

Non-Woven Filters Made of PLA via Solution Blowing Process for Effective Aerosol Nanoparticles Filtration

Abstract
:1. Introduction
2. Materials and Methods
2.1. Production of Fibrous Materials Media via Solution Blowing
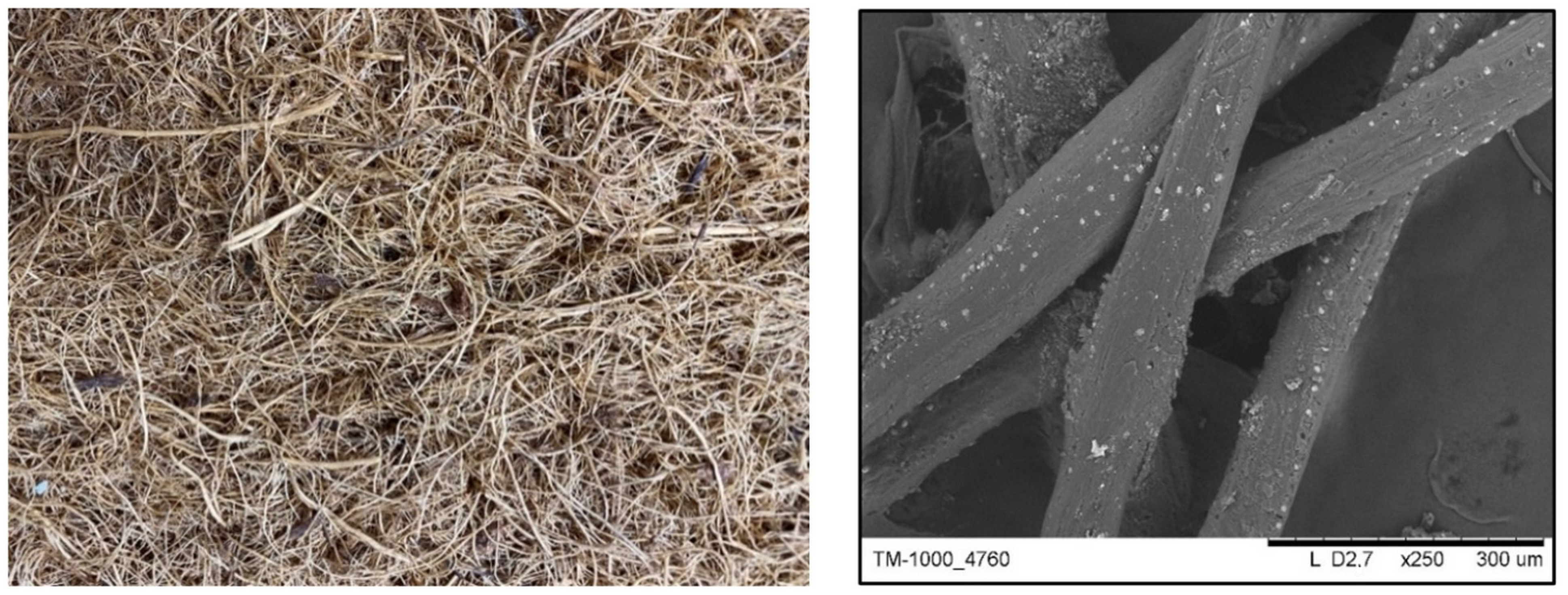
2.1.1. Coconut Support Mat
2.1.2. Polylactic Acid Solution
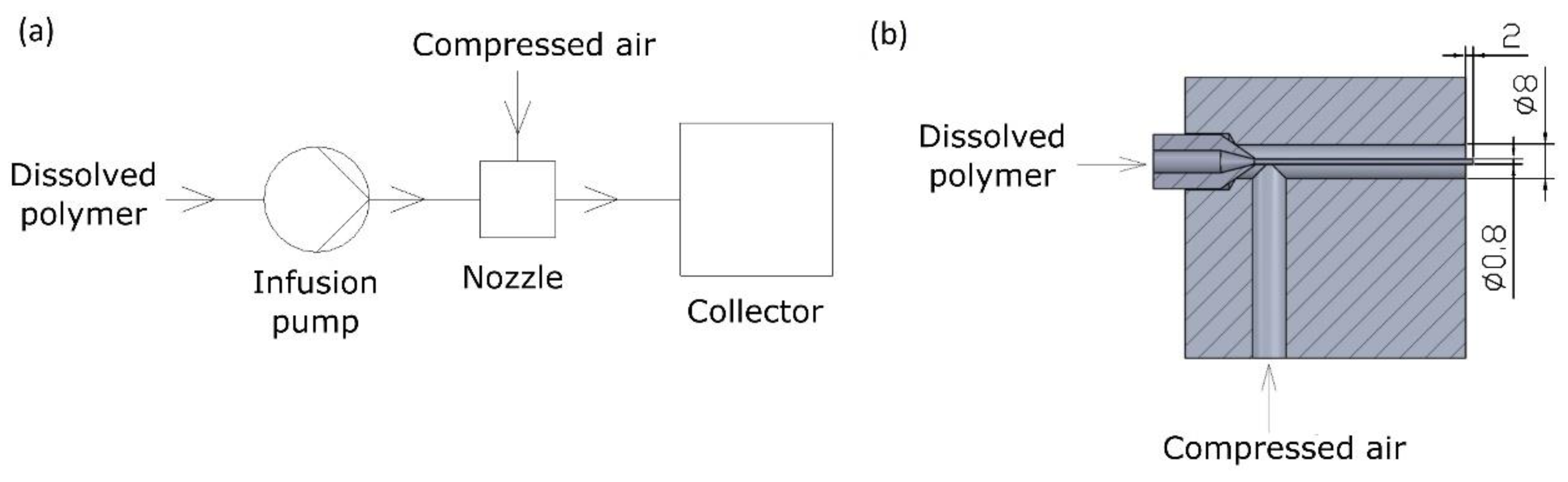
2.1.3. Solution Blow Spinning
2.2. Research Methodology
2.2.1. Preliminary Tests
2.2.2. Proper Measurements
2.3. Nanoparticles Filtration
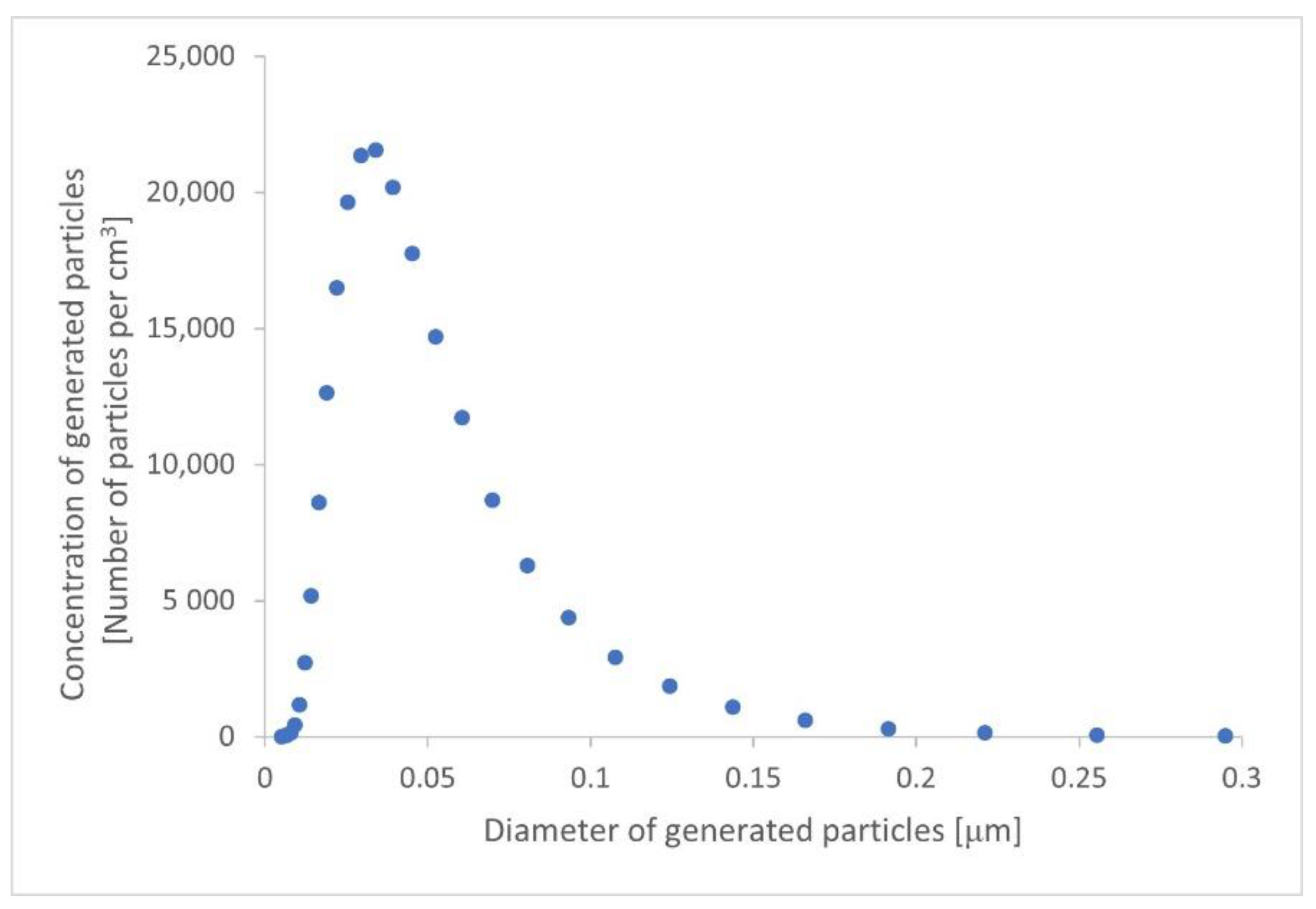
2.3.1. Potassium Chloride Nanoparticles
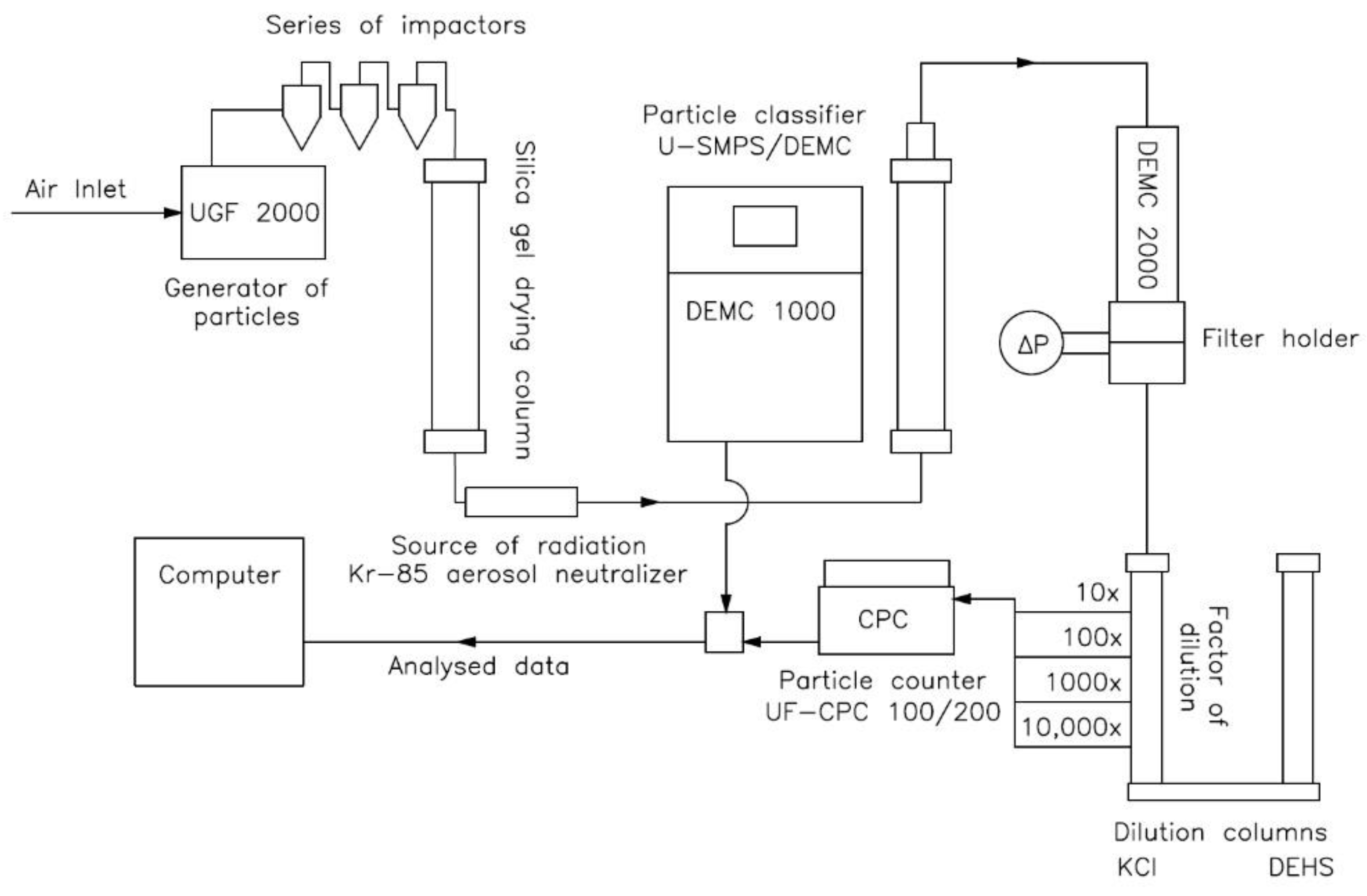
2.3.2. Test Bench for Testing Flat Filtration Materials
3. Results and Discussion
3.1. Properties of the Coconut Fiber Support Layer
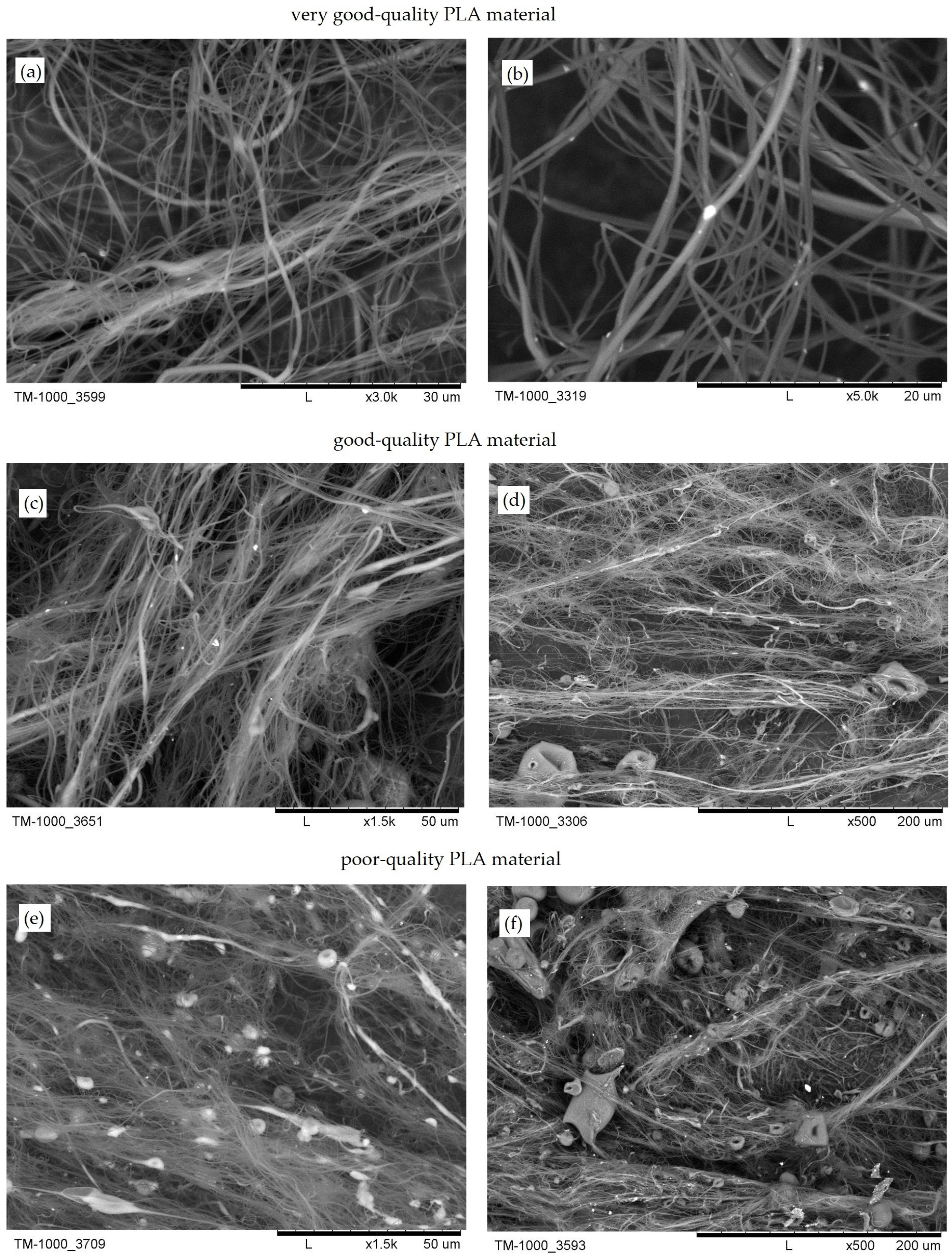
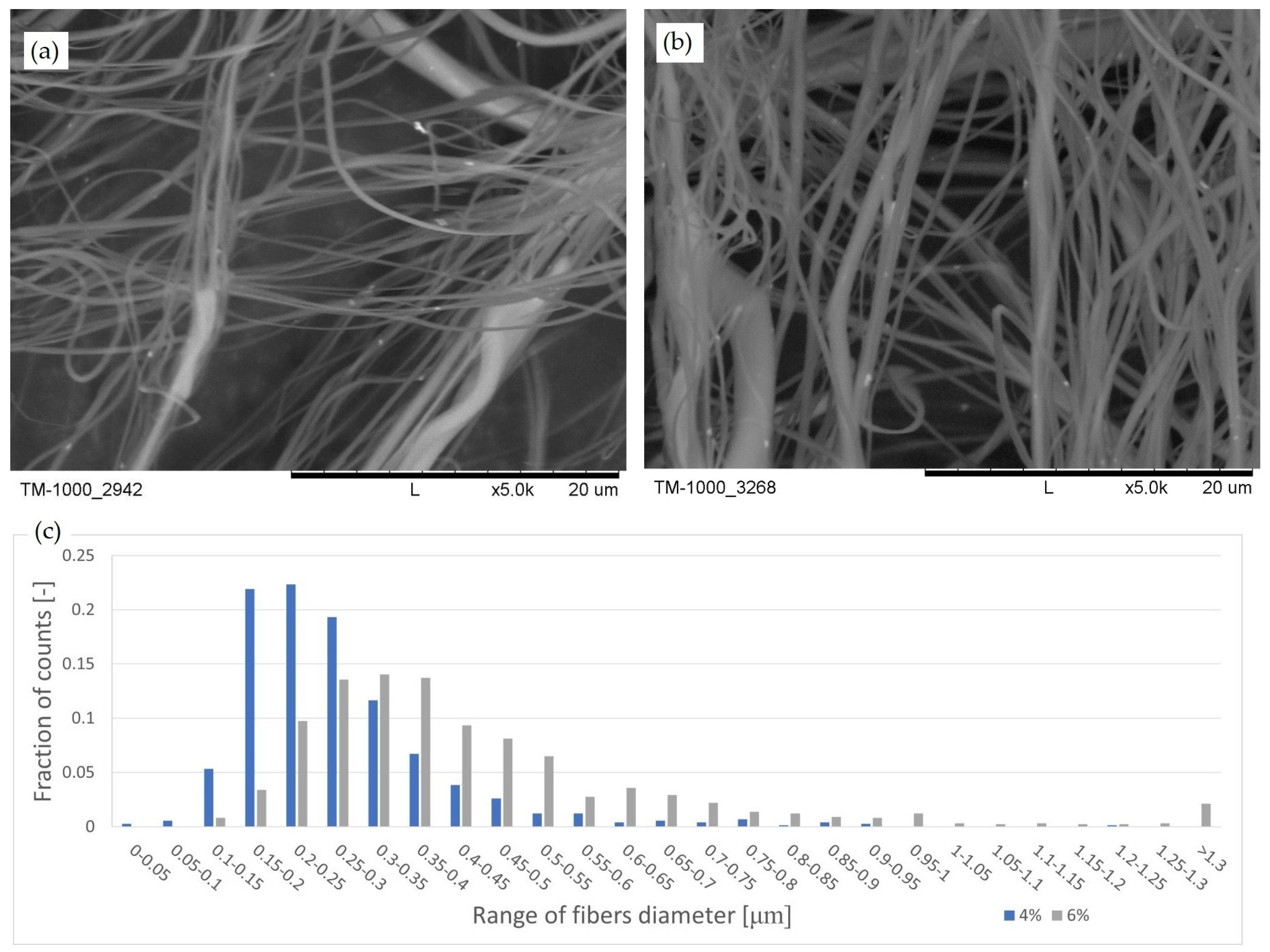
3.2. Influence of the Solution Concentration on the Obtained PLA Fibers’ Diameters
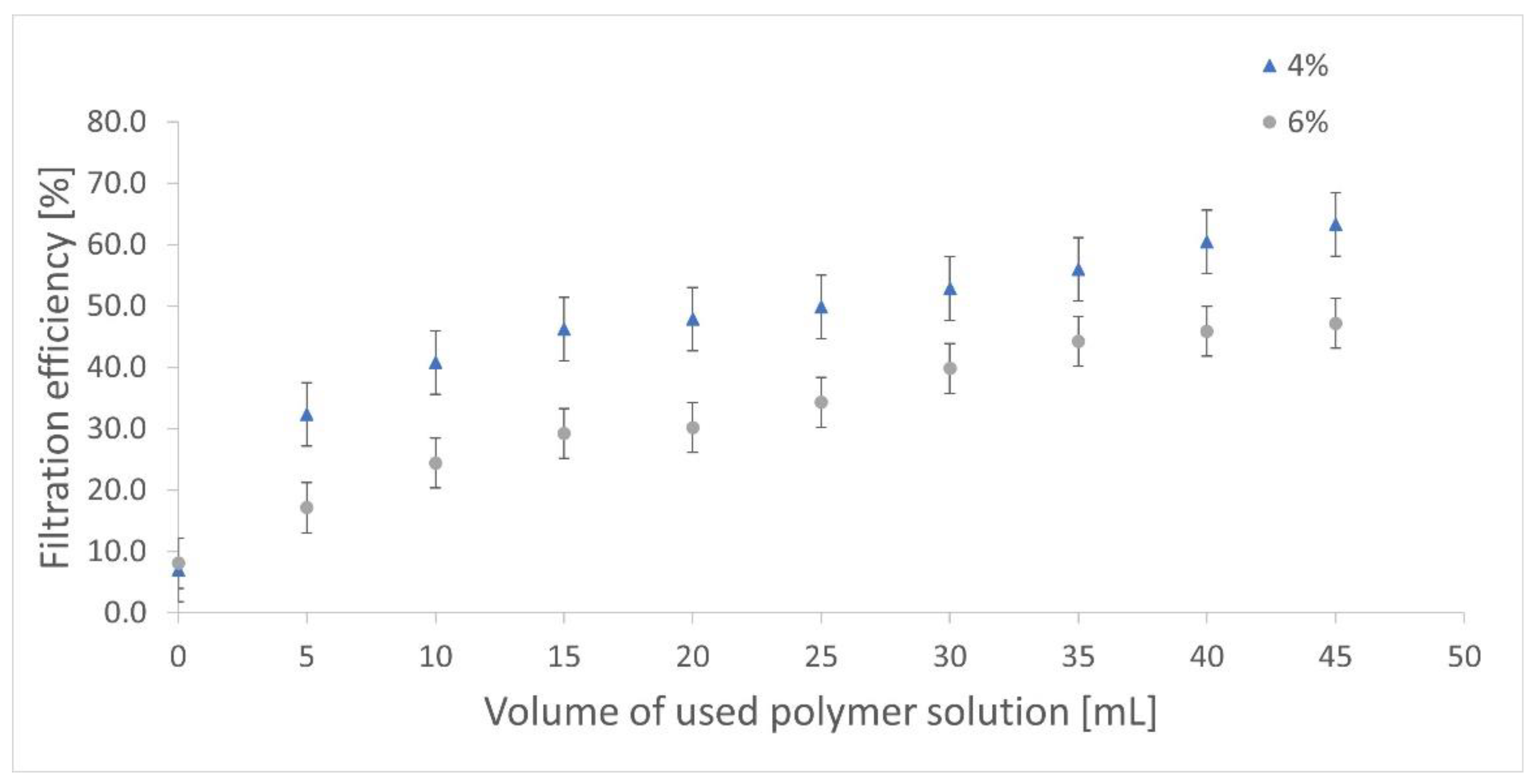
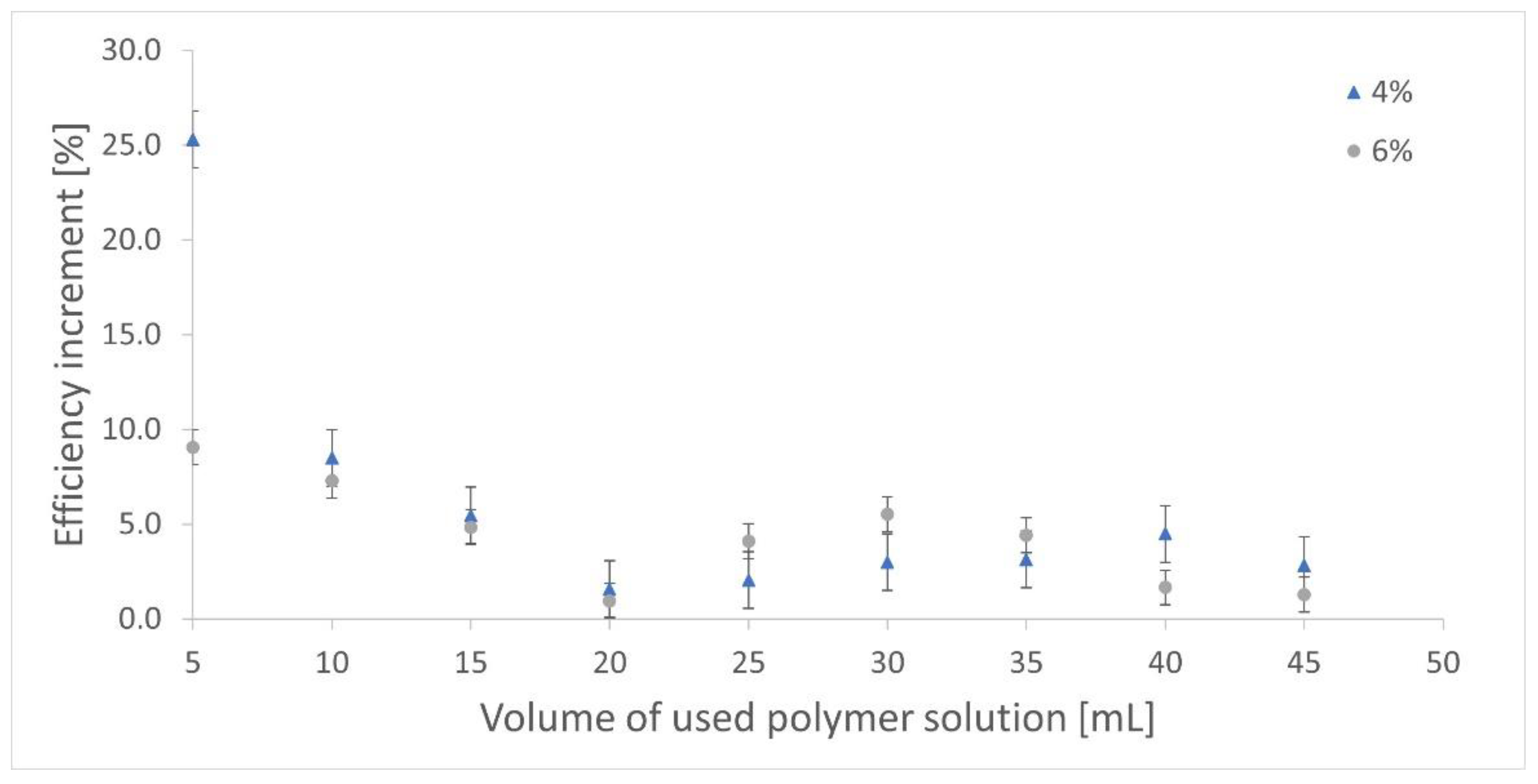
3.3. Influence of the Solution Concentration on the Filter Performance
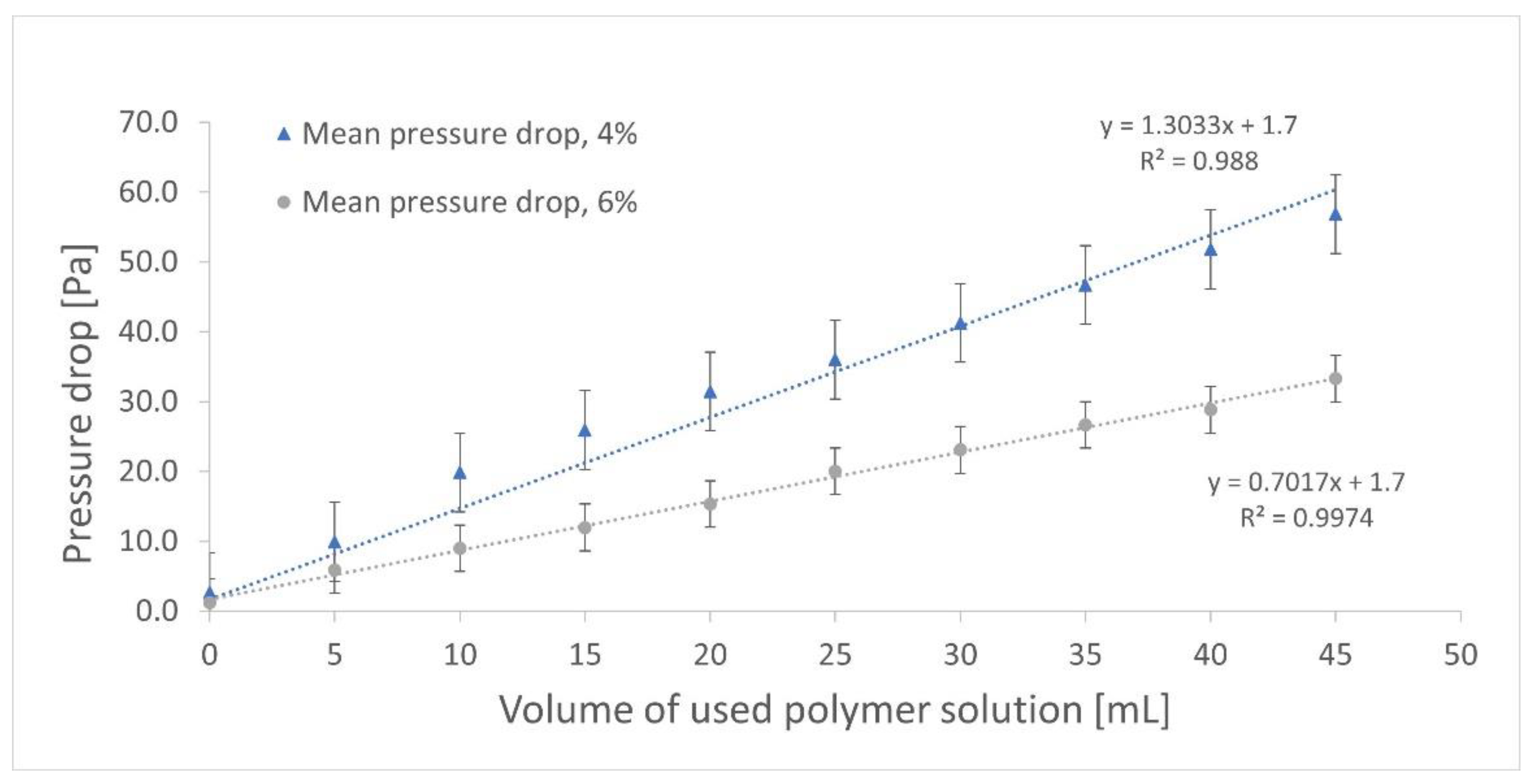
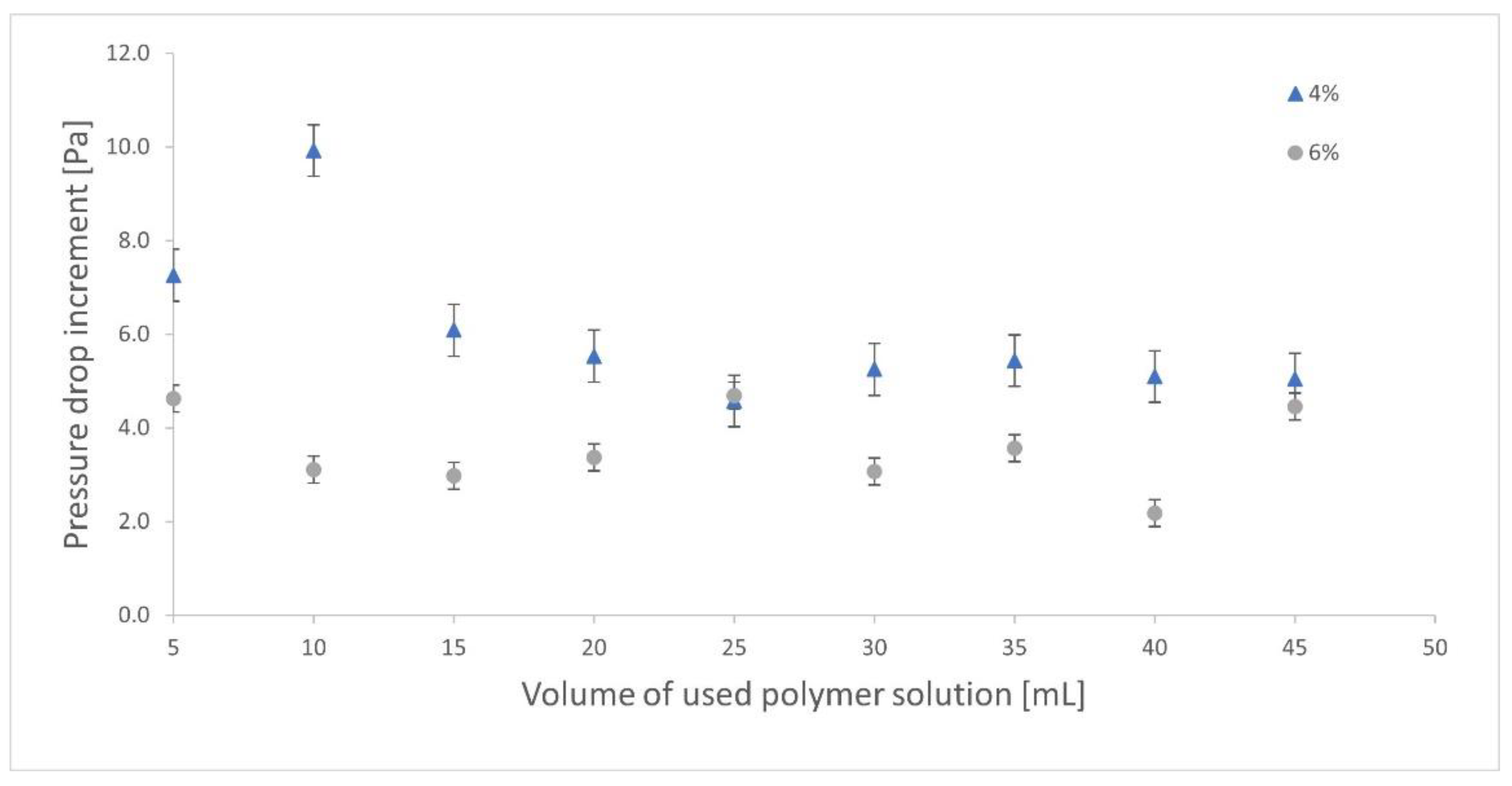
3.3.1. Pressure Drop
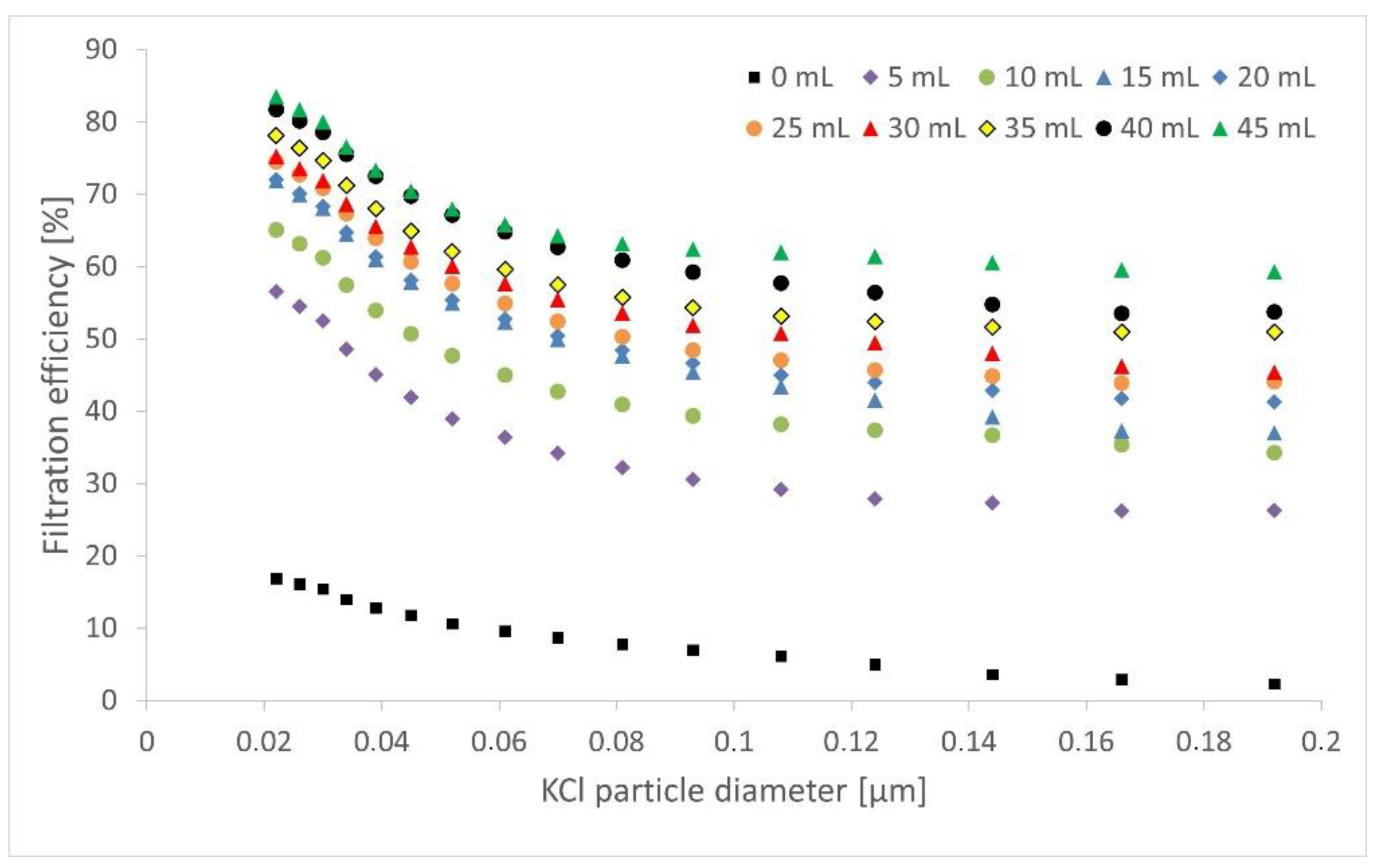
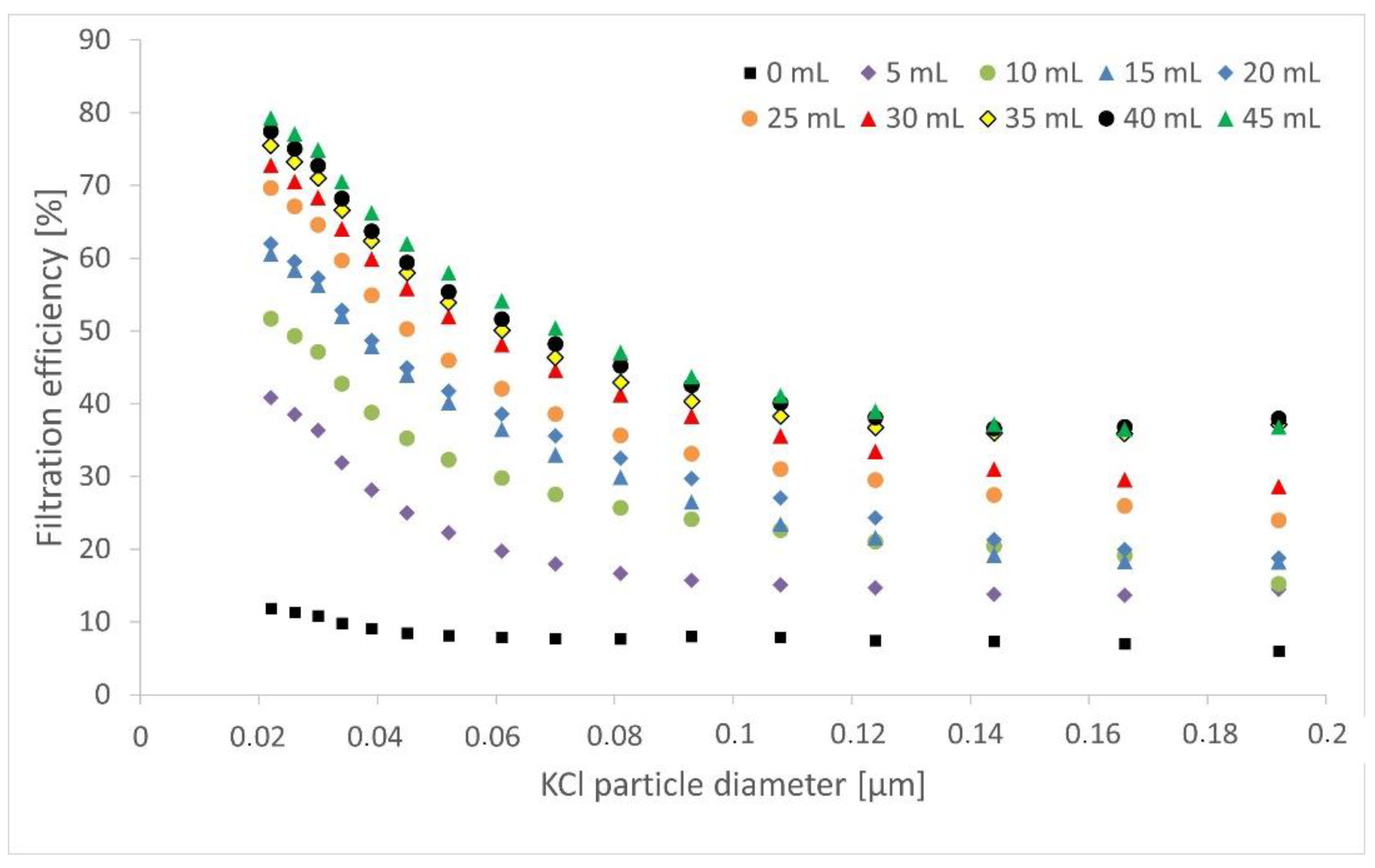
3.3.2. Filtration Efficiency
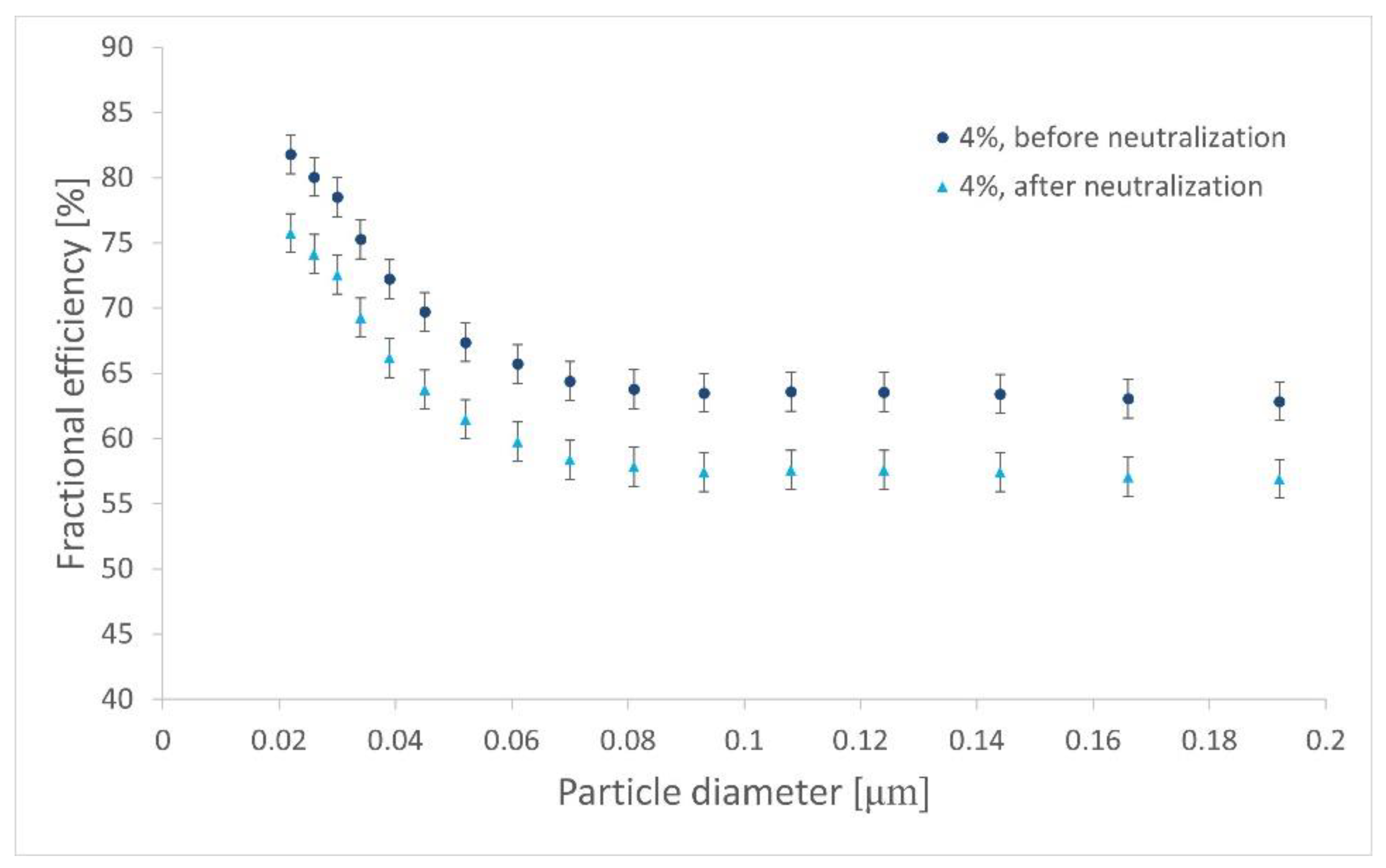
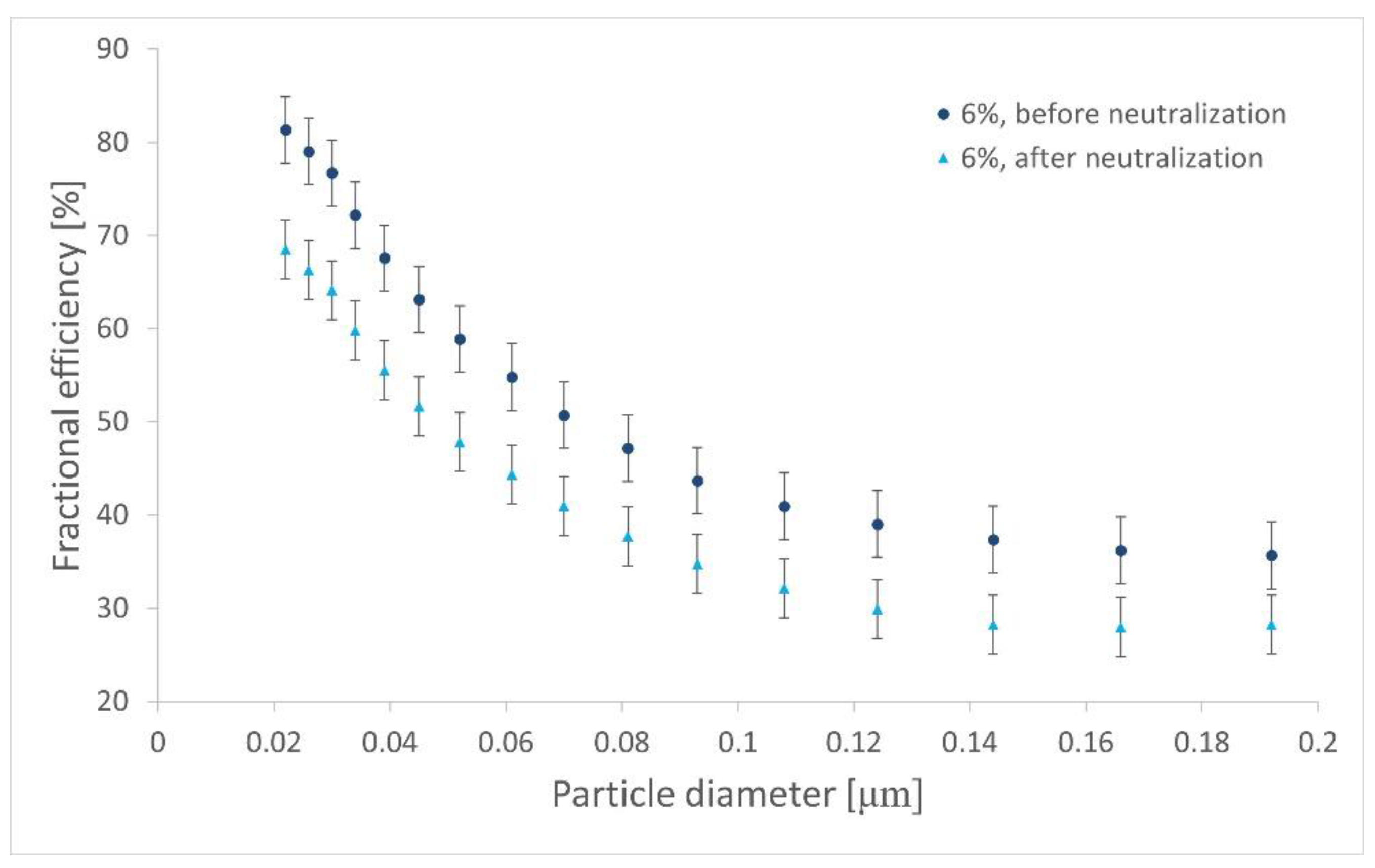
3.4. Effect of the Electrostatic Mechanism on Filtration in PLA Filters
