1. Introduction
The increasing structural complexity of aerospace components has brought great difficulties to the traditional manufacturing processes. The Laser Metal Deposition (LMD) process based on the coaxial powder feeding, through the interaction of metal powders and lasers, makes the powders quickly melt and accumulate layer by layer, brings great convenience to the manufacture of complex components and has attracted much attention in the aerospace field [
1,
2]. Wang [
3] fabricated large critical load-carrying titanium aircraft components using LMD. Dutta and Froes [
4] reported a fan case produced by adding features with LMD and the LMD repairment of a turbine blade. Oztan and Coverstone [
5] reported several hybrid rocket fuels and components produced via additive manufacturing. However, a difficulty it has always faced is accurately predicting the mechanical properties of fabricated components from given process parameters.
This is due to the extremely complex physical phenomena in the LMD process. The rapid melting and solidification processes of the metal powders under the effect of lasers involve extremely complex multi-scale multi-physics strong coupling issues such as collision, heat transfer, phase transformation, grain growth, crack initiation, residual stress and deformation, and the printed cladding layer will also be affected by subsequent printings and undergo multiple thermal cycles. Therefore, the quality and properties of the fabricated components are extremely susceptible to the process parameters, resulting in defects such as pores, cracks, inclusions, coarse grains, and warp distortion [
6,
7,
8].
The limited observational capabilities of experiments limit the understanding of the physical phenomena in the printing process, resulting in extremely relying on trial-and-error methods, which are costly and time inefficient. Numerical simulations can easily observe the physical phenomena, extract data for analysis and bring an effective way to deeply understand the physical mechanism and the influence of various parameters on the fabricated component properties in the LMD process.
The macro-scale mechanical properties of a material are determined by its internal structure, which in turn is determined by the Additive Manufacturing (AM) process. Therefore, accurate simulation of the AM process is a key prerequisite for determining the accuracy of subsequent simulations, such as the microstructure simulation, the calculation of mechanical properties, etc. At present, the AM process model can be divided into macro-scale continuum models and meso-scale powder evolution models [
9]. The former simulates the entire process of printing layer by layer to the final part, obtaining the temperature field, residual stress, and distortion during the printing process. However, to ensure computational efficiency, many simplification assumptions are made, such as simplifying powder clusters to an effective continuum and neglecting hydrodynamics [
9]. Yang and Babu [
10] used the Finite Element Method (FEM) to study the cases with and without cooling to room temperature between cladding layers. Costa et al. [
11] used FEM to study the influence of substrate size and deposited idle time between consecutive layers on the AISI 420 steel microstructure and hardness. Yuan et al. [
12] used Computational Fluid Dynamics (CFD) to study the temperature field and flow field velocity distribution of molten pools at different energy densities and scanning speeds. Manvatkar et al. [
13] studied the molten pool temperature field and flow field under the 316 L stainless steel multilayer printing. Raghavan et al. [
14] investigated the influence of different process parameters on top surface and subsurface temperatures and solidification parameters in Ti-6Al-4V. Schoinochoritis et al. [
15] provided a comprehensive review of macro-scale modeling.
In fact, the real printing process is the process of melting and solidification of the meso-scale powder clusters, so it is necessary to establish a meso-scale powder evolution process model. Balu et al. [
16] used CFD to simulate the coaxial feeding behavior of Ni-WC composite powders and measured key powder flow characteristics. Yan et al. [
9,
17] used the Discrete Element Method (DEM) and CFD technology to calculate the collision, motion and cladding of powder particles. Khairallah et al. [
18] established a meso-scale model of the powder bed cladding process of 316 L stainless steel and studied the formation mechanism of different types of pores using the Arbitrary Lagrangian–Eulerian 3-Dimensional analysis (ALE3D) multi-physics code developed by the Lawrence Livermore National Laboratory. Wessels et al. [
19], Wang et al. [
20], and Fan et al. [
21,
22] directly simulated the melting and solidification processes of meso-scale powders including the thermal–fluid–structure interaction and the formation of pores using the Hot Optimal Transportation Meshfree (HOTM) method and simultaneously obtained the temperature field, flow field and residual stress.
