
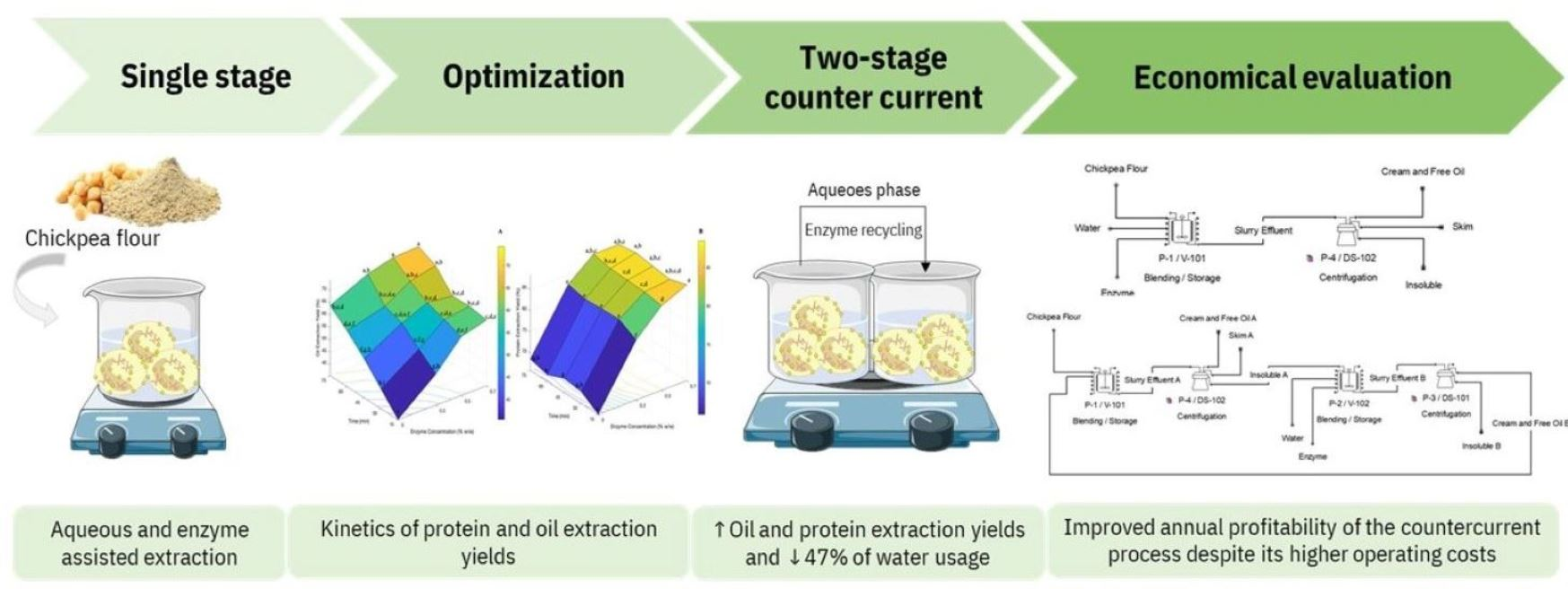
From a Single-Stage to a Two-Stage Countercurrent Extraction of Lipids and Proteins from Full-Fat Chickpea Flour: Maximizing Process Extractability and Economic Feasibility

 ,
, 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Chickpea Flour and Enzyme Use in the EAEP
2.2. Effect of Enzyme Concentration and Reaction Time on the Extractability of the Single-Stage Enzyme-Assisted Extraction Process of Chickpea Flour
2.3. Effects of Solids-to-Liquid Ratio (SLR) on the Extractability of the Single-Stage Enzyme-Assisted Aqueous Extraction Process of Chickpea Flour
2.4. Two-Stage Countercurrent Enzyme-Assisted Aqueous Extraction Process of Full-Fat Chickpea Flour
2.5. Proximate Analysis
2.6. Viscosity Analysis
2.7. Techno-Economic Analysis
2.8. Statistical Analysis
3. Results and Discussion
3.1. Effect of Enzyme Concentration and Reaction Time on the Extractability of the Single-Stage Enzyme-Assisted Extraction Process of Chickpea Flour
3.2. Effects of Solids-to-Liquid Ratio (SLR) on the Extractability of the Single-Stage EAEP of Chickpea Flour
3.3. Two-Stage Countercurrent AEP and EAEP of Chickpea Flour
3.4. Techno-Economic Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- USDA ERS—Pulses Production Expanding as Consumers Cultivate a Taste for U.S. Lentils and Chickpeas. Available online: https://www.ers.usda.gov/amber-waves/2017/januaryfebruary/pulses-production-expanding-as-consumers-cultivate-a-taste-for-us-lentils-and-chickpeas/ (accessed on 16 June 2021).
