
The Tobacco Leaf Redrying Process Parameter Optimization Based on IPSO Hybrid Adaptive Penalty Function
Abstract
:1. Introduction
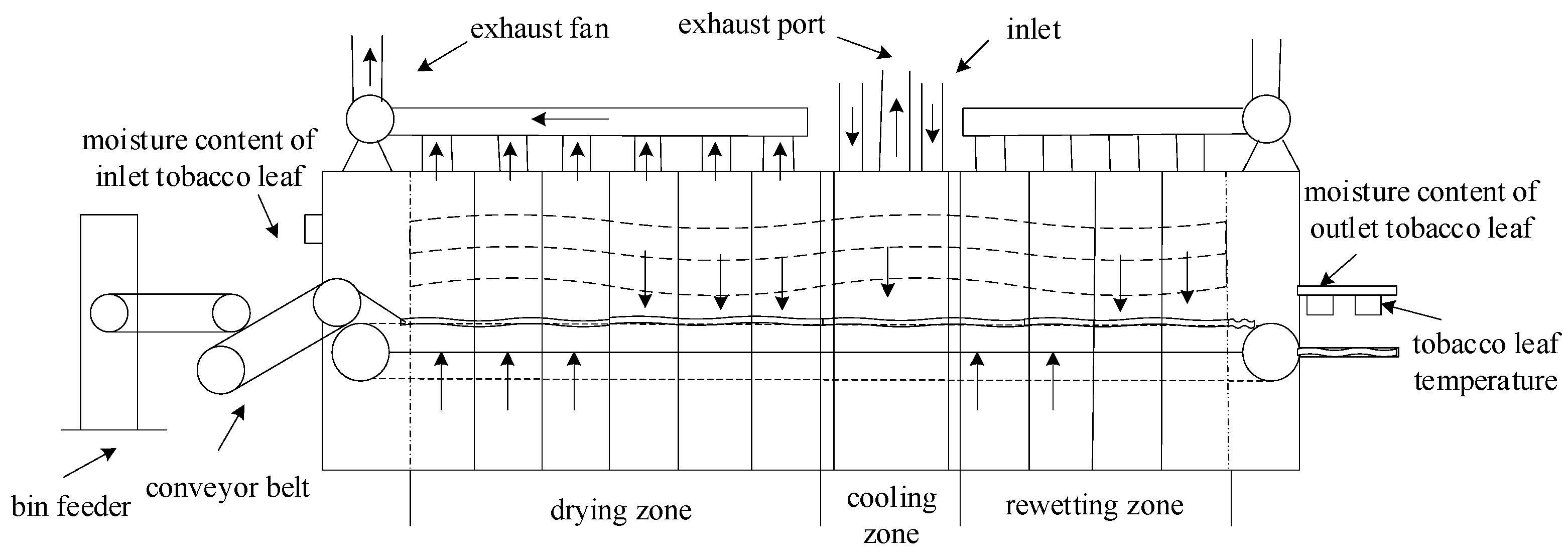
2. Process Description
3. Mathematical Model for Optimization of Process Parameters
3.1. Selection of the Decision Variables
3.2. Objective Function
3.3. Constraints
3.4. Unconstrained Optimization of Process Parameters
