A Wireless Sensors Network for Monitoring the Carasau Bread Manufacturing Process


 , , , and
, , , and
Abstract
:1. Introduction
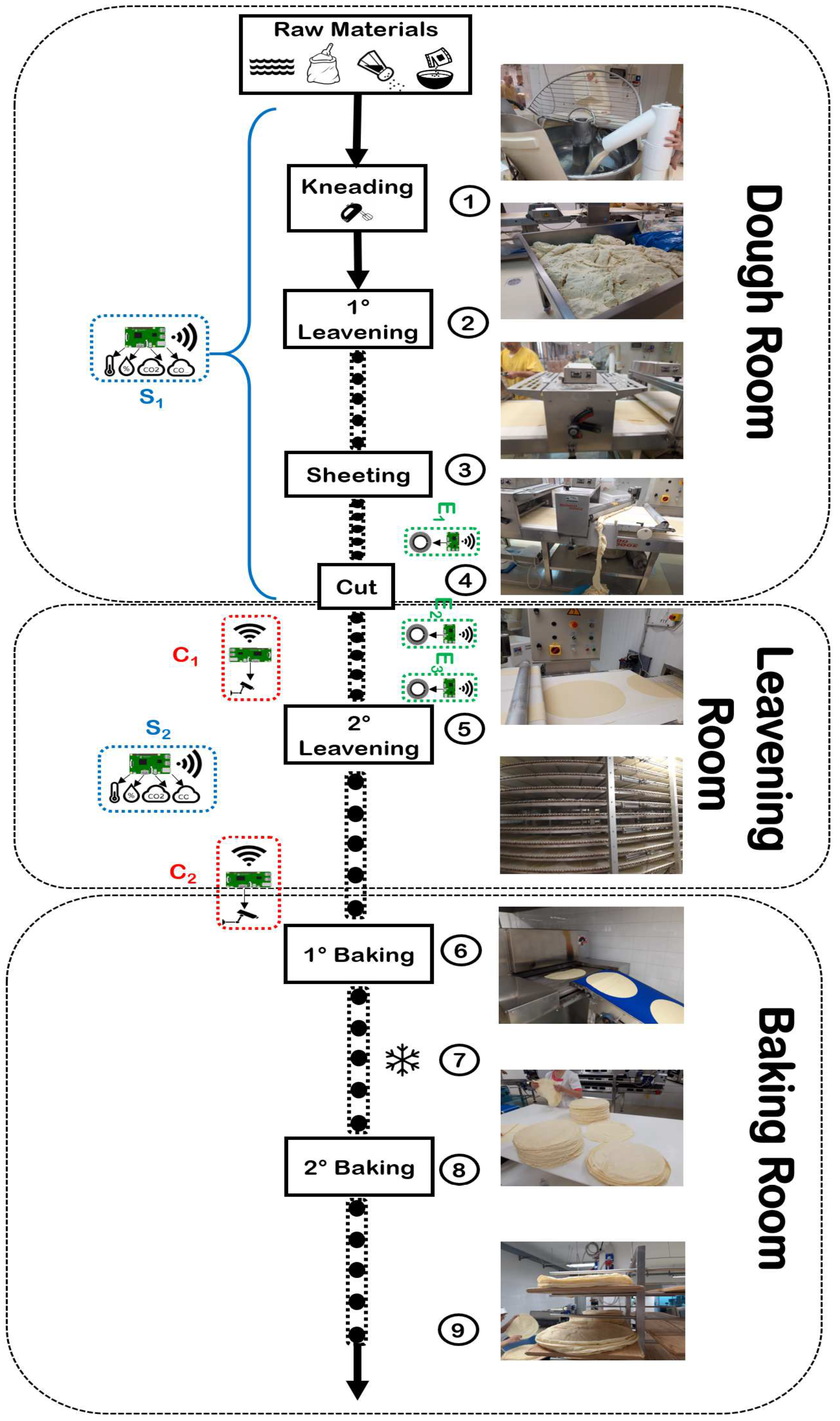
2. Monitoring the Carasau Bread Manufacturing
- The ingredients (i.e., water, yeast, durum wheat and salt) are mixed in a continuous dough mixer or kneading machine for about 20 min.
