
A Heuristic Model for Spare Parts Stocking Based on Markov Chains
 ,
,
Abstract
:1. Introduction
2. Literature Review
- (1)
- (2)
- (3)
- While a large number of finished goods inventory models consider the use of the normal distribution appropriate for approximating demand and calculating safety stock in inventory control [15,16], much of the literature on spare parts considers the use of the exponential distribution appropriate for representing the useful life of parts [17,18].
- (4)
- There is a fairly widespread consensus that in the creation of policies for spare parts inventories, traditional methods cannot be used because the conditions for their application are not met [14].
- (5)
- Short product life cycles lead to an increasing number of active codes and increase the risk of obsolescence [4].
3. Problem Description and the Analysis of the Transition Matrices
3.1. Problem Description
- CH, representing the daily cost of holding a spare part in inventory and keeping it in good condition.
- CB, indicating the daily cost incurred when a spare part is not available when needed (backorder cost).
- CR, representing the daily cost associated with repairing a faulty component.
3.2. The Case of a Single Machine with Exponential Failure and Repair Times
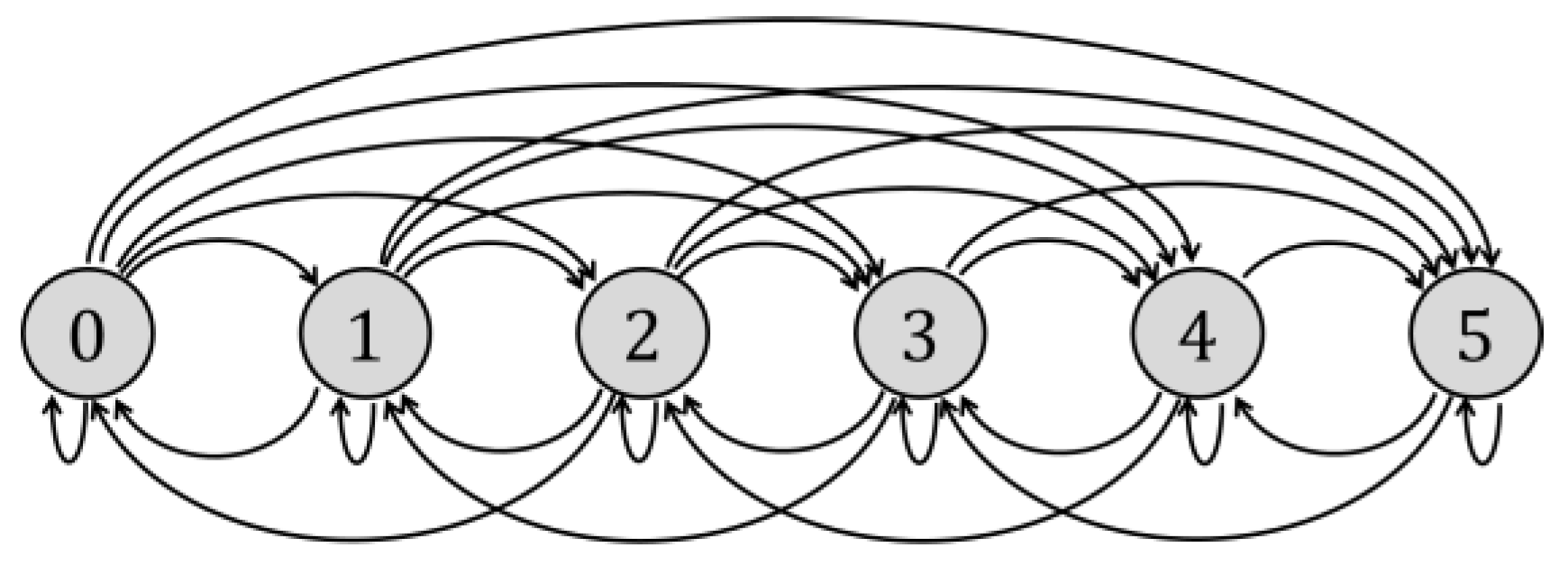
3.3. Two or More Machines in Operation
- (1)
- Neither of the two operating machines fails and is shut down, and one of the other three machines is repaired.
- (2)
- One of the operating machines fails, but two of the machines under repair are restored.
- (3)
- Both operating machines fail, but the three machines that were in the repair process are restored.