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Calderón-Garcidueñas, L.; Solt, A.C.; Henríquez-Roldán, C.; Torres-Jardón, R.; Nuse, B.; Herritt, L.; Villarreal-Calderón, R.; Osnaya, N.; Stone, I.; García, R.; et al. Long-Term Air Pollution Exposure Is Associated with Neuroinflammation, an Altered Innate Immune Response, Disruption of the Blood-Brain Barrier, Ultrafine Particulate Deposition, and Accumulation of Amyloid Beta-42 and Alpha-Synuclein in Children and Young Adults. Toxicol. Pathol. 2008, 36, 289–310. [Google Scholar] [CrossRef] [PubMed]
- Wu, Y.-C.; Lin, Y.-C.; Yu, H.-L.; Chen, J.-H.; Chen, T.-F.; Sun, Y.; Wen, L.-L.; Yip, P.-K.; Chu, Y.-M.; Chen, Y.-C. Association between Air Pollutants and Dementia Risk in the Elderly. Alzheimers Dement. 2015, 1, 220–228. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kioumourtzoglou, M.-A.; Schwartz, J.D.; Weisskopf, M.G.; Melly, S.J.; Wang, Y.; Dominici, F.; Zanobetti, A. Long-Term PM2.5 Exposure and Neurological Hospital Admissions in the Northeastern United States. Environ. Health Perspect. 2016, 124, 23–29. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Brunekreef, B.; Holgate, S.T. Air Pollution and Health. Lancet 2002, 360, 1233–1242. [Google Scholar] [CrossRef]
- Hasler, P.; Nussbaumer, T. Gas Cleaning for IC Engine Applications from Fixed Bed Biomass Gasification. Biomass Bioenergy 1999, 16, 385–395. [Google Scholar] [CrossRef]
- Hinds, W.C. Aerosol Technology, Properties, Behaviour, and Measurement of Airborne Particles; John Wiley & Sons Inc.: New York, NY, USA, 1999. [Google Scholar]