- The dough undergoes a first and initial fermentation. During this step the temperature should be kept at 28–32 C for 30 min.
- The dough is sheeted.
- Then, the sheets are cut in disks of 18 or 36 cm of diameter by automatic machinery.
- Moving on a conveyor belt, the disks are then transported to the leavening room for the second leavening for 40 min at 32 C.
- Subsequently, the disks are baked, for few seconds, in a tunnel oven at the temperature of 560–580 C, which causes an immediate evaporation of water, with a loss of 2% of each disk’s weight, and inflation.
- The disks are cooled, by natural convection, on a belt for 5–6 min. The cooled disks deflate and are positioned on a working desk to check, by visual inspection, if any creases or deformations are present. The disks are stacked in cluster of 5–6 crusts and cut along their edges by a cutting machine. Then, the puff pastries are manually separated in order to obtain two sheets.
- The sheets are cooled for about 1 h at 4 C in a cold storage.
- Finally, the sheets undergo a second baking for 15–20 s at 400 C and are then weighed, packed in plastic films and labeled for distribution and sale.
3. The Wireless Sensors Network Architecture
- Be composed of small sensor nodes for high density deployment;
- Be low cost and be affordable to small-medium sized industries;
- Present a robust radio technology in order to ensure variable-link capacity with a suitable packet error rate to guarantee a continuous flow of elaborated data;
- Have a flexible I/O for various sensors, in order to ensure high modularity;
- Be resistant to harsh environments; e.g., to dirt, dust and humidity;
- Use a flexible, open source development platform for portability;
- Ensure a high quality-of-service (QoS); e.g., through an accurate and reliable time synchronization between nodes;
- Have an energy-efficient processor to ensure long-lifetime;
- Have an easy to use GUI;
- Be scalable or allow a dynamic reconfiguration of network topology;
- Be safe and secure; i.e., guarantee the integrity and the authentication of messages.
- S, S: nodes for the monitoring of temperature, relative humidity, CO and CO levels;
- C, C: nodes equipped with optical cameras for the image processing system;
- E, E, E: encoders for the measurements of the cinematic parameters of the belt.
4. The Sensing, Network, Service and Application Layers of the WSN
4.1. Parameters and Sensors
4.1.1. Process Parameters
4.1.2. The Sensing Layer: Hardware Platforms
- Temperature: the DS18B20 (AZDelivery, Deggendorf, De) temperature sensor was chosen for its accuracy (±0.1 C) and for the ease of connection with platforms such as Arduino or Raspberry. Prior to this project, only the initial temperature of the dough was measured by a manual, discontinuous and off-line test. One operator was in control of mixing the dough and had a proprietary recipe defining guidelines for the temperature of the dough. However, the manually measured values varied from 4 C to 7 C regardless of the ambient temperature in the factory. Therefore, an alternative, more reliable and accurate monitoring strategy must be provided.
- Relative humidity: the SHT10 (Sensirion, Switzerland) low-cost, digital and capacitive humidity sensor was employed to quantify the relative water content in air during the dough preparation, kneading, sheeting, cutting and leavening (as shown in Figure 1). The sensor is contained in the SLHT5 (SONBEST, China) component. The sensor has a 3% accuracy and a ±1.8% precision. As discussed in Section 2, the monitoring of the humidity can help in discriminating the correct water usage for a suitable and sustainable productivity [22,23]. Previously the DHT22 (Adafruit, US) sensor was employed [30]. However, this device could not withstand the harsh environment of the leavening room and was substituted.
