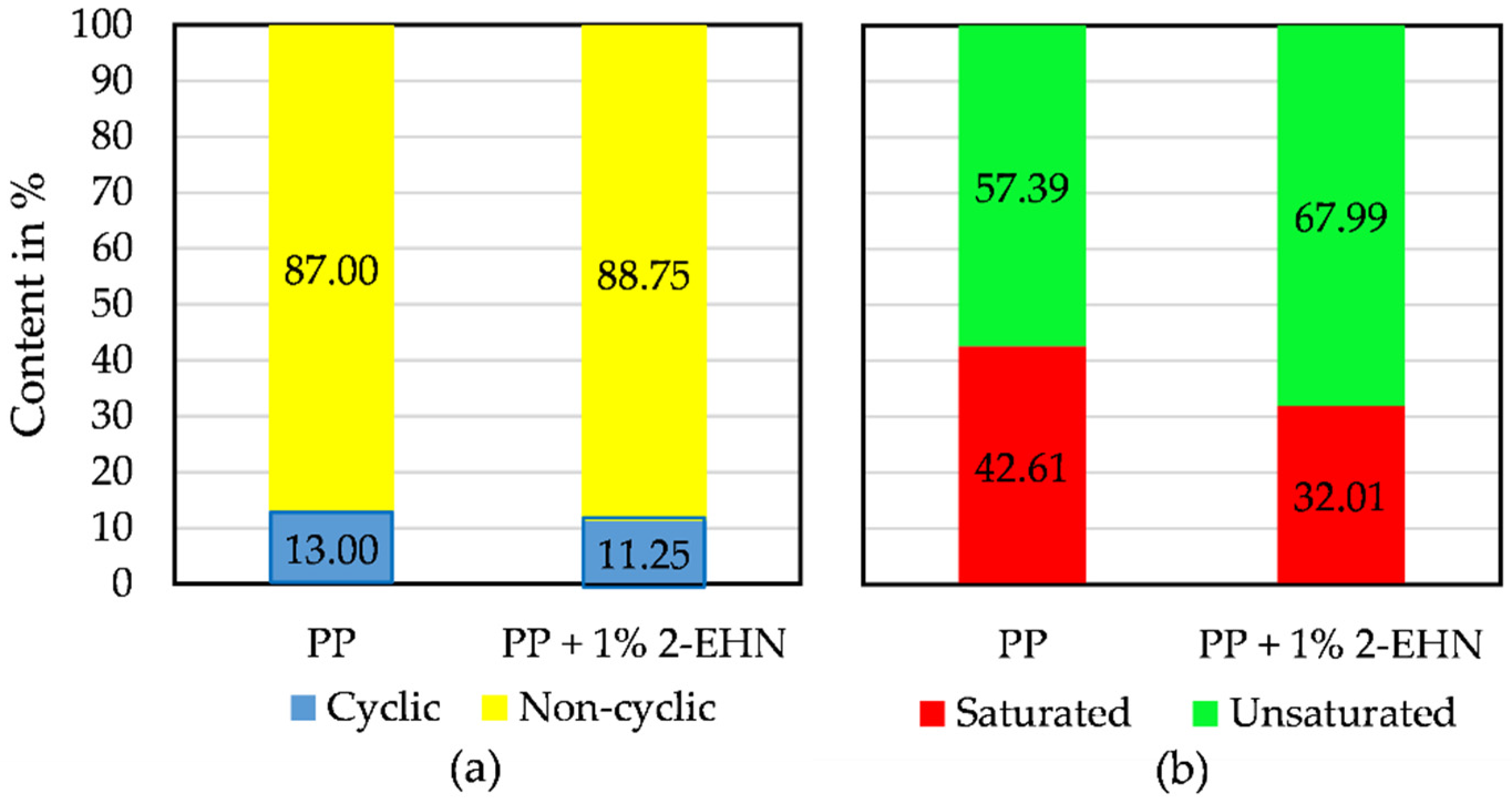
GC/MS was performed to analyze and compare the composition of the pyrolysis oils obtained. The data from GC/MS analysis of the PP pyrolysis oil show no aromatic compounds. However, there were 13% cyclic compounds and 87% non-cyclic compounds present in the pp pyrolysis oil. The majority of the identified cyclic compounds are cyclopentanes, cyclohexanes and cyclooctanes, which contain methyl, ethyl and butyl groups in the cycle. The presence of 2-EHN in the pyrolysis reactor somewhat reduces the amount of cyclic compounds (
Figure 4a).
On the other hand, the presence of 2-EHN in the pyrolysis reactor slightly increases the amount of unsaturated compounds (
Figure 4b).
