

Concrete 3D Printing: Process Parameters for Process Control, Monitoring and Diagnosis in Automation and Construction
 ,
,
Abstract
:1. Introduction
Objective
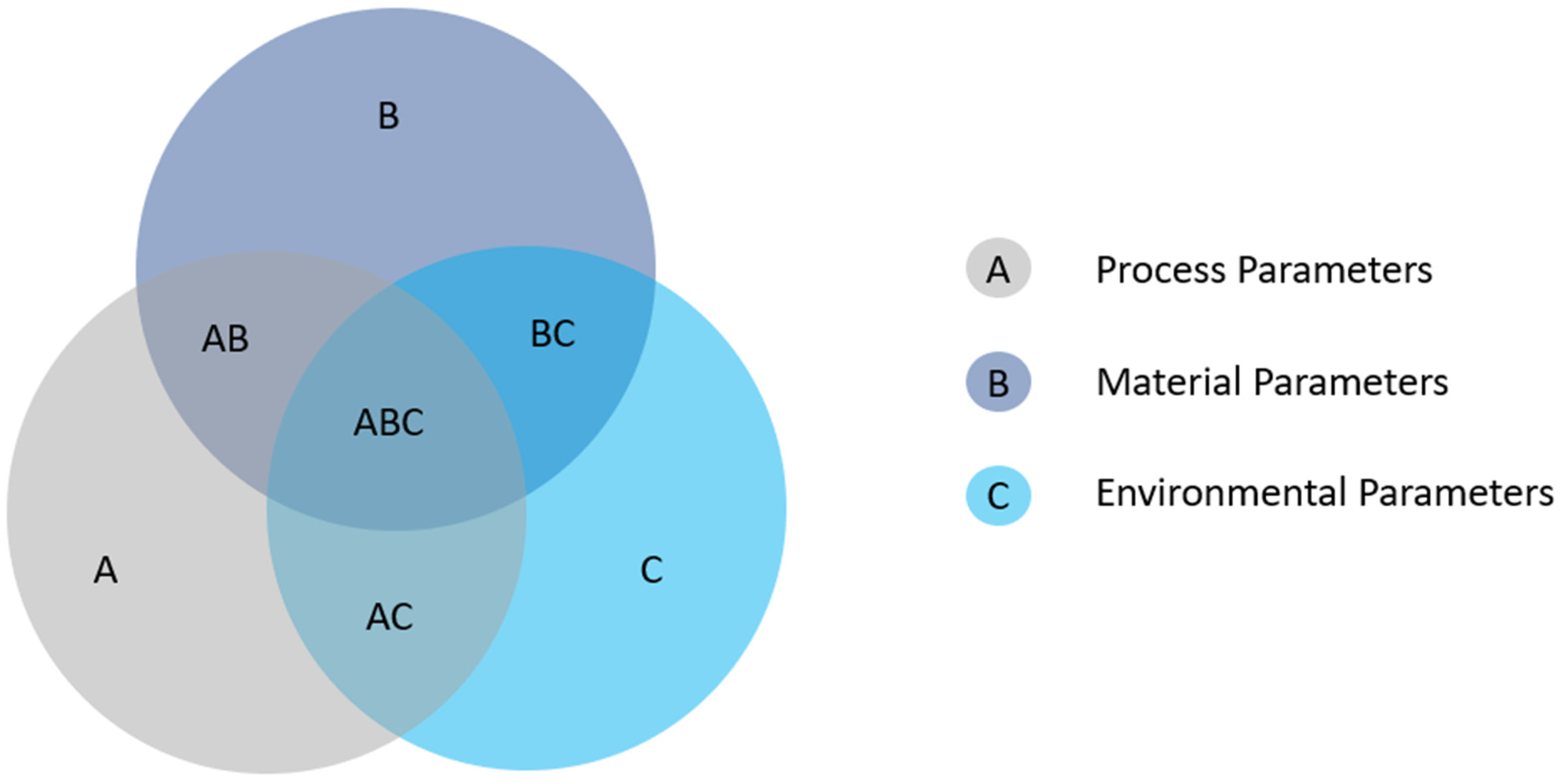
2. Parameter Classification in C3DP Structural Faults
2.1. Weak Interlayer Bond
2.1.1. Porosity and Moisture Conditions
2.1.2. Plastic Shrinkage
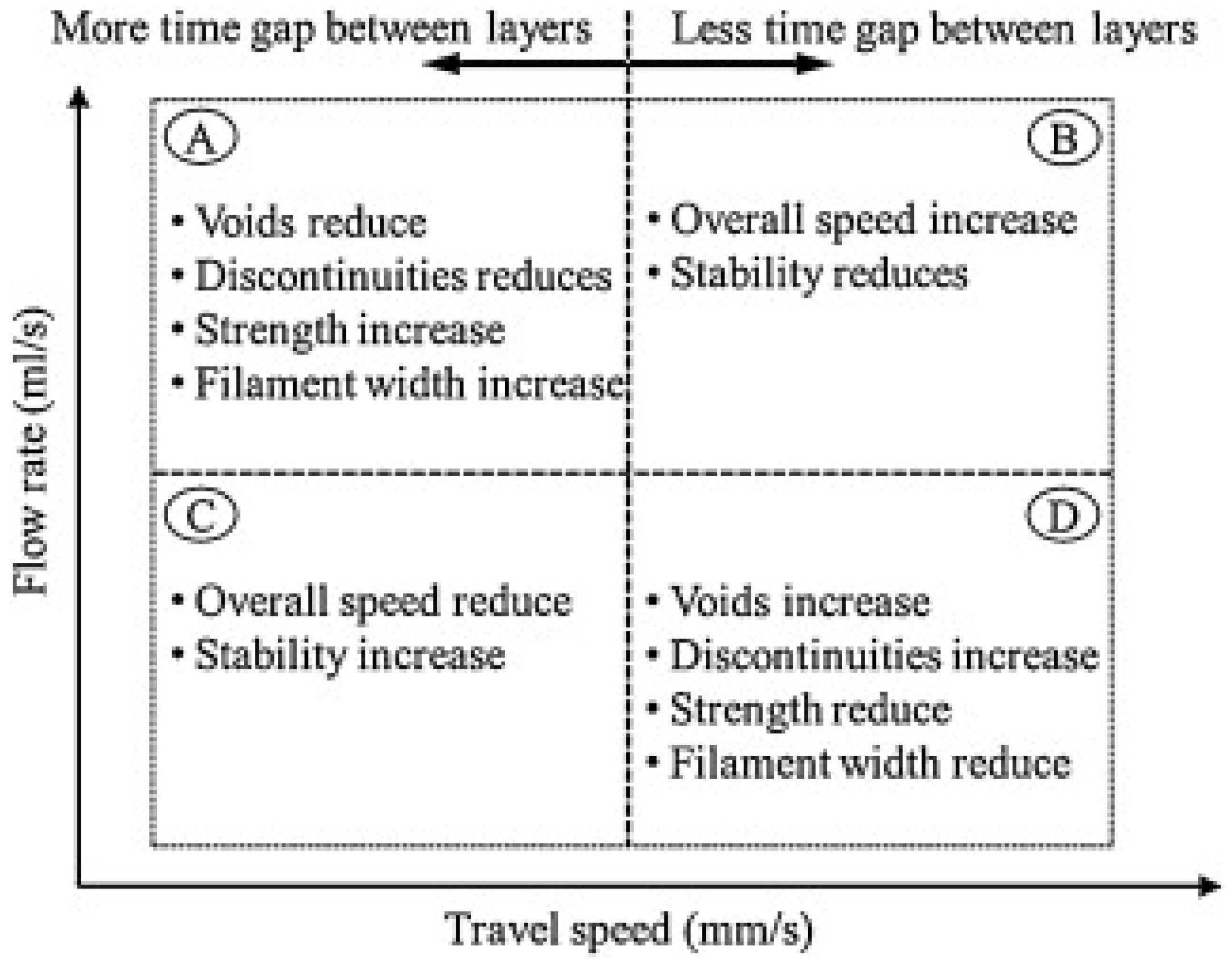
2.1.3. Yield Stress Evolution Rates and Deposition Speed
2.2. Buildability
2.2.1. Plastic Collapse and Elastic Buckling
2.2.2. Rapid Setting
2.2.3. Reinforcements
- Pre-process
- In-process
- Post-process
- (1)
- Asprone et al. [102] developed an external anchor connection design approach to install an out-of-plane reinforcement system in a 3D printed structure. Local fractures arise from shear forces between segments and steel–concrete anchors. Salet et al. [103] conceptualized post-tensioning reinforcements in which concrete structures are built with design considerations to sandwich C3DP slabs as an assembly, where the middle slab design allows cable passthrough. These parts