- Jackiewicz, A.; Podgórski, A.; Gradoń, L.; Michalski, J. Nanostructured Media to Improve the Performance of Fibrous Filters. KONA Powder Part. J. 2013, 30, 244–255. [Google Scholar] [CrossRef] [Green Version]
- Shi, L.; Zhuang, X.; Tao, X.; Cheng, B.; Kang, W. Solution Blowing Nylon 6 Nanofiber Mats for Air Filtration. Fibers Polym. 2013, 14, 1485–1490. [Google Scholar] [CrossRef]
- Qin, X.-H.; Wang, S.-Y. Filtration Properties of Electrospinning Nanofibers. J. Appl. Polym. Sci. 2006, 102, 1285–1290. [Google Scholar] [CrossRef]
- Przekop, R.; Gradoń, L. Deposition and Filtration of Nanoparticles in the Composites of Nano and Microsized Fibers. Aerosol Sci. Technol. 2008, 42, 483–493. [Google Scholar] [CrossRef]
- Wasim, M.; Sabir, A.; Shafiq, M.; Jamil, T. Chapter 11-Electrospinning: A Fiber Fabrication Technique for Water Purification. In Nanoscale Materials in Water Purification; Thomas, S., Pasquini, D., Leu, S.-Y., Gopakumar, D.A., Eds.; Micro and Nano Technologies; Elsevier: Amsterdam, The Netherlands, 2019; pp. 289–308. [Google Scholar] [CrossRef]
- Tan, D.H.; Zhou, C.; Ellison, C.J.; Kumar, S.; Macosko, C.W.; Bates, F.S. Meltblown Fibers: Influence of Viscosity and Elasticity on Diameter Distribution. J. Non-Newton. Fluid Mech. 2010, 165, 892–900. [Google Scholar] [CrossRef]
- Zhou, F.-L.; Gong, R.-H. Manufacturing Technologies of Polymeric Nanofibres and Nanofibre Yarns. Polym. Int. 2008, 57, 837–845. [Google Scholar] [CrossRef]
- Mirabedini, A. Developing Novel Spinning Methods to Fabricate Continuous Multifunctional Fibres for Bioapplications; Springer Theses; Springer International Publishing: Cham, Switzerland, 2018. [Google Scholar] [CrossRef] [Green Version]