- Joshi, S. Plant Protein Market Growth Sturdy at 6.2% CAGR to Outstrip. Available online: https://www.globenewswire.com/news-release/2021/05/06/2224574/0/en/Plant-Protein-Market-Growth-Sturdy-at-6-2-CAGR-to-Outstrip-27-965-9-Million-by-2027-COVID-19-Impact-and-Global-Analysis-by-TheInsightPartners-com.html (accessed on 18 June 2021).
- Wild, F.; Czerny, M.; Janssen, A.M.; Kole, A.P.W.; Zunabovic, M.; Domig, K.J. The Evolution of a Plant-Based Alternative to Meat. Agro Food Ind. Hi Tech 2014, 25, 45–49. [Google Scholar]
- Naghshi, S.; Sadeghi, O.; Willett, W.C.; Esmaillzadeh, A. Dietary Intake of Total, Animal, and Plant Proteins and Risk of All Cause, Cardiovascular, and Cancer Mortality: Systematic Review and Dose-Response Meta-Analysis of Prospective Cohort Studies. BMJ 2020, 370, m2412. [Google Scholar] [CrossRef] [PubMed]
- Mekonnen, M.M.; Hoekstra, A.Y. Value of Water Research Report Series No. 48 Value of Water; UNESCO-IHE: Delft, The Netherlands, 2010. [Google Scholar]
- Sheldon, S.; Giles, D.-E.; Lazimy, U.; Capuano, J.D.; Freedgood, A. Sustainability KPI Calculation Methodology; Eat Just, Inc.: San Francisco, CA, USA, 2017. [Google Scholar]
- USDA Commodity Highlights. Available online: https://www.ers.usda.gov/topics/crops/vegetables-pulses/commodity-highlights/ (accessed on 9 September 2021).
- U.S. Department of Agriculture, A.R.Service. FoodData Central. Available online: https://fdc.nal.usda.gov/fdc-app.html#/food-details/173757/nutrients (accessed on 29 May 2020).
- Ghribi, A.M.; Maklouf Gafsi, I.; Sila, A.; Blecker, C.; Danthine, S.; Attia, H.; Bougatef, A.; Besbes, S. Effects of Enzymatic Hydrolysis on Conformational and Functional Properties of Chickpea Protein Isolate. Food Chem. 2015, 187, 322–330. [Google Scholar] [CrossRef] [PubMed]
- Duranti, M.; Gius, C. Legume Seeds: Protein Content and Nutritional Value. Field Crops Res. 1997, 53, 31–45. [Google Scholar] [CrossRef]
- Campbell, K.A.; Glatz, C.E. Mechanisms of Aqueous Extraction of Soybean Oil. J. Agric. Food Chem. 2009, 57, 10904–10912. [Google Scholar] [CrossRef] [Green Version]
- De Queirós, L.D.; Dias, F.F.G.; de Ávila, A.R.A.; Macedo, J.A.; Macedo, G.A.; Leite Nobrega de Moura Bell, J.M. Effects of Enzyme-Assisted Extraction on the Profile and Bioaccessibility of Isoflavones from Soybean Flour. Food Res. Int. 2021, 147, 110474. [Google Scholar] [CrossRef]
- De Moura, J.M.L.N.; Campbell, K.; De Almeida, N.M.; Glatz, C.E.; Johnson, L.A. Protein Recovery in Aqueous Extraction Processing of Soybeans Using Isoelectric Precipitation and Nanofiltration. JAOCS J. Am. Oil Chem. Soc. 2011, 88, 1447–1454. [Google Scholar] [CrossRef]
- Cheng, M.H.; Sekhon, J.J.K.; Rosentrater, K.A.; Wang, T.; Jung, S.; Johnson, L.A. Environmental Impact Assessment of Soybean Oil Production: Extruding-Expelling Process, Hexane Extraction and Aqueous Extraction. Food Bioprod. Process. 2018, 108, 58–68. [Google Scholar] [CrossRef]