are then pressed together by post-tensioned prestressing tendons. The method showed much promise, as the prototype passed all structural regulations in assembly trials (Figure 4).
- (2)
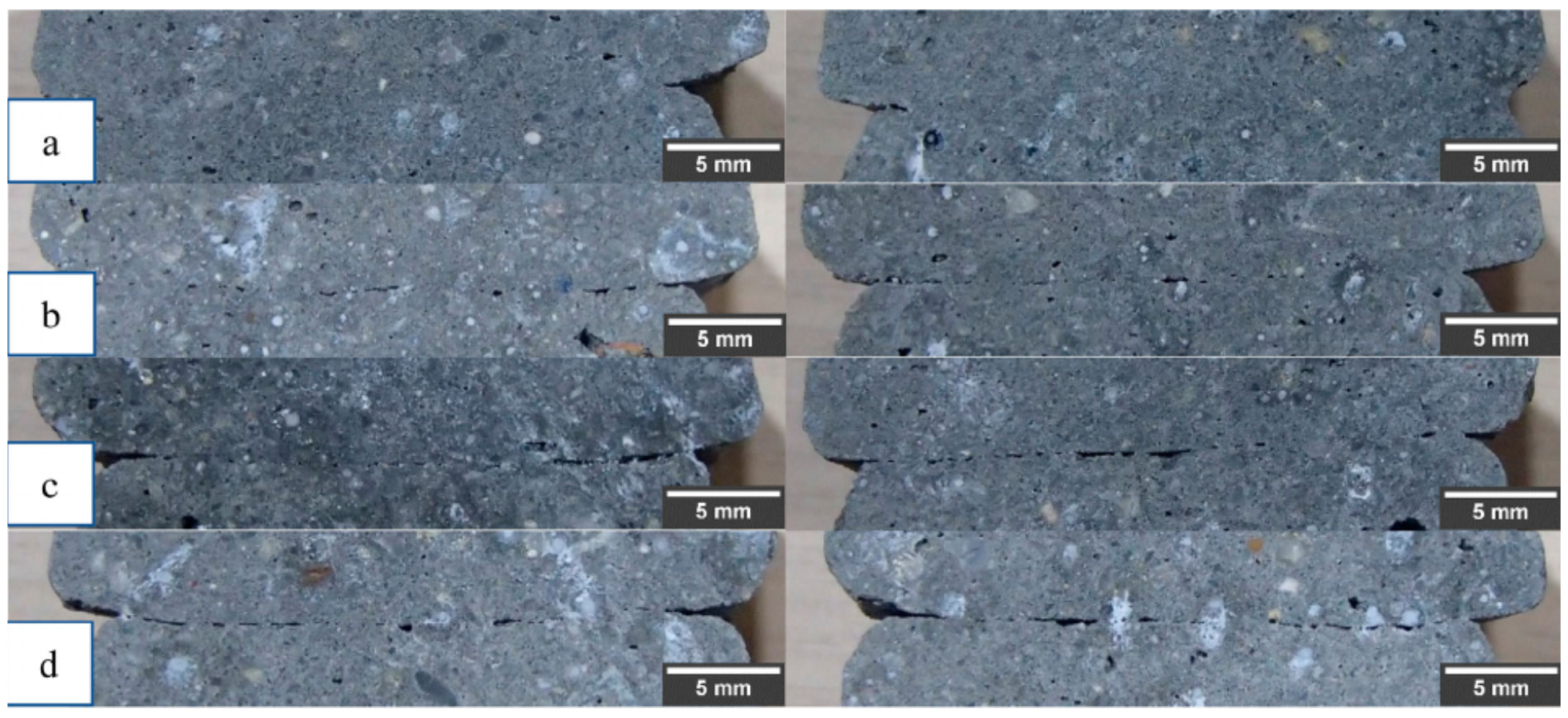
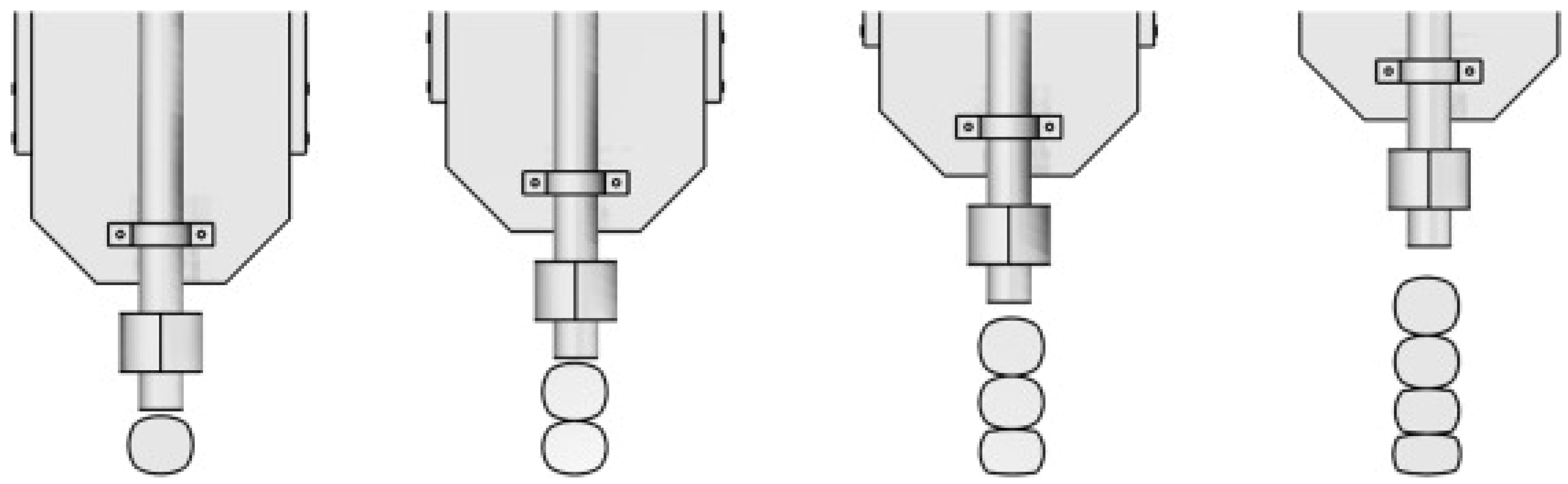
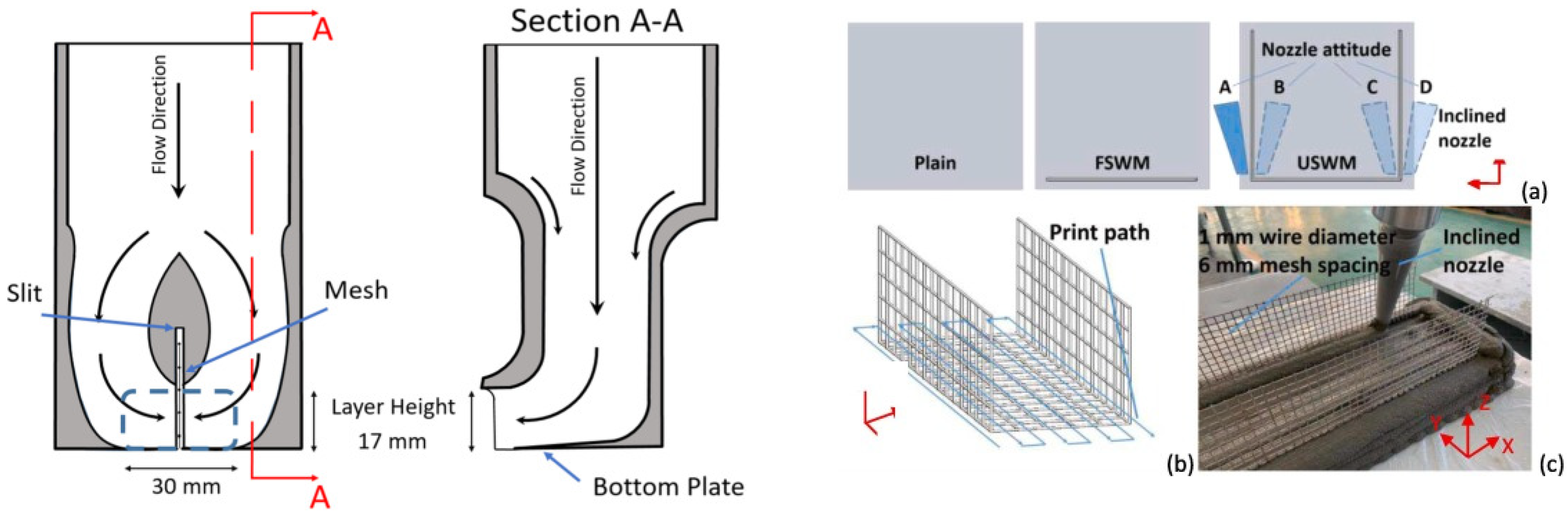
- For a pre-configured wire mesh approach (Figure 5), Marchment et al. [104] introduced a nozzle design that enables printing about the mesh. Liu et al. [105] later developed a U-shaped wire mesh (USWM) configuration, where concrete is extruded at an inclined angle around the mesh wire. This configuration showed significant improvement in tensile strength. Table 3 shows the parameters involved in buildability.
2.3. Extrudability
3. Process Monitoring for Fault Detection
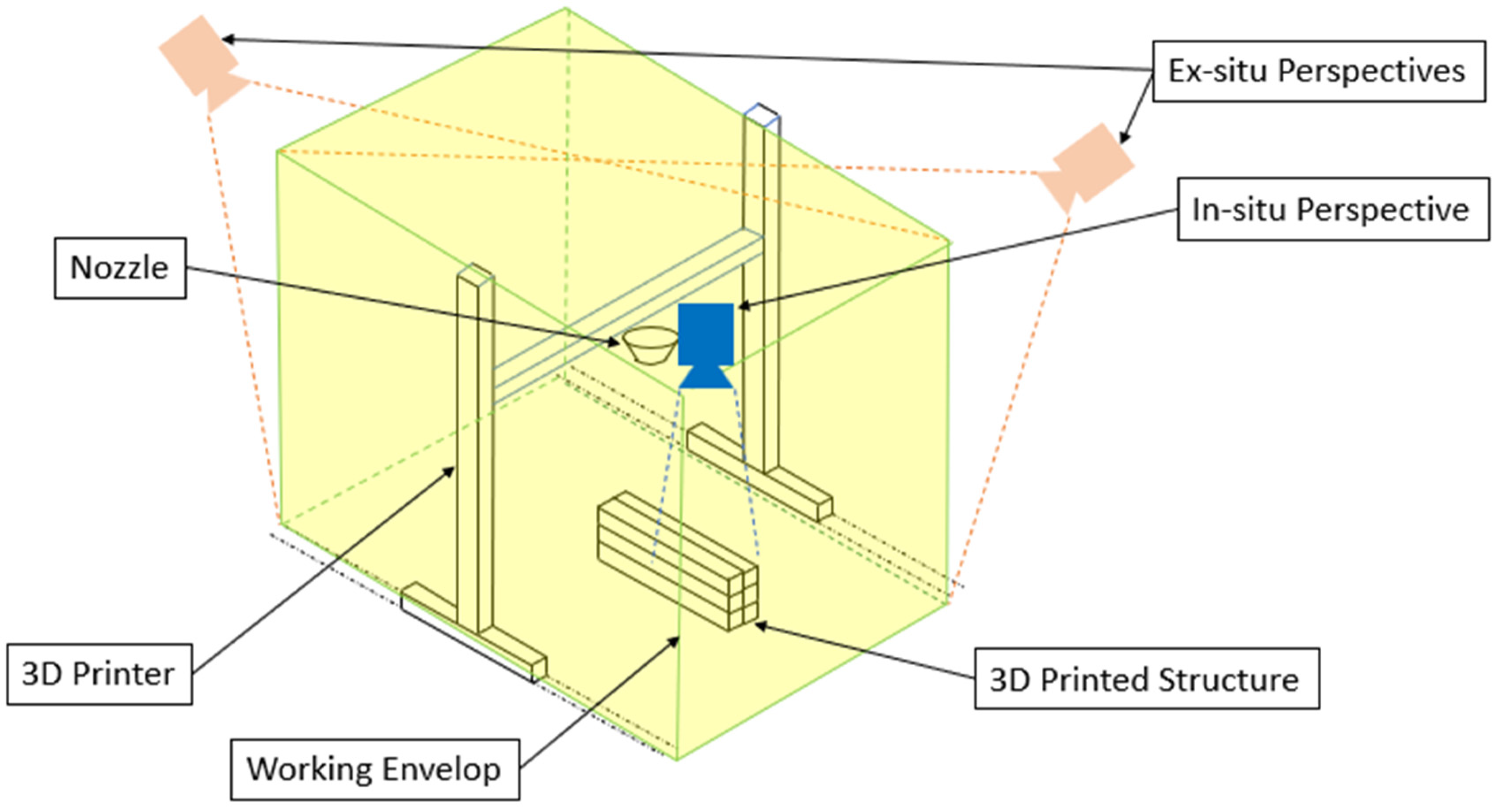
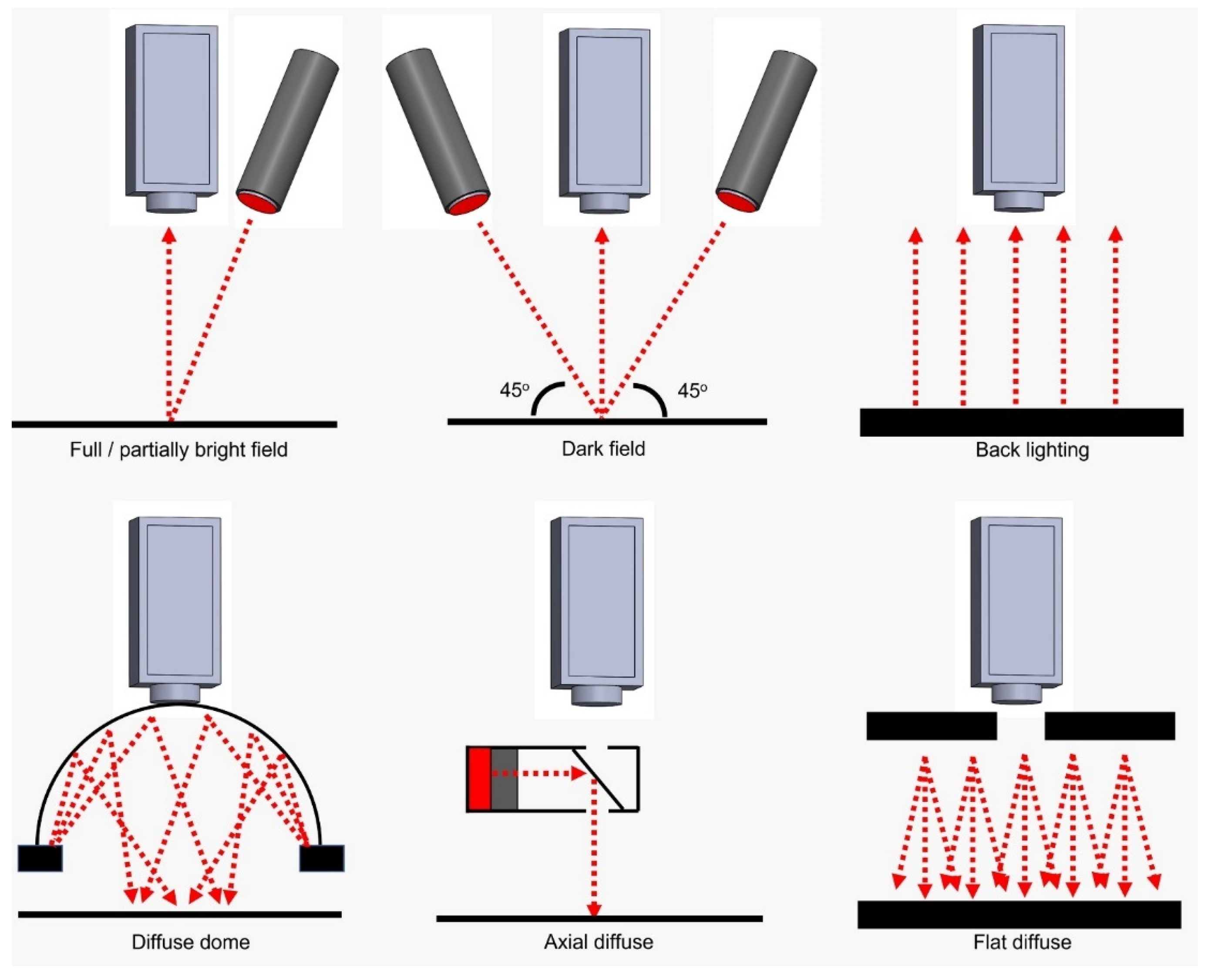
3.1. Data Acquisition
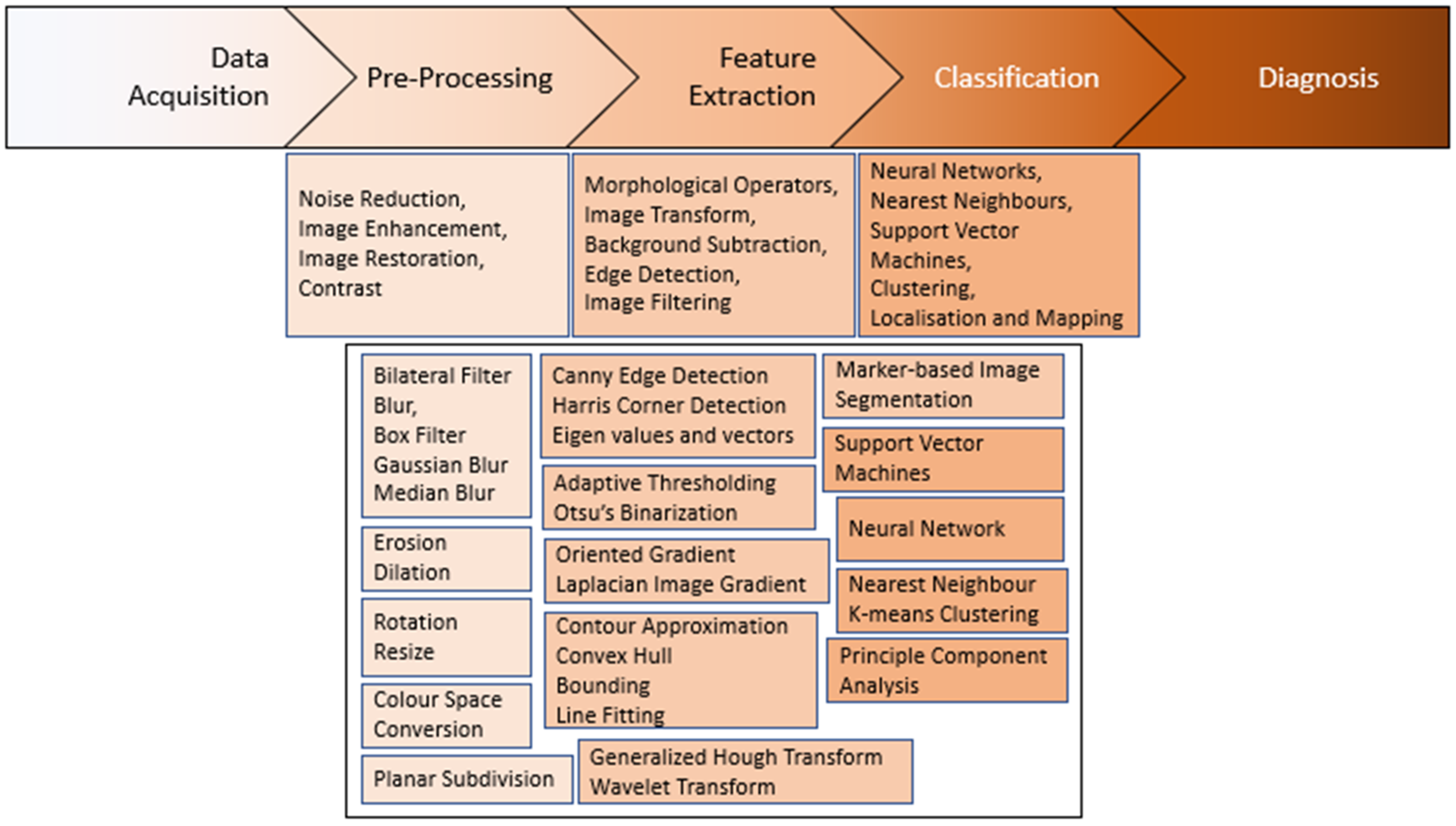
3.2. Pre-Processing and Feature Extraction
- Corrections: Sensor Corrections, Lighting Corrections, Noise, Geometric Corrections, Color Corrections.