- Wagterveld, R.M.; Marijnissen, J.C.M.; Gradoń, L.; Moskal, A.; Westerbos, M.; Sosnowski, T.R.; Wojasiński, M.; Ciach, T.; Leslie, H.A.; Peffer, L.; et al. Synthetic Nano- and Microfibers; Wetsus, European Centre of Excellence for Sustainable Water Technology: Leeuwarden, The Netherlands, 2020. [Google Scholar] [CrossRef]
- Agrawal, S.; Ranjan, R.; Lal, B.; Rahman, A.; Singh, S.P.; Selvaratnam, T.; Nawaz, T. Synthesis and Water Treatment Applications of Nanofibers by Electrospinning. Processes 2021, 9, 1779. [Google Scholar] [CrossRef]
- Huang, Z.-X.; Liu, X.; Zhang, X.; Wong, S.-C.; Chase, G.G.; Qu, J.-P.; Baji, A. Electrospun Polyvinylidene Fluoride Containing Nanoscale Graphite Platelets as Electret Membrane and Its Application in Air Filtration under Extreme Environment. Polymer 2017, 131, 143–150. [Google Scholar] [CrossRef]
- Su, J.; Yang, G.; Cheng, C.; Huang, C.; Xu, H.; Ke, Q. Hierarchically Structured TiO2/PAN Nanofibrous Membranes for High-Efficiency Air Filtration and Toluene Degradation. J. Colloid Interface Sci. 2017, 507, 386–396. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Zhang, S.; Zhao, X.; Yu, J.; Ding, B. Sandwich Structured Polyamide-6/Polyacrylonitrile Nanonets/Bead-on-String Composite Membrane for Effective Air Filtration. Sep. Purif. Technol. 2015, 152, 14–22. [Google Scholar] [CrossRef]
- Zhu, M.; Hua, D.; Pan, H.; Wang, F.; Manshian, B.; Soenen, S.J.; Xiong, R.; Huang, C. Green Electrospun and Crosslinked Poly(Vinyl Alcohol)/Poly(Acrylic Acid) Composite Membranes for Antibacterial Effective Air Filtration. J. Colloid Interface Sci. 2018, 511, 411–423. [Google Scholar] [CrossRef]