4. Data and Methods
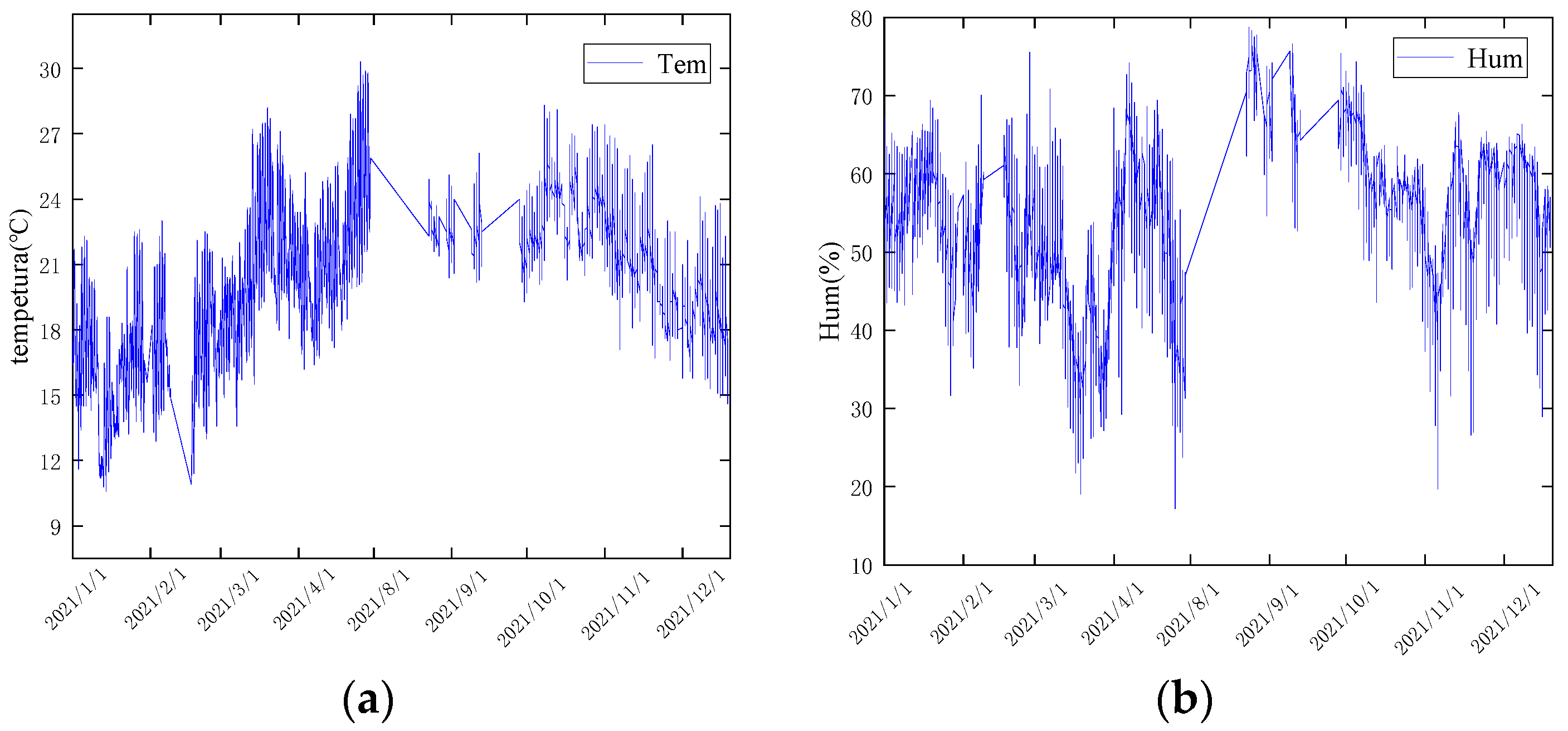
4.1. Dataset Introduction and Processing
4.2. Methods
4.3. RBF Neural Network
4.4. Improved PSO Algorithm (IPSO)
5. Results and Discussion
6. Conclusions
- (1)
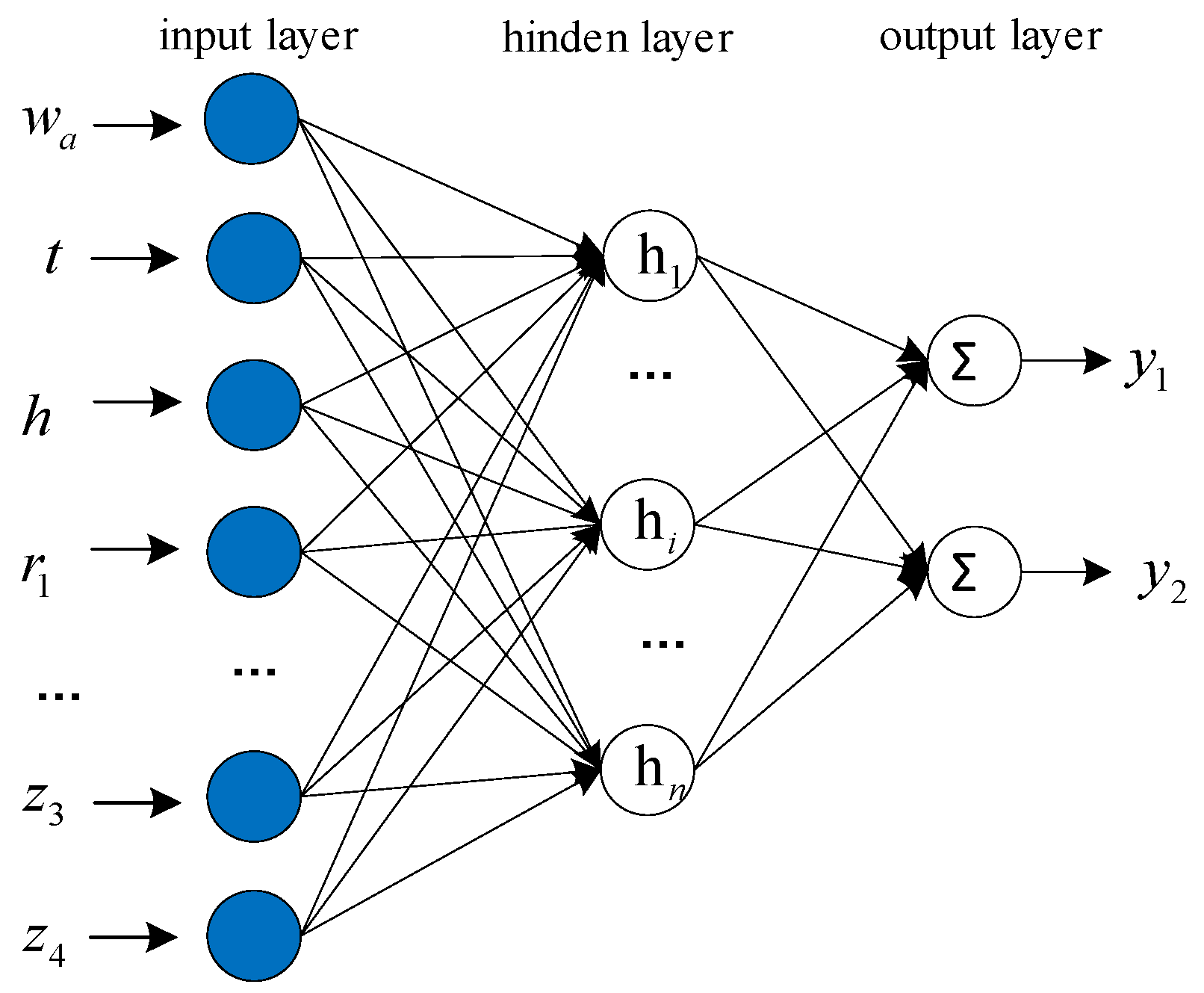
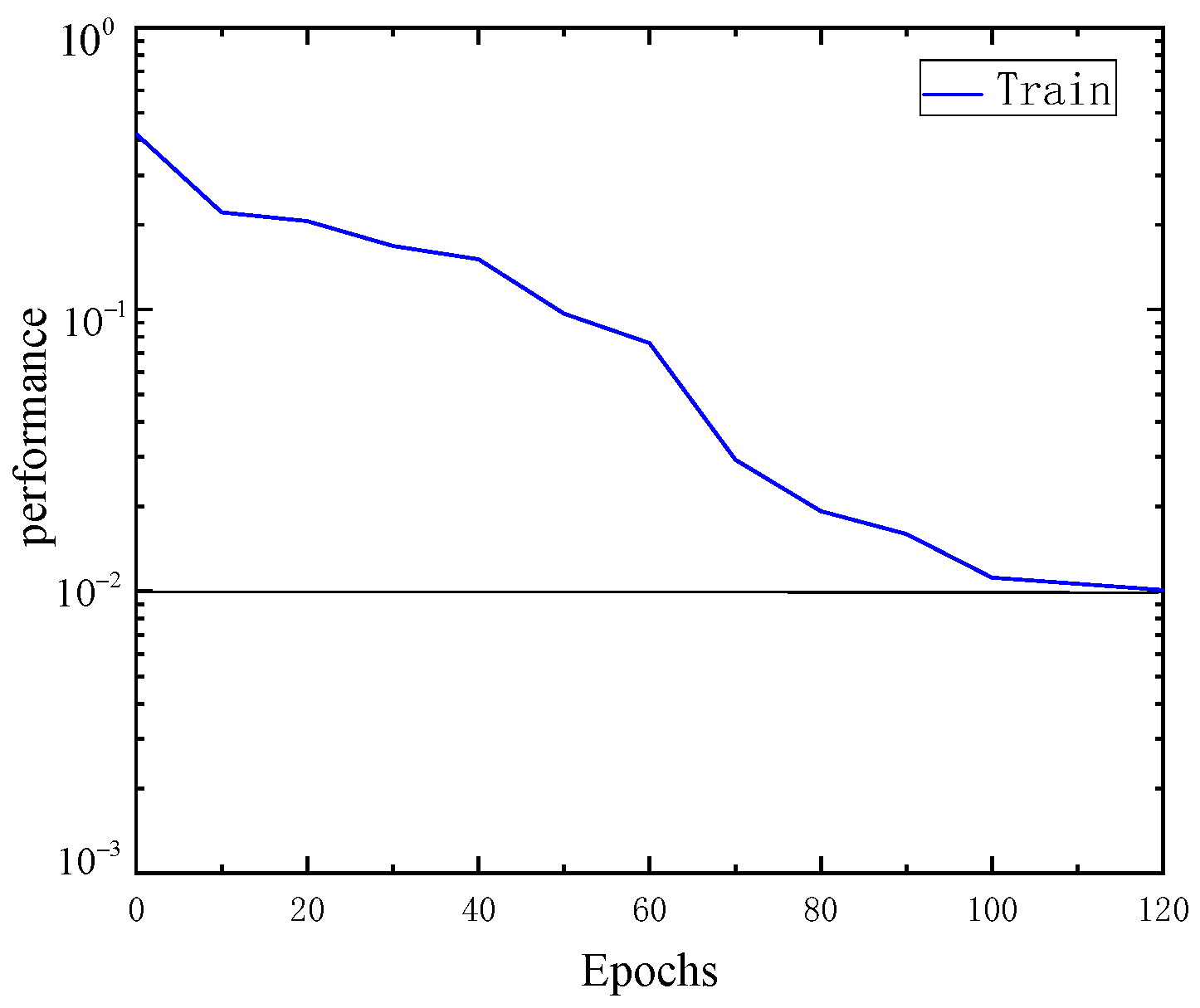
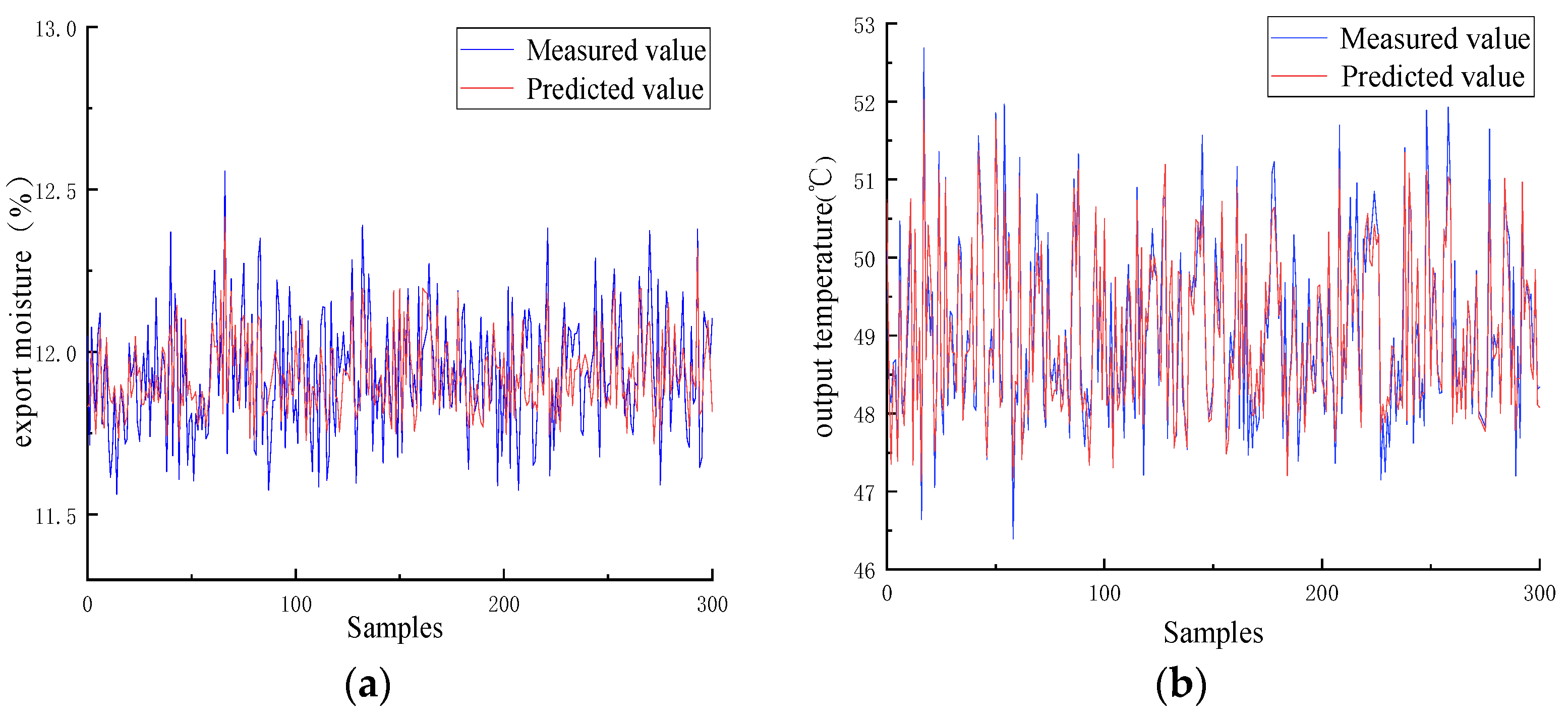