- Enhancements: Blur and Focus, Illumination, Thresholding. Edge Enhancement, Morphology, Segmentation, Region Processing, Color Space Conversions.
3.3. Classification
4. Discussion of Process Control and Fault Diagnosis Systems
4.1. Detection Speeds/Diagnosis Performance
4.2. Fault Isolation
4.3. Robustness
4.4. Novelty Identifiability
4.5. Classification Error Estimate
4.6. Adaptability
4.7. Explanation Facility
4.8. Modelling Requirements
5. Current and Potential Applications
5.1. Safety Monitoring
5.2. Building Information Modelling
5.3. Structural Health Monitoring
5.3.1. Computer Vision
5.3.2. Sensor Embedment
5.4. Progress Tracking
5.5. Sustainability
6. Conclusions and Future Vision
- Existing parameter studies on various effects/challenges,
- Monitoring systems for fault diagnosis,
- Fault diagnosis principles in the context of C3DP.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- S’pore’s Construction Sector Faces Manpower, Materials Roadblocks with Future Uncertain. The Straits Times. Available online: https://www.straitstimes.com/singapore/spores-construction-sector-faces-manpower-materials-roadblocks-with-future-uncertain (accessed on 28 June 2022).
- Prefabricated Prefinished Volumetric Construction (PPVC). Building and Construction Authority (BCA). Available online: https://www1.bca.gov.sg/buildsg/productivity/design-for-manufacturing-and-assembly-dfma/prefabricated-prefinished-volumetric-construction-ppvc (accessed on 24 April 2021).
- Kong, H.; Managing, M.; Jien, L.; Director, P. Pre-Fabricated Pre-Finished Volumetric Construction (PPVC) For Residential Projects; Threesixty Cost Management Pte Ltd.: Singapore, 2018. [Google Scholar]
- Chua, C.K.; Leong, K.F. 3D Printing and Additive Manufacturing: Principles and Applications, 4th ed.; World Scientific Publishing Co.: Singapore, 2014. [Google Scholar] [CrossRef] [Green Version]
- Khoshnevis, B.; Hwang, D. Contour Crafting. Rapid Prototyp. 2006, 6, 221–251. [Google Scholar] [CrossRef]
- Carneau, P.; Mesnil, R.; Baverel, O.; Roussel, N. Layer pressing in concrete extrusion-based 3D-printing: Experiments and analysis. Cem. Concr. Res. 2022, 155, 106741. [Google Scholar] [CrossRef]
- Ma, G.; Buswell, R.; da Silva, W.R.L.; Wang, L.; Xu, J.; Jones, S.Z. Technology readiness: A global snapshot of 3D concrete printing and the frontiers for development. Cem. Concr. Res. 2022, 156, 106774. [Google Scholar] [CrossRef]
- Xu, J.; Ding, L.; Cai, L.; Zhang, L.; Luo, H.; Qin, W. Volume-forming 3D concrete printing using a variable-size square nozzle. Autom. Constr. 2019, 104, 95–106. [Google Scholar] [CrossRef]
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual Phys. Prototyp. 2016, 11, 209–225. [Google Scholar] [CrossRef] [Green Version]
- Malaeb, Z.; AlSakka, F.; Hamzeh, F. 3D Concrete Printing: Machine Design, Mix Proportioning, and Mix Comparison between Different Machine Setups. In 3D Concrete Printing Technology; Elsevier: Amsterdam, The Netherlands, 2019; pp. 115–136. [Google Scholar] [CrossRef]
- Souza, M.T.; Ferreira, I.M.; de Moraes, E.G.; Senff, L.; de Oliveira, A.P.N. 3D printed concrete for large-scale buildings: An overview of rheology, printing parameters, chemical admixtures, reinforcements, and economic and environmental prospects. J. Build. Eng. 2020, 32, 101833. [Google Scholar] [CrossRef]
- Suiker, A.S.J. Mechanical performance of wall structures in 3D printing processes: Theory, design tools and experiments. Int. J. Mech. Sci. 2018, 137, 145–170. [Google Scholar] [CrossRef] [Green Version]
- Suiker, A.S.J. Effect of accelerated curing and layer deformations on structural failure during extrusion-based 3D printing. Cem. Concr. Res. 2022, 151, 106586. [Google Scholar] [CrossRef]
- Suiker, A.S.J.; Wolfs, R.J.M.; Lucas, S.M.; Salet, T.A.M. Elastic buckling and plastic collapse during 3D concrete printing. Cem. Concr. Res. 2020, 135, 106016. [Google Scholar] [CrossRef]
- Buswell, R.A.; de Silva, W.R.L.; Jones, S.Z.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- Lao, W.; Li, M.; Wong, T.N.; Tan, M.J.; Tjahjowidodo, T. Improving surface finish quality in extrusion-based 3D concrete printing using machine learning-based extrudate geometry control. Virtual Phys. Prototyp. 2020, 15, 178–193. [Google Scholar] [CrossRef]
- Nerella, V.N.; Hempel, S.; Mechtcherine, V. Effects of layer-interface properties on mechanical performance of concrete elements produced by extrusion-based 3D-printing. Constr. Build. Mater. 2019, 205, 586–601. [Google Scholar] [CrossRef]
- Kazemian, A.; Yuan, X.; Davtalab, O.; Khoshnevis, B. Computer vision for real-time extrusion quality monitoring and control in robotic construction. Autom. Constr. 2019, 101, 92–98. [Google Scholar] [CrossRef]
- Kashani, A.; Ngo, T.D. Optimisation of mixture properties for 3D printing of geopolymer concrete. In Proceedings of the International Symposium on Automation and Robotics in Construction, New Orleans, LA, USA, 2–4 April 2018; IAARC Publications: Chennai, India, 2018. [Google Scholar]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. Mater. Constr. 2012, 45, 1221–1232. [Google Scholar] [CrossRef] [Green Version]
- Almusallam, A.A. Effect of Environmental Conditions on the Properties of Fresh and Hardened Concrete. Available online: www.elsevier.com/locate/cemconcomp (accessed on 14 January 2021).
- Ji, G.; Xiao, J.; Zhi, P.; Wu, Y.C.; Han, N. Effects of extrusion parameters on properties of 3D printing concrete with coarse aggregates. Constr. Build. Mater. 2022, 325, 126740. [Google Scholar] [CrossRef]
- Geng, Z.; She, W.; Zuo, W.; Lyu, K.; Pan, H.; Zhang, Y.; Miao, C. Layer-interface properties in 3D printed concrete: Dual hierarchical structure and micromechanical characterization. Cem. Concr. Res. 2020, 138, 106220. [Google Scholar] [CrossRef]
- Ma, Z.; Wittmann, F.H.; Xiao, J.; Zhao, T. Influence of freeze-thaw cycles on properties of Integral Water Repellent Concrete. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2016, 31, 851–856. [Google Scholar] [CrossRef]
- Danish, A.; Khurshid, K.; Mosaberpanah, M.A.; Ozbakkaloglu, T.; Salim, M.U. Microstructural characterization, driving mechanisms, and improvement strategies for interlayer bond strength of additive-manufactured cementitious composites: A review. Case Stud. Constr. Mater. 2022, 17, e01217. [Google Scholar] [CrossRef]
- Moini, R.; Baghaie, A.; Rodriguez, F.B.; Zavattieri, P.D.; Youngblood, J.P.; Olek, J. Quantitative microstructural investigation of 3D-printed and cast cement pastes using micro-computed tomography and image analysis. Cem. Concr. Res. 2021, 147, 106493. [Google Scholar] [CrossRef]
- Balapour, M.; Thway, T.; Moser, N.; Garboczi, E.J.; Hsuan, Y.G.; Farnam, Y. Engineering properties and pore structure of lightweight aggregates produced from off-spec fly ash. Constr. Build. Mater. 2022, 348, 128645. [Google Scholar] [CrossRef]
- Liu, J.; Setunge, S.; Tran, P. 3D concrete printing with cement-coated recycled crumb rubber: Compressive and microstructural properties. Constr. Build. Mater. 2022, 347, 128507. [Google Scholar] [CrossRef]
- Ramachandran, V.S. Concrete Admixtures Handbook: Properties, Science, and Technology; William Andrew: Norwich, NY, USA, 1995; p. 1153. [Google Scholar]
- Marchment, T.; Sanjayan, J.G.; Nematollahi, B.; Xia, M. Interlayer Strength of 3D Printed Concrete: Influencing Factors and Method of Enhancing. 3D Concr. Print. Technol. 2019, 241–264. [Google Scholar] [CrossRef]
- Micro-and Macroscopic Investigations on the Interface between Layers of 3D-Printed Cementitious Elements. Available online: https://www.researchgate.net/publication/319504633_MICRO-AND_MACROSCOPIC_INVESTIGATIONS_ON_THE_INTERFACE_BETWEEN_LAYERS_OF_3D-PRINTED_CEMENTITIOUS_ELEMENTS (accessed on 1 January 2023).