- Dias, F.F.G.; de Almeida, N.M.; de Souza, T.S.P.; Taha, A.Y.; de Moura Bell, J.M.L.N. Characterization and Demulsification of the Oil-Rich Emulsion from the Aqueous Extraction Process of Almond Flour. Processes 2020, 8, 1288. [Google Scholar] [CrossRef]
- Nadar, S.S.; Pawar, R.G.; Rathod, V.K. Recent Advances in Enzyme Extraction Strategies: A Comprehensive Review. Int. J. Biol. Macromol. 2017, 101, 931–957. [Google Scholar] [CrossRef]
- Wu, J.; Johnson, L.A.; Jung, S. Demulsification of Oil-Rich Emulsion from Enzyme-Assisted Aqueous Extraction of Extruded Soybean Flakes. Bioresour. Technol. 2009, 100, 527–533. [Google Scholar] [CrossRef] [PubMed]
- Machida, K.; Huang, Y.P.; Furlan Gonçalves Dias, F.; Barile, D.; Leite Nobrega de Moura Bell, J.M. Leveraging Bioprocessing Strategies to Achieve the Simultaneous Extraction of Full-Fat Chickpea Flour Macronutrients and Enhance Protein and Carbohydrate Functionality. Food Bioproc. Tech. 2022, 15, 1760–1777. [Google Scholar] [CrossRef]
- Souza, T.S.P.; Dias, F.F.G.; Koblitz, M.G.B.; de M. Bell, J. Aqueous and Enzymatic Extraction of Oil and Protein from Almond Cake: A Comparative Study. Processes 2019, 7, 472. [Google Scholar] [CrossRef] [Green Version]
- de Almeida, N.M.; Dias, F.F.G.G.; Rodrigues, M.I.; Bell, J.M.L.N.D.M. Effects of Processing Conditions on the Simultaneous Extraction and Distribution of Oil and Protein from Almond Flour. Processes 2019, 7, 844. [Google Scholar] [CrossRef] [Green Version]
- de Moura, J.; Johnson, L.A. Two-Stage Countercurrent Enzyme-Assisted Aqueous Extraction Processing of Oil and Protein from Soybeans. JAOCS J. Am. Oil Chem. Soc. 2009, 86, 283–289. [Google Scholar] [CrossRef]
- Dias, F.F.G.; Taha, A.T.; de Moura Bell, J.M.L. Effects of enzymatic extraction on the simultaneous extraction of oil and protein from full-fat almond flour, insoluble microstructure, emulsion stability, and functionality. Future Foods 2022, 5, 100151. [Google Scholar] [CrossRef]
- Campbell, K.A.; Glatz, C.E.; Johnson, L.A.; Jung, S.; De Moura, J.M.N.; Kapchie, V.; Murphy, P. Advances in Aqueous Extraction Processing of Soybeans. JAOCS J. Am. Oil Chem. Soc. 2011, 88, 449–465. [Google Scholar] [CrossRef]
- De Moura, J.; Campbell, K.; Mahfuz, A.; Jung, S.; Glatz, C.E.; Johnson, L. Enzyme-Assisted Aqueous Extraction of Oil and Protein from Soybeans and Cream de-Emulsification. JAOCS J. Am. Oil Chem. Soc. 2008, 85, 985–995. [Google Scholar] [CrossRef]
- Campbell, K.A.; Vaca-Medina, G.; Glatz, C.E.; Pontalier, P.Y. Parameters Affecting Enzyme-Assisted Aqueous Extraction of Extruded Sunflower Meal. Food Chem. 2016, 208, 245–251. [Google Scholar] [CrossRef] [Green Version]
- Liao, X.Q.E.; Zhao, K.; Mac, J.; Xiangzhao, R. Multi-Stage Countercurrent Process for Extracting Protein from Antarctic Krill (Euphausia Superba). J. Food Sci. Technol. 2018, 55, 4450–4457. [Google Scholar] [CrossRef]
- Dias, F.F.G.; de Moura Bell, J.M.L. Understanding the impact of enzyme-assisted aqueous extraction on the structural, physico chemical, and functional properties of protein extracts from full-fat almond flour. Food Hydrocoll. 2022, 127, 107534. [Google Scholar] [CrossRef]