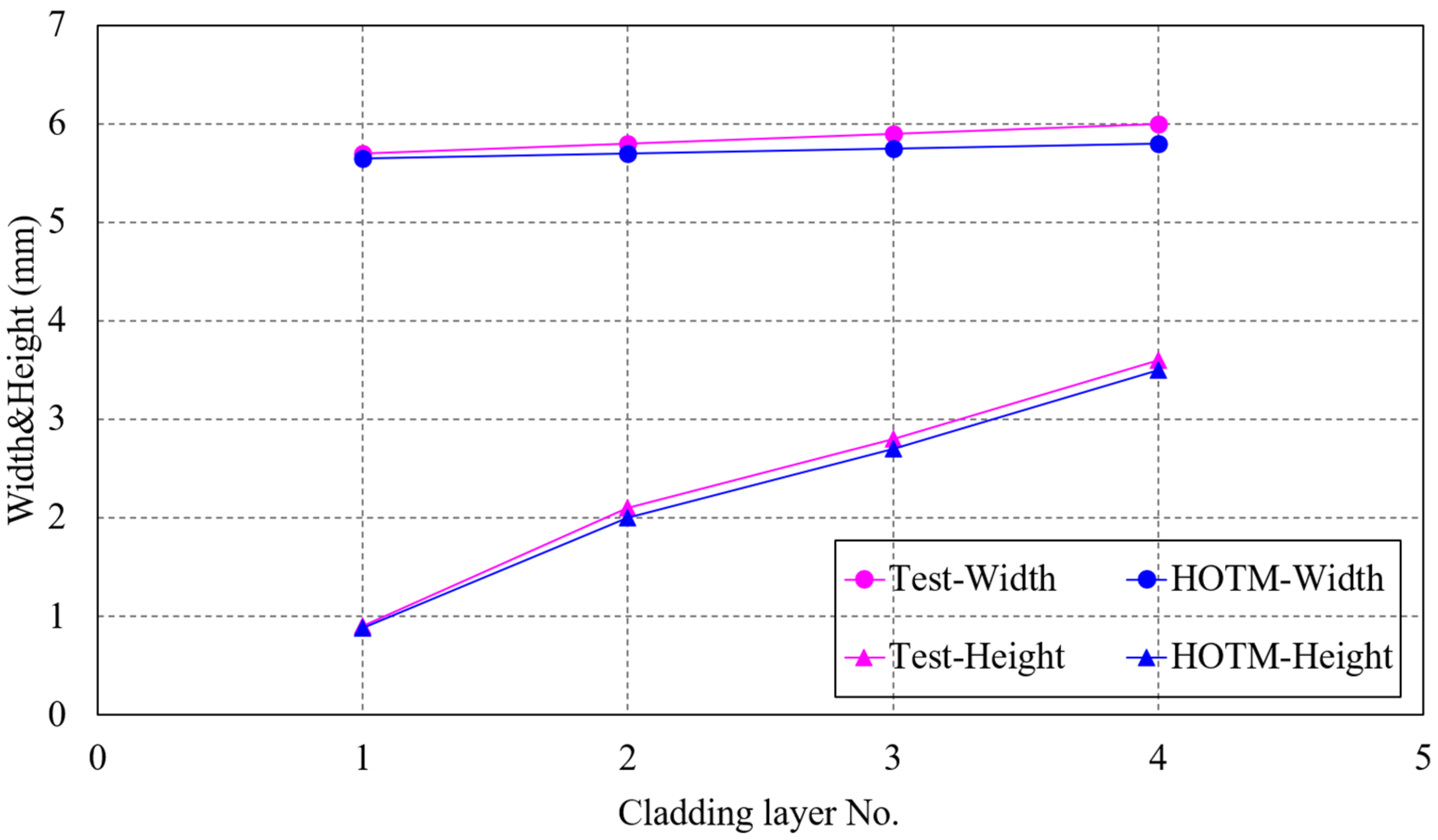
However, a large number of physical phenomena need to be solved in the meso-scale powder evolution model resulting in a high computational complexity and a low solution efficiency. The powder evolution model is currently only used in meso-scale research, which brings great difficulties to predict the macro-scale mechanical properties of the final components. How to predict the macro-scale mechanical properties according to a meso-scale model is the currently biggest problem. In this paper, this question is answered by a cladding stacking model based on the structural evolution of the heat-affected zone, and a process–structure–property multi-scale simulation framework. Though a series of experimental verifications, the relative error of the final mechanical property prediction is within 5.18%. This research achieves the final goal of predicting the macro-scale mechanical properties of fabricated components according to the given process parameters. This research can provide guidance for the design of numerical simulations and experiments, and provide a basis for the subsequent quantitative analysis of the process–structure–property relationship and the optimization of process parameters.
The remainder of this study is organized as follows. In
Section 2, a cladding stacking model is proposed based on the structural evolution of the heat-affected zone and the verification experiments are carried out. In
Section 3, a process–structure–property multi-scale numerical simulation framework is proposed based on this model, and the corresponding methods and theory are presented. In
Section 4, a specific case is simulated based on the proposed cladding stacking model and the process–structure–property framework; finally, some conclusions are summarized in
Section 5.
