
A Hybrid Full-Discretization Method of Multiple Interpolation Polynomials and Precise Integration for Milling Stability Prediction
Abstract
:1. Introduction
2. Model of Milling Dynamical System
2.1. One-DOF Milling Dynamical Model
2.2. Two-DOF Milling Model
3. Mathematical Algorithm of the Proposed HFDM
4. Numerical Comparison and Analysis
4.1. Analysis of Convergence Rate
4.2. Discussion of Stable Lobe Diagram
4.2.1. Prediction Accuracy
4.2.2. Computing Time
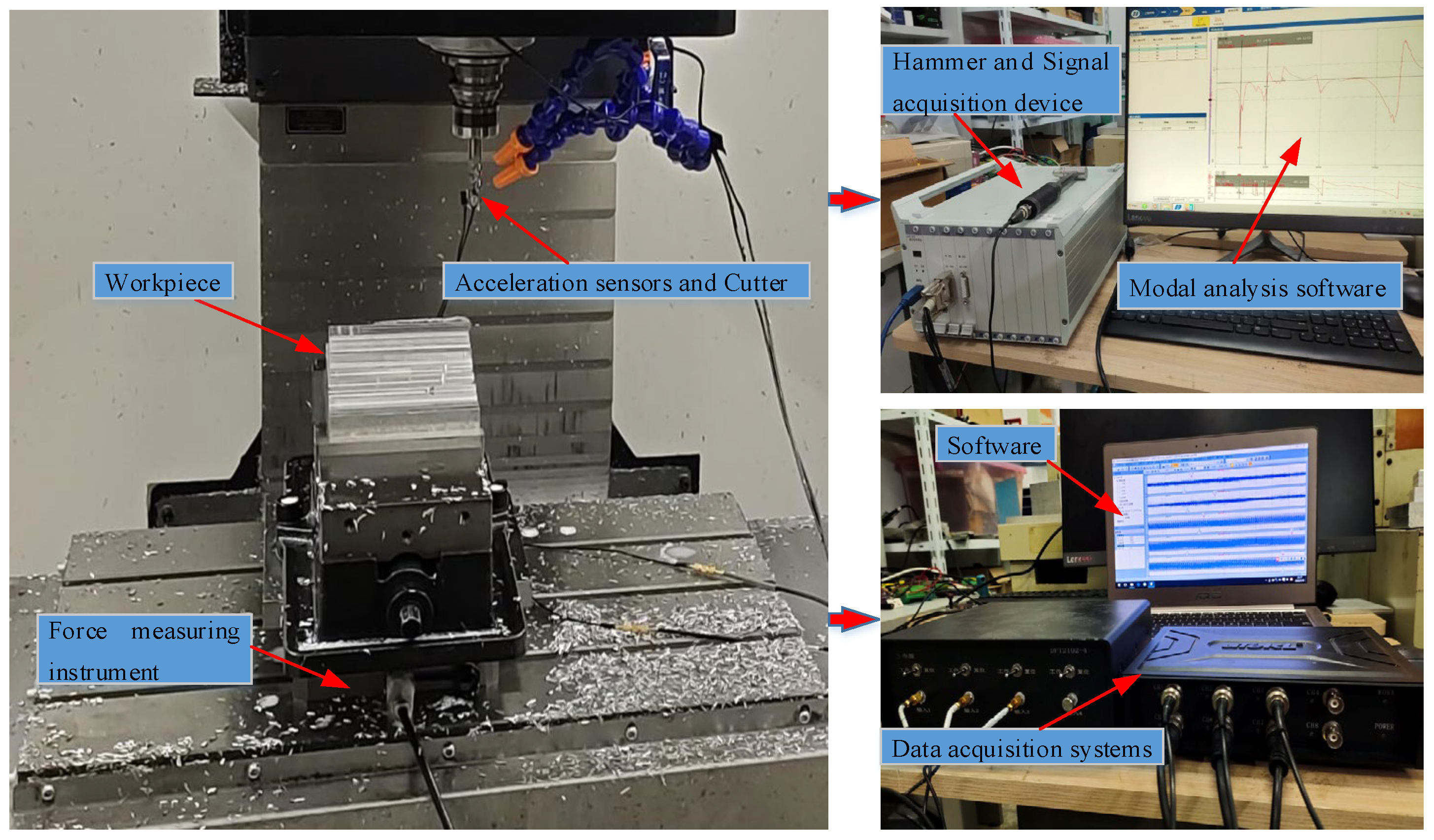
5. Experimental Verification and Analysis
6. Conclusions
7. Limitations and Recommendations for Future Research
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Quintana, G.; Ciurana, J. Chatter in machining processes: A review. Int. J. Mach. Tools Manuf. 2011, 51, 363–376. [Google Scholar] [CrossRef]
- Yue, C.X.; Gao, H.N.; Liu, X.L.; Liang, S.Y.; Wang, L.H. A review of chatter vibration research in milling. Chin. J. Aeronaut. 2019, 32, 215–242. [Google Scholar] [CrossRef]
- Jung, H.; Hayasaka, T.; Shamoto, E. Mechanism and suppression of frictional chatter in high-efficiency elliptical vibration cutting. CIRP Ann. Manuf. Technol. 2016, 65, 369–372. [Google Scholar] [CrossRef]
- Zhu, L.; Liu, C. Recent progress of chatter prediction, detection and suppression in milling. Mech. Syst. Signal Process. 2020, 143, 106840. [Google Scholar] [CrossRef]
- Insperger, T.; Stépán, G. Semi-discretization method for delayed systems. Int. J. Numer. Methods Eng. 2002, 55, 503–518. [Google Scholar] [CrossRef]
- Altintaş, Y.; Budak, E. Analytical Prediction of Stability Lobes in Milling. CIRP Ann. Manuf. Technol. 1995, 44, 357–362. [Google Scholar] [CrossRef]
- Jin, G.; Zhang, Q.; Qi, H.; Yan, B. A frequency-domain solution for efficient stability prediction of variable helix cutters milling. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2014, 228, 2702–2710. [Google Scholar] [CrossRef]
- Merdol, S.D.; Altintas, Y. Multi Frequency Solution of Chatter Stability for Low Immersion Milling. J. Manuf. Sci. Eng. 2004, 126, 459–466. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Z.; Niu, J.; Zhu, L. Chatter detection in milling processes using frequency-domain Rényi entropy. Int. J. Adv. Manuf. Technol. 2020, 106, 877–890. [Google Scholar] [CrossRef]
- Liu, C.; Xu, W.W.; Gao, L. Identification of milling chatter based on a novel frequencydomain search algorithm. Int. J. Adv. Manuf. Technol. 2020, 109, 2393–2407. [Google Scholar]
- Bayly, P.V.; Halley, J.E.; Mann, B.P.; Davies, M.A. Stability of Interrupted Cutting by Temporal Finite Element Analysis. J. Manuf. Sci. Eng. 2003, 125, 220–225. [Google Scholar] [CrossRef]
- Insperger, T.; Stépán, G. Updated semi-discretization method for periodic delay-differential equations with discrete delay. Int. J. Numer. Methods Eng. 2004, 61, 117–141. [Google Scholar] [CrossRef]