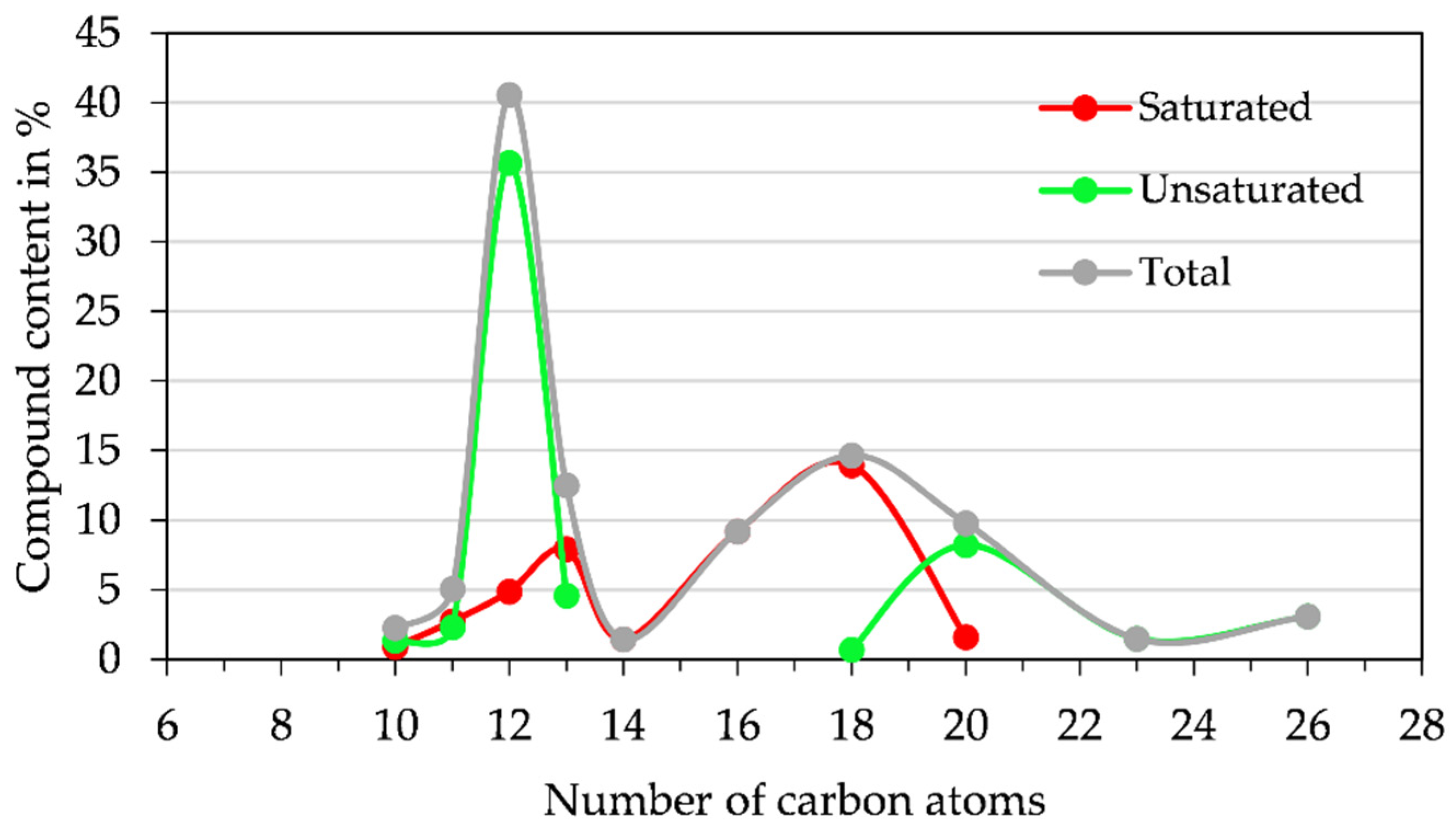
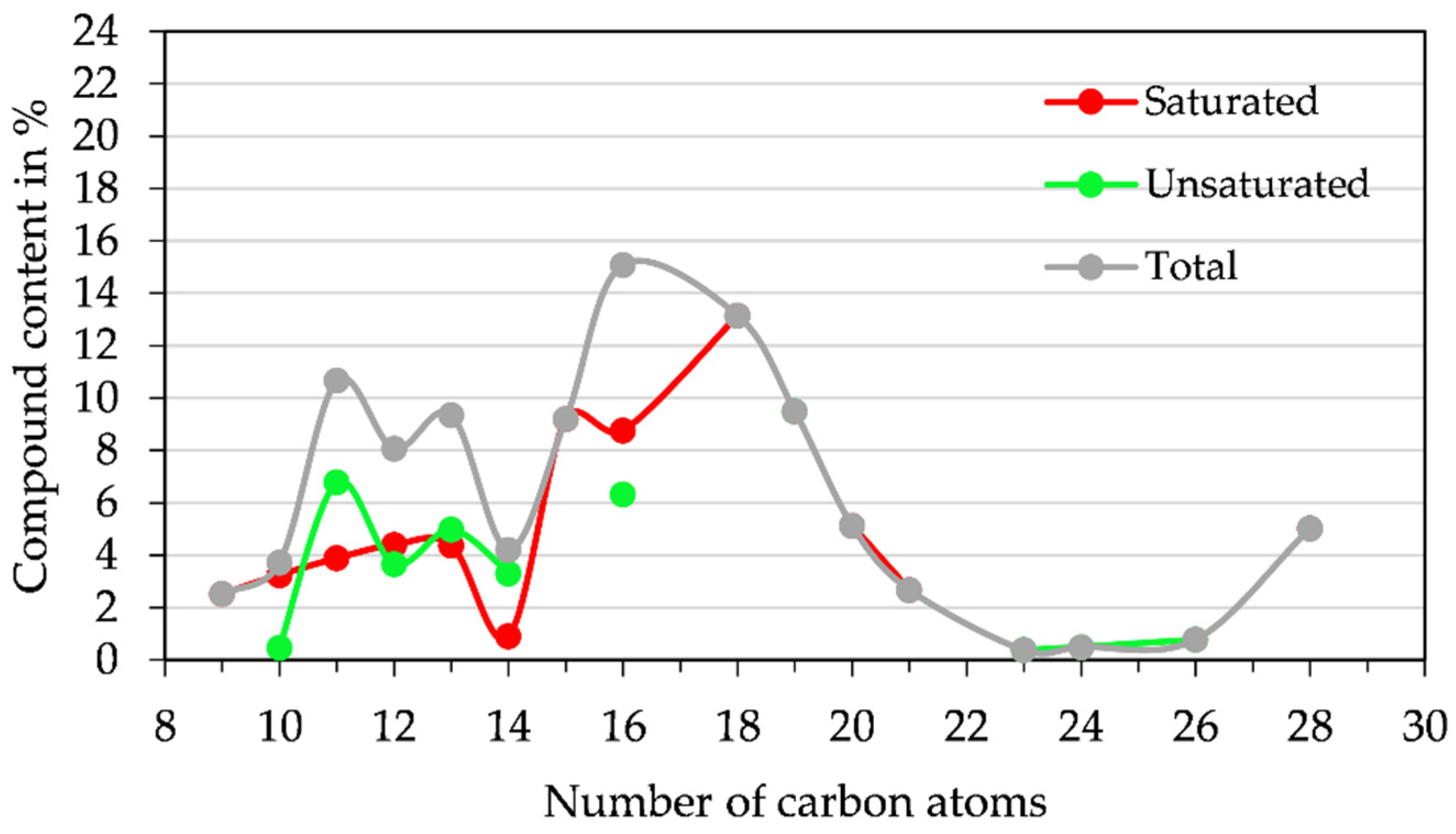
The identified 50 peaks of the two pyrolysis oils contain compound with up to 26 carbon atoms (
Figure 5). For both PP pyrolysis oils, the highest number of compounds have 12 carbon atoms (40.56% for PP pyrolysis oil without 2-EHN and 38.45% for the other oil). The compounds were divided into saturated and unsaturated compounds.
Figure 5 shows a bimodal distribution of the saturated and unsaturated compounds with different centers of average carbon atom number. The peak at 12 carbon atoms is dominated by unsaturated compounds. In the following range up to about 19 carbon atoms, saturated compounds predominate. Above 19 carbon atoms, mainly unsaturated hydrocarbons are again present in the PP pyrolysis oil.