3.4. The Case of Machines with Exponential Failure Time and Other Distributions of Repair Times
3.5. The Case of a Single Machine with Weibull Distribution Failure Time and Other Distributions of Repair Times
4. Cost Analysis and Construction of Solution Frontiers
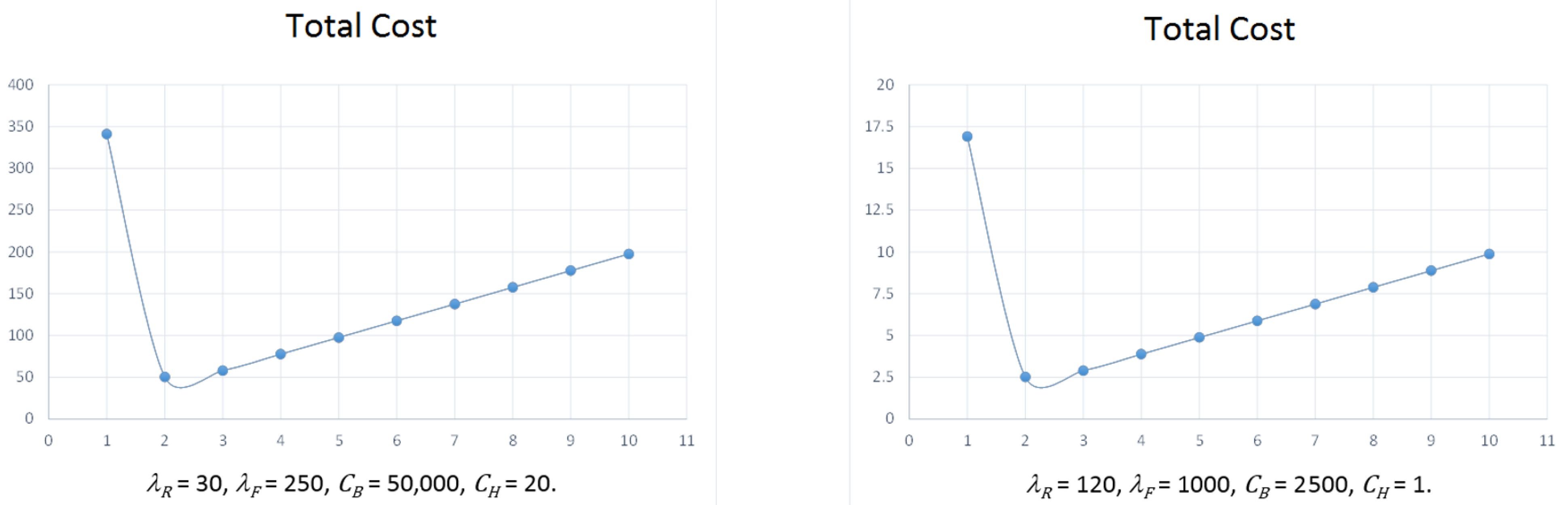
4.1. Analyzing the Costs of the Model for the Case of a Single Machine
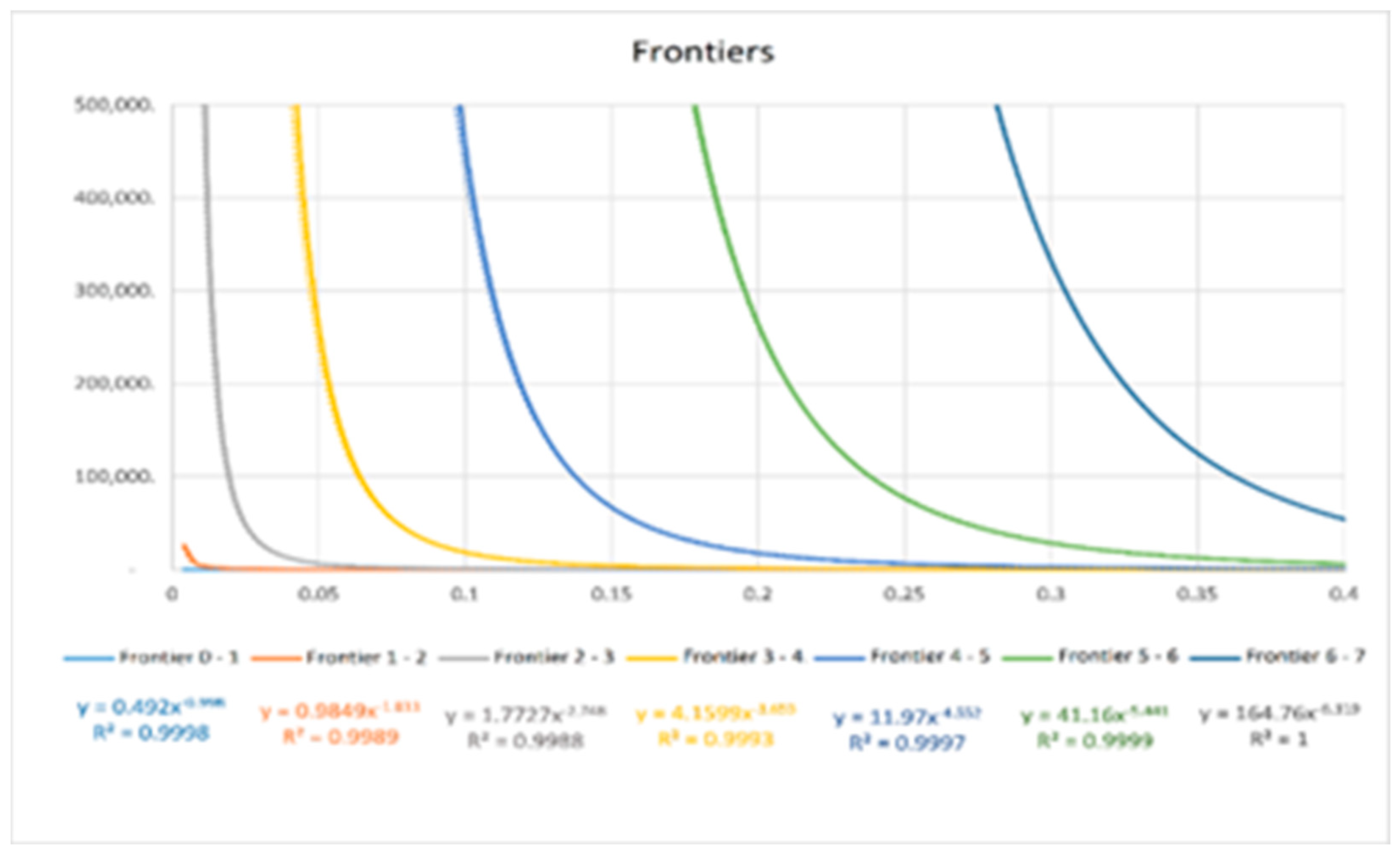
4.2. Building the Model Solution
- Frontier 0–1: c = 1.2018 r−0.944
- Frontier 1–2: c = 3.3336 r−1.857
- Frontier 2–3: c = 10.563 r−2.829
- Frontier 3–4: c = 45.833 r−3.769
- Frontier 4–5: c = 251.33 r−4.692
- Frontier 5–6: c = 1656.0 r−5.603
| Algorithm 1 Finding the optimal number of spare parts |
| Step 1. Compute c0 = CB/CH and |
| Step 2. Set i = 1 |
| Step 3. Using r, evaluate c using frontier equation i. |
| Step 4. If c > c0, proceed to step 5. Otherwise, set i = i + 1 and go back to step 3. |
| Step 5. Obtain the optimal value of spare parts. |
| Consider again the example where λR = 1/30, λF = 1/250 CH = 20 and CB = 50,000. Now, |
| Step 1. c0 = CB/CH = 2500 y r = = 0.120 |
| Step 2. i = 1 |
| Step 3. F (0–1): c = 1.2018 (0.120)–0.944 = 8.89 |
| Step 4. 8.89 < 2500; i = 2 |
| Step 3. F (1–2): c = 3. 3336 (0.120)–1.857 = 170.95 |
| Step 4. 170.95 < 2500; i = 3 |
| Step 3. F (2–3): c = 10.563 (0.120)–2.829 = 4253.86 |
| Step 4. 4253.86 > 2500 |
| Step 5. The optimal number of spare parts is 2, the lower limit of the interval (2–3). |
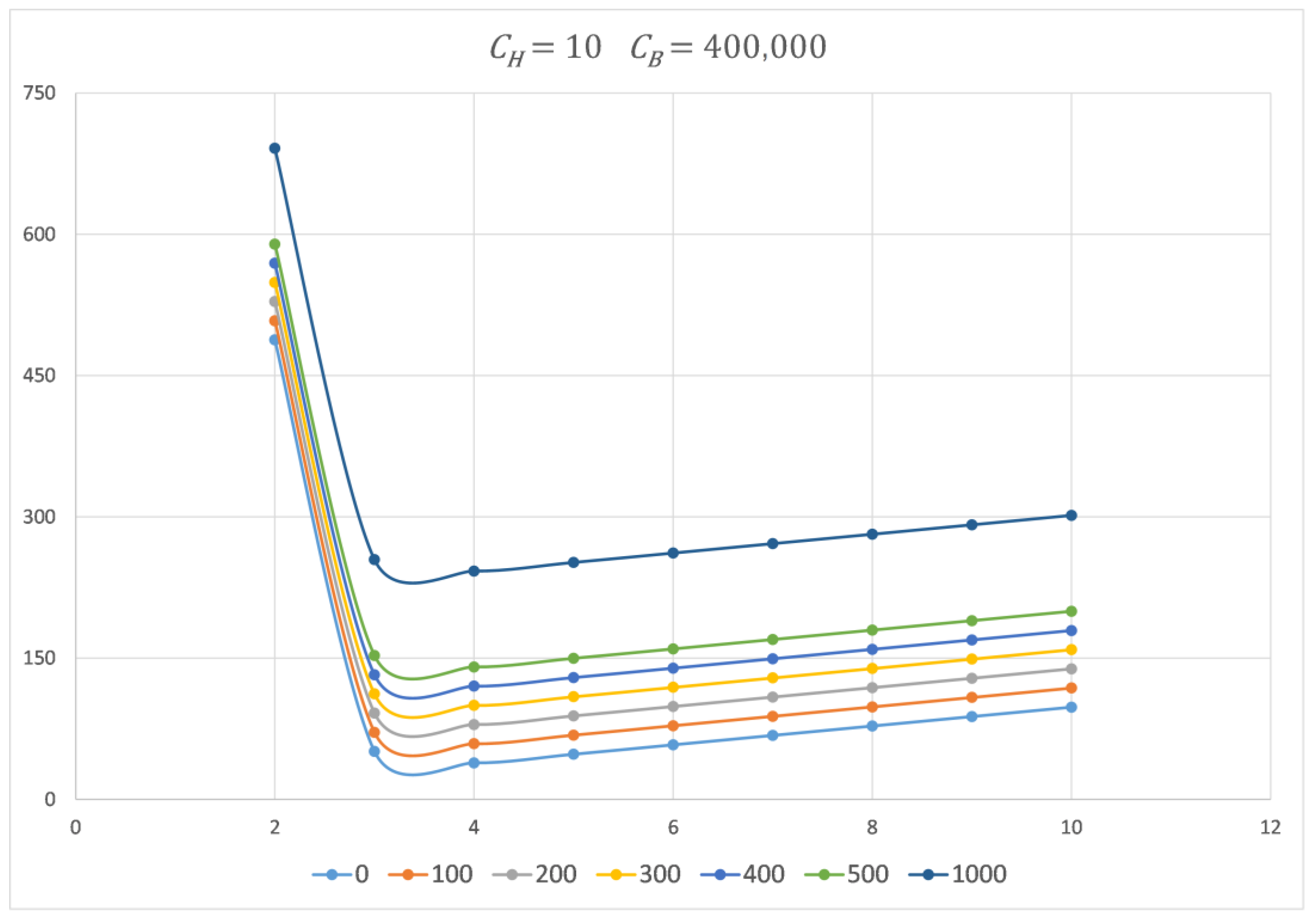
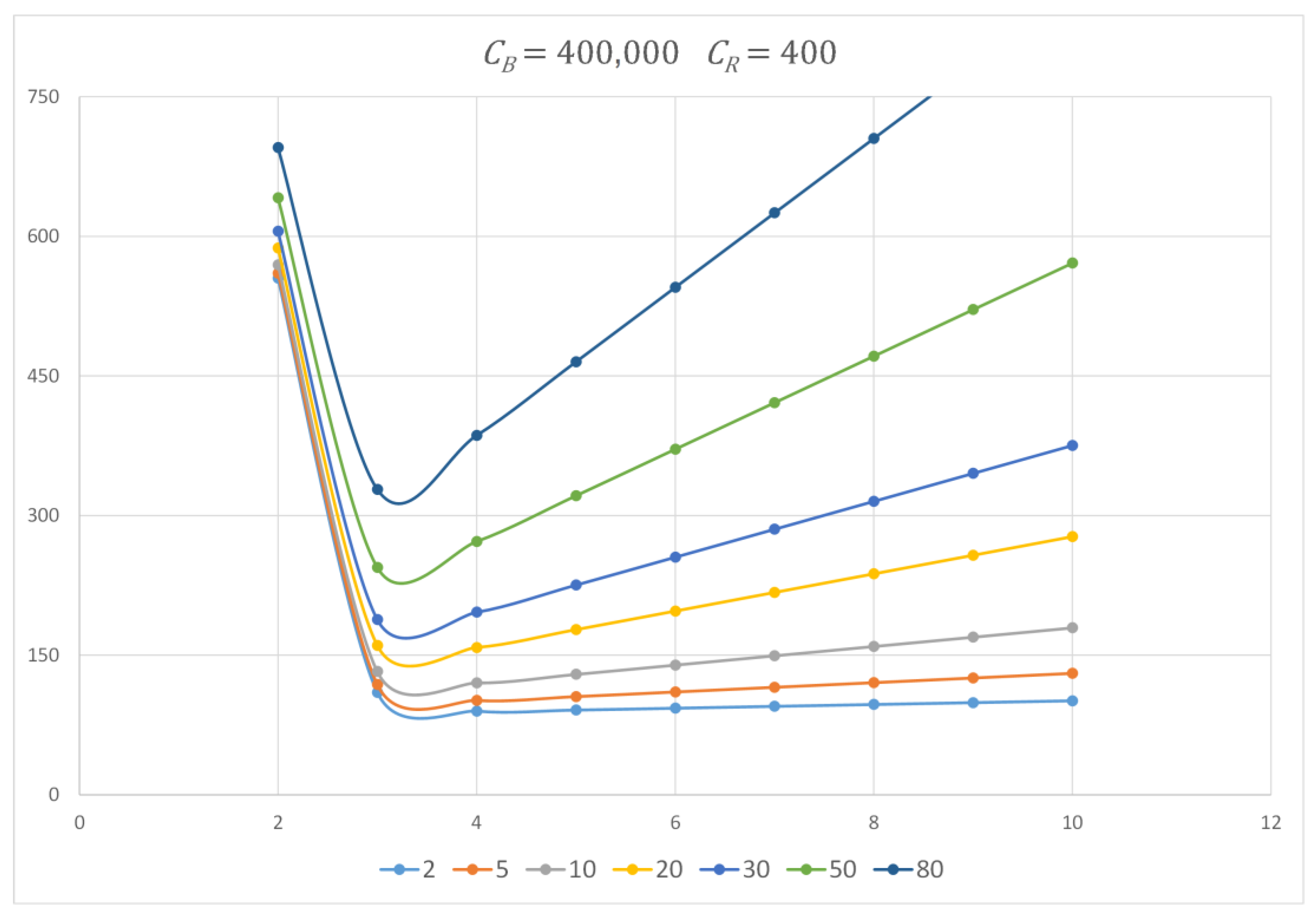
4.3. Analyzing the Costs of the Model for the Case of n Machines
5. Conclusions and Future Research
5.1. Conclusions
5.2. Limitations and Future Research
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Muckstadt, J.A.; Sapra, A. Principles of Inventory Management: When You Are Down to Four, Order More. In Springer Series in Operations Research and Financial Engineering; Springer: New York, NY, USA, 2010. [Google Scholar] [CrossRef]
- Shah, N.H.; Mittal, M.; Cárdenas-Barrón, L.E. (Eds.) Decision Making in Inventory Management. In Inventory Optimization; Springer: Singapore, 2021. [Google Scholar] [CrossRef]