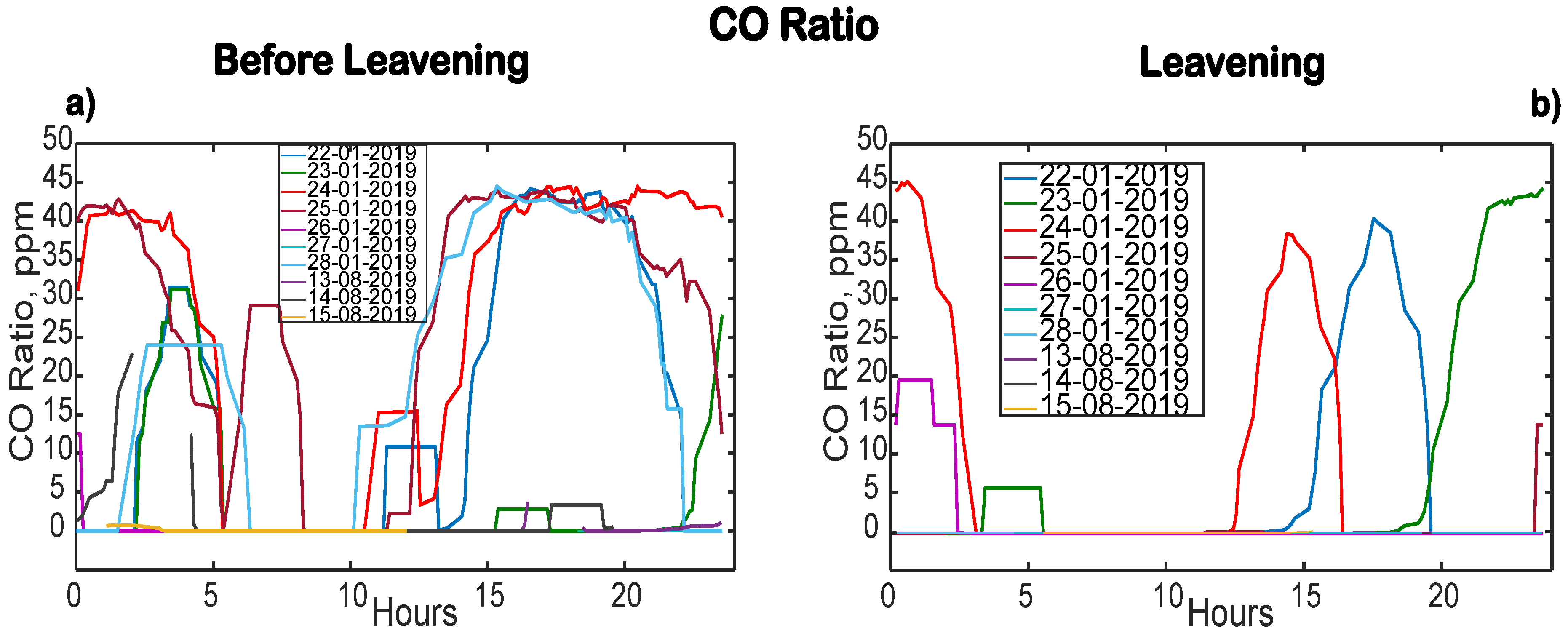
- CO sensor: the MQ-7 from SparkFun Electronics (US) was selected to quantify CO-gas concentrations in air from 20 ppm to 2000 ppm. The analog signal is converted using a 10-bit ADC (MCP3008, Microchip Technology Inc.). During the leavening this gas can arise in different concentrations, being possibly related to the correct bread production [32,33,34,43]. Moreover, carbon monoxide is known to be a colorless, odorless, insipid and very toxic gas [23]. This gas can replace the oxygen in the hemoglobin, is extremely dangerous and causes what is commonly called the “sweet death” [23]. The limit value set by the regulation is 500 ppm [23]. The concentration of this species is continuously monitored for quality and safety reasons.