- Desai, K.; Kit, K.; Li, J.; Michael Davidson, P.; Zivanovic, S.; Meyer, H. Nanofibrous Chitosan Non-Wovens for Filtration Applications. Polymer 2009, 50, 3661–3669. [Google Scholar] [CrossRef]
- Fang, Q.; Zhu, M.; Yu, S.; Sui, G.; Yang, X. Studies on Soy Protein Isolate/Polyvinyl Alcohol Hybrid Nanofiber Membranes as Multi-Functional Eco-Friendly Filtration Materials. Mater. Sci. Eng. B 2016, 214, 1–10. [Google Scholar] [CrossRef]
- Matulevicius, J.; Kliucininkas, L.; Prasauskas, T.; Buivydiene, D.; Martuzevicius, D. The Comparative Study of Aerosol Filtration by Electrospun Polyamide, Polyvinyl Acetate, Polyacrylonitrile and Cellulose Acetate Nanofiber Media. J. Aerosol Sci. 2016, 92, 27–37. [Google Scholar] [CrossRef]
- Böttjer, R.; Grothe, T.; Wehlage, D.; Ehrmann, A. Electrospraying Poloxamer/(Bio-)Polymer Blends Using a Needleless Electrospinning Machine. J. Text. Fibrous Mater. 2018, 1, 2515221117743079. [Google Scholar] [CrossRef]
- Tang, Z.; Kong, N.; Zhang, X.; Liu, Y.; Hu, P.; Mou, S.; Liljeström, P.; Shi, J.; Tan, W.; Kim, J.S.; et al. A Materials-Science Perspective on Tackling COVID-19. Nat. Rev. Mater. 2020, 5, 847–860. [Google Scholar] [CrossRef] [PubMed]
- Pandey, L.K.; Singh, V.V.; Sharma, P.K.; Meher, D.; Biswas, U.; Sathe, M.; Ganesan, K.; Thakare, V.B.; Agarwal, K. Screening of Core Filter Layer for the Development of Respiratory Mask to Combat COVID-19. Sci. Rep. 2021, 11, 10187. [Google Scholar] [CrossRef] [PubMed]