- Kennedy, W.; Patterson, J.W.; Fredendall, L.D. An overview of recent literature on spare parts inventories. Int. J. Prod. Econ. 2002, 76, 201–215. [Google Scholar] [CrossRef]
- Botter, R.; Fortuin, L. Stocking strategy for service parts—A case study. Int. J. Oper. Prod. Manag. 2000, 20, 656–674. [Google Scholar] [CrossRef]
- Hu, Q.; Bai, Y.; Zhao, J.; Cao, W. Modeling Spare Parts Demands Forecast under Two-Dimensional Preventive Maintenance Policy. Math. Probl. Eng. 2015, 2015, 728241. [Google Scholar] [CrossRef]
- Muniz, L.R.; Conceição, S.V.; Rodrigues, L.F.; Almeida, J.F.d.F.; Affonso, T.B. Spare parts inventory management: A new hybrid approach. Int. J. Logist. Manag. 2021, 32, 40–67. [Google Scholar] [CrossRef]
- Al-Kaabi, H.; Potter, A.T.; Naim, M.M. Insights into the Maintenance, Repair, and Overhaul Configurations of European Airlines. J. Air Transp. 2007, 12, 2. [Google Scholar]
- Eriksson, S.; Steenhuis, H.-J. The Global Commercial Aviation Industry; Routledge: Oxfordshire, UK, 2015. [Google Scholar]
- Wang, L.; Chu, J.; Mao, W. A condition-based order-replacement policy for a single-unit system. Appl. Math. Model. 2008, 32, 2274–2289. [Google Scholar] [CrossRef]
- Do Rego, J.R. A Lacuna Entre a Teoria de Gestão de Estoques e a Prática Empresarial na Reposição de Peças em Concessionárias de Automóveis. Ph.D. Thesis, Universidade de São Paulo, São Paulo, Brasil, 2006. [Google Scholar]
- Kumar, S. Parts Management Models and Applications: A Supply Chain System Integration Perspective; Springer: New York, NY, USA, 2005. [Google Scholar]
- Muckstadt, J.A. Analysis and Algorithms for Service Parts Supply Chains; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2006. [Google Scholar]
- Rego, J.R.D.; de Mesquita, M.A. Controle de estoque de peças de reposição em local único: Uma revisão da literatura. Production 2011, 21, 645–666. [Google Scholar] [CrossRef]
- Gomes, A.V.P.; Wanke, P. Modelagem da gestão de estoques de peças de reposição através de cadeias de Markov. Gest. Prod. 2008, 15, 57–72. [Google Scholar] [CrossRef]
- Strijbosch, L.; Moors, J. Modified normal demand distributions in (R,S)-inventory control. Eur. J. Oper. Res. 2006, 172, 201–212. [Google Scholar] [CrossRef]