3. A Process–Structure–Property Multi-Scale Simulation Framework
The cladding stacking model provides a basis for predicting the macro-scale mechanical properties of the final fabricated component by using meso-scale scale numerical simulation results. For example, under the process parameters of the
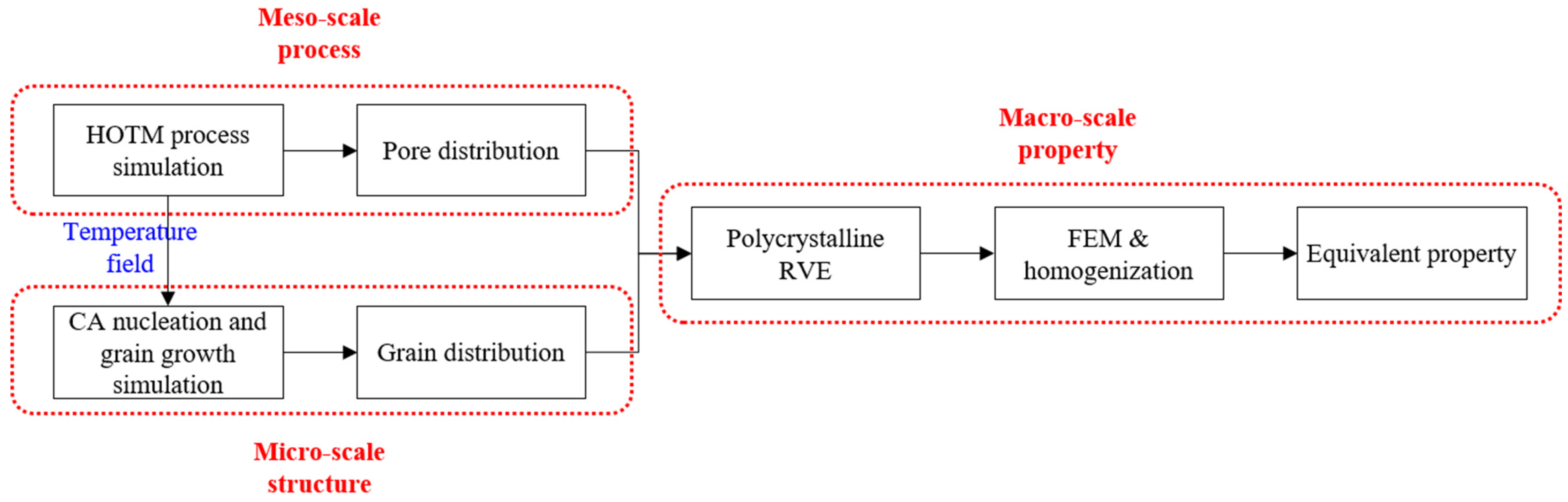
Section 2.2, the meso-scale numerical simulation only needs to simulate the cladding processes of four layers. Then, the macroscopic mechanical properties of the final fabricated component can be obtained by combining the microstructure simulation and the equivalent method of macroscopic properties. Based on this, according to the actual printing process of LMD, this study establishes a multi-scale simulation framework that comprehensively considers the process–structure–property of additive manufacturing materials, as shown in
Figure 9, by using the direct numerical simulation of meso-scale process as a bridge to link the simulation of the micro-scale structure and the calculation of macro-scale mechanical properties.
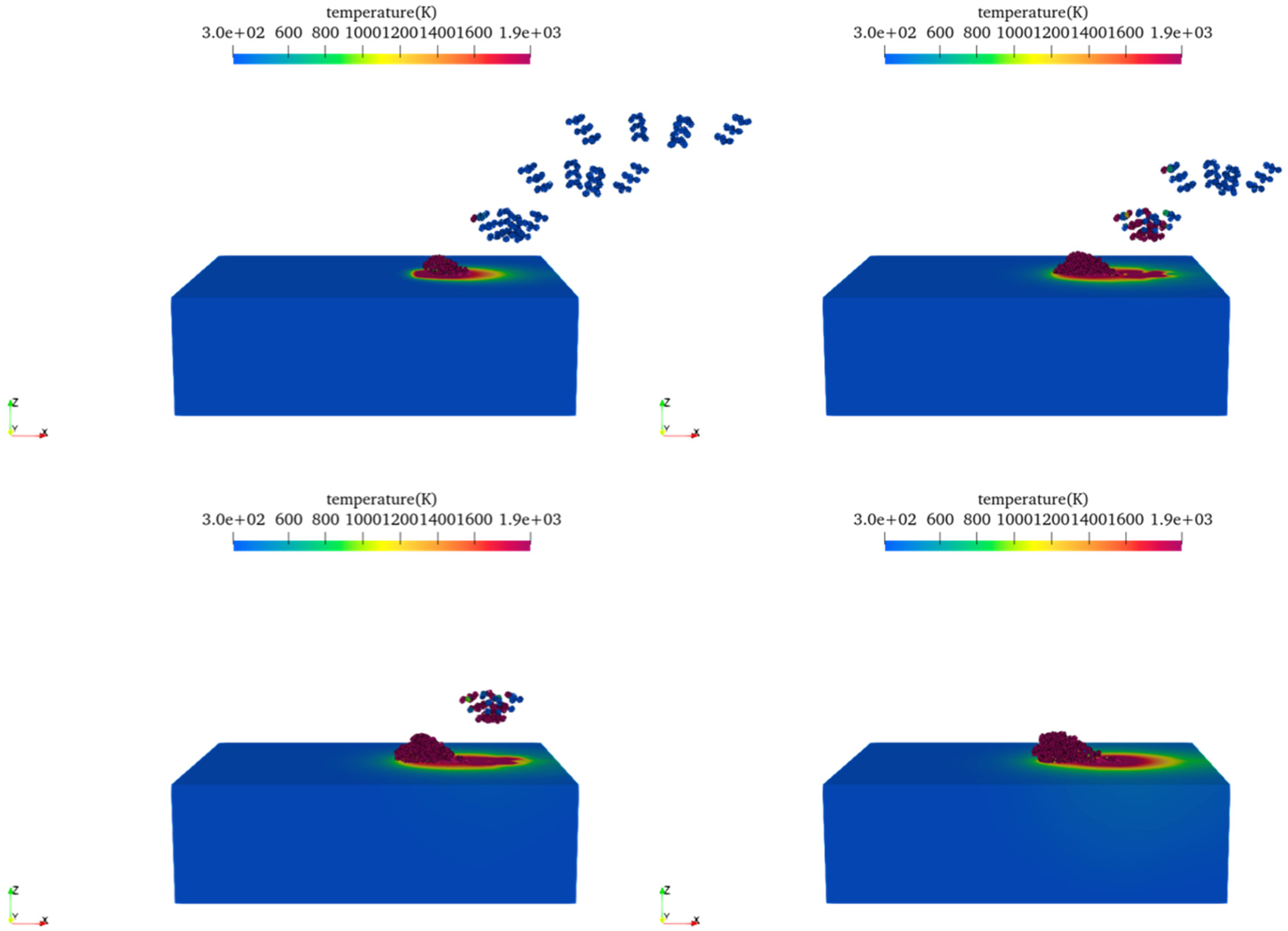