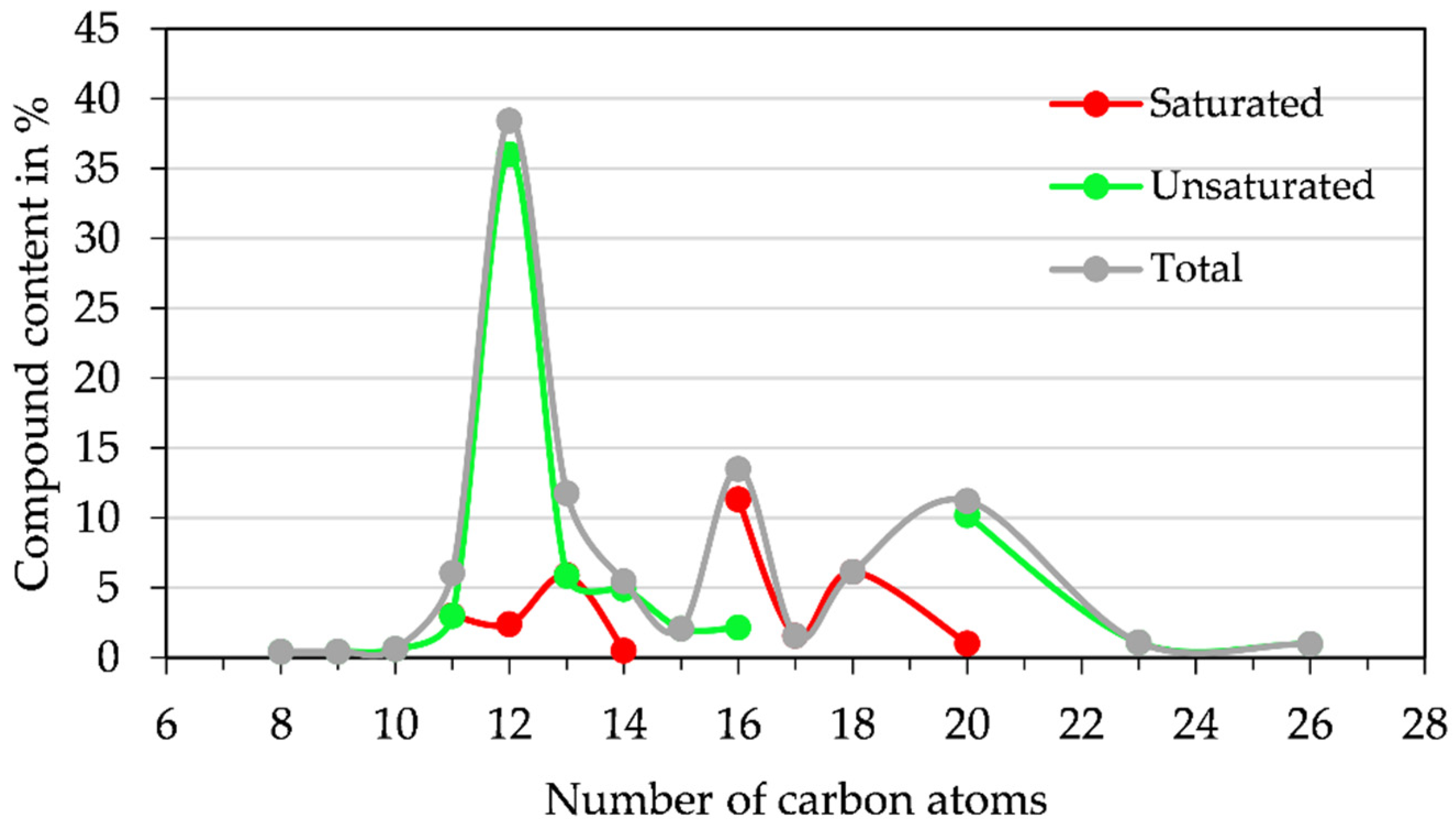
Figure 6 shows the percentage distribution of the molecules obtained from the GC/MS analysis including the breakdown into saturated and unsaturated compounds for the pyrolysis oil PP + 1% 2-EHN. In comparison with
Figure 5, the distribution is now trimodal, because now a peak at 16 carbon atoms per molecule with 11.34% dominates between the two centers at C12 and C20. This peak is dominated by alkanes, but in contrast to
Figure 5, there is also a small proportion of unsaturated compounds. Furthermore, the proportion of saturated compounds for 15 and 17 carbon atoms has decreased, with a small proportion of unsaturated compounds now replacing the saturated compounds with 15 carbon atoms.
However, the PP pyrolysis oil with 2-EHN contains significantly fewer compounds with 18 carbon atoms than the PP pyrolysis oil without 2-EHN, and the proportion of compounds with 26 carbon atoms is lower, which seems to agree with [
25] that the longer-chain hydrocarbons are more decomposed by the influence of 2-EHN in favor of the shorter-chain ones.