- AOAC Official Methods Analysis, 15th ed.; AOAC: Rockville, MD, USA, 1990. [CrossRef]
- Cheng, M.; Rosentrater, K.A.; Wang, T. Techno-Economic Analysis of Integrated Enzyme Assisted Aqueous Extraction of Soybean Oil Techno-Economic Analysis of Integrated Enzyme Assisted Aqueous; ASABE: Orlando, FL, USA, 2016. [Google Scholar] [CrossRef] [Green Version]
- Rosenthal, A.; Pyle, D.L.; Niranjan, K. Simultaneous Aqueous Extraction of Oil and Protein from Soybean: Mechanisms for Process Design. Food Bioprod. Process. Trans. Inst. Chem. Eng. Part. C 1998, 76, 224–230. [Google Scholar] [CrossRef]
- De Moura, J.; Maurer, D.; Jung, S.; Johnson, L.A. Pilot-Plant Proof-of-Concept for Integrated, Countercurrent, Two-Stage, Enzyme-Assisted Aqueous Extraction of Soybeans. JAOCS J. Am. Oil Chem. Soc. 2011, 88, 1649–1658. [Google Scholar] [CrossRef]
- Cater, C.M.; Rhee, K.C.; Hagenmaier, R.D.; Mattil, K.F. Aqueous Extraction-An Alternative Oilseed Milling Process. J. Am. Oil Chem. Soc. 1974, 51, 137–141. [Google Scholar] [CrossRef]
- Rosenthal, A.; Pyle, D.L.; Niranjan, K. Aqueous and Enzymatic Processes for Edible Oil Extraction. Enzyme Microb. Technol. 1996, 19, 402–420. [Google Scholar] [CrossRef]
- De Almeida, N.M.; De Moura Bell, J.M.L.N.; Johnson, L.A. Properties of Soy Protein Produced by Countercurrent, Two-Stage, Enzyme-Assisted Aqueous Extraction. JAOCS J. Am. Oil Chem. Soc. 2014, 91, 1077–1085. [Google Scholar] [CrossRef]
- de Souza, T.S.P.; Dias, F.F.G.; Oliveira, J.P.S.; de Moura Bell, J.M.L.N.; Koblitz, M.G.B. Biological Properties of Almond Proteins Produced by Aqueous and Enzyme-Assisted Aqueous Extraction Processes from Almond Cake. Sci. Rep. 2020, 10, 10873. [Google Scholar] [CrossRef]
- Tabtabaei, S.; Diosady, L.L. Aqueous and Enzymatic Extraction Processes for the Production of Food-Grade Proteins and Industrial Oil from Dehulled Yellow Mustard Fl Our. FRIN 2013, 52, 547–556. [Google Scholar] [CrossRef]
- Souza Almeida, F.; Furlan Goncalves Dias, F.; Kawazoe Sato, A.C.; Leite Nobrega de Moura Bell, J.M. From Solvent Extraction to the Concurrent Extraction of Lipids and Proteins from Green Coffee: An Eco-Friendly Approach to Improve Process Feasibility. Food Bioprod. Process. 2021, 129, 144–156. [Google Scholar] [CrossRef]
- Chickpea Protein Isolate Cost. Available online: https://www.alibaba.com/product-detail/High-Quality-Chickpea-Protein-Isolate_62290145129.html?spm=a2700.galleryofferlist.normal_offer.d_title.995b47369dwOfu (accessed on 9 September 2021).
- Chickpea Oil 30 mL. Available online: https://www.hemanitrading.us/chickpea-oil-30ml/?gclid=Cj0KCQjwse-DBhC7ARIsAI8YcWLRrWcVOEFelb3dMX4rWU77suUIX-sboEZlW_N_Pxr4SLGuwo9OJ-QaAscdEALw_wcB (accessed on 9 September 2021).
- PROTEX 6L Protease 25 kg. Available online: https://www.fishersci.com/shop/products/NC0603342/NC0603342 (accessed on 9 September 2021).