In the module of the meso-scale process simulation, HOTM is used to simulate the multi-layer printing process. The fields of temperature, fluid flow and stress, pores, deformations, and other information can be obtained, and the dynamic process of powders melting and solidification can be explored.
In module of the micro-scale structure simulation, the temperature field history obtained by the meso-scale process simulation can be used to simulate the microstructure formation. The main simulation methods are the Monte Carlo Method (MC) [
23], the Cellular Automata Method (CA) [
24,
25,
26] and the Phase Field Method (PF) [
27,
28,
29,
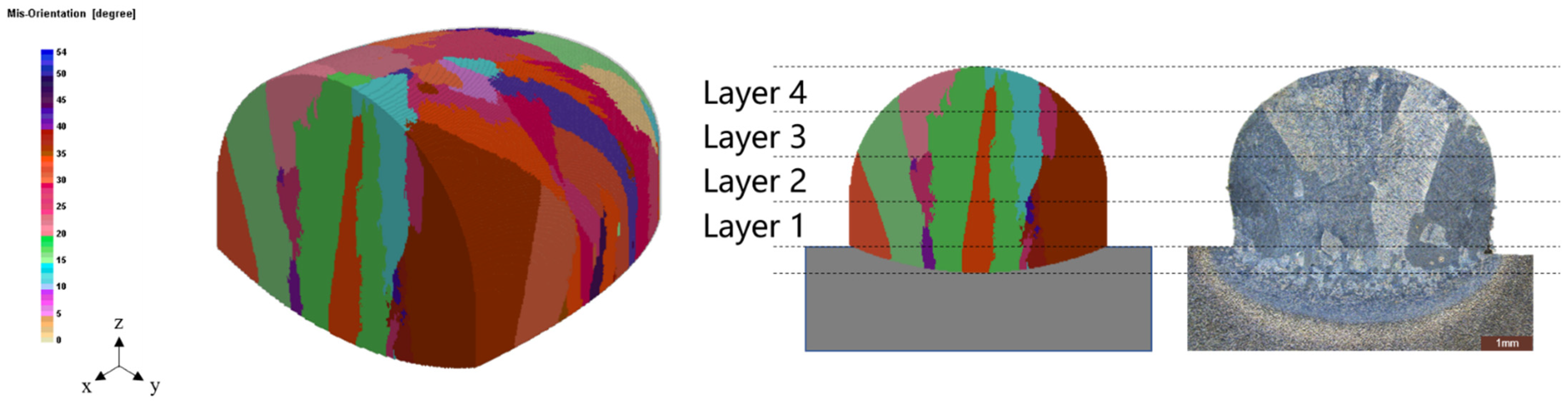
30]. Among them, CA is widely used in the numerical simulation of microstructure for its clear physical meaning, simple model, and high computational efficiency. In this study, CA is used to simulate the grain nucleation and growth process in the heat-affected zone and obtain the microstructural information such as grain size and orientation.
In the module of the macro-scale mechanical properties calculation, the macro-scale mechanical properties can be calculated by a Representative Volume Element (RVE) [
31,
32,
33] containing the meso/micro-scale structural information and the homogenization theory [
34,
35].