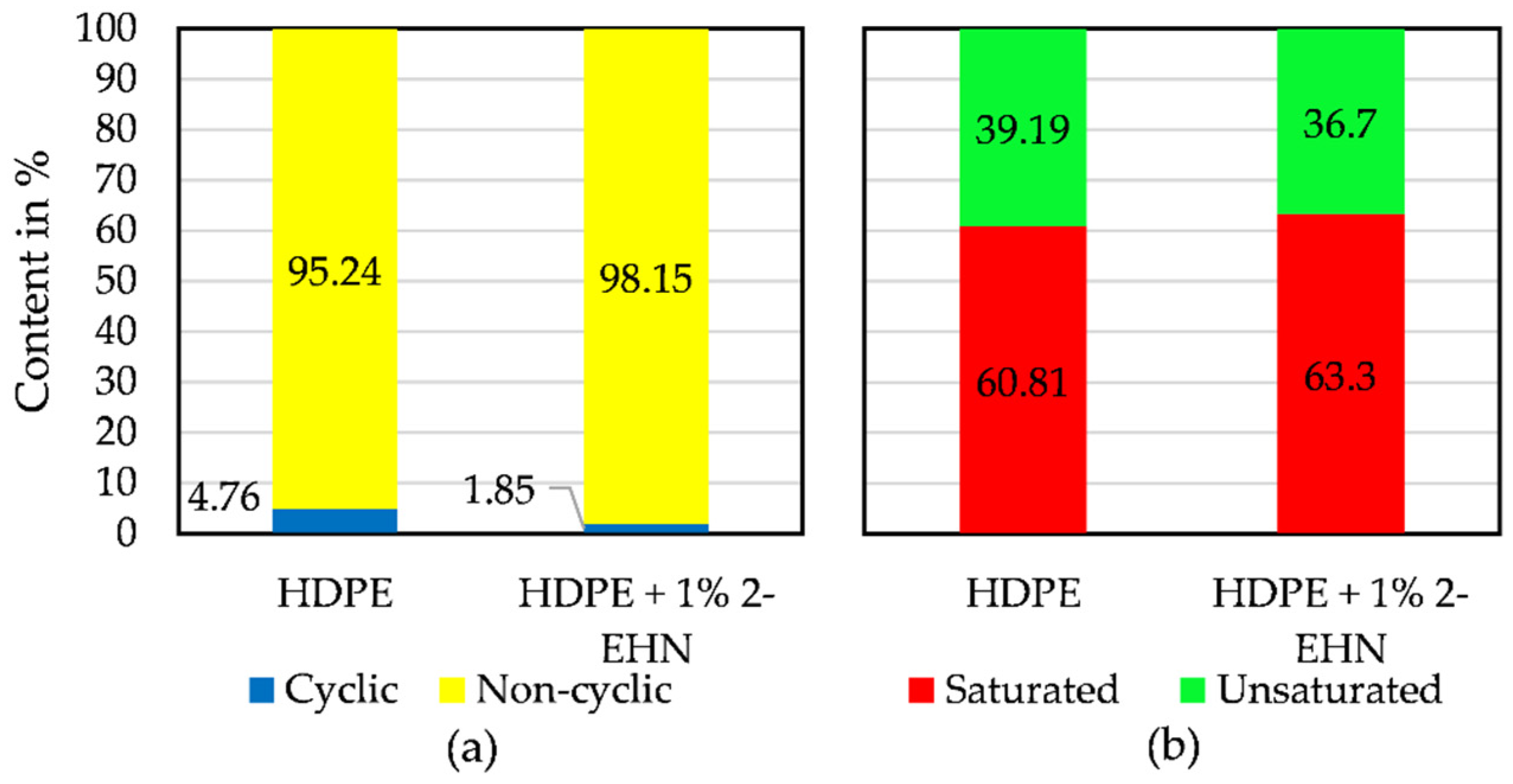
While the proportion of saturated compounds decreased in the pyrolysis oil of the PP with 1% 2-EHN, the proportion of these compounds increased in the HDPE pyrolysis oil with 1% 2-EHN (
Figure 7b).
Similar to the PP pyrolysis oil, the amount of cyclic compounds in the HDPE pyrolysis oil decreased (
Figure 7a), more than halved.
The analysis of the data of HDPE oil is composed of 10 compounds with 21.73% C10 to C12 carbon atoms and 39 compounds with C13 to C20 carbon atoms, which corresponds to a proportion of 77.63%. In the case of HDPE oil with 2-EHN, the distribution of the compounds is more homogeneous and does not exhibit any focal points.