- Water Rates. Available online: https://www.cityofdavis.org/city-hall/public-works-utilities-and-operations/water/water-rates (accessed on 9 September 2019).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Viscosity (cP) | ||||
|---|---|---|---|---|
| RPM/SLR | 1:6 | 1:8 | 1:10 | 1:15 |
| 150 | 10.18 ± 0.08 a | 7.69 ± 0.07 b | 6.90 ± 0.17 c | 5.16 ± 0.11 d |
| 200 | 12.20 ± 0.03 a | 9.05 ± 0.04 b | 7.97 ± 0.02 c | 6.12 ± 0.04 d |
| 250 | 13.96 ± 0.04 a | 10.20 ± 0.07 b | 8.88 ± 0.01 c | 6.80 ± 0.07 d |
| Single-Stage EAEP | Two-Stage EAEP | |||||
|---|---|---|---|---|---|---|
| Cost per Unit | Units per Year | Cost per Year | Units per Year | Cost per Year | ||
| Revenue | Protein | USD 20.00 | 902,021 kg | USD 18,040,420.00 | 966,849 kg | USD 19,336,980.00 |
| Oil | USD 15.00 | 70,091 kg | USD 1,051,365.00 | 144,433 kg | USD 2,166,495.00 | |
| Operating Costs | Flour | USD 2.43 | 3,960,000 kg | USD 9,622,800.00 | 3,960,000 kg | USD 9,622,800.00 |
| Enzyme | USD 23.00 | 19,800 kg | USD 455,400.00 | 19,800 kg | USD 455,400.00 | |
| Water | USD 0.0011795 | 59,400,000 L | USD 70,062.89 | 31,680,000 L | USD 37,366.87 | |
| Labor | USD 69.00 | 22,629 h | USD 1,561,401.00 | 45,257 h | USD 3,122,733.00 | |
| Power | USD 0.10 | 1,877,163 kWh | USD 187,716.30 | 2,012,097 kWh | USD 201,209.70 | |
| Steam | USD 12.00 | 2996 MT | USD 35,952.00 | 3934 MT | USD 47,208.00 | |
| Chilled Water | USD 0.40 | 429,382 MT | USD 171,752.80 | 532,663 MT | USD 213,065.20 | |
| Net Gross Profit | USD 6,986,700.01 | USD 7,803,692.23 | ||||
| Single-Stage EAEP | Two-Stage Countercurrent EAEP | ||||
|---|---|---|---|---|---|
| Item | Units | Total Cost | Item | Units | Total Cost |
| Blending Tank | 1 | USD 271,000.00 | Blending Tank | 1 | USD 206,000.00 |
| Disk-stack centrifuge | 4 | USD 2,024,000.00 | Blending Tank | 1 | USD 261,000.00 |
| Disk-stack centrifuge | 3 | USD 1,533,000.00 | |||
| Disk-stack centrifuge | 2 | USD 1,080,000.00 | |||
| Net Equipment Costs | USD 2,295,000.00 | USD 3,080,000.00 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Machida, K.; Furlan Goncalves Dias, F.; Fan, Z.; De Moura Bell, J.M.L.N. From a Single-Stage to a Two-Stage Countercurrent Extraction of Lipids and Proteins from Full-Fat Chickpea Flour: Maximizing Process Extractability and Economic Feasibility. Processes 2022, 10, 2349. https://doi.org/10.3390/pr10112349
Machida K, Furlan Goncalves Dias F, Fan Z, De Moura Bell JMLN. From a Single-Stage to a Two-Stage Countercurrent Extraction of Lipids and Proteins from Full-Fat Chickpea Flour: Maximizing Process Extractability and Economic Feasibility. Processes. 2022; 10(11):2349. https://doi.org/10.3390/pr10112349
Chicago/Turabian StyleMachida, Kazunori, Fernanda Furlan Goncalves Dias, Zhiliang Fan, and Juliana Maria Leite Nobrega De Moura Bell. 2022. "From a Single-Stage to a Two-Stage Countercurrent Extraction of Lipids and Proteins from Full-Fat Chickpea Flour: Maximizing Process Extractability and Economic Feasibility" Processes 10, no. 11: 2349. https://doi.org/10.3390/pr10112349