- The key factors affecting the quality of tobacco based on the tobacco redrying process are analyzed. The process parameters affecting tobacco quality are taken as variables to be decided, and tobacco grade, tobacco moisture content, and environmental temperature and humidity are taken as characteristic physical parameters affecting the settings of tobacco process parameters. A nonlinear relationship model between the factors affecting tobacco quality and tobacco moisture content and temperature is established using the RBF neural network.
- (2)
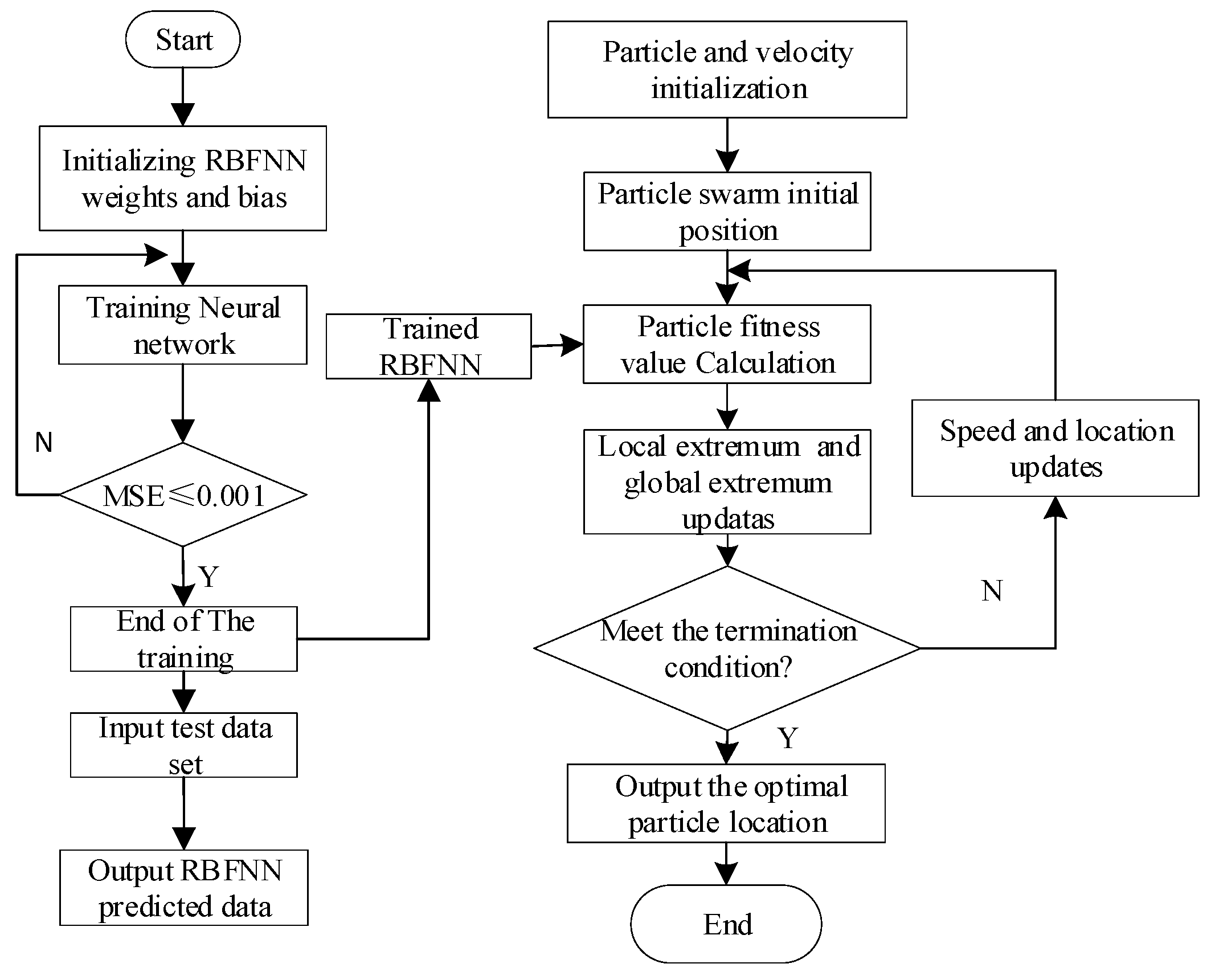
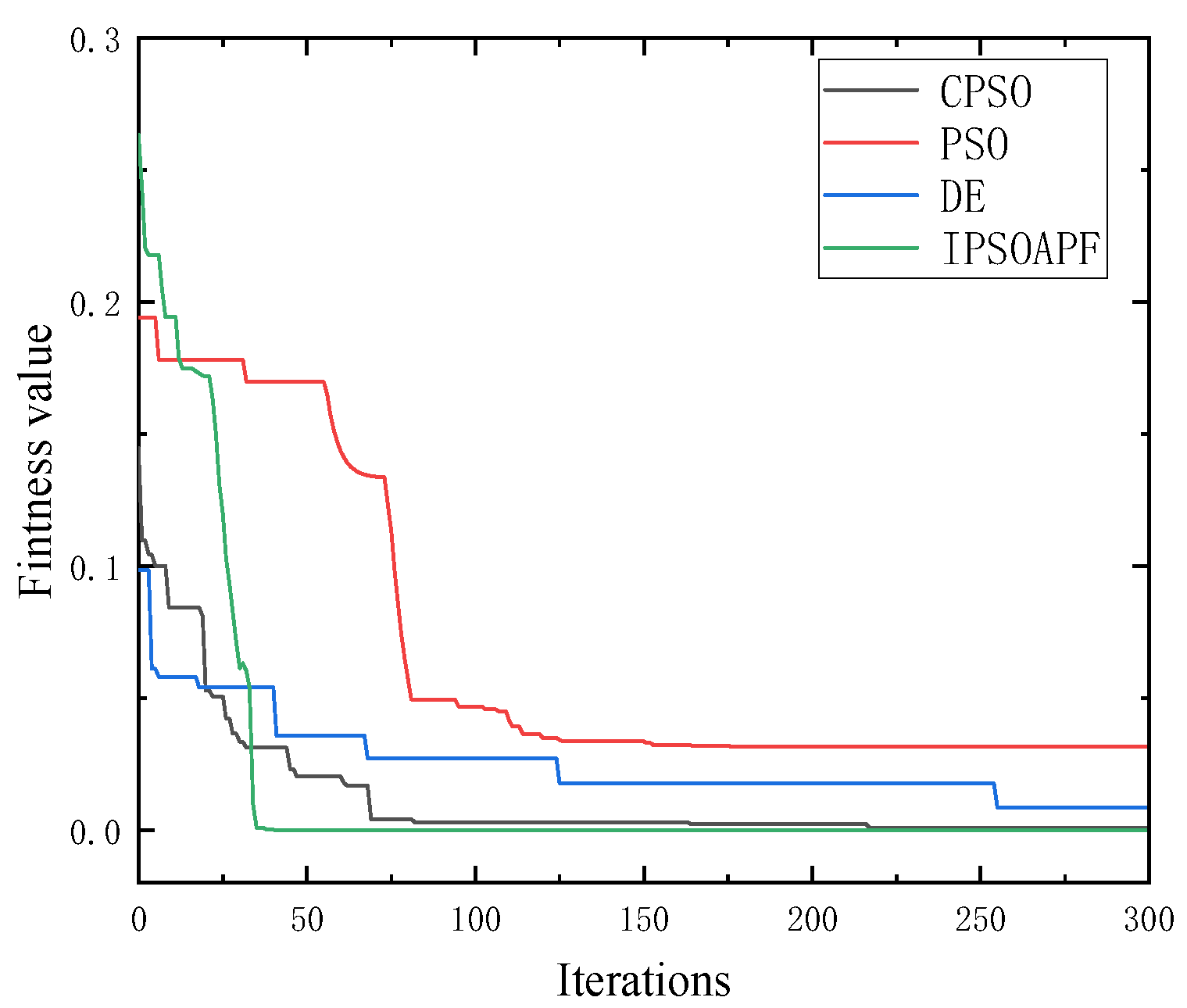
- In the parameter optimization process, to improve the convergence accuracy of the optimization algorithm, the improved IPSO algorithm is used. At the same time, to solve the problems of the complex boundary of the feasible area of process operation and slow convergence of the algorithm, an IPSOAPF algorithm for redrying tobacco leaves is proposed. The method in this paper is compared with the traditional PSO, IPSO, and DE. The experiments prove that the IPSOAPF algorithm is better in optimization speed and optimal search effect.