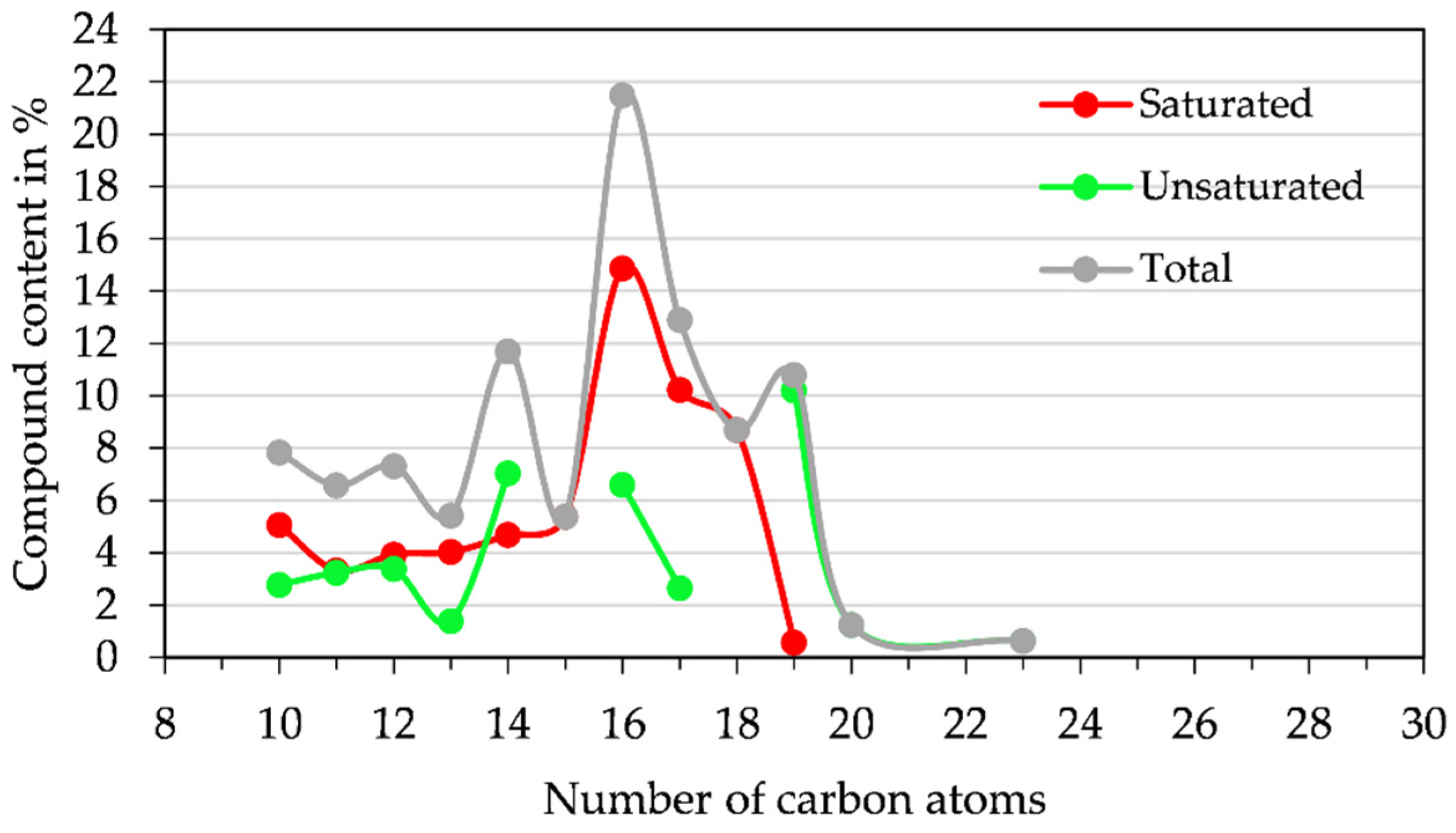
Unlike the PP pyrolysis oil, the HDPE pyrolysis oils in
Figure 8 and
Figure 9 do not exhibit a pronounced center of gravity at a given carbon number. However, continuously saturated compounds predominate up to a carbon content of 18 in the HDPE pyrolysis oils without 2-EHN. Above 18 carbon atoms, the unsaturated ones dominate in the HDPE pyrolysis oil without addition of 2-EHN. In the HDPE pyrolysis oil with the addition of 2-EHN, there is a significant increase in saturated compounds even for compounds with more than 18 carbon atoms (
Figure 9).
The addition of 2-EHN to PP or HDPE seems to cause a shift of the products to smaller carbon atom contents. Something similar was also reported by [
26], where a pressure increase caused this effect.
3.3. Physico-Chemical Properties of Pyrolysis Oils
The calorific value is an important indicator for a fuel and depends on the composition of the fuel. HDPE oil with 2-EHN in the pyrolysis has a high calorific value of 46.50 MJ kg−1, which is a slightly higher value than for the other pyrolysis oil from pyrolysis without 2-EHN. Its calorific value is lower by 0.19 MJ kg−1. The same picture is obtained for the pyrolysis of PP: the presence of 2-EHN in the pyrolysis results in an oil with a slightly higher calorific value of 45.96 MJ kg−1 than the oil from pyrolysis without 2-EHN of 45.91 MJ kg−1.
Comparing the obtained results with those of [
27], it is found that the heating values are higher: 45.98 MJ kg
−1 ((PP +1% 2-EHN) pyrolysis oil) and 46.50 MJ kg
−1 ((HDPE + 1% 2-EHN) pyrolysis oil) instead of 40.80 MJ kg
−1 and 40.50 MJ kg
−1, respectively, in [
27]. This could be related to the increased content of saturated compounds in the PP and HDPE pyrolysis oils when exposed to 2-EHN.