- Shakor, P.; Sanjayan, J.; Nazari, A.; Nejadi, S. Modified 3D printed powder to cement-based material and mechanical properties of cement scaffold used in 3D printing. Constr. Build. Mater. 2017, 138, 398–409. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Law, R.; Gibb, A.G.F.; Thorpe, T. Hardened properties of high-performance printing concrete. Cem. Concr. Res. 2012, 42, 558–566. [Google Scholar] [CrossRef] [Green Version]
- Moelich, G.M.; Kruger, J.; Combrinck, R. Plastic shrinkage cracking in 3D printed concrete. Compos. Part B Eng. 2020, 200, 108313. [Google Scholar] [CrossRef]
- Shahmirzadi, M.R.; Gholampour, A.; Kashani, A.; Ngo, T.D. Shrinkage behavior of cementitious 3D printing materials: Effect of temperature and relative humidity. Cem. Concr. Compos. 2021, 124, 104238. [Google Scholar] [CrossRef]
- Cheewaket, T.; Jaturapitakkul, C.; Chalee, W. Concrete durability presented by acceptable chloride level and chloride diffusion coefficient in concrete: 10-year results in marine site. Mater. Struct. Mater. Et Constr. 2014, 47, 1501–1511. [Google Scholar] [CrossRef]
- Zheng, X.; Liu, F.; Luo, T.; Duan, Y.; Yi, Y.; Hua, C. Study on Durability and Pore Characteristics of Concrete under Salt Freezing Environment. Materials 2021, 14, 7228. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Xiao, W.; Wang, Q.; Jiang, H.; Ma, G. Freeze-thaw resistance of 3D-printed composites with desert sand. Cem. Concr. Compos. 2022, 133, 104693. [Google Scholar] [CrossRef]
- Assaad, J.J.; Hamzeh, F.; Hamad, B. Qualitative assessment of interfacial bonding in 3D printing concrete exposed to frost attack. Case Stud. Constr. Mater. 2020, 13, e00357. [Google Scholar] [CrossRef]
- Bos, F.P.; Menna, C.; Pradena, M.; Kreiger, E.; da Silva, W.L.; Rehman, A.; Weger, D.; Wolfs, R.; Zhang, Y.; Ferrara, L.; et al. The realities of additively manufactured concrete structures in practice. Cem. Concr. Res. 2022, 156, 106746. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Mohamed, N.A.N.; Tay, Y.W.D.; Tan, M.J. Measurement of tensile bond strength of 3D printed geopolymer mortar. Measurement 2018, 113, 108–116. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Ting, G.H.A.; Qian, Y.; Panda, B.; He, L.W.; Tan, M.J. Time gap effect on bond strength of 3d printed concrete. Virtual Phys. Prototyp. 2019, 14, 104–113. [Google Scholar] [CrossRef]
- Ashrafi, N.; Nazarian, S.; Meisel, N.A.; Duarte, J.P. Experimental prediction of material deformation in large-scale additive manufacturing of concrete. Addit. Manuf. 2021, 37, 101656. [Google Scholar] [CrossRef]
- Yao, H.; Xie, Z.; Li, Z.; Huang, C.; Yuan, Q.; Zheng, X. The relationship between the rheological behavior and interlayer bonding properties of 3D printing cementitious materials with the addition of attapulgite. Constr. Build. Mater. 2022, 316, 125809. [Google Scholar] [CrossRef]
- Slavcheva, G.S. Drying and shrinkage of cement paste for 3D printable concrete. IOP Conf. Ser. Mater. Sci. Eng. 2019, 481, 012043. [Google Scholar] [CrossRef]
- Lu, B.; Qian, Y.; Li, M.; Weng, Y.; Leong, K.F.; Tan, M.-J.; Qian, S.; Lu, B.; Qian, Y.; Li, M.; et al. Designing spray-based 3D printable cementitious materials with fly ash cenosphere and air entraining agent. Constr. Build. Mater. 2019, 211, 1073–1084. [Google Scholar] [CrossRef]
- Ma, G.; Zhang, J.; Wang, L.; Li, Z.; Sun, J. Mechanical characterization of 3D printed anisotropic cementitious material by the electromechanical transducer. Smart Mater. Struct. 2018, 27, 075036. [Google Scholar] [CrossRef]
- Yu, S.; Xia, M.; Sanjayan, J.; Yang, L.; Xiao, J.; Du, H. Microstructural characterization of 3D printed concrete. J. Build. Eng. 2021, 44, 102948. [Google Scholar] [CrossRef]
- Anleu, P.C.B. Quantitative Micro XRF Mapping of Chlorides: Possibilities, Limitations, and Applications, from Cement to Digital Concrete. Ph.D. Thesis, ETH Zurich, Zürich, Switzerland, March 2019. [Google Scholar] [CrossRef]
- van der Putten, J.; Azima, M.; Heede, P.V.D.; Van Mullem, T.; Snoeck, D.; Carminati, C.; Hovind, J.; Trtik, P.; De Schutter, G.; Van Tittelboom, K. Neutron radiography to study the water ingress via the interlayer of 3D printed cementitious materials for continuous layering. Constr. Build. Mater. 2020, 258, 119587. [Google Scholar] [CrossRef]
- Wang, L.; Tian, Z.; Ma, G.; Zhang, M. Interlayer bonding improvement of 3D printed concrete with polymer modified mortar: Experiments and molecular dynamics studies. Cem. Concr. Compos. 2020, 110, 103571. [Google Scholar] [CrossRef]
- Hosseini, E.; Zakertabrizi, M.; Korayem, A.H.; Xu, G. A novel method to enhance the interlayer bonding of 3D printing concrete: An experimental and computational investigation. Cem. Concr. Compos. 2019, 99, 112–119. [Google Scholar] [CrossRef]
- Sanjayan, J.G.; Nematollahi, B.; Xia, M.; Marchment, T. Effect of surface moisture on inter-layer strength of 3D printed concrete. Constr. Build. Mater. 2018, 172, 468–475. [Google Scholar] [CrossRef]
- Moelich, G.M.; Kruger, P.J.; Combrinck, R. A plastic shrinkage cracking risk model for 3D printed concrete exposed to different environments. Cem. Concr. Compos. 2022, 130, 104516. [Google Scholar] [CrossRef]
- Alchaar, A.S.; Al-Tamimi, A.K. Mechanical properties of 3D printed concrete in hot temperatures. Constr. Build. Mater. 2021, 266, 120991. [Google Scholar] [CrossRef]
- Gonen, T.; Yazicioglu, S.; Demirel, B. The influence of freezing-thawing cycles on the capillary water absorption and porosity of concrete with mineral admixture. KSCE J. Civ. Eng. 2015, 19, 667–671. [Google Scholar] [CrossRef]
- Salet, T.A.M.; Ahmed, Z.Y.; Bos, F.P.; Laagland, H.L.M. 3D Concrete Printing: A Systematic Review of Rheology, Mix Designs, Mechanical, Microstructural, and Durability Characteristics. Materials 2021, 14, 3800. [Google Scholar] [CrossRef]
- Marchment, T.; Sanjayan, J.; Xia, M. Method of enhancing interlayer bond strength in construction scale 3D printing with mortar by effective bond area amplification. Mater. Des. 2019, 169, 107684. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Hardened properties of 3D printed concrete: The influence of process parameters on interlayer adhesion. Cem. Concr. Res. 2019, 119, 132–140. [Google Scholar] [CrossRef]
- Tsivilis, S.; Tsantilas, J.; Kakali, G.; Chaniotakis, E.; Sakellariou, A. The permeability of Portland limestone cement concrete. Cem. Concr. Res. 2003, 33, 1465–1471. [Google Scholar] [CrossRef]
- Tatsuhiko, S. “EFFECT OF CARBONATION ON CHLORIDE PENETRATION IN CONCRETE,” RILEM, Bagneux, Franc. 2005. Available online: https://www.rilem.net/images/publis/pro038-025.pdf (accessed on 20 February 2023).
- Ye, H.; Jin, X.; Fu, C.; Jin, N.; Xu, Y.; Huang, T. Chloride penetration in concrete exposed to cyclic drying-wetting and carbonation. Constr. Build. Mater. 2016, 112, 457–463. [Google Scholar] [CrossRef]
- Liu, B.; Shi, J.; Zhou, F.; Shen, S.; Ding, Y.; Qin, J. Effects of steam curing regimes on the capillary water absorption of concrete: Prediction using multivariable regression models. Constr. Build. Mater. 2020, 256, 119426. [Google Scholar] [CrossRef]
- Abyaneh, S.D.; Wong, H.S.; Buenfeld, N.R. Computational investigation of capillary absorption in concrete using a three-dimensional mesoscale approach. Comput. Mater. Sci. 2014, 87, 54–64. [Google Scholar] [CrossRef] [Green Version]
- Abyaneh, S.D.; Wong, H.S.; Buenfeld, N.R. Simulating the effect of microcracks on the diffusivity and permeability of concrete using a three-dimensional model. Comput. Mater. Sci. 2016, 119, 130–143. [Google Scholar] [CrossRef]
- Akhavan, A.; Shafaatian, S.M.H.; Rajabipour, F. Quantifying the effects of crack width, tortuosity, and roughness on water permeability of cracked mortars. Cem. Concr. Res. 2012, 42, 313–320. [Google Scholar] [CrossRef]
- Basheer, L.; Kropp, J.; Cleland, D.J. Assessment of the durability of concrete from its permeation properties: A review. Constr. Build. Mater. 2001, 15, 93–103. [Google Scholar] [CrossRef]
- Gardner, D.; Jefferson, A.; Hoffman, A. Investigation of capillary flow in discrete cracks in cementitious materials. Cem. Concr. Res. 2012, 42, 972–981. [Google Scholar] [CrossRef]
- Nguyen-Van, V.; Nguyen-Xuan, H.; Panda, B.; Tran, P. 3D concrete printing modelling of thin-walled structures. Structures 2022, 39, 496–511. [Google Scholar] [CrossRef]
- Kruger, J.; Zeranka, S.; van Zijl, G. 3D concrete printing: A lower bound analytical model for buildability performance quantification. Autom. Constr. 2019, 106, 102904. [Google Scholar] [CrossRef]
- Lee, J.H.; Kim, J.H. Matric suction of fine sand and its effect on the shape stability of 3D printed cement mortar. Constr. Build. Mater. 2022, 341, 127618. [Google Scholar] [CrossRef]
- Muthukrishnan, S.; Ramakrishnan, S.; Sanjayan, J. Set on demand geopolymer using print head mixing for 3D concrete printing. Cem. Concr. Compos. 2022, 128, 104451. [Google Scholar] [CrossRef]
- Muthukrishnan, S.; Ramakrishnan, S.; Sanjayan, J. Effect of microwave heating on interlayer bonding and buildability of geopolymer 3D concrete printing. Constr. Build. Mater. 2020, 265, 120786. [Google Scholar] [CrossRef]
- Muthukrishnan, S.; Ramakrishnan, S.; Sanjayan, J. In-line activation of geopolymer slurry for concrete 3D printing. Cem. Concr. Res. 2022, 162, 107008. [Google Scholar] [CrossRef]
- Pham, L.; Tran, P.; Sanjayan, J. Steel fibres reinforced 3D printed concrete: Influence of fibre sizes on mechanical performance. Constr. Build. Mater. 2020, 250, 118785. [Google Scholar] [CrossRef]
- Nematollahi, B.; Vijay, P.; Sanjayan, J.; Nazari, A.; Xia, M.; Nerella, V.N.; Mechtcherine, V. Effect of Polypropylene Fibre Addition on Properties of Geopolymers Made by 3D Printing for Digital Construction. Materials 2018, 11, 2352. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Weng, Y.; Li, M.; Liu, Z.; Lao, W.; Lu, B.; Zhang, D.; Tan, M.J. Printability and fire performance of a developed 3D printable fibre reinforced cementitious composites under elevated temperatures. Virtual Phys. Prototyp. 2019, 14, 284–292. [Google Scholar] [CrossRef]
- Zheng, W.; Luo, B.; Wang, Y. Microstructure and mechanical properties of RPC containing PP fibres at elevated temperatures. Mag. Concr. Res. 2015, 66, 397–408. [Google Scholar] [CrossRef]
- Christ, S.; Schnabel, M.; Vorndran, E.; Groll, J.; Gbureck, U. Fiber reinforcement during 3D printing. Mater. Lett. 2015, 139, 165–168. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Tan, M.J. Anisotropic mechanical performance of 3D printed fiber reinforced sustainable construction material. Mater. Lett. 2017, 209, 146–149. [Google Scholar] [CrossRef]
- Li, L.G.; Xiao, B.F.; Fang, Z.Q.; Xiong, Z.; Chu, S.H.; Kwan, A.K.H. Feasibility of glass/basalt fiber reinforced seawater coral sand mortar for 3D printing. Addit. Manuf. 2021, 37, 101684. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S.; Paul, G.; Gowripalan, N. Effects of Different Orientation Angle, Size, Surface Roughness, and Heat Curing on Mechanical Behavior of 3D Printed Cement Mortar with/without Glass Fiber in Powder-Based 3DP. 3D Print Addit. Manuf. 2021, 0, 1–10. [Google Scholar] [CrossRef]