- (3)
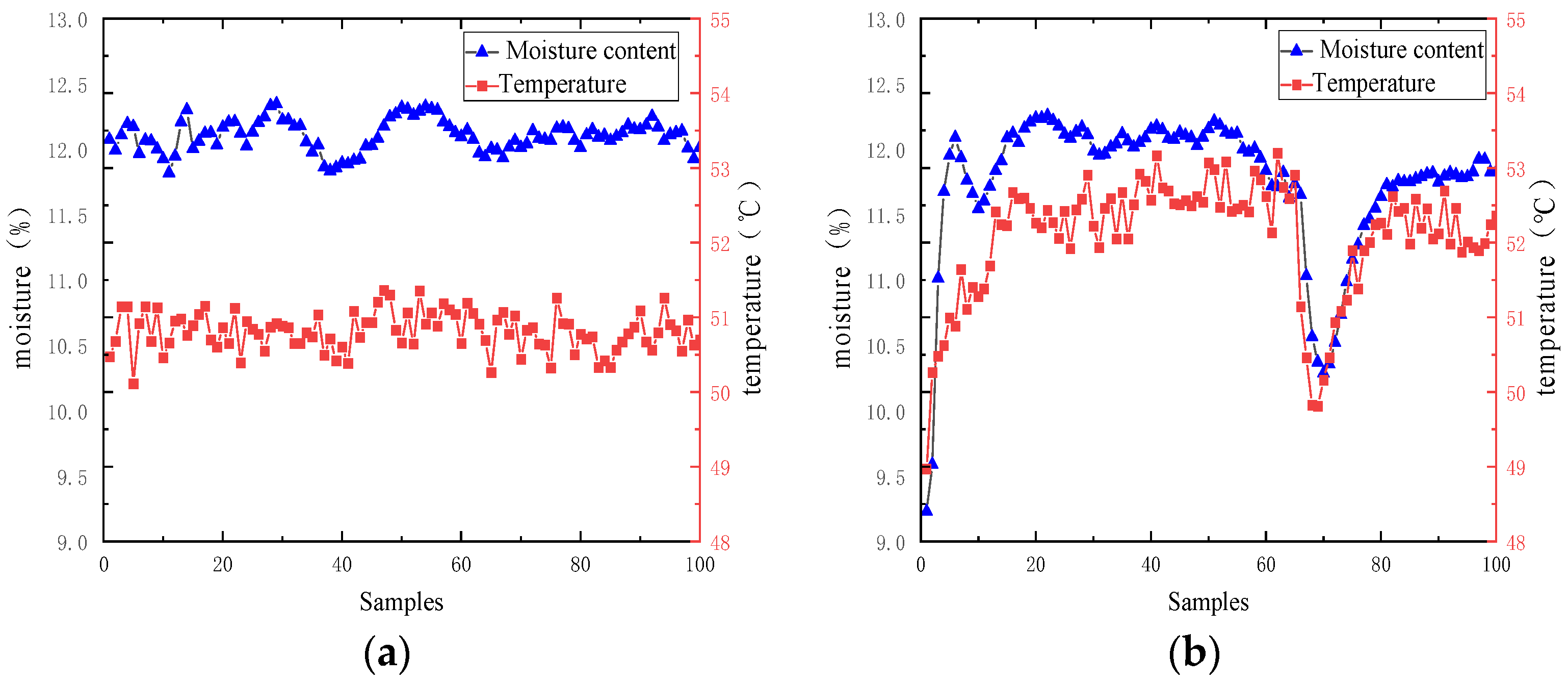
- The optimized process parameters are applied to a redrying tobacco experiment, and sensors are used to detect the moisture and temperature at the roaster outlet over a while. The results show that the initial process parameters recommended in this paper can guide the redrying production, reduce reliance on manual labor, and improve the redrying production efficiency. Moreover, it fills the theoretical deficiency in the inaccurate regulation of traditional parameters and realizes the sustainable development of the redrying process production in response to the dynamic incoming changes of tobacco leaves and variable tobacco quality processing standards.