- Dadol, G.C.; Kilic, A.; Tijing, L.D.; Lim, K.J.A.; Cabatingan, L.K.; Tan, N.P.B.; Stojanovska, E.; Polat, Y. Solution Blow Spinning (SBS) and SBS-Spun Nanofibers: Materials, Methods, and Applications. Mater. Today Commun. 2020, 25, 101656. [Google Scholar] [CrossRef]
- Gao, D.; Zhao, R.; Yang, X.; Chen, F.; Ning, X. Bicomponent PLA Nanofiber Nonwovens as Highly Efficient Filtration Media for Particulate Pollutants and Pathogens. Membranes 2021, 11, 819. [Google Scholar] [CrossRef] [PubMed]
- Pierpaoli, M.; Giosuè, C.; Czerwińska, N.; Rycewicz, M.; Wieloszyńska, A.; Bogdanowicz, R.; Ruello, M.L. Characterization and Filtration Efficiency of Sustainable PLA Fibers Obtained via a Hybrid 3D-Printed/Electrospinning Technique. Materials 2021, 14, 6766. [Google Scholar] [CrossRef] [PubMed]
- Jafari, M.; Shim, E.; Joijode, A. Fabrication of Poly(Lactic Acid) Filter Media via the Meltblowing Process and Their Filtration Performances: A Comparative Study with Polypropylene Meltblown. Sep. Purif. Technol. 2021, 260, 118185. [Google Scholar] [CrossRef]
- Jackiewicz, A.; Werner, L. Separation of Nanoparticles from Air Using Melt-Blown Filtering Media. Aerosol Air Qual. Res. 2015, 15, 2422–2435. [Google Scholar] [CrossRef]
- Abd Ali, S.A.Z.; Joubert, A.; Andrès, Y. Evaluation of Antimicrobial Effect of Zinc Pyrithione against Airborne Fungi and Bacteria Growth Collected onto New and Loaded HVAC Fibrous Filters. Processes 2021, 9, 1528. [Google Scholar] [CrossRef]