- Thomopoulos, N.T. Demand Forecasting for Inventory Control. In Demand Forecasting for Inventory Control; Springer International Publishing: Cham, Switzerland, 2015; pp. 1–10. [Google Scholar] [CrossRef]
- Bain, L.J.; Engelhardt, M. Statistical Analysis of Reliability and Life-Testing Models: Theory and Methods, 2nd ed.; Routledge: Oxfordshire, UK, 2017. [Google Scholar] [CrossRef]
- Engelhardt, M. Reliability Estimation and Applications. In The Exponential Distribution, 1st ed.; Balakrishnan, N., Basu, A.P., Eds.; Routledge: Oxfordshire, UK, 2019; pp. 73–91. [Google Scholar] [CrossRef]
- Braglia, M.; Grassi, A.; Montanari, R. Multi-attribute classification method for spare parts inventory management. J. Qual. Maint. Eng. 2004, 10, 55–65. [Google Scholar] [CrossRef]
- Lolli, F.; Balugani, E.; Ishizaka, A.; Gamberini, R.; Rimini, B.; Regattieri, A. Machine learning for multi-criteria inventory classification applied to intermittent demand. Prod. Plan. Control 2018, 30, 76–89. [Google Scholar] [CrossRef]
- Syntetos, A.A.; Boylan, J.E.; Croston, J.D. On the categorization of demand patterns. J. Oper. Res. Soc. 2005, 56, 495–503. [Google Scholar] [CrossRef]
- Boylan, J.E.; Syntetos, A.A.; Karakostas, G.C. Classification for forecasting and stock control: A case study. J. Oper. Res. Soc. 2008, 59, 473–481. [Google Scholar] [CrossRef]
- Ilgin, M.A.; Tunali, S. Joint optimization of spare parts inventory and maintenance policies using genetic algorithms. Int. J. Adv. Manuf. Technol. 2007, 34, 594–604. [Google Scholar] [CrossRef]
- Díaz, A.; Fu, M.C. Models for multi-echelon repairable item inventory systems with limited repair capacity. Eur. J. Oper. Res. 1997, 97, 480–492. [Google Scholar] [CrossRef]
- Brick, E.S.; Uchoa, E. A facility location and installation of resources model for level of repair analysis. Eur. J. Oper. Res. 2009, 192, 479–486. [Google Scholar] [CrossRef]
- Lau, H.C.; Song, H.; See, C.T.; Cheng, S.Y. Evaluation of time-varying availability in multi-echelon spare parts systems with passivation. Eur. J. Oper. Res. 2006, 170, 91–105. [Google Scholar] [CrossRef]