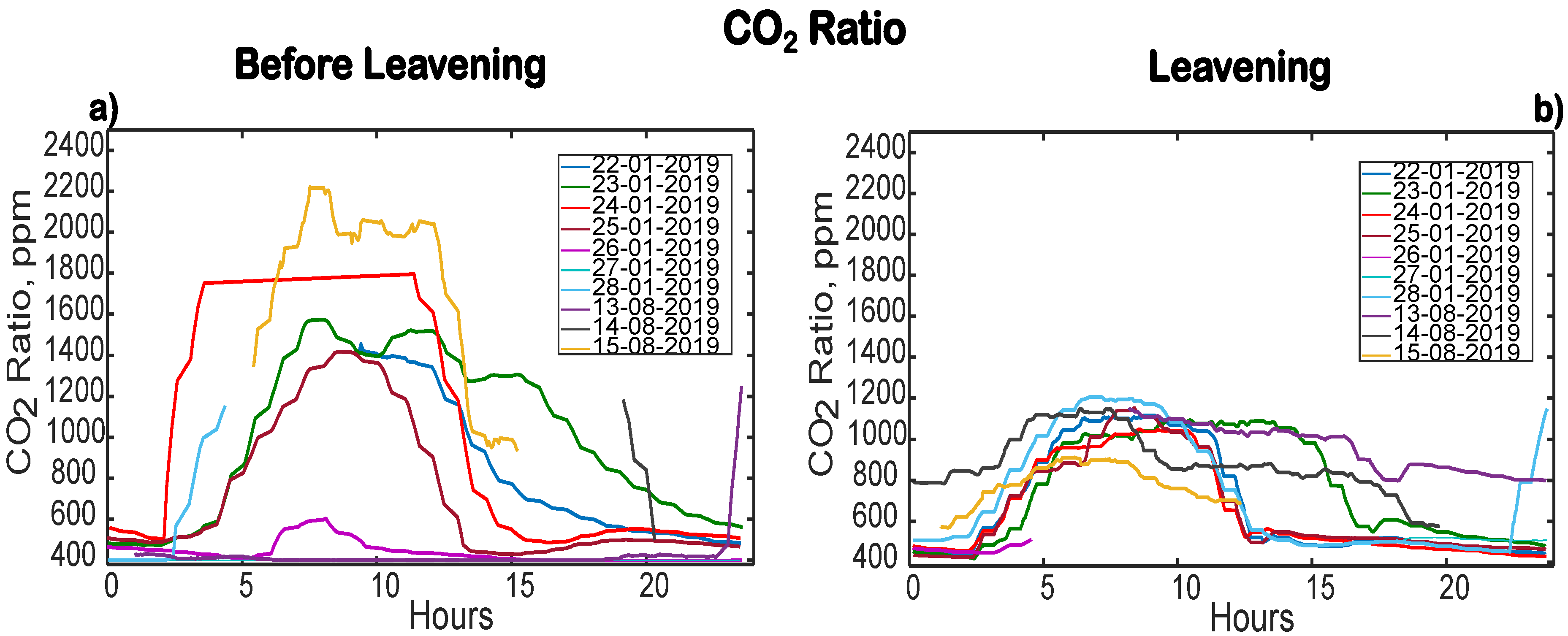
- CO sensor: the carbon dioxide released during the two leavening steps was measured using the infrared sensor MHZ19 (Winsen Ltd, China). It possess a ±50 ppm accuracy. During the drying and baking, other gases are released in the air; e.g., CO, O, CO and several volatile organic compounds (VOCs) can be released [23]. The main targets for this study were CO and CO.
4.2. Data Elaboration
4.2.1. Image Processing System
4.2.2. Statistical Analysis
4.3. The Network Layer
4.4. The Application Layer
5. Results
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| ANN | artificial neural networks |
| CPS | cyber-physical systems |
| FOHPNs | first-order hybrid Petri nets |
| ICT | information and communication technology |
| LBP | local binary pattern |
| MEMS | micro electro-mechanical systems |
| PCB | printed circuit board |
| RFID | radio-frequency identifier |
| RGB | red green blue |
| VOCs | volatile organic compounds |
| Wi-Fi | three letter acronym |
| WLAN | wireless local area network |
| WSN | wireless sensors network |
| WST | wireless sensors technology |
References
- Tortorella, G.L.; Fettermann, D. Implementation of Industry 4.0 and lean production in Brazilian manufacturing companies. Int. J. Prod. Res. 2018, 56, 2975–2987. [Google Scholar] [CrossRef]
- Demartini, M.; Pinna, C.; Tonelli, F.; Terzi, S.; Sansone, C.; Testa, C. Food industry digitalization: From challenges and trends to opportunities and solutions. IFAC-PapersOnLine 2018, 51, 1371–1378. [Google Scholar] [CrossRef]
- Massaro, A.; Manfredonia, I.; Galiano, A.; Pellicani, L.; Birardi, V. Sensing and Quality Monitoring Facilities Designed for Pasta Industry Including Traceability, Image Vision and Predictive Maintenance. In Proceedings of the 2019 II Workshop on Metrology for Industry 4.0 and IoT (MetroInd4. 0&IoT), Naples, Italy, 4–6 June 2019; pp. 68–72. [Google Scholar]
- Miranda, J.; Ponce, P.; Molina, A.; Wright, P. Sensing, smart and sustainable technologies for Agri-Food 4.0. Comput. Ind. 2019, 108, 21–36. [Google Scholar] [CrossRef]
- Ruiz-Garcia, L.; Lunadei, L.; Barreiro, P.; Robla, I. A review of wireless sensor technologies and applications in agriculture and food industry: State of the art and current trends. Sensors 2009, 9, 4728–4750. [Google Scholar] [CrossRef] [Green Version]
- Wang, N.; Zhang, N.; Wang, M. Wireless sensors in agriculture and food industry—Recent development and future perspective. Comput. Electron. Agric. 2006, 50, 1–14. [Google Scholar] [CrossRef]
- Güngör, V.Ç.; Hancke, G.P. Industrial Wireless Sensor Networks: Applications, Protocols, and Standards; CRC Press: Boca Raton, FL, USA, 2013. [Google Scholar]
- Ammari, H.M. The Art of Wireless Sensor Networks; Springer: New York, NY, USA, 2014; Volume 47. [Google Scholar]