Each module can set the verification tests. Numerical simulation methods for each module are described in detail below.
3.1. Simulation Method of Meso-Scale Powder Evolution Processes
The HOTM method is a Lagrangian meshfree method, which is characterized using the optimal transportation theory to discretize the time, using nodes with position information and material points with material information to disperse the space, and the shape function adopts a local maximum entropy interpolation function. HOTM does not have the problems of mesh distortion and reconstruction and by considering a phase-aware constitutive model the melting and solidification of the powder can be directly simulated under a unified Lagrangian coordinate system, which is a Direct Numerical Simulation (DNS) method. A detailed discussion of the HOTM theory can be found in [
20,
21,
22]. Based on the HOTM theory, an additive manufacturing simulation platform ESCAAS is developed to simulate the meso-scale LMD multilayer cladding process.
3.1.1. Geometry Modeling
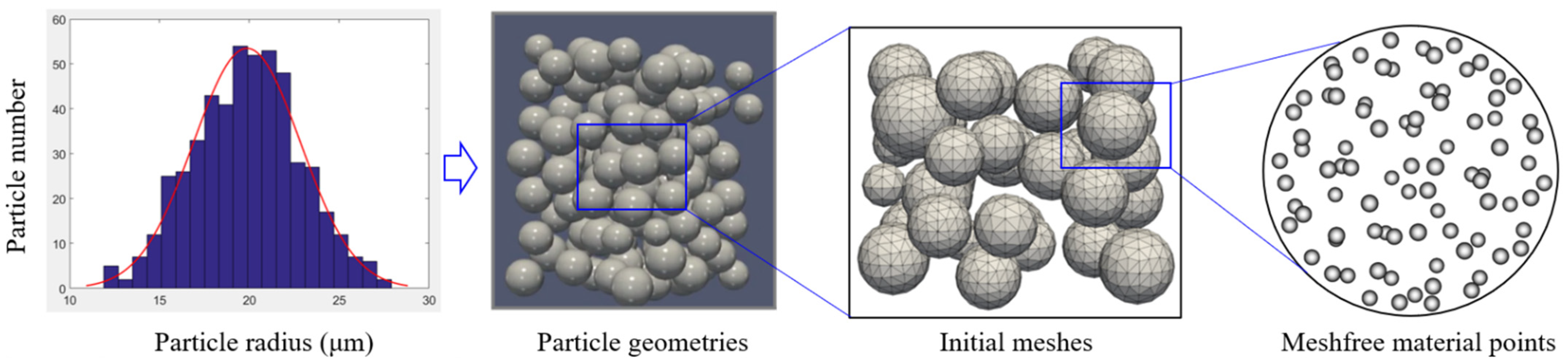
The Geometry Modeling module can automatically generate powder clusters by entering parameters such as the statistical distribution of powder particle size (for example, the mean and variance of the normal distribution), the powder cluster information (number, length, width, height), the minimum distance between the particles, etc., as shown in
Figure 10. After the powder particle geometries are established, they are spatially discrete by the material points and the nodes. All calculations are performed on these material points and nodes.
3.1.2. Heat Source Model
The heat source is the input of energy to the model system and directly affects the accuracy of the simulation results. In the actual cladding process, the heat distribution on the spot of a laser is uneven and the heat source density is approximately normally distributed. Song et al. [
36] and Kubiak et al. [
37] found that the heat flux with ultra-Gaussian distributions can represent a more realistic laser beam. To this end, a heat source model including an ultra-Gaussian model was developed in ESCAAS:
where
q is the heat flux,
A represents the surface absorption rate,
P and
r represent the laser power and laser radius,
xc and
yc are the laser center point locations, and the heat flux distribution shape can be selected by changing the order
n.
3.1.3. Heat Transfer Model
The actual printing process includes three kinds of heat transfer phenomena: heat conduction, convection, and radiation. In ESCAAS, the classic Fourier thermal conduction model is adopted:
where
q is the heat flux in the
r direction, which is perpendicular to the isothermal plane, and the negative sign indicates that the heat transfer direction is opposite to the temperature gradient direction,
is the thermal conductivity and
T is the temperature.
The thermal convection model adopts Newton’s law of cooling. To consider the energy loss caused by evaporation, the latent heat of evaporation is regarded as the convective heat flux of the powder/substrate and the environment. Thus, a combined convective heat flux can be described as:
where
h is the combined convection heat transfer coefficient and
T0 is the ambient temperature.
The Stefan Boltzmann’s law is used to apply the radiant heat flow at surface nodes:
where the Stefan Boltzmann constant
,
is the emissivity of the object.
3.1.4. Phase Transition Model
During the phase transition, there is a phase transition region
, and when the temperature reaches this region, the phase transition begins. A phase transition function is used to describe the smooth transition between two phases:
where
Tm is the melting temperature, σ is the transition interval standard deviation. For example, for pure solids α (
T) = 0, and for pure liquids α(
T) = 1.