- Lv, C.; Shen, H.; Liu, J.; Wu, D.; Qu, E.; Liu, S. Properties of 3D Printing Fiber-Reinforced Geopolymers Based on Interlayer Bonding and Anisotropy. Materials 2022, 15, 8032. [Google Scholar] [CrossRef] [PubMed]
- Kong, X.; Dai, L.; Wang, Y.; Qiao, D.; Hou, S.; Wang, S. Influence of kenaf stalk on printability and performance of 3D printed industrial tailings based geopolymer. Constr. Build. Mater. 2022, 315, 125787. [Google Scholar] [CrossRef]
- Long, W.J.; Tao, J.-L.; Lin, C.; Gu, Y.-C.; Mei, L.; Duan, H.-B.; Xing, F. Rheology and buildability of sustainable cement-based composites containing micro-crystalline cellulose for 3D-printing. J. Clean. Prod. 2019, 239, 118054. [Google Scholar] [CrossRef]
- Sinka, M.; Zorica, J.; Bajare, D.; Sahmenko, G.; Korjakins, A. Fast Setting Binders for Application in 3D Printing of Bio-Based Building Materials. Sustainability 2020, 12, 8838. [Google Scholar] [CrossRef]
- Nam, Y.J.; Hwang, Y.K.; Park, J.W.; Lim, Y.M. Fiber-Reinforced Cementitious Composite Design with Controlled Distribution and Orientation of Fibers Using Three-Dimensional Printing Technology. In 3D Concrete Printing Technology; Elsevier: Amsterdam, The Netherlands, 2019; pp. 59–72. [Google Scholar] [CrossRef]
- Hambach, M.; Volkmer, D. Properties of 3D-printed fiber-reinforced Portland cement paste. Cem. Concr. Compos. 2017, 79, 62–70. [Google Scholar] [CrossRef]
- Nematollahi, B.; Xia, M.; Sanjayan, J.; Vijay, P. Effect of Type of Fiber on Inter-Layer Bond and Flexural Strengths of Extrusion-Based 3D Printed Geopolymer. Mater. Sci. Forum 2018, 939, 155–162. [Google Scholar] [CrossRef]
- Lesovik, V.; Fediuk, R.; Amran, M.; Alaskhanov, A.; Volodchenko, A.; Murali, G.; Uvarov, V.; Elistratkin, M. 3D-Printed Mortars with Combined Steel and Polypropylene Fibers. Fibers 2021, 9, 79. [Google Scholar] [CrossRef]
- Moustafa, A.; Elgawady, M.A. Mechanical properties of high strength concrete with scrap tire rubber. Constr. Build. Mater. 2015, 93, 249–256. [Google Scholar] [CrossRef]
- Ghabezi, P.; Flanagan, T.; Harrison, N. Short basalt fibre reinforced recycled polypropylene filaments for 3D printing. Mater. Lett. 2022, 326, 132942. [Google Scholar] [CrossRef]
- Ting, G.H.A.; Quah, T.K.N.; Lim, J.H.; Tay, Y.W.D.; Tan, M.J. Extrudable region parametrical study of 3D printable concrete using recycled glass concrete. J. Build. Eng. 2022, 50, 104091. [Google Scholar] [CrossRef]
- Bai, G.; Wang, L.; Ma, G.; Sanjayan, J.; Bai, M. 3D printing eco-friendly concrete containing under-utilised and waste solids as aggregates. Cem. Concr. Compos. 2021, 120, 104037. [Google Scholar] [CrossRef]
- Ting, G.H.A.; Tay, Y.W.D.; Qian, Y.; Tan, M.J. Utilization of recycled glass for 3D concrete printing: Rheological and mechanical properties. J. Mater. Cycles Waste Manag. 2019, 21, 994–1003. [Google Scholar] [CrossRef]
- Li, Z.; Wang, L.; Ma, G. Mechanical improvement of continuous steel microcable reinforced geopolymer composites for 3D printing subjected to different loading conditions. Compos. B Eng. 2020, 187, 107796. [Google Scholar] [CrossRef]
- Bos, F.; Ahmed, Z.; Jutinov, E.; Salet, T. Experimental Exploration of Metal Cable as Reinforcement in 3D Printed Concrete. Materials 2017, 10, 1314. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hojati, M.; Memari, A.M.; Zahabi, M.; Wu, Z.; Li, Z.; Park, K.; Nazarian, S.; Duarte, J.P. Barbed-wire reinforcement for 3D concrete printing. Autom. Constr. 2022, 141, 104438. [Google Scholar] [CrossRef]
- Xiao, J.; Chen, Z.; Ding, T.; Zou, S. Bending behaviour of steel cable reinforced 3D printed concrete in the direction perpendicular to the interfaces. Cem. Concr. Compos. 2022, 125, 104313. [Google Scholar] [CrossRef]
- Austin, S.; Buswell, R.; Le, T.; Wackrow, R.; Austin, S.; Gibb, A.; Thorpe, T. Development of a viable concrete printing process. In Proceedings of the 28th International Symposium on Automation and Robotics in Construction (ISARC 2011), Seoul, Republic of Korea, 29 June–2 July 2011; pp. 665–670. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.; Ma, G.; Liu, T.; Buswell, R.; Li, Z. Interlayer reinforcement of 3D printed concrete by the in-process deposition of U-nails. Cem. Concr. Res. 2021, 148, 106535. [Google Scholar] [CrossRef]
- Asprone, D.; Auricchio, F.; Menna, C.; Mercuri, V. 3D printing of reinforced concrete elements: Technology and design approach. Constr. Build. Mater. 2018, 165, 218–231. [Google Scholar] [CrossRef]
- Salet, T.A.M.; Ahmed, Z.Y.; Bos, F.P.; Laagland, H.L.M. Design of a 3D printed concrete bridge by testing. Virtual Phys. Prototyp. 2018, 13, 222–236. [Google Scholar] [CrossRef] [Green Version]
- Marchment, T.; Sanjayan, J. Mesh reinforcing method for 3D Concrete Printing. Autom. Constr. 2020, 109, 102992. [Google Scholar] [CrossRef]
- Liu, M.; Wang, L.; Ma, G.; Li, W.; Zhou, Y. U-type steel wire mesh for the flexural performance enhancement of 3D printed concrete: A novel reinforcing approach. Mater. Lett. 2023, 331, 133429. [Google Scholar] [CrossRef]
- Kruger, J.; Cho, S.; Zeranka, S.; Viljoen, C.; van Zijl, G. 3D concrete printer parameter optimisation for high rate digital construction avoiding plastic collapse. Compos. B Eng. 2020, 183, 107660. [Google Scholar] [CrossRef]
- Tripathi, A.; Nair, S.A.O.; Neithalath, N. A comprehensive analysis of buildability of 3D-printed concrete and the use of bi-linear stress-strain criterion-based failure curves towards their prediction. Cem. Concr. Compos. 2022, 128, 104424. [Google Scholar] [CrossRef]
- Liu, Z.; Li, M.; Wong, T.N.; Tan, M.J. Towards additive manufacturing: Pumping flow rate with time-dependent material rheology in 3d cementitious material printing. Mater. Sci. Forum 2018, 941, 2131–2136. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Li, M.Y.; Tan, M.J. Effect of printing parameters in 3D concrete printing: Printing region and support structures. J. Mater. Process. Technol. 2019, 271, 261–270. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Qian, Y.; Tan, M.J. Printability region for 3D concrete printing using slump and slump flow test. Compos. B Eng. 2019, 174, 106968. [Google Scholar] [CrossRef]
- el Cheikh, K.; Rémond, S.; Khalil, N.; Aouad, G. Numerical and experimental studies of aggregate blocking in mortar extrusion. Constr. Build. Mater. 2017, 145, 452–463. [Google Scholar] [CrossRef]
- Khalil, N.; Aouad, G.; el Cheikh, K.; Rémond, S. Use of calcium sulfoaluminate cements for setting control of 3D-printing mortars. Constr. Build. Mater. 2017, 157, 382–391. [Google Scholar] [CrossRef]
- Zuriguel, I.; Garcimartín, A.; Maza, D.; Pugnaloni, L.A.; Pastor, J.M. Jamming during the discharge of granular matter from a silo. Phys. Rev. E 2005, 71, 051303. Available online: https://www.academia.edu/16258758/Jamming_during_the_discharge_of_granular_matter_from_a_silo (accessed on 27 November 2022). [CrossRef] [PubMed] [Green Version]
- Perrot, A.; Lanos, C.; Melinge, Y.; Estellé, P. Mortar physical properties evolution in extrusion flow. Rheol. Acta 2007, 46, 1065–1073. [Google Scholar] [CrossRef] [Green Version]
- Jayathilakage, R.; Rajeev, P.; Sanjayan, J. Rheometry for Concrete 3D Printing: A Review and an Experimental Comparison. Buildings 2022, 12, 1190. [Google Scholar] [CrossRef]
- Liu, Z.; Li, M.; Weng, Y.; Qian, Y.; Wong, T.N.; Tan, M.J. Modelling and parameter optimization for filament deformation in 3D cementitious material printing using support vector machine. Compos. B Eng. 2020, 193, 108018. [Google Scholar] [CrossRef]
- Liu, Z.; Li, M.; Tay, Y.W.D.; Weng, Y.; Wong, T.N.; Tan, M.J. Rotation nozzle and numerical simulation of mass distribution at corners in 3D cementitious material printing. Addit. Manuf. 2020, 34, 101190. [Google Scholar] [CrossRef]
- Ahmed, Z.Y.; Bos, F.P.; Wolfs, R.J.M.; Salet, T.A.M. Design considerations due to scale effects in 3D concrete printing. In Proceedings of the 8th International Conference of the Arab Society for Computer Aided Architectural Design (ASCAAD 2016), London, UK, 7–8 November 2016. [Google Scholar]
- Ma, G.; Li, Z.; Wang, L. Printable properties of cementitious material containing copper tailings for extrusion based 3D printing. Constr. Build. Mater. 2018, 162, 613–627. [Google Scholar] [CrossRef]
- Nair, S.A.O.; Panda, S.; Santhanam, M.; Sant, G.; Neithalath, N. A critical examination of the influence of material characteristics and extruder geometry on 3D printing of cementitious binders. Cem. Concr. Compos. 2020, 112, 103671. [Google Scholar] [CrossRef]
- Kaplan, D.; de Larrard, F.; Sedran, T. Design of Concrete Pumping Circuit. Mater. J. 2005, 102, 110–117. [Google Scholar] [CrossRef]
- Perrot, A.; Mélinge, Y.; Estellé, P.; Lanos, C. Vibro-extrusion: A new forming process for cement-based materials. Adv. Cem. Res. 2009, 21, 125–133. [Google Scholar] [CrossRef]
- Mohan, M.K.; Rahul, A.V.; van Tittelboom, K.; de Schutter, G. Rheological and pumping behaviour of 3D printable cementitious materials with varying aggregate content. Cem. Concr. Res. 2021, 139, 106258. [Google Scholar] [CrossRef]
- de Schutter, G.; Feys, D. Pumping of Fresh Concrete: Insights and Challenges. RILEM Tech. Lett. 2016, 1, 76–80. [Google Scholar] [CrossRef] [Green Version]
- Le, H.D.; Kadri, E.H.; Aggoun, S.; Vierendeels, J.; Troch, P.; de Schutter, G. Effect of lubrication layer on velocity profile of concrete in a pumping pipe. Mater. Struct. Mater. Constr. 2015, 48, 3991–4003. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Bos, F.; Perrot, A.; da Silva, W.L.; Nerella, V.; Fataei, S.; Wolfs, R.; Sonebi, M.; Roussel, N. Extrusion-based additive manufacturing with cement-based materials—Production steps, processes, and their underlying physics: A review. Cem. Concr. Res. 2020, 132, 106037. [Google Scholar] [CrossRef]
- Roussel, N. Rheological requirements for printable concretes. Cem. Concr. Res. 2018, 112, 76–85. [Google Scholar] [CrossRef]
- Srinivasan, R.; DeFord, D.; Shah, S. The use of extrusion rheometry in the development of extruded fiber-reinforced cement composites. Concr. Sci. Eng. 1999, 1, 26–36. [Google Scholar]
- Kuder, K.G.; Shah, S.P. Rheology of Extruded Cement-Based Materials. Mater. J. 2007, 104, 283–290. [Google Scholar] [CrossRef]
- Menna, C.; Mata-Falcón, J.; Bos, F.P.; Vantyghem, G.; Ferrara, L.; Asprone, D.; Salet, T.; Kaufmann, W. Opportunities and challenges for structural engineering of digitally fabricated concrete. Cem. Concr. Res. 2020, 133, 106079. [Google Scholar] [CrossRef]
- Rahul, A.V.; Narayan, S.P.A.; Neithalath, N.; Santhanam, M. A thermodynamic framework for modelling thixotropic yield stress fluids: Application to cement pastes. J. Non Newton. Fluid Mech. 2020, 281, 104318. [Google Scholar] [CrossRef]
- Jiang, Q. Effects of air entrainment on rheology. Mater. J. 2004, 101, 448–456. Available online: https://www.researchgate.net/publication/288569745 (accessed on 20 February 2023).