- Insperger, T.; Stépán, G.; Turi, J. On the higher-order semi-discretizations for periodic delayed systems. J. Sound Vib. 2008, 313, 334–341. [Google Scholar] [CrossRef]
- Long, X.H.; Balachandran, B. Stability of Up-milling and Down-milling Operations with Variable Spindle Speed. J. Vib. Control. 2010, 16, 1151–1168. [Google Scholar] [CrossRef]
- Ding, Y.; Niu, J.; Zhu, L.; Ding, H. Numerical Integration Method for Stability Analysis of Milling with Variable Spindle Speeds. J. Vib. Acoust. 2015, 138, 011010. [Google Scholar] [CrossRef]
- Jiang, S.; Sun, Y.W.; Yuan, X.; Liu, W.R. A second-order semi-discretization method for the efficient and accurate stability prediction of milling process. Int. J. Adv. Manuf. Technol. 2017, 92, 583–595. [Google Scholar] [CrossRef]
- Yan, Z.; Zhang, C.; Jia, J.; Ma, B.; Jiang, X.; Wang, D.; Zhu, T. High-order semi-discretization methods for stability analysis in milling based on precise integration. Precis. Eng. 2022, 73, 71–92. [Google Scholar] [CrossRef]
- Sims, N.D.; Mann, B.; Huyanan, S. Analytical prediction of chatter stability for variable pitch and variable helix milling tools. J. Sound Vib. 2008, 317, 664–686. [Google Scholar] [CrossRef] [Green Version]
- Wan, M.; Zhang, W.-H.; Dang, J.-W.; Yang, Y. A unified stability prediction method for milling process with multiple delays. Int. J. Mach. Tools Manuf. 2010, 50, 29–41. [Google Scholar] [CrossRef]
- Soriano, C.; Minetaka, H.; Ozaki, N.; Hirogaki, T.; Aoyama, E. Investigation of semi-discretization method in end-milling systems for chatter vibration analysis. Proc. Mech. Eng. Congr. Jpn. 2020, 2020, S13309. [Google Scholar] [CrossRef]
- Xiong, B.; Wei, Y.; Gu, D.; Zhao, D.; Wang, B.; Liu, S. Chatter stability analysis of variable speed milling with helix angled cutters. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 850–861. [Google Scholar] [CrossRef]
- Ding, Y.; Zhu, L.; Zhang, X.; Ding, H. A full-discretization method for prediction of milling stability. Int. J. Mach. Tools Manuf. 2010, 50, 502–509. [Google Scholar] [CrossRef]
- Ji, Y.J.; Wang, X.B.; Liu, Z.B.; Yan, Z.H. An updated full-discretization milling stability prediction method based on the high-er-order Hermite-Newton interpolation polynomial. Int. J. Adv. Manuf. Technol. 2018, 95, 2227–2242. [Google Scholar] [CrossRef]
- Ji, Y.J.; Wang, X.B.; Liu, Z.B.; Wang, H.J.; Jiao, L.; Zhang, L.; Huang, T. Milling stability prediction with simultaneously considering the multiple factors coupling effects-regenerative effect, mode coupling, and process damping. Int. J. Adv. Manuf. Technol. 2018, 97, 2509–2527. [Google Scholar] [CrossRef]
- Ding, Y.; Zhu, L.; Zhang, X.; Ding, H. Second-order full-discretization method for milling stability prediction. Int. J. Mach. Tools Manuf. 2010, 50, 926–932. [Google Scholar] [CrossRef]