The phase transition function can be used to relate the thermal material parameters to the phase state. In ESCAAS, the specific heat capacity
, the thermal conductivity
and the coefficient of thermal expansion
are defined as functions of the temperature and phase state:
where
is the density of a material, and
L is the latent heat during the phase transition.
3.1.5. Material Model
The LMD process involves the phase transformation, so a phase-sensitive constitutive model should be defined. In ESCAAS, the constitutive models of solid and liquid phases are defined separately.
When the material is in the solid phase, its constitutive model is:
where
is stress,
is the volumetric modulus,
is the shear modulus,
is the Kronecker delta,
J is the Jacobian of the local material,
is the deviatoric strain.
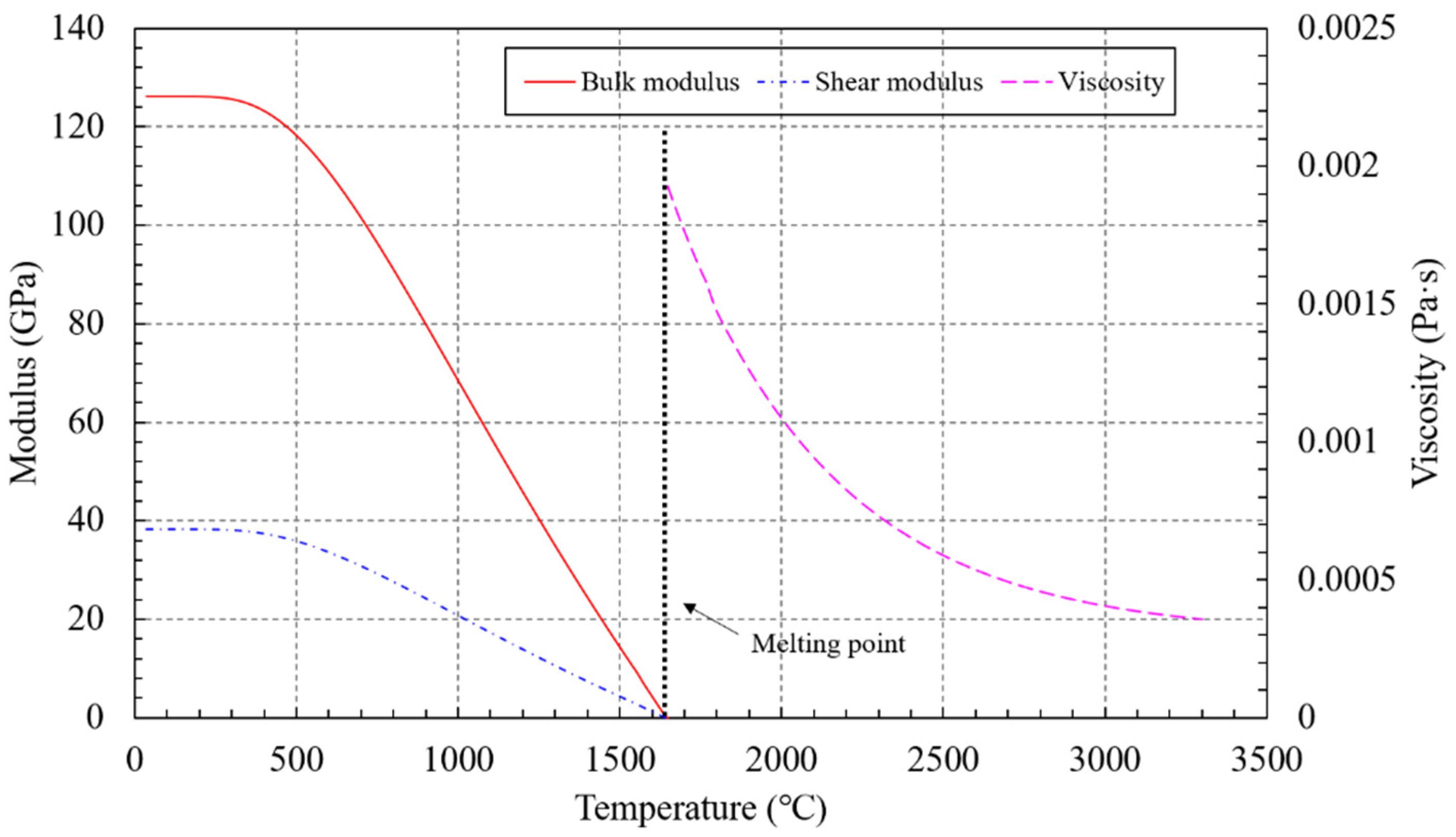
When the material is in the liquid phase, its constitutive model is the viscoelastic model with Murnaghan–Tait equation of state:
where
and
are temperature-dependent functions that represent the compressibility of a material,
are the corresponding coefficients,
is the viscosity,
is the ambient pressure, and
is the strain rate.