- Noel, A.B.; Abdaoui, A.; Elfouly, T.; Ahmed, M.H.; Badawy, A.; Shehata, M.S. Structural health monitoring using wireless sensor networks: A comprehensive survey. IEEE Commun. Surv. Tutor. 2017, 19, 1403–1423. [Google Scholar] [CrossRef]
- Gungor, V.C.; Hancke, G.P. Industrial wireless sensor networks: Challenges, design principles, and technical approaches. IEEE Trans. Ind. Electron. 2009, 56, 4258–4265. [Google Scholar] [CrossRef] [Green Version]
- Atzori, L.; Iera, A.; Morabito, G. The internet of things: A survey. Comput.Netw. 2010, 54, 2787–2805. [Google Scholar] [CrossRef]
- Da Xu, L.; He, W.; Li, S. Internet of things in industries: A survey. IEEE Trans. Ind. Inform. 2014, 10, 2233–2243. [Google Scholar]
- Ehrlich, M.; Wisniewski, L.; Jasperneite, J. State of the art and future applications of industrial wireless sensor networks. In Kommunikation und Bildverarbeitung in der Automation; Springer: New York, NY, USA, 2018; pp. 28–39. [Google Scholar]
- Costa, C.; Antonucci, F.; Pallottino, F.; Aguzzi, J.; Sarriá, D.; Menesatti, P. A review on agri-food supply chain traceability by means of RFID technology. Food Bioprocess Technol. 2013, 6, 353–366. [Google Scholar] [CrossRef]
- Kumar, S.A.; Ilango, P. The impact of wireless sensor network in the field of precision agriculture: A review. Wirel. Pers. Commun. 2018, 98, 685–698. [Google Scholar] [CrossRef]
- Mesin, L.; Aram, S.; Pasero, E. A neural data-driven approach to increase Wireless Sensor Networks’ lifetime. In Proceedings of the 2014 World Symposium on Computer Applications & Research (WSCAR), Sousse, Tunisia, 18–20 January 2014; pp. 1–3. [Google Scholar]
- Aram, S.; Mesin, L.; Pasero, E. Improving lifetime in wireless sensor networks using neural data prediction. In Proceedings of the 2014 World Symposium on Computer Applications & Research (WSCAR), Sousse, Tunisia, 18–20 January 2014; pp. 1–3. [Google Scholar]
- Buratti, C.; Conti, A.; Dardari, D.; Verdone, R. An overview on wireless sensor networks technology and evolution. Sensors 2009, 9, 6869–6896. [Google Scholar] [CrossRef] [Green Version]
- Aqeel-ur-Rehman; Abbasi, A.Z.; Islam, N.; Shaikh, Z.A. A review of wireless sensors and networks’ applications in agriculture. Comput. Stand. Interfaces 2014, 36, 263–270. [Google Scholar]
- Ojha, T.; Misra, S.; Raghuwanshi, N.S. Wireless sensor networks for agriculture: The state-of-the-art in practice and future challenges. Comput. Electron. Agric. 2015, 118, 66–84. [Google Scholar] [CrossRef]
- Connolly, M.; O’Reilly, F. Sensor networks and the food industry. In Proceedings of the Workshop on Real-World Wireless Sensor Networks, Stockholm, Sweden, 20–21 June 2005; pp. 20–21. Available online: http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.123.5730&rep=rep1&type=pdf (accessed on 12 December 2019).