Another property of fuels is oxidative stability, which describes how long the fuel remains unchanged when exposed to various environmental factors. The results show the 2-EHN decreases the oxidation stability time of the resulting PP pyrolysis oil during pyrolysis. The polypropylene pyrolysis oil from the exposure to 2-EHN exhibits 25% lower oxidation stability (from 9.61 min of the PP pyrolysis oil down to 7.21 min of the pyrolysis oil + 1 wt% EHN). In contrast, for the HDPE pyrolysis oil, the oxidation stability increases when 2-EHN was used during pyrolysis (to 6.85 min compared to the original pyrolysis oil at 5.65 min).
The density, viscosity and pour point were also determined for all pyrolysis oils (
Table 1). In addition, the percentage of gasoline and diesel fractions was determined.
The density is an important fuel property [
28], as is viscosity [
29]. Insufficient fuel density can lead to a reduction in engine performance and increased fuel consumption. The higher the density, the less fuel is consumed for the same distance, but unfortunately this does not apply to pyrolysis oils produced under the influence of 2-EHN. The densities of pyrolysis oils under the action of 2-EHN have a lower density than the pyrolysis oils formed without the action of 2-EHN. PP pyrolysis oil with 2-EHN has 1.5% lower oil density and HDPE with reactant has 3.1% lower density. Oils tend to have a higher viscosity due to a higher carbon content of the compounds. PP and (PP + 1% 2-EHN) oils have almost the same viscosity: 1715 mm
2 s
−1 and 1763 mm
2 s
−1, respectively, while HDPE oil shows a more significant difference: HDPE oil + 1% 2-EHN has a 16% lower viscosity than the pyrolysis oil without exposure to 2-EHN. The pour point is an indicator of the fluidity of petroleum products at low temperatures. Due to the chemical composition of pyrolysis oils, oils generally have a low pour point. The pour point depends on the content of paraffinic hydrocarbons with long chains [
30]. The obtained results show that the HDPE pyrolysis oil has the highest pour point of 11 °C, but with 2-EHN in pyrolysis there is a significant difference to a much lower pour point of minus 1 °C and thus, according to [
30], lowers the wax content. This is in agreement with the above result, that the content of hydrocarbons is reduced with larger number of carbons. The lowest pour point was obtained for PP pyrolysis oil with 2-EHN-in pyrolysis was minus 15 °C, while the pour point of PP pyrolysis oil without the addition of 2-EHN was higher by 5 °C.
3.4. Results of Fractionation of Pyrolysis Oils
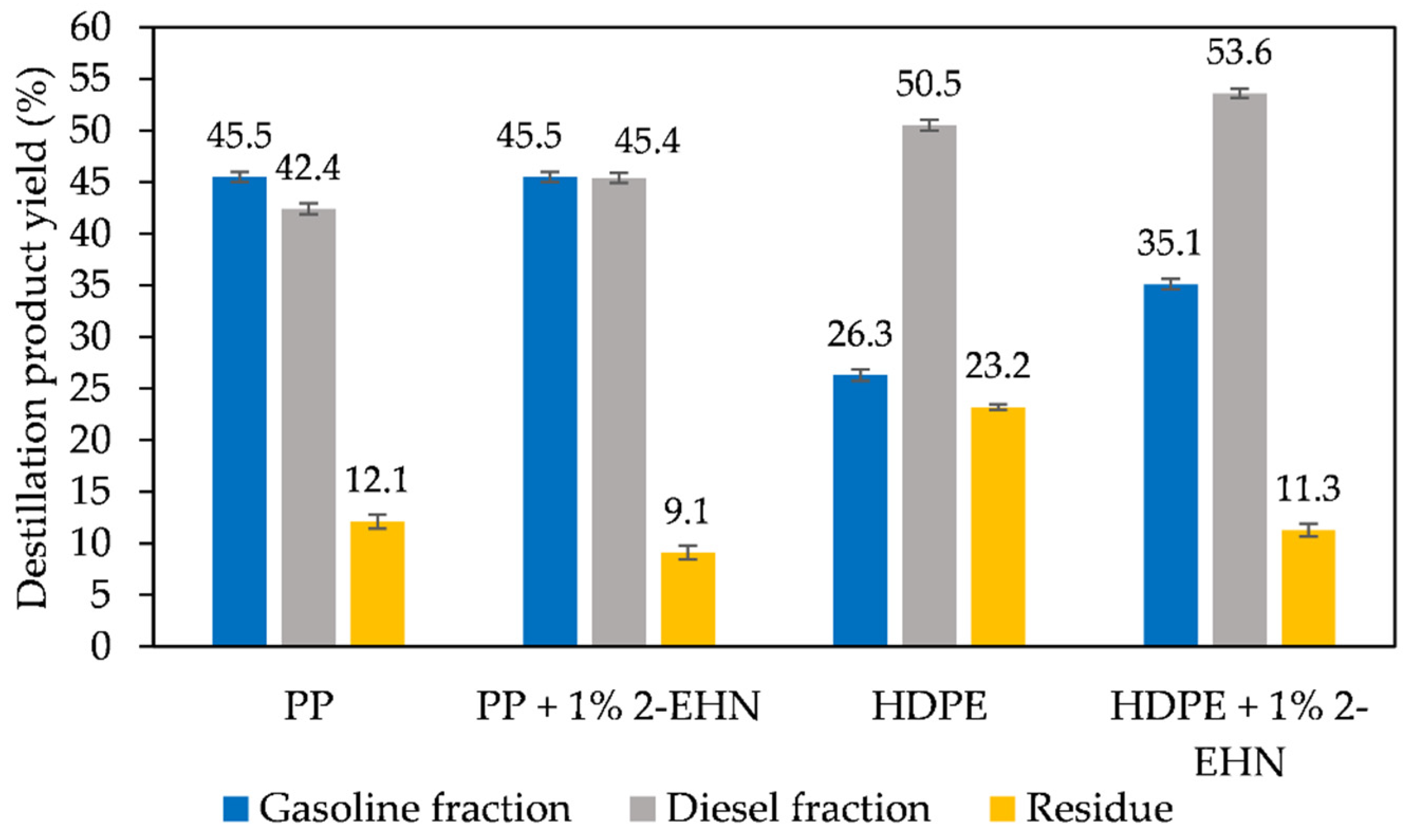
Atmospheric distillation is one of the most common physical treatments of pyrolysis oils, separating the oil into fractions with different boiling points. Atmospheric distillation of plastics has been used to recover gasoline (up to 180 °C) and diesel (180–320 °C) fractions. Distillation above 320 °C was not performed, and the residues not distilled were waxes and resins. The fractional composition of the plastic pyrolysis oils is shown in