- Quo, Q.; Sun, Y.; Jiang, Y. On the accurate calculation of milling stability limits using third-order full-discretization method. Int. J. Mach. Tools Manuf. 2012, 62, 61–66. [Google Scholar] [CrossRef]
- Zhou, K.; Zhang, J.; Xu, C.; Feng, P.; Wu, Z. Effects of helix angle and multi-mode on the milling stability prediction using full-discretization method. Precis. Eng. 2018, 54, 39–50. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, K.; Zhao, W.; Zhang, W.; Dai, F. Stability Analysis for Milling Process with Variable Pitch and Variable Helix Tools by High-Order Full-Discretization Methods. Math. Probl. Eng. 2020, 2020, 1–14. [Google Scholar] [CrossRef]
- Ding, Y.; Zhu, L.; Zhang, X.; Ding, H. Numerical Integration Method for Prediction of Milling Stability. J. Manuf. Sci. Eng. 2011, 133, 031005. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, H.G.; Meng, G.; Liu, C. A novel approach for the predictionof the milling stability based on the Simpson method. Int. J. Mach. Tools Manuf. 2015, 99, 43–47. [Google Scholar] [CrossRef]
- Ozoegwu, C.G. High order vector numerical integration schemes applied in state space milling stability analysis. J. Appl. Math. Comput. 2016, 273, 1025–1040. [Google Scholar] [CrossRef]
- Zhang, X.J.; Xiong, C.H.; Ding, Y.; Ding, H. Prediction of chatter stability in high speed milling using the numerical differentiation method. Int. J. Adv. Manuf. Technol. 2017, 89, 2535–2544. [Google Scholar] [CrossRef]
- Dong, X.F.; Qiu, Z.Z. Stability analysis in milling process based on updated numerical integration method. Mech. Syst. Signal Process. 2019, 137, 106435. [Google Scholar] [CrossRef]
- Tang, X.; Peng, F.; Yan, R.; Gong, Y.; Li, Y.; Jiang, L. Accurate and efficient prediction of milling stability with updated full-discretization method. Int. J. Adv. Manuf. Technol. 2016, 88, 2357–2368. [Google Scholar] [CrossRef]
- Yan, Z.; Wang, X.; Liu, Z.; Wang, D.; Jiao, L.; Ji, Y. Third-order updated full-discretization method for milling stability prediction. Int. J. Adv. Manuf. Technol. 2017, 92, 2299–2309. [Google Scholar] [CrossRef]
- Huang, C.; Yang, W.A.; Cai, X.L.; Liu, W.C.; You, Y.P. An efficient third-order full-discretization method for prediction of re-generative chatter stability in milling. Shock Vib. 2020, 2020, 1–16. [Google Scholar]
- Yan, Z.; Zhang, C.; Jiang, X.; Ma, B. Chatter stability analysis for milling with single-delay and multi-delay using com-bined high-order full-discretization method. Int. J. Adv. Manuf. Technol. 2020, 111, 1401–1413. [Google Scholar] [CrossRef]
- Dai, Y.; Li, H.; Yang, G.; Peng, D. A novel method with Newton polynomial-Chebyshev nodes for milling stability prediction. Int. J. Adv. Manuf. Technol. 2021, 112, 1373–1387. [Google Scholar] [CrossRef]
- Dai, Y.; Li, H.; Peng, D.; Fan, Z.; Yang, G. A novel scheme with high accuracy and high efficiency for surface location error prediction. Int. J. Adv. Manuf. Technol. 2021, 118, 1317–1333. [Google Scholar] [CrossRef]