- Anastasi, G.; Farruggia, O.; Re, G.L.; Ortolani, M. Monitoring high-quality wine production using wireless sensor networks. In Proceedings of the 2009 42nd Hawaii International Conference on System Sciences, Big Island, HI, USA, 5–8 January 2009; pp. 1–7. [Google Scholar]
- Valverde, J.; Rosello, V.; Mujica, G.; Portilla, J.; Uriarte, A.; Riesgo, T. Wireless sensor network for environmental monitoring: Application in a coffee factory. Int. J. Distrib. Sens. Netw. 2011, 8, 638067. [Google Scholar] [CrossRef] [Green Version]
- Correa, E.; Jiménez-Ariza, T.; Díaz-Barcos, V.; Barreiro, P.; Diezma, B.; Oteros, R.; Echeverri, C.; Arranz, F.; Ruiz-Altisent, M. Advanced characterisation of a coffee fermenting tank by multi-distributed wireless sensors: Spatial interpolation and phase space graphs. Food Bioprocess Technol. 2014, 7, 3166–3174. [Google Scholar] [CrossRef] [Green Version]
- Jagtap, S.; Rahimifard, S. The digitisation of food manufacturing to reduce waste–Case study of a ready meal factory. Waste Manag. 2019, 87, 387–397. [Google Scholar] [CrossRef]
- Bech, S.; Brunoe, T.D.; Nielsen, K. Process for Enhancing the Production System Robustness with Sensor Data—A Food Manufacturer Case Study. In IFIP International Conference on Advances in Production Management Systems; Springer: New York, NY, USA, 2019; pp. 405–412. [Google Scholar]
- Bitella, G.; Rossi, R.; Bochicchio, R.; Perniola, M.; Amato, M. A novel low-cost open-hardware platform for monitoring soil water content and multiple soil-air-vegetation parameters. Sensors 2014, 14, 19639–19659. [Google Scholar] [CrossRef] [Green Version]
- Paschino, F.; Gabella, F.; Giubellino, F.; Clemente, F. The level of automation of “carasau” bread production plants. J. Agric. Eng. 2007, 38, 61–64. [Google Scholar] [CrossRef] [Green Version]
- Cavone, G.; Dotoli, M.; Epicoco, N.; Franceschelli, M.; Seatzu, C. Hybrid Petri Nets to Re-design Low-Automated Production Processes: The Case Study of a Sardinian Bakery. IFAC-PapersOnLine 2018, 51, 265–270. [Google Scholar] [CrossRef]
- Baire, M.; Melis, A.; BrunoLodi, M.; Fanti, A.; Mazzarella, G. Study and Design of a Wireless Sensors Network for the Optimization of Bread Manufacturing Process. In Proceedings of the 2018 26th Telecommunications Forum (TELFOR), Belgrade, Serbia, 20–21 November 2018; pp. 1–4. [Google Scholar]
- Qarooni, J. Flat Bread Technology; Springer Science & Business Media: Berlin, Germany, 1996. [Google Scholar]
- Zanom, B.; Peri, C.; Pierucc, S. A study of the bread-baking process. I: A phenomenological model. J. Offood Eng. 1993, 19, 389–398. [Google Scholar]
- Zanoni, B.; Pierucci, S.; Peri, C. Study of the bread baking process—II. Mathematical modelling. J. Food Eng. 1994, 23, 321–336. [Google Scholar] [CrossRef]
- Mondal, A.; Datta, A. Bread baking—A review. J. Food Eng. 2008, 86, 465–474. [Google Scholar] [CrossRef]
- Tebben, L.; Shen, Y.; Li, Y. Improvers and functional ingredients in whole wheat bread: A review of their effects on dough properties and bread quality. Trends Food Sci. Technol. 2018, 81, 10–24. [Google Scholar] [CrossRef]