- Qian, Y.; de Schutter, G. Enhancing thixotropy of fresh cement pastes with nanoclay in presence of polycarboxylate ether superplasticizer (PCE). Cem. Concr. Res. 2018, 111, 15–22. [Google Scholar] [CrossRef]
- Qian, Y.; Ma, S.; Kawashima, S.; de Schutter, G. Rheological characterization of the viscoelastic solid-like properties of fresh cement pastes with nanoclay addition. Theor. Appl. Fract. Mech. 2019, 103, 102262. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Bos, F.P.; van Strien, E.C.F.; Salet, T.A.M. A real-time height measurement and feedback system for 3D concrete printing. In High Tech Concrete: Where Technology and Engineering Meet: Proceedings of the 2017 fib Symposium, Held in Maastricht, The Netherlands, 12–14 June 2017; Springer International Publishing: Berlin/Heidelberg, Germany, 2017; pp. 2474–2483. [Google Scholar] [CrossRef]
- Rill-García, R.; Dokladalova, E.; Dokládal, P.; Caron, J.-F.; Mesnil, R.; Margerit, P.; Charrier, M. Inline monitoring of 3D concrete printing using computer vision. Addit. Manuf. 2022, 60, 103175. [Google Scholar] [CrossRef]
- Dong, C.-Z.; Catbas, F.N. A review of computer vision–based structural health monitoring at local and global levels. Struct. Health Monit. 2021, 20, 692–743. [Google Scholar] [CrossRef]
- Nor, N.M.; Hussain, M.A.; Hassan, C.R.C. Fault diagnosis and classification framework using multi-scale classification based on kernel Fisher discriminant analysis for chemical process system. Appl. Soft Comput. 2017, 61, 959–972. [Google Scholar] [CrossRef]
- Burdzik, R. A comprehensive diagnostic system for vehicle suspensions based on a neural classifier and wavelet resonance estimators. Measurement 2022, 200, 111602. [Google Scholar] [CrossRef]
- Kang, Z.; Catal, C.; Tekinerdogan, B. Product failure detection for production lines using a data-driven model. Expert Syst. Appl. 2022, 202, 117398. [Google Scholar] [CrossRef]
- Image Pre-Processing. Available online: https://www.embedded-vision.com/sites/default/files/apress/computervisionmetrics/chapter2/9781430259299_Ch02.pdf (accessed on 11 January 2023).
- Nair, S.A.O.; Sant, G.; Neithalath, N. Mathematical morphology-based point cloud analysis techniques for geometry assessment of 3D printed concrete elements. Addit. Manuf. 2022, 49, 102499. [Google Scholar] [CrossRef]
- Mneymneh, B.E.; Abbas, M.; Khoury, H. Vision-Based Framework for Intelligent Monitoring of Hardhat Wearing on Construction Sites. J. Comput. Civ. Eng. 2018, 33, 04018066. [Google Scholar] [CrossRef]
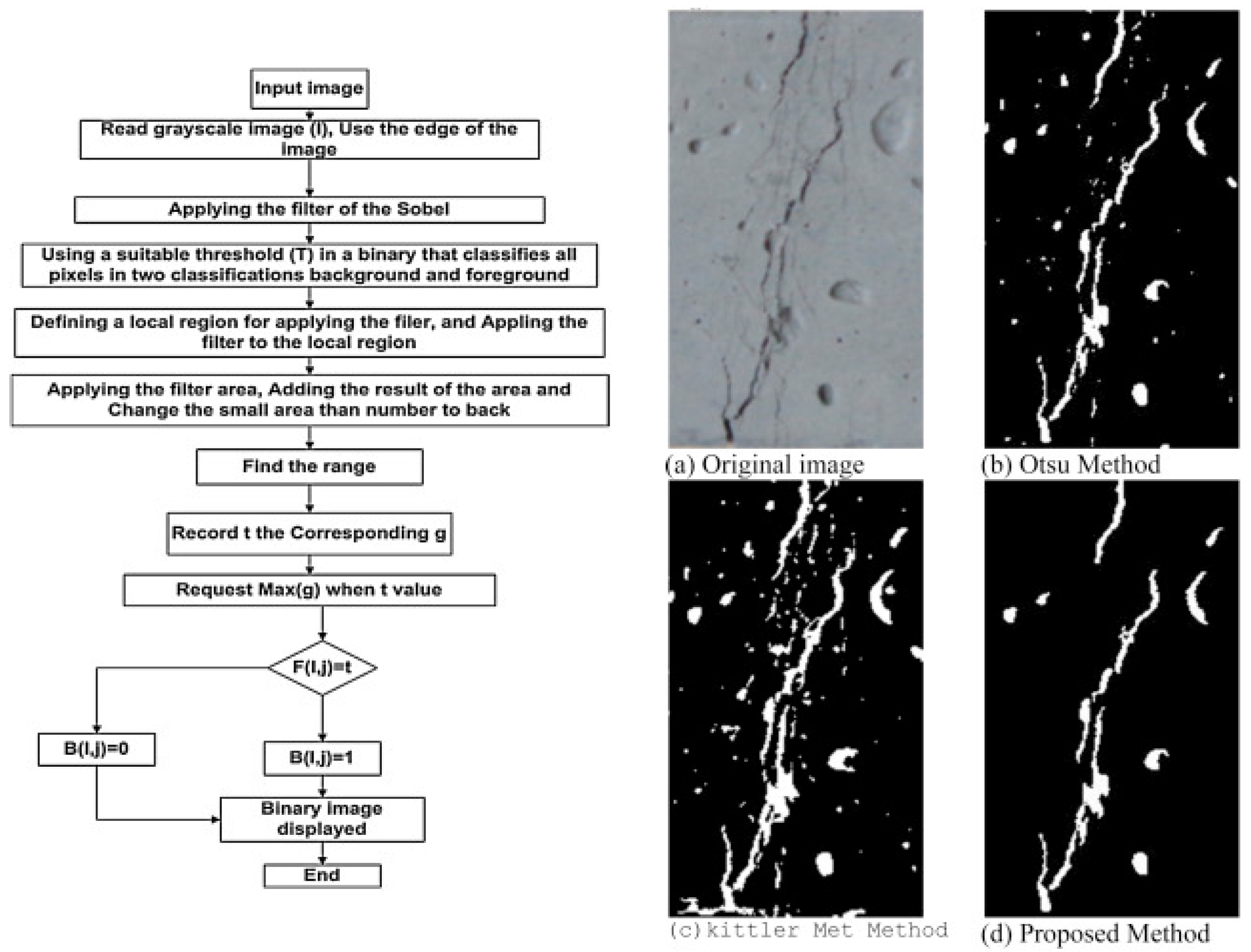
- Talab, A.M.A.; Huang, Z.; Xi, F.; HaiMing, L. Detection crack in image using Otsu method and multiple filtering in image processing techniques. Optik 2016, 127, 1030–1033. [Google Scholar] [CrossRef]
- Garfo, S.; Muktadir, M.A.; Yi, S. Defect Detection on 3D Print Products and in Concrete Structures Using Image Processing and Convolution Neural Network. J. Mechatron. Robot. 2020, 4, 74–84. [Google Scholar] [CrossRef]
- Davtalab, O.; Kazemian, A.; Yuan, X.; Khoshnevis, B. Automated inspection in robotic additive manufacturing using deep learning for layer deformation detection. J. Intell. Manuf. 2022, 33, 771–784. [Google Scholar] [CrossRef]
- Martinez, J.G.; Albeaino, G.; Gheisari, M.; Issa, R.R.A.; Alarcón, L.F. iSafeUAS: An unmanned aerial system for construction safety inspection. Autom. Constr. 2021, 125, 103595. [Google Scholar] [CrossRef]
- Omar, H.; Mahdjoubi, L.; Kheder, G. Towards an automated photogrammetry-based approach for monitoring and controlling construction site activities. Comput. Ind. 2018, 98, 172–182. [Google Scholar] [CrossRef]
- Bayrak, T.; Kaka, A. Evaluation of digital photogrammetry and 3D CAD modelling applications in construction management. In Proceedings of the 20th Annual ARCOM Conference, Edinburgh, UK, 1–3 September 2004. [Google Scholar]
- Aldao, E.; González-Jorge, H.; Pérez, J.A. Metrological comparison of LiDAR and photogrammetric systems for deformation monitoring of aerospace parts. Measurement 2021, 174, 109037. [Google Scholar] [CrossRef]
- Cucci, D.A.; Rehak, M.; Skaloud, J. Bundle adjustment with raw inertial observations in UAV applications. ISPRS J. Photogramm. Remote Sens. 2017, 130, 1–12. [Google Scholar] [CrossRef]
- Kume, H.; Sato, T.; Yokoya, N. Bundle adjustment using aerial images with two-stage geometric verification. Comput. Vis. Image Underst. 2015, 138, 74–84. [Google Scholar] [CrossRef] [Green Version]
- Marschner, S. Light Reflection and Illumination, CS 4620 Lecture 23 Cornell CS4620. 2014. Available online: https://www.cs.cornell.edu/courses/cs4620/2014fa/lectures/23reflection.pdf (accessed on 20 February 2023).
- Aicardi, I.; Chiabrando, F.; Lingua, A.M.; Noardo, F. Recent trends in cultural heritage 3D survey: The photogrammetric computer vision approach. J. Cult. Herit. 2018, 32, 257–266. [Google Scholar] [CrossRef]
- Fang, W.; Ma, L.; Love, P.E.D.; Luo, H.; Ding, L.; Zhou, A. Knowledge graph for identifying hazards on construction sites: Integrating computer vision with ontology. Autom. Constr. 2020, 119, 103310. [Google Scholar] [CrossRef]
- Golnabi, H.; Asadpour, A. Design and application of industrial machine vision systems. Robot. Comput. Integr. Manuf. 2007, 23, 630–637. [Google Scholar] [CrossRef]
- Lao, W.; Li, M.; Tjahjowidodo, T. Variable-geometry nozzle for surface quality enhancement in 3D concrete printing. Addit. Manuf. 2021, 37, 101638. [Google Scholar] [CrossRef]
- Zhang, X.; Li, M.; Lim, J.H.; Weng, Y.; Tay, Y.W.D.; Pham, H.; Pham, Q.-C. Large-scale 3D printing by a team of mobile robots. Autom. Constr. 2018, 95, 98–106. [Google Scholar] [CrossRef]
- Printing-While-Moving: A New Paradigm for Large-Scale Robotic 3D Printing. Available online: https://www.researchgate.net/publication/327835498_Printing-while-moving_a_new_paradigm_for_large-scale_robotic_3D_Printing (accessed on 17 April 2021).
- Senthilnathan, S.; Raphael, B. Using Computer Vision for Monitoring the Quality of 3D-Printed Concrete Structures. Sustainability 2022, 14, 15682. [Google Scholar] [CrossRef]
- Buswell, R.; Kinnell, P.; Xu, J.; Hack, N.; Kloft, H.; Maboudi, M.; Gerke, M.; Massin, P.; Grasser, G.; Wolfs, R.; et al. Inspection Methods for 3D Concrete Printing. In Second RILEM International Conference on Concrete and Digital Fabrication: Digital Concrete; Springer International Publishing: Berlin/Heidelberg, Germany, 2020; Volume 28, pp. 790–803. [Google Scholar] [CrossRef]
- Dung, C.V.; Anh, L.D. Autonomous concrete crack detection using deep fully convolutional neural network. Autom. Constr. 2019, 99, 52–58. [Google Scholar] [CrossRef]
- Lei, F.; Ma, X.; Dong, X. Automatic Identification of Construction Dust Based on Improved K-Means Algorithm Automatic Identification of Construction Dust Based on Improved K-Means Algorithm. IOP Conf. Ser. Earth Environ. Sci. 2021, 647, 012017. [Google Scholar] [CrossRef]
- Baumgartl, H.; Tomas, J.; Buettner, R.; Merkel, M. A deep learning-based model for defect detection in laser-powder bed fusion using in-situ thermographic monitoring. Prog. Addit. Manuf. 2020, 5, 277–285. [Google Scholar] [CrossRef] [Green Version]
- Land, W.S.; Zhang, B.; Ziegert, J.; Davies, A. In-Situ Metrology System for Laser Powder Bed Fusion Additive Process. Procedia Manuf. 2015, 1, 393–403. [Google Scholar] [CrossRef] [Green Version]
- Zhang, B.; Ziegert, J.C.; Ii, W.S.L.; Ziegert, J.; Davies, A. In Situ Monitoring of Laser Powder Bed Fusion Additive Manufacturing Using Digital Fringe Projection Technique. 2015. Available online: https://www.researchgate.net/publication/283097423 (accessed on 29 March 2021).
- Altenburg, S.J.; Straße, A.; Gumenyuk, A.; Maierhofer, C. In-situ monitoring of a laser metal deposition (LMD) process: Comparison of MWIR, SWIR and high-speed NIR thermography. Quant. InfraRed Thermogr. J. 2022, 19, 97–114. [Google Scholar] [CrossRef]
- Azar, E.R.; McCabe, B. Automated Visual Recognition of Dump Trucks in Construction Videos. J. Comput. Civ. Eng. 2011, 26, 769–781. [Google Scholar] [CrossRef]
- LED Lighting Vendors Diversify Their Product Offerings. Vision Systems Design. Available online: https://www.vision-systems.com/cameras-accessories/article/16739336/led-lighting-vendors-diversify-their-product-offerings (accessed on 29 March 2021).