- Bian, J.; Guo, L.; Yang, Y.; Wang, N. Optimizing spare parts inventory for time-varying task. Chem. Eng. Trans. 2013, 33, 637–642. [Google Scholar] [CrossRef]
- He, Z.; Jiang, W. A new belief Markov chain model and its application in inventory prediction. Int. J. Prod. Res. 2018, 56, 2800–2817. [Google Scholar] [CrossRef]
- Nurhasanah, H.; Ridwan, A.Y.; Santosa, B. A Condition-based maintenance and spare parts provisioning based on markov chains. IOP Conf. Ser. Mater. Sci. Eng. 2019, 673, 012101. [Google Scholar] [CrossRef]
- Durán, O.; Afonso, P.; Jiménez, V.; Carvajal, K. Cost of Ownership of Spare Parts under Uncertainty: Integrating Reliability and Costs. Mathematics 2023, 11, 3316. [Google Scholar] [CrossRef]
- Baghizadeh, K.; Ebadi, N.; Zimon, D.; Jum’a, L. Using Four Metaheuristic Algorithms to Reduce Supplier Disruption Risk in a Mathematical Inventory Model for Supplying Spare Parts. Mathematics 2023, 11, 42. [Google Scholar] [CrossRef]
- Kim, J.-D.; Kim, T.-H.; Han, S.W. Demand Forecasting of Spare Parts Using Artificial Intelligence: A Case Study of K-X Tanks. Mathematics 2023, 11, 501. [Google Scholar] [CrossRef]
- Das, K.S. Multi item inventory model include lead time with demand dependent production cost and set-up-cost in fuzzy environment. J. Fuzzy Ext. Appl. 2020, 1, 227–243. [Google Scholar]
- Bahrampour, P.; Najafi, S.E.; Lotfi, F.H.; Edalatpanah, A. Designing a Scenario-Based Fuzzy Model for Sustainable Closed-Loop Supply Chain Network considering Statistical Reliability: A New Hybrid Metaheuristic Algorithm. Complexity 2023, 2023, 1337928. [Google Scholar] [CrossRef]
- Yousefi, O.; Rezaeei Moghadam, S.; Hajheidari, N. Solving a multi-objective mathematical model for aggregate production planning in a closed-loop supply chain under uncertain conditions. J. Appl. Res. Ind. Eng. 2023, 10, 25–44. [Google Scholar]
- Nurprihatin, F.; Gotami, M.; Rembulan, G.D. Improving the Performance of Planning and Controlling Raw Material Inventory in Food Industry. Int. J. Res. Ind. Eng. 2021, 10, 332–345. [Google Scholar]
- Ross, S.M. Stochastic Processes; John Wiley & Sons: Hoboken, NJ, USA, 1995. [Google Scholar]