- Lamrini, B.; Della Valle, G.; Trelea, I.C.; Perrot, N.; Trystram, G. A new method for dynamic modelling of bread dough kneading based on artificial neural network. Food Control 2012, 26, 512–524. [Google Scholar] [CrossRef]
- Fravolini, M.; Ficola, A.; La Cava, M. Optimal operation of the leavening process for a bread-making industrial plant. J. Food Eng. 2003, 60, 289–299. [Google Scholar] [CrossRef]
- Paton, J.; Khatir, Z.; Thompson, H.; Kapur, N.; Toropov, V. Thermal energy management in the bread baking industry using a system modelling approach. Appl. Therm. Eng. 2013, 53, 340–347. [Google Scholar] [CrossRef]
- Baravalle, R.; Patow, G.A.; Delrieux, C. Procedural bread making. Comput. Graph. 2015, 50, 13–24. [Google Scholar] [CrossRef]
- Romer, K.; Mattern, F. The design space of wireless sensor networks. IEEE Wirel. Commun. 2004, 11, 54–61. [Google Scholar] [CrossRef] [Green Version]
- Ovsthus, K.; Kristensen, L.M. An industrial perspective on wireless sensor networks—A survey of requirements, protocols, and challenges. IEEE Commun. Surv. Tutor. 2014, 16, 1391–1412. [Google Scholar]
- Pathan, A.S.K.; Lee, H.W.; Hong, C.S. Security in wireless sensor networks: Issues and challenges. In Proceedings of the 2006 8th International Conference Advanced Communication Technology, Phoenix Park, Korea, 20–22 February 2006; Volume 2, p. 6. [Google Scholar]
- Martínez-Anaya, M.A. Enzymes and bread flavor. J. Agric. Food Chem. 1996, 44, 2469–2480. [Google Scholar] [CrossRef]
- Davies, E.R. Image Processing for the Food Industry; World Scientific: Singapore, Singapore, 2000; Volume 37. [Google Scholar]
- Otsu, N. A threshold selection method from gray-level histograms. IEEE Trans. Syst. Man Cybern. 1979, 9, 62–66. [Google Scholar] [CrossRef] [Green Version]
- Bertrand, D.; Le Guerneve, C.; Marion, D.; Devaux, M.; Robert, P. Description of the textural appearance of bread crumb by video image analysis. Cereal Chem. 1992, 69, 257–261. [Google Scholar]
- Guo, Z.; Zhang, L.; Zhang, D. A completed modeling of local binary pattern operator for texture classification. IEEE Trans. Image Process. 2010, 19, 1657–1663. [Google Scholar]
- Gibbons, J.D.; Chakraborti, S. Nonparametric Statistical Inference; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Ferdoush, S.; Li, X. Wireless sensor network system design using Raspberry Pi and Arduino for environmental monitoring applications. Procedia Comput. Sci. 2014, 34, 103–110. [Google Scholar] [CrossRef] [Green Version]
- Vujović, V.; Maksimović, M. Raspberry Pi as a Wireless Sensor node: Performances and constraints. In Proceedings of the 2014 37th International Convention on Information and Communication Technology, Electronics and Microelectronics (MIPRO), Opatija, Croatia, 26–30 May 2014; pp. 1013–1018. [Google Scholar]
- Raptis, T.P.; Passarella, A.; Conti, M. Data Management in Industry 4.0: State of the Art and Open Challenges. IEEE Access 2019, 7, 97052–97093. [Google Scholar] [CrossRef]