- Yun, K.M.; Hogan, C.J.; Matsubayashi, Y.; Kawabe, M.; Iskandar, F.; Okuyama, K. Nanoparticle Filtration by Electrospun Polymer Fibers. Chem. Eng. Sci. 2007, 62, 4751–4759. [Google Scholar] [CrossRef]
- Daristotle, J.L.; Behrens, A.M.; Sandler, A.D.; Kofinas, P. A Review of the Fundamental Principles and Applications of Solution Blow Spinning. ACS Appl. Mater. Interfaces 2016, 8, 34951–34963. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wojasiński, M.; Ciach, T. Solution Blow Spun Poly-L-Lactic Acid/Ceramic Fibrous Composites for Bone Implant Applications. Inżynieria Chem. I Proces. 2021, 42, 275–289. [Google Scholar] [CrossRef]
- Oliveira, J.; Moraes, E.; Costa, R.; Afonso, A.; Mattoso, L.; Orts, W.J.; Medeiros, E. Nano and Submicrometric Fibers of Poly(D,L-Lactide) Obtained by Solution Blow Spinning: Process and Solution Variables. J. Appl. Polym. Sci. 2011, 122, 3396–3405. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Concentration [%] | Pressure [×105 Pa] | Flow [mL/min] | Mean Fiber Diameter [μm] | Standard Deviation [μm] | Ratio of Undefibrated PLA Surface Area to Fibers Area [-] | Overall Quality |
|---|---|---|---|---|---|---|
| 4 | 0.5 | 0.1 | 0.411 | 0.144 | 0.120 | Good |
| 4 | 1 | 0.1 | 0.396 | 0.157 | 0.108 | Good |
| 4 | 0.5 | 0.2 | 0.341 | 0.102 | 0.056 | Very good |
| 4 | 1 | 0.2 | 0.412 | 0.129 | 0.077 | Good |
| 4 | 0.5 | 0.3 | 0.400 | 0.129 | 0.093 | Good |
| 4 | 1 | 0.3 | 0.346 | 0.144 | 0.083 | Good |
| 4 | 0.5 | 0.4 | 0.461 | 0.329 | 0.172 | Poor |
| 4 | 1 | 0.4 | 0.279 | 0.087 | 0.038 | Very good |
| 4 | 0.5 | 0.5 | 0.425 | 0.197 | 0.061 | Good |