- (4)
- This study is the first attempt to optimize the parameters of the redrying process, which is difficult to control with the change in dynamic feed characteristics of tobacco leaves. The tobacco redrying quality standard is taken as the optimization objective in the paper, and the association of process parameters with processing energy consumption is not considered. Therefore, a multi-objective optimization model related to processing energy consumption will be further introduced to achieve energy saving and consumption reduction by regulating the process parameters.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Long, M.; Hua, Y.; Wang, X.; Wang, Y.; He, C.; Huangfu, D.; Zi, W. Effect of different combined moistening and redrying treatments on the physicochemical and sensory capabilities of smoking food tobacco material. Dry. Technol. 2018, 36, 52–62. [Google Scholar] [CrossRef]
- Pakowski, Z.; Druzdzel, A.; Drwiega, J. Validation of a model of an expanding superheated steam flash dryer for cut tobacco based on processing data. Dry. Technol. 2004, 22, 45–57. [Google Scholar] [CrossRef]
- Didriksen, H. Model based predictive control of a rotary dryer. Chem. Eng. J. 2002, 86, 53–60. [Google Scholar] [CrossRef]
- Alexiou, K.; Pariotis, E.G.; Zannis, T.C.; Leligou, H.C. Prediction of a ship’s operational parameters using artificial intelligence techniques. J. Mar. Sci. Eng. 2021, 9, 681. [Google Scholar] [CrossRef]
- Gupta, A.K.; Kumar, P.; Sahoo, R.K.; Sahu, A.K.; Sarangi, S.K. Performance measurement of plate fin heat exchanger by exploration: ANN, ANFIS, GA, and SA. J. Comput. Des. Eng. 2017, 4, 60–68. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, T.T.; Nguyen, T.A.; Trinh, Q.H.; Le, X.B.; Pham, L.H.; Le, X.H. Artificial neural network-based optimization of operating parameters for minimum quantity lubrication-assisted burnishing process in terms of surface characteristics. Neural Comput. Appl. 2022, 34, 7005–7031. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Touileb, K.; El-Sayed Seleman, M.M.; Albaijan, I.; Habba, M.I.A. Bobbin Tool Friction Stir Welding of Aluminum: Parameters Optimization Using Taguchi Experimental Design. Materials 2022, 15, 2771. [Google Scholar] [CrossRef]
- Park, H.S.; Nguyen, D.S.; Le-Hong, T.; Van Tran, X. Machine learning-based optimization of process parameters in selective laser melting for biomedical applications. J. Intell. Manuf. 2021, 33, 1843–1858. [Google Scholar] [CrossRef]
- Liang, X.; Liu, Y.; Gu, X.; Huang, M.; Guo, F. Adaptive Genetic Algorithm Based on Individual Similarity to Solve Multi-Objective Flexible Job-Shop Scheduling Problem. IEEE Access 2022, 10, 45748–45758. [Google Scholar] [CrossRef]
- Flori, A.; Oulhadj, H.; Siarry, P. Quantum Particle Swarm Optimization: An auto-adaptive PSO for local and global optimization. Comput. Optim. Appl. 2022, 82, 525–559. [Google Scholar] [CrossRef]
- Stanovov, V.; Akhmedova, S.; Vakhnin, A.; Sopov, E.; Semenkin, E.; Affenzeller, M. Improving the Quantum Multi-Swarm Optimization with Adaptive Differential Evolution for Dynamic Environments. Algorithms 2022, 15, 154. [Google Scholar] [CrossRef]
- Gaitonde, V.N.; Karnik, S.R. Minimizing burr size in drilling using artificial neural network (ANN)-particle swarm optimization (PSO) approach. J. Intell. Manuf. 2012, 23, 1783–1793. [Google Scholar] [CrossRef]
- Liu, L.; Zhang, X.; Wan, X.; Zhou, S.; Gao, Z. Digital twin-driven surface roughness prediction and process parameter adaptive optimization. Adv. Eng. Inform. 2022, 51, 101470. [Google Scholar] [CrossRef]
- Zhao, H.; Xu, Z.; Li, Q.; Pan, T. Optimization of Process Control Parameters for Fully Mechanized Mining Face Based on ANN and GA. Comput. Intell. Neurosci. 2021, 2021, 5557831. [Google Scholar] [CrossRef]
- Kamal Babu, K.; Panneerselvam, K.; Sathiya, P.; Noorul Haq, A.; Sundarrajan, S.; Mastanaiah, P.; Srinivasa Murthy, C.V. Parameter optimization of friction stir welding of cryorolled AA2219 alloy using artificial neural network modeling with genetic algorithm. Int. J. Adv. Manuf. Technol. 2018, 94, 3117–3129. [Google Scholar] [CrossRef]
- Dong, C.; Meng, X.; Guo, L.; Hu, J. 3D Sea Surface Electromagnetic Scattering Prediction Model Based on IPSO-SVR. Remote Sens. 2022, 14, 4657. [Google Scholar] [CrossRef]
- Ding, K.; Ni, Y.; Fan, L.; Sun, T.L. Optimal Design of Water Supply Network Based on Adaptive Penalty Function and Improved Genetic Algorithm. Math. Probl. Eng. 2022, 2022, 8252086. [Google Scholar] [CrossRef]