3.2. Simulation Method of Microstructure Formations
The microstructure has a great impact on the mechanical properties of a material. According to the temperature field in the meso-scale process simulation, the simulation of the micro-scale structure can be performed. In this study, CA is used to simulate the microstructure formation process. According to the theory of solidification, the formation of micro-scale structures includes two processes: grain nucleation and growth. To simulate these two processes, the corresponding quantitative models are required.
3.2.1. Nucleation Model
The nucleation is critical for the simulation of microstructures and directly affects the number of grains at the end of the solidification. According to the theory of the nucleation, in the process of liquid–solid phase transition of metals, there are two kinds of nucleation mechanisms, the homogeneous nucleation and the heterogeneous nucleation. The solidification of a metal is usually in the latter way in practice. Throughout the actual solidification process, the nuclei are formed continuously until the liquid metal disappears completely. This study uses the Rappaz continuous heterogeneous nucleation model [
38] to simulate the nucleation process. The model holds that at a certain degree of supercooling
, the nucleation phenomenon occurs in a series of different nucleation sites and the change of the nucleation density
satisfies the Gaussian probability distribution. The nucleation density can be obtained by the integral formula (14) at a certain degree of supercooling
:
where
is the average of supercooling,
is the standard deviation of supercooling, and
is the maximum nucleation density.
3.2.2. Growth Model
Once the nucleus is formed, it begins to grow until all the nuclei meet each other. The process of continuous growth of the nucleus is the process of gradual expansion of the solid-state interface. This study uses a simplified KGT model [