- Zhang, Y.; Fuh, J.Y.H.; Ye, D.; Hong, G.S. In-situ monitoring of laser-based PBF via off-axis vision and image processing approaches. Addit. Manuf. 2019, 25, 263–274. [Google Scholar] [CrossRef]
- Nassar, A.R.; Starr, B.; Reutzel, E.W. Process monitoring of directed-energy deposition of Inconel-718 via plume imaging. In 2014 International Solid Freeform Fabrication Symposium; University of Texas at Austin: Austin, TX, USA, 2015. [Google Scholar]
- Nefs, K.; Menkovski, V.; Bos, F.P.; Suiker, A.S.J.; Salet, T.A.M. Automated image segmentation of 3D printed fibrous composite micro-structures using a neural network. Constr. Build. Mater. 2023, 365, 130099. [Google Scholar] [CrossRef]
- Wang, J.; Tang, Y.; Zhang, J.; Yue, M.; Feng, X. Convolutional neural network-based image denoising for synchronous measurement of temperature and deformation at elevated temperature. Optik 2021, 241, 166977. [Google Scholar] [CrossRef]
- Goh, G.D.; Sing, S.L.; Yeong, W.Y. A review on machine learning in 3D printing: Applications, potential, and challenges. Artif. Intell. Rev. 2021, 54, 63–94. [Google Scholar] [CrossRef]
- Manda, M.P.; Kim, H.S. A fast image thresholding algorithm for infrared images based on histogram approximation and circuit theory. Algorithms 2020, 13, 207. [Google Scholar] [CrossRef]
- Lee, Y.S.; Vuong, N.; Adrian, N.; Pham, Q.C. Integrating Force-based Manipulation Primitives with Deep Learning-based Visual Servoing for Robotic Assembly. Available online: https://openreview.net/forum?id=01lfX8qrh1O (accessed on 20 February 2023).
- Vuong, N.; Pham, H.; Pham, Q.C. Learning Sequences of Manipulation Primitives for Robotic Assembly. In Proceedings of the 2021 IEEE International Conference on Robotics and Automation, Xi’an, China, 30 May–5 June 2021; pp. 4086–4092. [Google Scholar] [CrossRef]
- Murcia-Gómez, D.; Rojas-Valenzuela, I.; Valenzuela, O. Impact of Image Preprocessing Methods and Deep Learning Models for Classifying Histopathological Breast Cancer Images. Appl. Sci. 2022, 12, 11375. [Google Scholar] [CrossRef]
- Duff, M.J.B.; Levialdi, S. An Analysis of Computational Cost in Image Processing: A Case Study. IEEE Trans. Comput. 1978, 27, 904–910. [Google Scholar] [CrossRef]
- Hua, X.; Wang, X.; Rui, T.; Shao, F.; Wang, D. Cascaded panoptic segmentation method for high resolution remote sensing image. Appl. Soft Comput. 2021, 109, 107515. [Google Scholar] [CrossRef]
- Tao, C.; He, H.; Xu, F.; Cao, J. Stereo priori RCNN based car detection on point level for autonomous driving. Knowl. Based Syst. 2021, 229, 107346. [Google Scholar] [CrossRef]
- Yang, Z.; Sun, Y.; Liu, S.; Jia, J. 3DSSD: Point-based 3D Single Stage Object Detector. In Proceedings of the IEEE Computer Society Conference on Computer Vision and Pattern Recognition, Seattle, WA, USA, 13–19 June 2020; pp. 11037–11045. Available online: https://arxiv.org/abs/2002.10187v1 (accessed on 31 July 2021).
- Zhou, Y.; Tuzel, O. VoxelNet: End-to-End Learning for Point Cloud Based 3D Object Detection. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Salt Lake City, UT, USA, 18–22 June 2018. [Google Scholar]
- Sun, J.; Chen, L.; Xie, Y.; Zhang, S.; Jiang, Q.; Zhou, X.; Bao, H. Disp R-CNN: Stereo 3D Object Detection via Shape Prior Guided Instance Disparity Estimation. In Proceedings of the IEEE Computer Society Conference on Computer Vision and Pattern Recognition, Seattle, WA, USA, 13–19 June 2020; pp. 10545–10554. Available online: https://arxiv.org/abs/2004.03572v1 (accessed on 31 July 2021).
- Redmon, J.; Farhadi, A. YOLOv3: An Incremental Improvement. 2018. Available online: https://arxiv.org/abs/1804.02767v1 (accessed on 31 July 2021).
- Bochkovskiy, A.; Wang, C.-Y.; Liao, H.-Y.M. YOLOv4: Optimal Speed and Accuracy of Object Detection. 2020. Available online: https://arxiv.org/abs/2004.10934v1 (accessed on 31 July 2021).
- Venkatasubramanian, V.; Rengaswamy, R.; Yin, K.; Kavuri, S.N. A review of process fault detection and diagnosis: Part I: Quantitative model-based methods. Comput. Chem. Eng. 2003, 27, 293–311. [Google Scholar] [CrossRef]
- Seifried, P. Fault Detection and Diagnosis in Chemical and Petrochemical Processes, Bd. 8 der Serie “Chemical Engineering Monographs”. Von D. M. Himmelblau, herausgegeben von S. W. Churchill, Elsevier Scientific Publishing Company, Amsterdam—New York 1978. 1. Aufl., X, 414 S., 137 Abb., 66 Tab., DM 145,-. Chem. Ing. Tech. 1979, 51, 766. [Google Scholar] [CrossRef]
- Amherst, S.; Collingwood, L.; Wilkerson, J. Tradeoffs in Accuracy and Efficiency in Supervised Learning Methods. Available online: https://scholarworks.umass.edu/jitpc2011/4/ (accessed on 24 January 2023).
- Hassan, N.M.H.; Elshoky, B.; Hassan, N.M.H.; Elshoky, B.R.G.; Mabrouk, A.M. Quality of performance evaluation of ten machine learning algorithms in classifying thirteen types of apple fruits. Indones. J. Electr. Eng. Comput. Sci. 2023, 30, 102–109. [Google Scholar] [CrossRef]
- Yaacob, M.R.; Fahmi, F. Study on speed and accuracy in measuring people flow rate using computer vision. In Proceedings of the Mechanical Engineering Research Day 2022, Moratuwa, Sri Lanka, 27–29 July 2022; pp. 143–144. Available online: https://youtu.be/Xc625PpsGrU (accessed on 23 January 2023).
- Colbrook, M.J.; Antun, V.; Hansen, A.C. The difficulty of computing stable and accurate neural networks: On the barriers of deep learning and Smale’s 18th problem. Proc. Natl. Acad. Sci. USA 2022, 119, e2107151119. [Google Scholar] [CrossRef] [PubMed]
- Ilyas, A.; Santurkar, S.; Tsipras, D.; Engstrom, L.; Tran, B.; Madry, A. Adversarial Examples Are Not Bugs, They Are Features. Adv. Neural Inf. Process. Syst. 2019, 32, 1–12. [Google Scholar] [CrossRef]
- Moosavi-Dezfooli, S.-M.; Fawzi, A.; Frossard’, P.F.; Polytechnique, F.; de Lausanne, F. DeepFool: A Simple and Accurate Method to Fool Deep Neural Networks. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition 2016, Las Vegas, NV, USA, 27–30 June 2016; pp. 2574–2582. Available online: http://github.com/lts4/deepfool (accessed on 17 February 2023).
- Szegedy, C.; Zaremba, W.; Sutskever, I.; Bruna, J.; Erhan, D.; Goodfellow, I.; Fergus, R. Intriguing properties of neural networks. arXiv 2013, arXiv:1312.6199. [Google Scholar]
- Su, J.; Vargas, D.V.; Sakurai, K. One Pixel Attack for Fooling Deep Neural Networks. IEEE Trans. Evol. Comput. 2019, 23, 828–841. [Google Scholar] [CrossRef] [Green Version]
- He, L.; Li, H.; Chow, W.T.; Zeng, B.; Qian, Y. Increasing the interlayer strength of 3D printed concrete with tooth-like interface: An experimental and theoretical investigation. Mater. Des. 2022, 223, 111117. [Google Scholar] [CrossRef]
- Kulkarni, A.; Chong, D.; Batarseh, F.A. Foundations of data imbalance and solutions for a data democracy. In Data Democracy: At the Nexus of Artificial Intelligence, Software Development, and Knowledge Engineering; Academic Press: Cambridge, MA, USA, 2020; pp. 83–106. [Google Scholar] [CrossRef]
- Grandini, M.; Bagli, E.; Visani, G. Metrics for Multi-Class Classification: An Overview. arXiv 2020, arXiv:2008.05756. [Google Scholar] [CrossRef]
- Boughorbel, S.; Jarray, F.; El-Anbari, M. Optimal classifier for imbalanced data using Matthews Correlation Coefficient metric. PLoS ONE 2017, 12, e0177678. [Google Scholar] [CrossRef]
- Daskalaki, S.; Kopanas, I.; Avouris, N. Evaluation of classifiers for an uneven class distribution problem. Appl. Artif. Intell. 2006, 20, 381–417. [Google Scholar] [CrossRef]
- Clark, A.F.; Clark, C. Performance Characterization in Computer Vision. Available online: http://peipa.essex.ac.uk/benchmark/ (accessed on 18 February 2023).
- Chai, J.; Zeng, H.; Li, A.; Ngai, E.W.T. Deep learning in computer vision: A critical review of emerging techniques and application scenarios. Mach. Learn. Appl. 2021, 6, 100134. [Google Scholar] [CrossRef]
- Galarreta, J.F.; Kerle, N.; Gerke, M. UAV-based urban structural damage assessment using object-based image analysis and semantic reasoning. Nat. Hazards Earth Syst. Sci. 2015, 15, 1087–1101. [Google Scholar] [CrossRef] [Green Version]
- Sapirstein, P. Accurate measurement with photogrammetry at large sites. J. Archaeol. Sci. 2016, 66, 137–145. [Google Scholar] [CrossRef]
- Yastikli, N. Documentation of cultural heritage using digital photogrammetry and laser scanning. J. Cult. Herit. 2007, 8, 423–427. [Google Scholar] [CrossRef]
- Braun, A.; Borrmann, A. Combining inverse photogrammetry and BIM for automated labeling of construction site images for machine learning. Autom. Constr. 2019, 106, 102879. [Google Scholar] [CrossRef]
- Qi, C.; Weiss, J.; Olek, J. Characterization of plastic shrinkage cracking in fiber reinforced concrete using image analysis and a modified Weibull function. Mater. Struct. 2003, 36, 386–395. [Google Scholar] [CrossRef]
- Ma, Y.; Tan, M.; Wu, K. Effect of different geometric polypropylene fibers on plastic shrinkage cracking of cement mortars. Mater. Struct. 2002, 35, 165–169. [Google Scholar] [CrossRef]
- Wang, W.-C.; Chen, L.-B.; Chang, W.-J. A Machine Vision Based Automatic Optical Inspection System for Measuring Drilling Quality of Printed Circuit Boards. 2017. Available online: https://www.researchgate.net/publication/317843301_A_Machine_Vision_Based_Automatic_Optical_Inspection_System_for_Measuring_Drilling_Quality_of_Printed_Circuit_Boards (accessed on 30 March 2021).