Figure 10.
When comparing the distillate ratios, HDPE distillation showed the greatest differences: distillation with HDPE in the presence of 2-EHN gave higher yields for both fractions (26% increase for the gasoline fraction and 8% more diesel fraction than pyrolysis of HDPE without initiator). When comparing the results between the PP oils, only the yields of the diesel fraction differed, which were 3% higher with the initiator. It should be noted that the initiator used decreased the distillate residue (waxes and resins) of the HDPE pyrolysis oil without exposure to 2-EHN. In the case of the PP oil, the residue decreased by 3% during pyrolysis in the presence of 2-EHN. While in the case of PP, the resins and waxes appear to be converted to higher boiling hydrocarbons in the diesel fraction, in the case of pyrolysis of HDPE in the presence of the 2-EHN, the converted waxes and resins are in approximately equal proportions in the gasoline and diesel fractions.
The densities and viscosities determined from the diesel and gasoline fractions are listed in
Table 2.
4. Conclusions
2-EHN has an influence on both PP and HDPE pyrolysis. In the case of PP pyrolysis, this is already visible in the entire temperature curve of the pyrolysis, whereas in the case of HDPE pyrolysis it is only visible in a small area when the first oil drop appears. A different picture emerges when looking at the yield, according to which the proportions of liquid and solid change less in the pyrolysis of PP with and without the influence of 2-EHN than in the pyrolysis of HDPE under the influence of 2-EHN. In the case of HDPE, there are clear shifts of the solid and gaseous products in favor of the liquid products.
GC/MS analysis showed a reduction of cyclic compounds in both pyrolysis oils. However, the amount of unsaturated compounds increased in the PP pyrolysis oil under the influence of 2-EHN during pyrolysis, while the amount of saturated compounds increased in the HDPE pyrolysis. Furthermore, the PP pyrolysis oil shows a decrease of saturated compounds with 15 and especially with 17 carbon atoms. In the case of HDPE pyrolysis oil, there is an overall shortening of the compounds, which is probably reflected in the increased yield of liquid compounds.
The effect of 2-EHN on PP and HDPE during pyrolysis results in an increase in calorific value, while the pour point and viscosity also decrease, indicating a reduction in the wax content of the pyrolysis oils. This is an improvement of the physical property profile.
When the diesel was separated from the gasoline fraction and the residual fraction was determined by atmospheric distillation, it was found, analogous to the analysis of the GC/MS chromatogram, that the high molecular weight fraction of the residual fraction was reduced in favor of the diesel fraction and, to a lesser extent, the gasoline fraction by the action of 2-EHN during pyrolysis.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}