- Zhao, X.; Li, B.; Mizutani, S.; Nakagawa, T. A Revisit of Age-Based Replacement Models with Exponential Failure Distributions. IEEE Trans. Reliab. 2021, 71, 1477–1487. [Google Scholar] [CrossRef]
- Andalib, V.; Sarkar, J. A System with Two Spare Units, Two Repair Facilities, and Two Types of Repairers. Mathematics 2022, 10, 852. [Google Scholar] [CrossRef]
- Bukowski, J.V. Using markov models to compute probability of failed dangerous when repair times are not exponentially distributed. In Proceedings of the RAMS ’06. Annual Reliability and Maintainability Symposium, Newport Beach, CA, USA, 23–26 January 2006; pp. 273–277. [Google Scholar] [CrossRef]
- Lolli, F.; Coruzzolo, A.M.; Peron, M.; Sgarbossa, F. Age-based preventive maintenance with multiple printing options. Int. J. Prod. Econ. 2022, 243, 108339. [Google Scholar] [CrossRef]
- Lourenco, R.B.R.; Mello, D.A.A. On the exponential assumption for the time-to-repair in optical network availability analysis. In Proceedings of the 2012 14th International Conference on Transparent Optical Networks (ICTON), Coventry, UK, 2–5 July 2012; pp. 1–4. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| State | 0 | 1 | 2 | 3 |
|---|---|---|---|---|
| 0 | [1 − R]3 | 3[1 − R]2 R | 3[1 − R] R2 | R3 |
| 1 | [1 − R]2 F | [1 − R]2 [1 − F] + 2 [1 − R] R F | R2 F + 2 [1 − R] R [1-F] | R2 [1 − F] |
| 2 | 0 | F [1 − R] | R F + [1 − R] [1-F] | R [1 − F] |
| 3 | 0 | 0 | F | 1 − F |
| State | 0 | 1 | 2 | 3 |
|---|---|---|---|---|
| 0 | 0.86071 | 0.13239 | 0.00679 | 0.00012 |
| 1 | 0.00451 | 0.90079 | 0.09233 | 0.00237 |
| 2 | 0.00000 | 0.00474 | 0.94673 | 0.04853 |
| 3 | 0.00000 | 0.00000 | 0.00499 | 0.99501 |
| State | 0 | 1 | 2 | 3 |
|---|---|---|---|---|
| Markov Chain | 0.00015 | 0.00463 | 0.09255 | 0.90268 |
| Simulation | 0.00015 | 0.00455 | 0.09090 | 0.90439 |
| State | ||||
|---|---|---|---|---|
| 0 | 1 | 2 | 3 | |
| Time Between Failures: 200 Time to Repair: 20 | 0.00015 | 0.00462 | 0.09255 | 0.90268 |
| Time Between Failures: 500 Time to Repair: 50 | 0.00015 | 0.00457 | 0.09131 | 0.90398 |
| Time Between Failures: 1000 Time to Repair: 100 | 0.00015 | 0.00455 | 0.09089 | 0.90441 |
| Time Between Failures: 1500 Time to Repair: 150 | 0.00015 | 0.00454 | 0.09076 | 0.90455 |