- Liu, Y.; Tang, J.; Mao, Z. Analysis of bread dielectric properties using mixture equations. J. Food Eng. 2009, 93, 72–79. [Google Scholar] [CrossRef]
- Fanari, F.; Carboni, G.; Grosso, M.; Desogus, F. Thermogravimetric Analysis of Different Semolina Doughs: Effect of Mixing Time and Gluten Content. Chem. Eng. Trans. 2019, 75, 343–348. [Google Scholar]
- Fanaria, F.; Fraua, I.; Desogusa, F.; Scanob, E.A.; Carbonic, G.; Grossoa, M. Influence of Wheat Varieties, Mixing Time and Water Content on the Rheological Properties of Semolina Doughs. Chem. Eng. 2019, 75. [Google Scholar] [CrossRef]
- Baire, M.; Melis, A.; Lodi, M.B.; Dachena, C.; Fanti, A.; Farris, S.; Pisanu, T.; Mazzarella, G. WSN Hardware for Automotive Applications: Preliminary Results for the Case of Public Transportation. Electronics 2019, 8, 1483. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Days | Temperature | Relative Humidity | CO conc. | CO conc. |
|---|---|---|---|---|
| 22 January 2019 | 1.04 × 10 | 0.478 | 0.831 | 0.300 |
| 23 January 2019 | 2.74 × 10 | 0.891 | 5.160 × 10 | 0.961 |
| 24 January 2019 | 1.93 × 10 | 0.135 | 6.422 × 10 | 0.944 |
| 25 January 2019 | 2.71 × 10 | 0.040 | 1.161 × 10 | 0.260 |
| 26 January 2019 | 2.80 × 10 | 0.712 | 0.0015 | 1 |
| 27 January 2019 | 2.69 × 10 | 0.392 | / | 0.753 |
| 28 January 2019 | 6.15 × 10 | 0.602 | 6.422 × 10 | 0.8138 |
| 13 August 2019 | 7.33 × 10 | 0.016 | 2.18 × 10 | 0.143 |
| 14 August 2019 | 2.14 × 10 | 1.97 × 10 | 4.32 × 10 | 0.877 |
| 15 August 2019 | 2.57 × 10 | 0.424 | 6.26 × 10 | 0.905 |
| p-Value | |
|---|---|
| Temperature | 3.30 × 10 |
| Relative Humidity | 0.125 |
| CO ratio | 7.85 × 10 |
| CO ratio | 0.092 |
| Before Leavening | After Leavening | p-Value | |
|---|---|---|---|
| Roundness | 0.757 ± 0.164 | 0.389 ± 0.095 | 4.07 ×10 |
| Convexity | 0.678 ± 0.201 | 0.591 ± 0.063 | 3.43 × 10 |
| Solidity | 0.893 ± 0.113 | 0.489 ± 0.1194 | 1.91 × 10 |
| Angle | 82.687 ± 77.820 | 74.344 ± 71.219 | 0.798 |
| Compactness | 0.135 ± 0.310 | 0.1421 ± 0.071 | 1.74 × 10 |
| Major Axis | 744.34 ± 634.608 | 654.630 ± 89.157 | 2.64 × 10 |
| Minor Axis | 473.473 ± 142.50 | 499.757 ± 26.023 | 2.26 × 10 |
| Eccentricity | 0.615 ± 0189 | 0.777 ± 0.112 | 2.24× 10 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baire, M.; Melis, A.; Lodi, M.B.; Tuveri, P.; Dachena, C.; Simone, M.; Fanti, A.; Fumera, G.; Pisanu, T.; Mazzarella, G. A Wireless Sensors Network for Monitoring the Carasau Bread Manufacturing Process. Electronics 2019, 8, 1541. https://doi.org/10.3390/electronics8121541
Baire M, Melis A, Lodi MB, Tuveri P, Dachena C, Simone M, Fanti A, Fumera G, Pisanu T, Mazzarella G. A Wireless Sensors Network for Monitoring the Carasau Bread Manufacturing Process. Electronics. 2019; 8(12):1541. https://doi.org/10.3390/electronics8121541
Chicago/Turabian StyleBaire, Matteo, Andrea Melis, Matteo B. Lodi, Pierluigi Tuveri, Chiara Dachena, Marco Simone, Alessandro Fanti, Giorgio Fumera, Tonino Pisanu, and Giuseppe Mazzarella. 2019. "A Wireless Sensors Network for Monitoring the Carasau Bread Manufacturing Process" Electronics 8, no. 12: 1541. https://doi.org/10.3390/electronics8121541