39] to simulate the nucleus growth process:
where
is the growth velocity of the crystal interface,
are the constants determined by the thermal physical properties of a metal.
3.3. Prediction Method of Mechanical Properties of Macro-Scale Components
The material fabricated by LMD often contains defects such as inclusions, pores and for multiphase materials they also contain different crystal phases. Therefore, the materials fabricated by LMD are heterogeneous on the microscopic scale. The homogenization of heterogeneous materials to gain the macro-scale mechanical properties has been studied for decades [
31,
32,
33,
34,
35], in which the calculation of the equivalent stiffness of a material has been relatively mature, and the calculation of the equivalent strength is still in the research stage. This study takes the macro-scale Young’s modulus of the material as an example to illustrate the method used in this study. Other mechanical properties can also be included in this multiscale simulation framework.
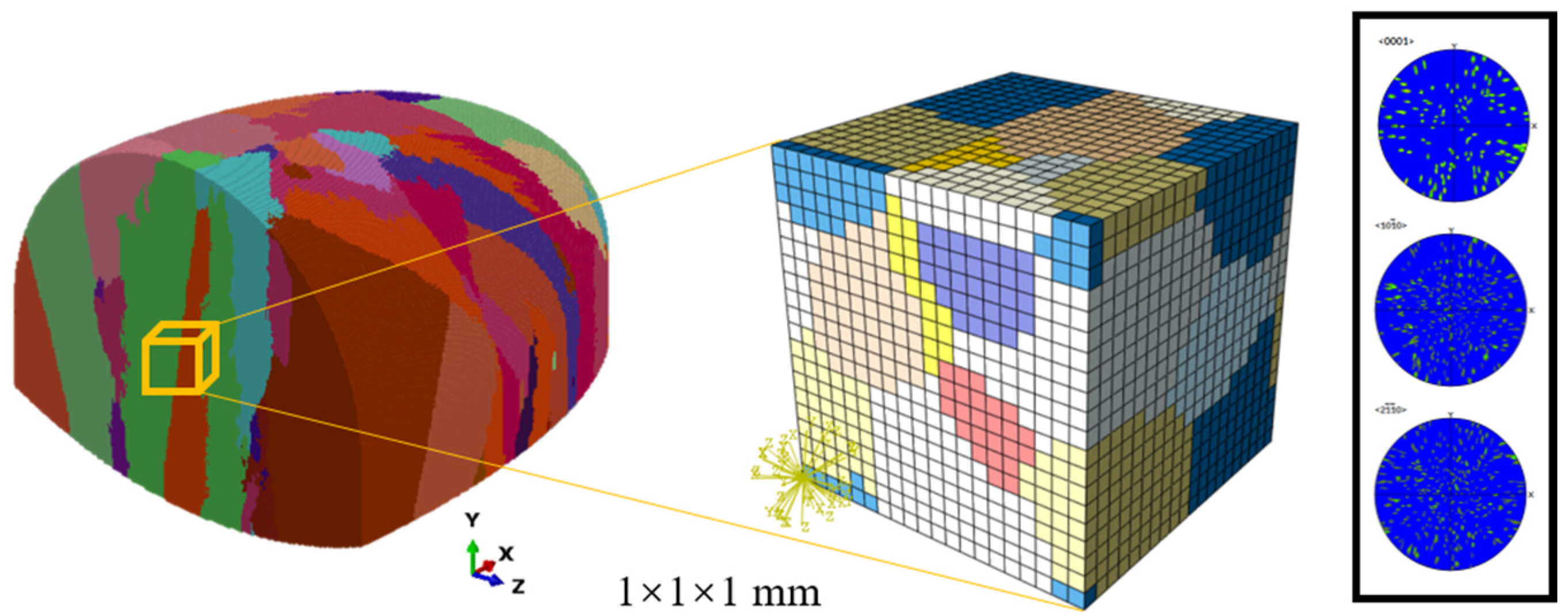
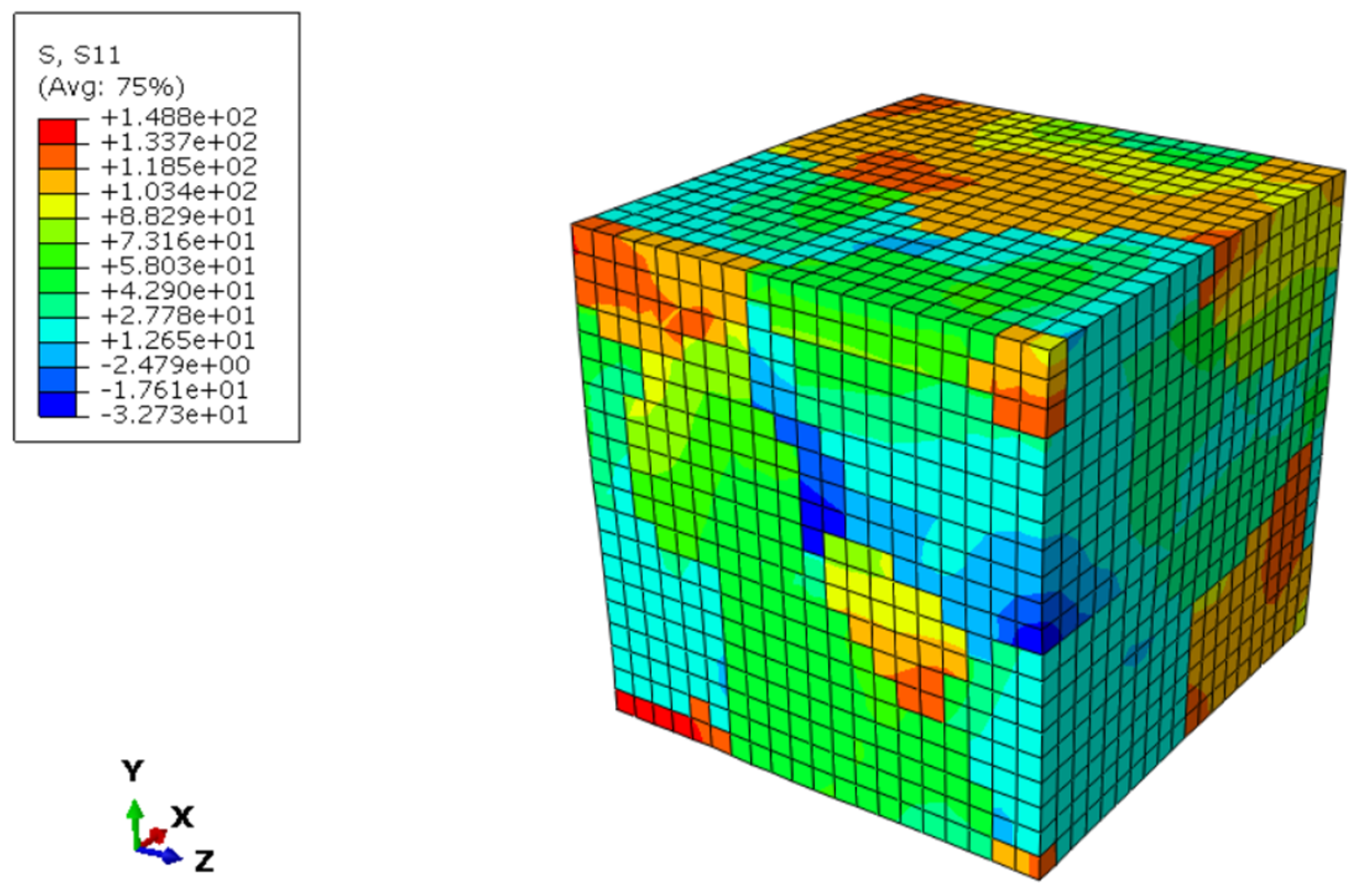
The macro-scale Young’s modulus of a material is determined by the internal structure. An RVE can be established to link the micro and the macro, which contains detailed meso/micro-structure information, such as the distribution of the grains, pores, and the material properties of different phases. The stress of each node in the RVE can be obtained by applying a uniform strain
on the RVE boundary and the corresponding finite element mechanical solution. Based on the homogenization technology, an average stress
can be calculated, and the macro-scale equivalent Young’s modulus
can be obtained according to the equation:

 ,
, 



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}