- Nemati, K.M.; Stroeven, P. Stereological analysis of micromechanical behavior of concrete. Mater. Struct. 2001, 34, 486–494. [Google Scholar] [CrossRef]
- Elzafraney, M.; Soroushian, P. Assessment of microcrack development in concrete materials of different strengths. Mater. Struct. 2004, 37, 724–731. [Google Scholar] [CrossRef]
- Maraveas, C.; Bartzanas, T. Sensors for Structural Health Monitoring of Agricultural Structures. Sensors 2021, 21, 314. [Google Scholar] [CrossRef]
- Roopa, A.K.; Hunashyal, A.M.; Venkaraddiyavar, P.; Ganachari, S.V. Smart hybrid nano composite concrete embedded sensors for structural health monitoring. Mater. Today Proc. 2020, 27, 603–609. [Google Scholar] [CrossRef]
- Merzbacher, C.I.; Kersey, A.D.; Friebele, E.J. Fiber optic sensors in concrete structures: A review. Smart Mater. Struct. 1996, 5, 196. [Google Scholar] [CrossRef]
- Strangfeld, C.; Johann, S.; Bartholmai, M. Smart RFID Sensors Embedded in Building Structures for Early Damage Detection and Long-Term Monitoring. Sensors 2019, 19, 5514. [Google Scholar] [CrossRef] [Green Version]
- Dong, W.; Li, W.; Tao, Z.; Wang, K. Piezoresistive properties of cement-based sensors: Review and perspective. Constr. Build. Mater. 2019, 203, 146–163. [Google Scholar] [CrossRef]
- Sam-Daliri, O.; Faller, L.M.; Farahani, M.; Zangl, H. Structural health monitoring of adhesive joints under pure mode I loading using the electrical impedance measurement. Eng. Fract. Mech. 2021, 245, 107585. [Google Scholar] [CrossRef]
- Dong, W.; Li, W.; Shen, L.; Sheng, D. Piezoresistive behaviours of carbon black cement-based sensors with layer-distributed conductive rubber fibres. Mater. Des. 2019, 182, 108012. [Google Scholar] [CrossRef]
- Ubertini, F.; D’Alessandro, A. Concrete with self-sensing properties. In Eco-Efficient Repair and Rehabilitation of Concrete Infrastructures; Woodhead Publishing: Cambridge, MA, USA, 2018; pp. 501–530. [Google Scholar] [CrossRef]
- Han, B.; Zhang, L.; Ou, J. Smart and Multifunctional Concrete Toward Sustainable Infrastructures; Springer: Singapore, 2017. [Google Scholar] [CrossRef]
- Konsta-Gdoutos, M.S.; Aza, C.A. Self sensing carbon nanotube (CNT) and nanofiber (CNF) cementitious composites for real time damage assessment in smart structures. Cem. Concr. Compos. 2014, 53, 162–169. [Google Scholar] [CrossRef]
- Ai, D.; Zhu, H.; Luo, H.; Wang, C. Mechanical impedance based embedded piezoelectric transducer for reinforced concrete structural impact damage detection: A comparative study. Constr. Build. Mater. 2018, 165, 472–483. [Google Scholar] [CrossRef]
- Embedded Piezoelectric Sensors for Health Monitoring of Concrete Structures. Available online: https://www.researchgate.net/publication/279570765_Embedded_Piezoelectric_Sensors_for_Health_Monitoring_of_Concrete_Structures (accessed on 9 June 2021).
- Park, G.; Sohn, H.; Farrar, C.R.; Inman, D.J. Overview of Piezoelectric Impedance-Based Health Monitoring and Path Forward. Shock. Vib. Dig. 2003, 35, 451–464. [Google Scholar] [CrossRef] [Green Version]
- Ma, G.; Li, Y.; Wang, L.; Zhang, J.; Li, Z. Real-time quantification of fresh and hardened mechanical property for 3D printing material by intellectualization with piezoelectric transducers. Constr. Build. Mater. 2020, 241, 117982. [Google Scholar] [CrossRef]
- Xi, X.; Chung, D.D.L. Effect of nickel coating on the stress-dependent electric permittivity, piezoelectricity and piezoresistivity of carbon fiber, with relevance to stress self-sensing. Carbon 2019, 145, 401–410. [Google Scholar] [CrossRef]
- Wen, S.; Chung, D.D.L. Electromagnetic interference shielding reaching 70 dB in steel fiber cement. Cem. Concr. Res. 2004, 34, 329–332. [Google Scholar] [CrossRef]
- Ozturk, M.; Chung, D.D.L. Enhancing the electromagnetic interference shielding effectiveness of carbon-fiber reinforced cement paste by coating the carbon fiber with nickel. J. Build. Eng. 2021, 41, 102757. [Google Scholar] [CrossRef]
- Hu, J.Y.; Zhang, S.S.; Chen, E.; Li, W.G. A review on corrosion detection and protection of existing reinforced concrete (RC) structures. Constr. Build. Mater. 2022, 325, 126718. [Google Scholar] [CrossRef]
- Živica, V. Utilisation of electrical resistance method for the evaluation of the state of steel reinforcement in concrete and the rate of its corrosion. Constr. Build. Mater. 2000, 14, 351–358. [Google Scholar] [CrossRef]
- García, A.; Bueno, M.; Norambuena-Contreras, J.; Partl, M.N. Induction healing of dense asphalt concrete. Constr. Build. Mater. 2013, 49, 1–7. [Google Scholar] [CrossRef]
- Sengupta, D.; Huang, Y.; Davidson, C.I.; Edgar, T.F.; Edene, M.R.; El-Halwagi, M.M. Sustainable Manufacturing Education Modules for Senior Undergraduate or Graduate Engineering Curriculum. Comput. Aided Chem. Eng. 2018, 44, 1657–1662. [Google Scholar] [CrossRef]
- IEA. 2019 Global Status Report for Buildings and Construction. 2019. Available online: https://iea.blob.core.windows.net/assets/3da9daf9-ef75-4a37-b3da-a09224e299dc/2019_Global_Status_Report_for_Buildings_and_Construction.pdf (accessed on 20 February 2023).
- Additive Manufacturing as an Opportunity for Supporting Sustainability through Implementation of Circular Economies. Available online: https://www.researchgate.net/publication/312626449_Additive_Manufacturing_as_an_opportunity_for_supporting_sustainability_through_implementation_of_circular_economies (accessed on 20 February 2023).
- de Schutter, G.; Lesage, K.; Mechtcherine, V.; Nerella, V.N.; Habert, G.; Agusti-Juan, I. Vision of 3D printing with concrete—Technical, economic and environmental potentials. Cem. Concr. Res. 2018, 112, 25–36. [Google Scholar] [CrossRef]
- W. Commission on Environment, Report of the World Commission on Environment and Development: Our Common Future towards Sustainable Development 2. Part II. Common Challenges Population and Human Resources 4. Available online: https://sustainabledevelopment.un.org/content/documents/5987our-common-future.pdf (accessed on 1 March 2022).
- Tuladhar, R.; Yin, S. Sustainability of using recycled plastic fiber in concrete. In Use of Recycled Plastics in Eco-Efficient Concrete; Elsevier: Amsterdam, The Netherlands, 2019; pp. 441–460. [Google Scholar] [CrossRef]
- Dey, D.; Srinivas, D.; Panda, B.; Suraneni, P.; Sitharam, T.G. Use of industrial waste materials for 3D printing of sustainable concrete: A review. J. Clean. Prod. 2022, 340, 130749. [Google Scholar] [CrossRef]
- Cesaretti, G.; Dini, E.; de Kestelier, X.; Colla, V.; Pambaguian, L. Building components for an outpost on the Lunar soil by means of a novel 3D printing technology. Acta Astronaut. 2014, 93, 430–450. [Google Scholar] [CrossRef]
- Ries, R.; Bilec, M.M.; Gokhan, N.M.; Needy, K.L. The economic benefits of green buildings: A comprehensive case study. Eng. Econ. 2006, 51, 259–295. [Google Scholar] [CrossRef]
- Colorado, H.A.; Velásquez, E.I.G.; Monteiro, S.N. Sustainability of additive manufacturing: The circular economy of materials and environmental perspectives. J. Mater. Res. Technol. 2020, 9, 8221–8234. [Google Scholar] [CrossRef]
- Pan, M.; Linner, T.; Pan, W.; Cheng, H.; Bock, T. A framework of indicators for assessing construction automation and robotics in the sustainability context. J. Clean. Prod. 2018, 182, 82–95. [Google Scholar] [CrossRef] [Green Version]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameter | Nozzle Travel Speed, Material Extrusion Rate |
| Layer Height, Layer Width, Nozzle Diameter, Corner Travel Radius, Nozzle Shape/Geometry | |
| Extrusion Pressure/Force, Layer Cycle Time | |
| Environmental Parameter | Temperature, Humidity, Winds, Freeze-Thaw Cycles |
| Material Parameter | Yield Stress (Static, Dynamic), Structuration Rate, Curing Rate, Density, Plastic Viscosity, Slump Ratio, Aggregate Size, Compressive Strength, Thixotropy, Open Time, Setting Time, Structural Build Up, Water-to-cement ratio, Hydration Rate |
| Process Parameter | Printing Time Gap, Nozzle Travel Speed, Nozzle Standoff Distance, Mixing, deposition method, Air Entrapment, Surface-to-Volume Ratio | [23,27,28,29,30,31,41,42,44,45,46,47,48,49,50] |
| Environmental Parameter | Temperature, Humidity, Hydration Rate, Saltwater Penetration, Freeze-Thaw Cycles | [23,24,30,34,35,36,37,38,39,44,45,51,52,53,54,55,56,57] |
| Material Parameter | Aggregate-to-Binder Ratio, Additives, Void distribution, Permeability, Drying Shrinkage, Plastic Shrinkage, Moisture, | [32,34,44,54,58,59,60,61,62,63,64,65,66,67,68] |
| Process Parameter | Printing Time Gap, Nozzle Travel Speed, Nozzle Standoff Distance, Filament Width, Structure Height, Nozzle Width, Vertical Building Rate, Total Construction Time, Nozzle Geometry, Peripheral Parameters (Activator Feed Rate) | [6,12,13,14,43,69,70,71,104,105,106] |
| Environmental Parameter | ||
| Material Parameter | Aggregate-to-Binder Ratio, Curing Rate, Additives, Accelerator Ratio, Static & Dynamic Yield Stress, Open Time, Setting Time, Structural Build Up, Hydration Rate, Ductility, | [13,14,69,72,73,74,96,106] |
| Process Parameter | Corner Radius, Nozzle Travel Speed, Material Flow Rate, Extrusion Pressure, Nozzle Geometry (Diameter Ratio), Peripheral Parameters (Vibration at nozzle, etc) | [109,111,112,113,116,117,118,120,121,122,123] |
| Environmental Parameter | ||
| Material Parameter | Sand-to-Cement Ratio, Curing Rate, Static & Dynamic Yield Stress, Plastic Viscosity, Lubrication Layer, Storage Modulus, Open Time, Setting Time, Structural Build Up, Hydration Rate, Aggregate Size | [10,120,123,124,125,126,127,128,129,130,131,132,133,134] |
| Monitoring | Config | Parameter/Analysis | Publication(s) | Sensor/Method | Comments |
|---|---|---|---|---|---|
| In-process | In-Situ | Nozzle Height | [135] | 1D ToF Distance Sensor/Direct Measurement | Feedback with sensor for Proof of Concept. |
| In-Situ | Flow Rate, Width | [18] | Camera Sensor/ Binarization | Material flow for over and under extrusion. | |
| Ex-Situ | Surface Quality, Layer Width | [157] | Camera Sensor/ Gaussian Filter | Imaging Techniques to measure surface smoothness from side profile. | |
| In-Situ | Robot Collision | [158,159] | Camera Sensor, ArUco markers | Robot collision with 2 vision feedback methods for estimation and precision. | |
| Post-Process | In-Situ | Layer Deformation | [146] | Camera Sensor/ Semantic Segmentation | Slump Inspection. |
| In-Situ | Extrusion Quality | [136] | Camera Sensor/ U-VGG19 | Side profile evaluation of layer quality to observe qualitatively. | |
| In-Situ | Texture Quality | [160] | Camera Sensor/ Thresholding | Entropy variation analysis to assess layer quality from a side profile. | |
| Ex-Situ | Geometric Inspection in C3DP Assembly | [161] | 3D Laser Scanner/ Photogrammetry | Case Study Inspection |
| Work Conducted | Publication(s) | Method | Author(s) | Potential Relevance to C3DP |
|---|---|---|---|---|
| High-temperature measurement | [173] | Denoising Convolutional Neural Network | Wang J. et al. | Denoising can be useful in removing splatters from nozzle during printing. |
| Occlusion and illumination | [180] | Panoptic Segmentation | Hua X. et al. | Illumination and occlusions may occur during construction especially with a camera setup positioned to observe the overview of the site. |
| 3D Detection | [181] | Mask R-CNN + RPN Optimization | Tao C. et al. | 3D detection could have useful applications in depth detection for depth of printed filament, elastic buckling and plastic collapse etc. Additionally, depth perception can allow better control for machine control. |
| Point-based Single Stage Methods | [182] | 3D Single Stage Object Detector | Yang Z. et al. | |
| LiDAR 3D Point Cloud Detection | [183] | VoxelNet | Zhou Y. et al. | |
| 3D Detection with Stereo Images | [184] | Disp R-CNN | ||
| Accuracy and Speed improvements | [185,186] | YOLOv3, YOLOv4 | Redmon J. et al. Bochkovskiy A. et al. | Application for optimized real time detection for C3DP features. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Quah, T.K.N.; Tay, Y.W.D.; Lim, J.H.; Tan, M.J.; Wong, T.N.; Li, K.H.H. Concrete 3D Printing: Process Parameters for Process Control, Monitoring and Diagnosis in Automation and Construction. Mathematics 2023, 11, 1499. https://doi.org/10.3390/math11061499
Quah TKN, Tay YWD, Lim JH, Tan MJ, Wong TN, Li KHH. Concrete 3D Printing: Process Parameters for Process Control, Monitoring and Diagnosis in Automation and Construction. Mathematics. 2023; 11(6):1499. https://doi.org/10.3390/math11061499
Chicago/Turabian StyleQuah, Tan Kai Noel, Yi Wei Daniel Tay, Jian Hui Lim, Ming Jen Tan, Teck Neng Wong, and King Ho Holden Li. 2023. "Concrete 3D Printing: Process Parameters for Process Control, Monitoring and Diagnosis in Automation and Construction" Mathematics 11, no. 6: 1499. https://doi.org/10.3390/math11061499