| Time Between Failures: 2500 Time to Repair: 250 | 0.00015 | 0.00453 | 0.09065 | 0.90467 |
| Time Between Failures: 5000 Time to Repair: 500 | 0.00015 | 0.00452 | 0.09057 | 0.90476 |
| Time Between Failures: 10,000 Time to Repair: 1000 | 0.00015 | 0.00452 | 0.09053 | 0.90480 |
| State | 0 | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|---|
| 0 | [1 − R]5 | 5[1 − R]4 R | 10[1 − R]3 R2 | 10[1 − R]2 R3 | 5[1 − R] R4 | R5 |
| 1 | [1 − R]4 F | [1 − R]4 [1 − F] + 4 [1 − R]3 RF | 4 [1 − R]3 R [1 − F] + 6 [1 − R]2 R2 F | 6[1 − R]2 R2 [1 − F] + 4[1 − R] R3 F | 4[1 − R] R3 [1 − F] + R4 F | R4 [1 − F] |
| 2 | [1 − R]3 F2 | 2 [1 − R]3 F [1 − F] + 3[1 − R]2 R F2 | 3[1 − R] R2 F2 + 6[1 − R]2 RF [1 − F] + [1 − R]3 [1 − F]2 | R3 F2 + 6[1 − R] R2 F [1 − F] + 3[1 − R]2 R [1 − F]2 | 2 R3 F [1 − F] + 3[1 − R] R2 [1 − F]2 | R3 [1 − F]2 |
| 3 | 0 | [1 − R]2 F2 | 2 [1 − R]2 F [1 − F] + 2[1 − R] R F2 | R2 F2 + 4[1 − R] R F [1 − F] + [1 − R]2 [1 − F]2 | 2 R2 [1 − F] F + 2[1 − R] R [1 − F]2 | R2 [1 − F]2 |
| 4 | 0 | 0 | [1 − R] F2 | 2 [1 − R] F [1 − F] + R F2 | [1 − R] [1 − F]2 + 2 R F [1 − F] | R [1 − F]2 |
| 5 | 0 | 0 | 0 | F2 | 2 F [1 − F] | [1 − F]2 |
| State | 0 | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|---|
| 0 | 0.77880 | 0.19965 | 0.02047 | 0.00105 | 0.00003 | 0.00000 |
| 1 | 0.00408 | 0.81548 | 0.16714 | 0.01285 | 0.00044 | 0.00001 |
| 2 | 0.00002 | 0.00855 | 0.85346 | 0.13114 | 0.00672 | 0.00011 |
| 3 | 0.00000 | 0.00002 | 0.00898 | 0.89676 | 0.09188 | 0.00235 |
| 4 | 0.00000 | 0.00000 | 0.00002 | 0.00944 | 0.94225 | 0.04829 |
| 5 | 0.00000 | 0.00000 | 0.00000 | 0.00002 | 0.00993 | 0.99005 |
| State | 0 | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|---|
| Markov Chain | 0.00000 | 0.00006 | 0.00113 | 0.01691 | 0.16708 | 0.81482 |
| Simulation | 0.00001 | 0.00003 | 0.00101 | 0.01586 | 0.16195 | 0.82112 |
| State | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|---|---|---|---|---|---|---|---|---|
| Markov Chain | 0.29958 | 0.36175 | 0.21796 | 0.08736 | 0.02621 | 0.00626 | 0.00084 | 0.00005 |
| Sim N (80, 2) | 0.30306 | 0.36535 | 0.20817 | 0.08660 | 0.02880 | 0.00693 | 0.00109 | 0.00000 |
| Sim N (80, 10) | 0.30412 | 0.36478 | 0.20608 | 0.08761 | 0.02927 | 0.00718 | 0.00093 | 0.00003 |