- Ding, Y.; Zhu, L.M.; Zhang, X.J.; Ding, H. On a numerical method for simultaneous prediction of stability and surface loca-tion error in low radial immersion milling. J. Dyn. Syst. Meas Control Trans. ASME 2011, 133, 024503. [Google Scholar] [CrossRef]
- Dai, Y.B.; Li, H.K.; Xing, X.Y.; Hao, B.T. Prediction of chatter stability for milling process using precise integration method. Precis Eng. J. Int. Soc. Precis Eng. Nanotechnol. 2018, 52, 152–157. [Google Scholar] [CrossRef]
- Dai, Y.; Li, H.; Wei, Z.; Zhang, H. Chatter stability prediction for five-axis ball end milling with precise integration method. J. Manuf. Process. 2018, 32, 20–31. [Google Scholar] [CrossRef]
- Li, H.K.; Dai, Y.B.; Fan, Z.F. Improved precise integration method for chatter stability prediction of two-DOF milling system. Int. J. Adv. Manuf. Technol. 2018, 101, 1235–1246. [Google Scholar] [CrossRef]
- Yang, W.-A.; Huang, C.; Cai, X.; You, Y. Effective and fast prediction of milling stability using a precise integration-based third-order full-discretization method. Int. J. Adv. Manuf. Technol. 2020, 106, 4477–4498. [Google Scholar] [CrossRef]
- Farkas, M. Periodic Motions; Springer: Berlin, Germany, 1994. [Google Scholar]









| 0.011 | 0.011 | 5 × 106 | 5 × 106 | 7.96 × 108 | 1.68 × 108 | 2 |









| (a) SAE at | (b) AMRE at |
 |  |
| (c) SAE at | (d) AMRE at |
 |  |
| (e) SAE at | (f) AMRE at |
 |  |
| (g) SAE at | (h) AMRE at |
 |  |
| (i) SAE at | (j) AMRE at |
 |  |
| (k) SAE at | (l) AMRE at |
 |  |






{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No | (mm) | (r/min) | (mm) |
|---|---|---|---|
| 1 | 0.05 | 2000 | 0.5 |
| 2 | 0.1 | 2000 | 0.5 |
| 3 | 0.15 | 2000 | 0.5 |
| 4 | 0.05 | 2000 | 1 |
| 5 | 0.1 | 2000 | 1 |
| 6 | 0.15 | 2000 | 1 |
| 7 | 0.05 | 2000 | 1.5 |
| 8 | 0.1 | 2000 | 1.5 |
| 9 | 0.15 | 2000 | 1.5 |
| Group No. | Time Domain | Frequency Domain |
|---|---|---|
| A (stable) |  |  |
| B (chatter) |  |  |
| C (stable) |  |  |
| D (stable) |  |  |
| E (chatter) |  |  |
| F (chatter) |  |  |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, X.; Yang, W.; You, Y. A Hybrid Full-Discretization Method of Multiple Interpolation Polynomials and Precise Integration for Milling Stability Prediction. Mathematics 2023, 11, 2629. https://doi.org/10.3390/math11122629
Yang X, Yang W, You Y. A Hybrid Full-Discretization Method of Multiple Interpolation Polynomials and Precise Integration for Milling Stability Prediction. Mathematics. 2023; 11(12):2629. https://doi.org/10.3390/math11122629
Chicago/Turabian StyleYang, Xuefeng, Wenan Yang, and Youpeng You. 2023. "A Hybrid Full-Discretization Method of Multiple Interpolation Polynomials and Precise Integration for Milling Stability Prediction" Mathematics 11, no. 12: 2629. https://doi.org/10.3390/math11122629