| 4 | 1 | 0.5 | 0.449 | 0.223 | 0.451 | Poor |
| 6 | 0.5 | 0.1 | 0.637 | 0.271 | 0.767 | Poor |
| 6 | 1 | 0.1 | 0.504 | 0.263 | 0.028 | Very good |
| 6 | 0.5 | 0.2 | 0.812 | 0.687 | 0.343 | Poor |
| 6 | 1 | 0.2 | 0.524 | 0.199 | 0.141 | Good |
| 6 | 0.5 | 0.3 | 0.602 | 0.289 | 0.054 | Good |
| 6 | 1 | 0.3 | 0.499 | 0.381 | 0.173 | Poor |
| 6 | 0.5 | 0.4 | 0.631 | 0.412 | 0.600 | Poor |
| 6 | 1 | 0.4 | 0.452 | 0.266 | 0.039 | Very good |
| 6 | 0.5 | 0.5 | 0.815 | 0.409 | 0.424 | Poor |
| 6 | 1 | 0.5 | 0.582 | 0.226 | 0.066 | Good |
| PLA Solution Concentration [%] | Minimum Fiber Diameter [μm] | Maximum Fiber Diameter [μm] | Arithmetic Mean Fiber Diameter [μm] | Standard Deviation [μm] |
|---|---|---|---|---|
| 4 | 0.042 | 1.208 | 0.279 | 0.087 |
| 6 | 0.104 | 2.672 | 0.452 | 0.266 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jackiewicz-Zagórska, A.; Mika, K.; Penconek, A.; Moskal, A. Non-Woven Filters Made of PLA via Solution Blowing Process for Effective Aerosol Nanoparticles Filtration. Processes 2022, 10, 2598. https://doi.org/10.3390/pr10122598
Jackiewicz-Zagórska A, Mika K, Penconek A, Moskal A. Non-Woven Filters Made of PLA via Solution Blowing Process for Effective Aerosol Nanoparticles Filtration. Processes. 2022; 10(12):2598. https://doi.org/10.3390/pr10122598
Chicago/Turabian StyleJackiewicz-Zagórska, Anna, Karol Mika, Agata Penconek, and Arkadiusz Moskal. 2022. "Non-Woven Filters Made of PLA via Solution Blowing Process for Effective Aerosol Nanoparticles Filtration" Processes 10, no. 12: 2598. https://doi.org/10.3390/pr10122598