| Sim N (80, 20) | 0.30550 | 0.36335 | 0.20412 | 0.09016 | 0.02880 | 0.00725 | 0.00079 | 0.00004 |
| Sim N (80, 40) | 0.30224 | 0.36227 | 0.20793 | 0.09110 | 0.02847 | 0.00723 | 0.00067 | 0.00009 |
| Number of Machines | |||||
|---|---|---|---|---|---|
| Frontier | 1 | 2 | 3 | 4 | 5 |
| Frontier 0–1 | c = 1.2018 r−0.944 | c = 0.4920 r−0.998 | c = 0.2752 r−1.043 | c = 0.1611 r−1.113 | c = 0.1075 r−1.160 |
| Frontier 1–2 | c = 3.3336 r−1.857 | c = 0.9849 r−1.811 | c = 0.5134 r−1.769 | c = 0.2879 r−1.779 | c = 0.1995 r−1.761 |
| Frontier 2–3 | c = 10.563 r−2.829 | c = 1.7727 r−2.748 | c = 0.7375 r−2.658 | c = 0.3524 r−2. 633 | c = 0.2370 r−2.558 |
| Frontier 3–4 | c = 45.833 r−1.769 | c = 4.1599 r−1.653 | c = 1.3626 r−3.497 | c = 0.4766 r−3. 501 | c = 0.2931 r−3.385 |
| Frontier 4–5 | c = 251.33 r−4.692 | c = 11.97 r−4.552 | c = 3.1677 r−4.297 | c = 0.7549 r−4.366 | c = 0.4377 r−4.177 |
| Frontier 5–6 | c = 1656 r−5.603 | c = 41.16 r−5.441 | c = 9.0753 r−5.056 | c = 1.3954 r−5.227 | c = 0.7683 r−4.950 |
| Frontier 6–7 | c = 164.76 r−6.319 | c = 34.984 r−5.681 | c = 2.9798 r−6.080 | c = 1.6729 r−5.655 | |
| Frontier 7–8 | c = 171.99 r−6.180 | c = 7.1632 r−6.932 | c = 4.3101 r−6.311 | ||
| Frontier 8–9 | c = 19.384 r−7.771 | c = 4.1265 r−7.626 | |||
| Frontier 9–10 | c = 57.260 r−8.614 | c = 10.068 r−8.451 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pacheco-Velázquez, E.A.; Robles-Cárdenas, M.; Juárez Ordóñez, S.; Damy Solís, A.E.; Cárdenas-Barrón, L.E. A Heuristic Model for Spare Parts Stocking Based on Markov Chains. Mathematics 2023, 11, 3550. https://doi.org/10.3390/math11163550
Pacheco-Velázquez EA, Robles-Cárdenas M, Juárez Ordóñez S, Damy Solís AE, Cárdenas-Barrón LE. A Heuristic Model for Spare Parts Stocking Based on Markov Chains. Mathematics. 2023; 11(16):3550. https://doi.org/10.3390/math11163550
Chicago/Turabian StylePacheco-Velázquez, Ernesto Armando, Manuel Robles-Cárdenas, Saúl Juárez Ordóñez, Abelardo Ernesto Damy Solís, and Leopoldo Eduardo Cárdenas-Barrón. 2023. "A Heuristic Model for Spare Parts Stocking Based on Markov Chains" Mathematics 11, no. 16: 3550. https://doi.org/10.3390/math11163550