- Matias, J.; Correia, A.; Mestre, P.; Serodio, C.; Couto, P.; Teixeira, C.; Melo-Pinto, P. Adaptive penalty and barrier function based on fuzzy logic. Expert Syst. Appl. 2015, 42, 6777–6783. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Wang, L.; Jiang, W.; Wei, Q.; Zhang, H. Analysis of Rewetting Characteristics and Process Parameters in Tobacco Strip Redrying Stage. Appl. Sci. 2022, 12, 11510. [Google Scholar] [CrossRef]
- Krishnan, P.; Gopalakrishnan, R.; Nishanth, R.; Joseph, A.; Martin, A.; Sani, N. PSO-RBFNN based optimal PID controller and ANFIS based coupling for fruits drying system. EAI Endorsed Trans. Energy Web 2021, 21, e2. [Google Scholar] [CrossRef]
- Xu, F.; Liang, X.; Chen, M.; Liu, W. Robust Self-Learning PID Control of an Aircraft Anti-Skid Braking System. Mathematics 2022, 10, 1290. [Google Scholar] [CrossRef]
- Wang, K.; Zhang, J.; Shang, C.; Huang, D. Operation optimization of Shell coal gasification process based on convolutional neural network models. Appl. Energy 2021, 292, 116847. [Google Scholar] [CrossRef]
- Wang, B.C.; Li, H.X.; Feng, Y.; Shen, W.J. An adaptive fuzzy penalty method for constrained evolutionary optimization. Inf. Sci. 2021, 571, 358–374. [Google Scholar] [CrossRef]
- Dolgopolik, M.V. Exact penalty functions with multidimensional penalty parameter and adaptive penalty updates. Optim. Lett. 2022, 16, 1281–1300. [Google Scholar] [CrossRef]
- Bi, S.; Zhang, B.; Mu, L.; Ding, X.; Wang, J. Optimization of tobacco drying process control based on reinforcement learning. Dry. Technol. 2020, 38, 1291–1299. [Google Scholar] [CrossRef]
- Wu, J.; Li, H.; Luo, L.; Ou, J.; Zhang, Y. Multiobjective Optimization Strategy of WSN Coverage Based on IPSO-IRCD. J. Sens. 2022, 2022. [Google Scholar] [CrossRef]
- Luo, Q.; Li, J.; Zhang, H. Drag coefficient modeling of heterogeneous connected platooning vehicles via BP neural network and PSO algorithm. Neurocomputing 2022, 484, 117–127. [Google Scholar] [CrossRef]
- Tian, H.; Wang, P.; Tansey, K.; Zhang, S.; Zhang, J.; Li, H. An IPSO-BP neural network for estimating wheat yield using two remotely sensed variables in the Guanzhong Plain, PR China. Comput. Electron. Agric. 2020, 169, 105180. [Google Scholar] [CrossRef]
- Broomhead, D.S.; Lowe, D. Radial Basis Functions, Multi-Variable Functional Interpolation and Adaptive Networks; Royal Signals and Radar Establishment: Malvern, UK, 1988. [Google Scholar]
- Zhou, F.; Peng, H.; Ruan, W.; Wang, D.; Liu, M.; Gu, Y.; Li, L. Cubic-RBF-ARX modeling and model-based optimal setting control in head and tail stages of cut tobacco drying process. Neural Comput. Appl. 2018, 30, 1039–1053. [Google Scholar] [CrossRef]
- Chen, Q.Y.; Chen, L.; Su, J.N.; Fu, M.J.; Chen, G.Y. Model selection for RBF-ARX models. Appl. Soft Comput. 2022, 121, 108723. [Google Scholar] [CrossRef]
- Zhang, R.; Tao, J.; Gao, F. Temperature modeling in a coke furnace with an improved RNA-GA based RBF network. Ind. Eng. Chem. Res. 2014, 53, 3236–3245. [Google Scholar] [CrossRef]
- Meng, X.; Rozycki, P.; Qiao, J.F.; Wilamowski, B.M. Nonlinear system modeling using RBF networks for industrial application. IEEE Trans. Ind. Inform. 2017, 14, 931–940. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, D. An External Selection Mechanism for Differential Evolution Algorithm. Comput. Intell. Neurosci. 2022, 2022, 1687–5265. [Google Scholar] [CrossRef] [PubMed]
- Lu, H.C.; Tseng, H.Y.; Yao, L. Neutrino-like particle for particle swarm optimization. Int. J. Intell. Syst. 2022, 37, 859–913. [Google Scholar] [CrossRef]
- Zheng, Q.; Feng, B.W.; Liu, Z.Y.; Chang, H.C. Application of Improved Particle Swarm Optimisation Algorithm in Hull form Optimisation. J. Mar. Sci. Eng. 2021, 9, 955. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Operation Variables | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 55 | 60 | 62 | 63 | 62 | 58 | 35 | 53 | 63 | 70 | 70 | |
| 64.1 | 65.3 | 79.1 | 65.4 | 66.3 | 61.5 | 37.3 | 57.8 | 71.3 | 73.6 | 78.5 | |
| 68 | 75 | 85 | 84 | 83 | 68 | 45 | 66 | 75 | 76 | 80 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, D.; Li, Y.; Tang, S.; Liu, A.; Zhang, L. The Tobacco Leaf Redrying Process Parameter Optimization Based on IPSO Hybrid Adaptive Penalty Function. Processes 2022, 10, 2747. https://doi.org/10.3390/pr10122747
Luo D, Li Y, Tang S, Liu A, Zhang L. The Tobacco Leaf Redrying Process Parameter Optimization Based on IPSO Hybrid Adaptive Penalty Function. Processes. 2022; 10(12):2747. https://doi.org/10.3390/pr10122747
Chicago/Turabian StyleLuo, Danping, Yingna Li, Shouguo Tang, Ailian Liu, and Liping Zhang. 2022. "The Tobacco Leaf Redrying Process Parameter Optimization Based on IPSO Hybrid Adaptive Penalty Function" Processes 10, no. 12: 2747. https://doi.org/10.3390/pr10122747