
Vibration Energy Coupling Behavior of Rolling Mills under Double Disturbance Conditions
Abstract
:1. Introduction
2. Shell-Beam-Cylinder Combination Model Calculations Using Sound Intensity Method
- By Fourier transform, the structural sound intensity of the cylindrical elements in the frequency domain can be expressed as follows;
- By Fourier transform, the structural sound intensity of the shell elements in the frequency domain can be expressed as follows;
- By Fourier transform, the structural sound intensity of the beam elements in the frequency domain can be expressed as follows;where , , and are the power flows in the three directions of the unit.
3. Amplitude and Frequency Characteristics of Rolling Mill Drive-Roll-Vertical System
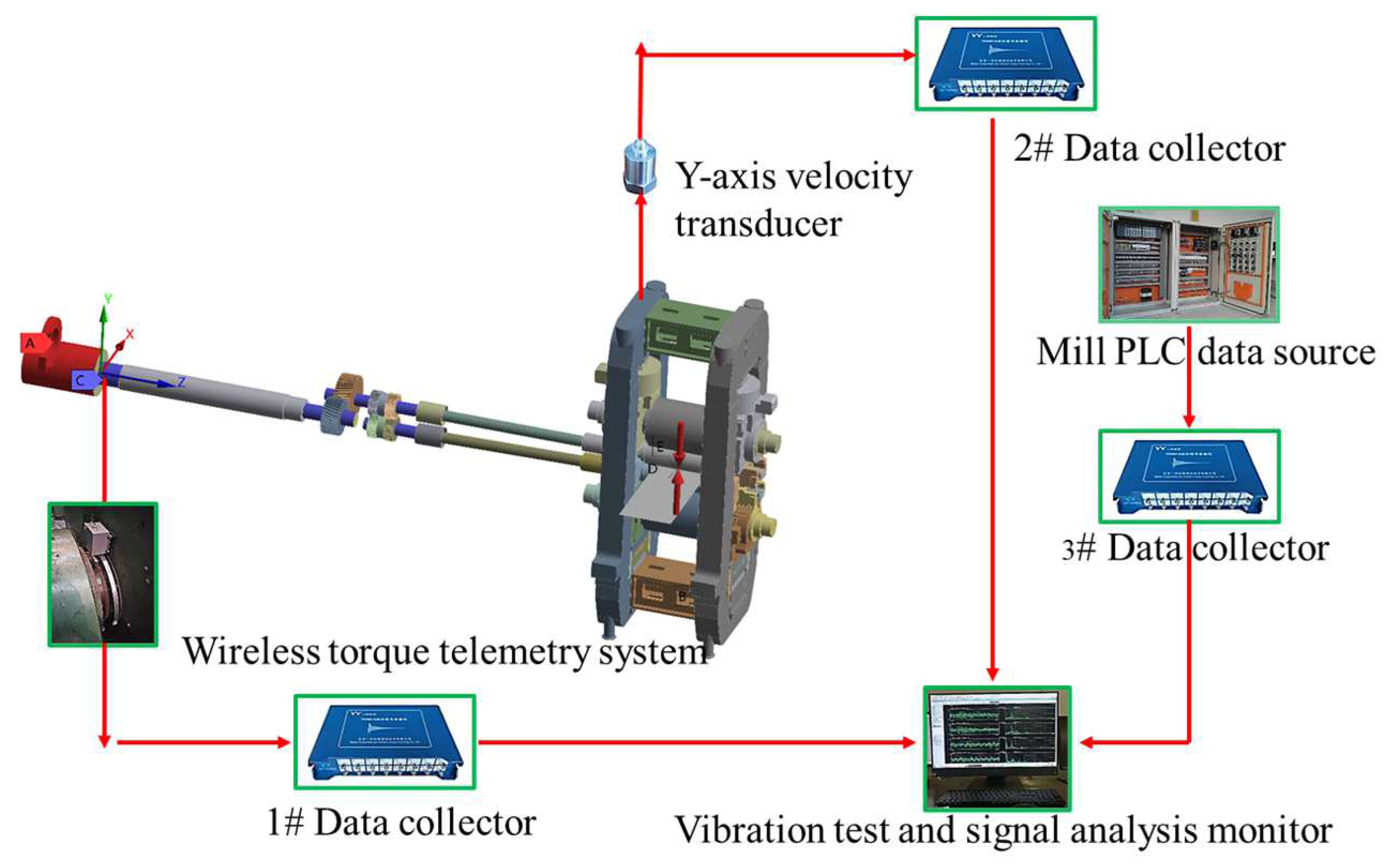
3.1. Finite Element Modeling of Coupled Structure of Mill
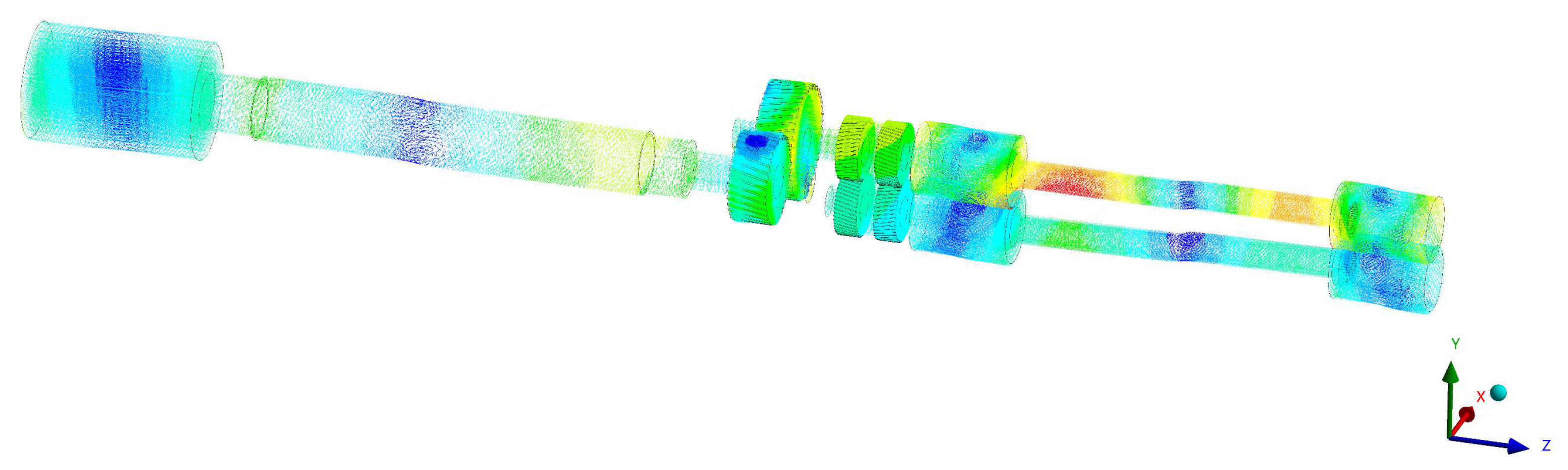
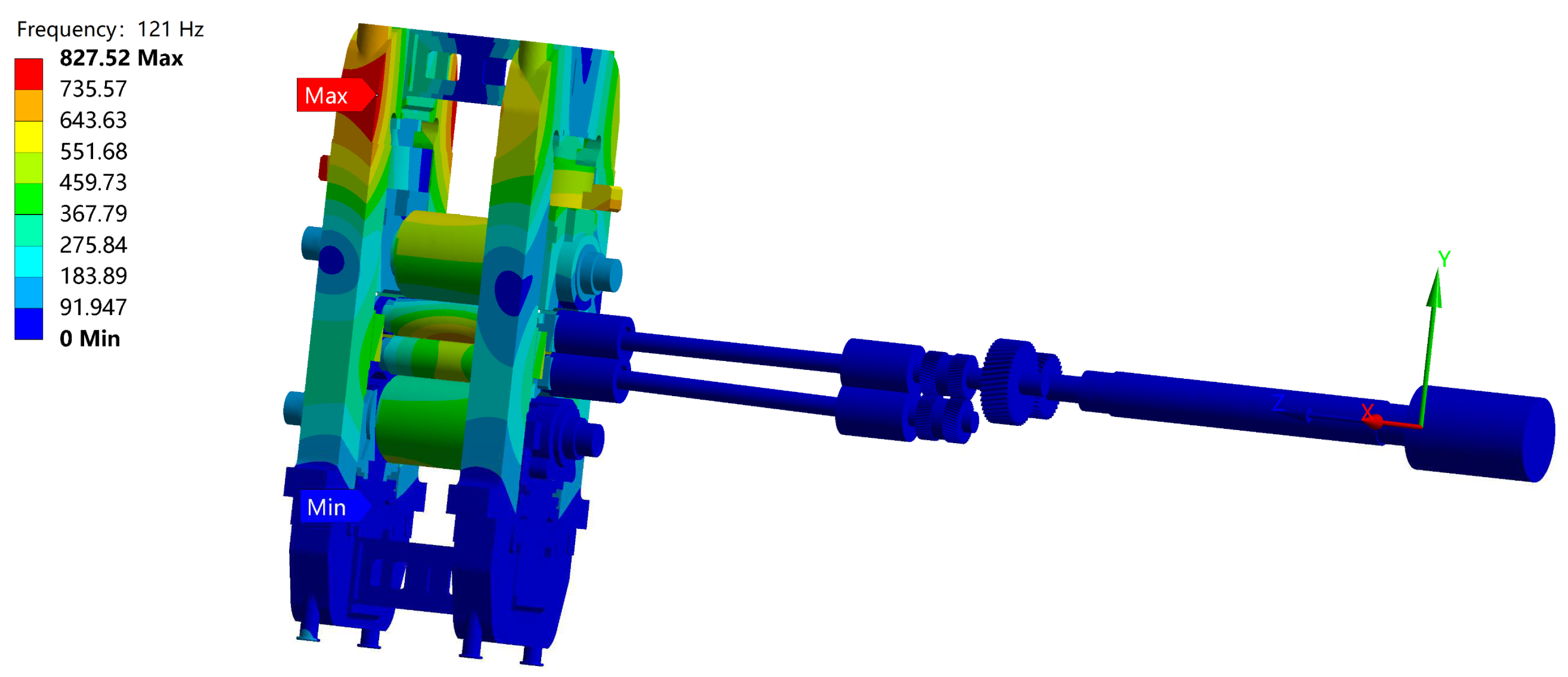
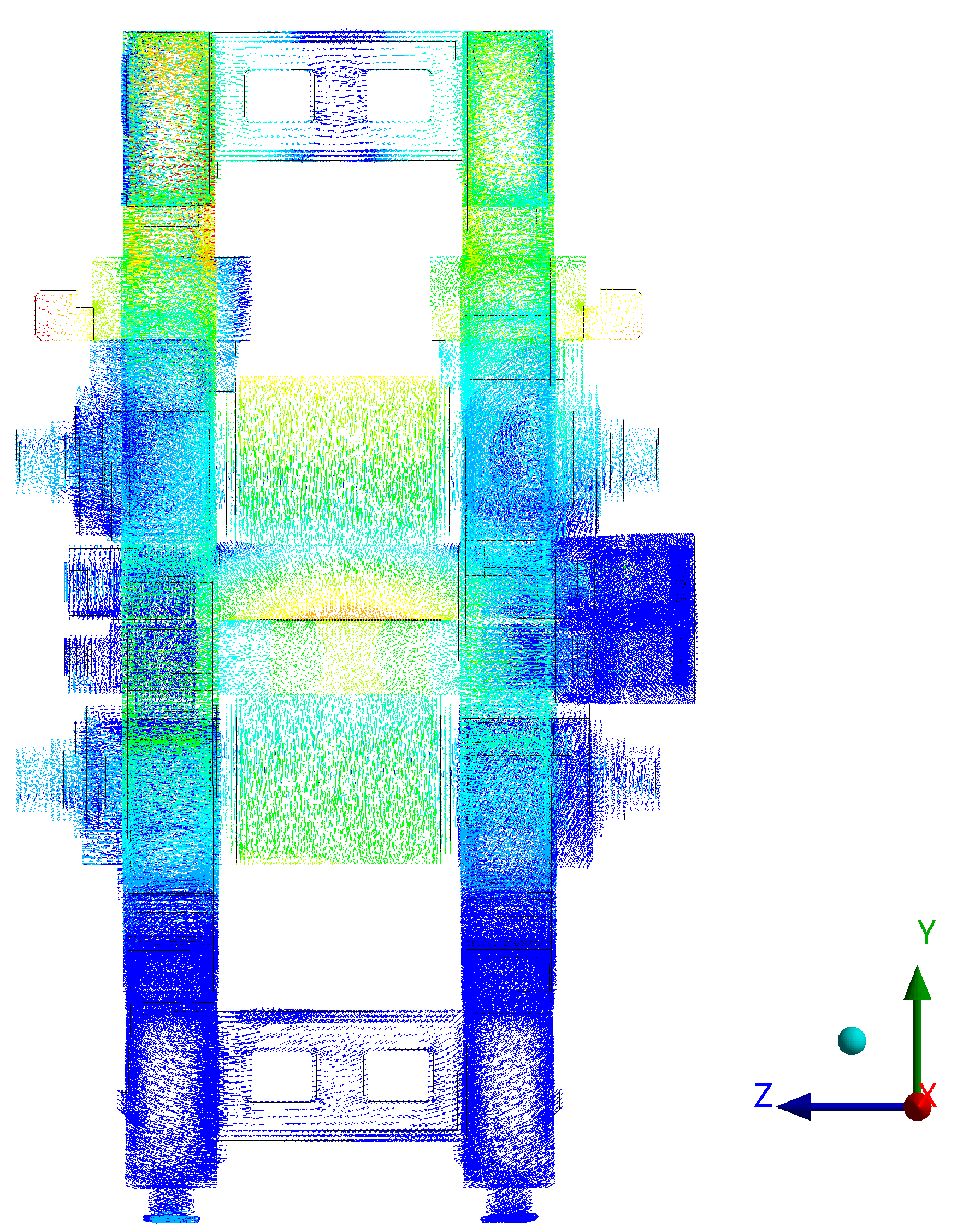
3.2. Calculated Results of Energy Flow Modal Analysis of Mill
4. Mill Vibration Energy Flow Calculation Results and Discussion
4.1. Harmonic Response Analysis of Mill Energy Flow
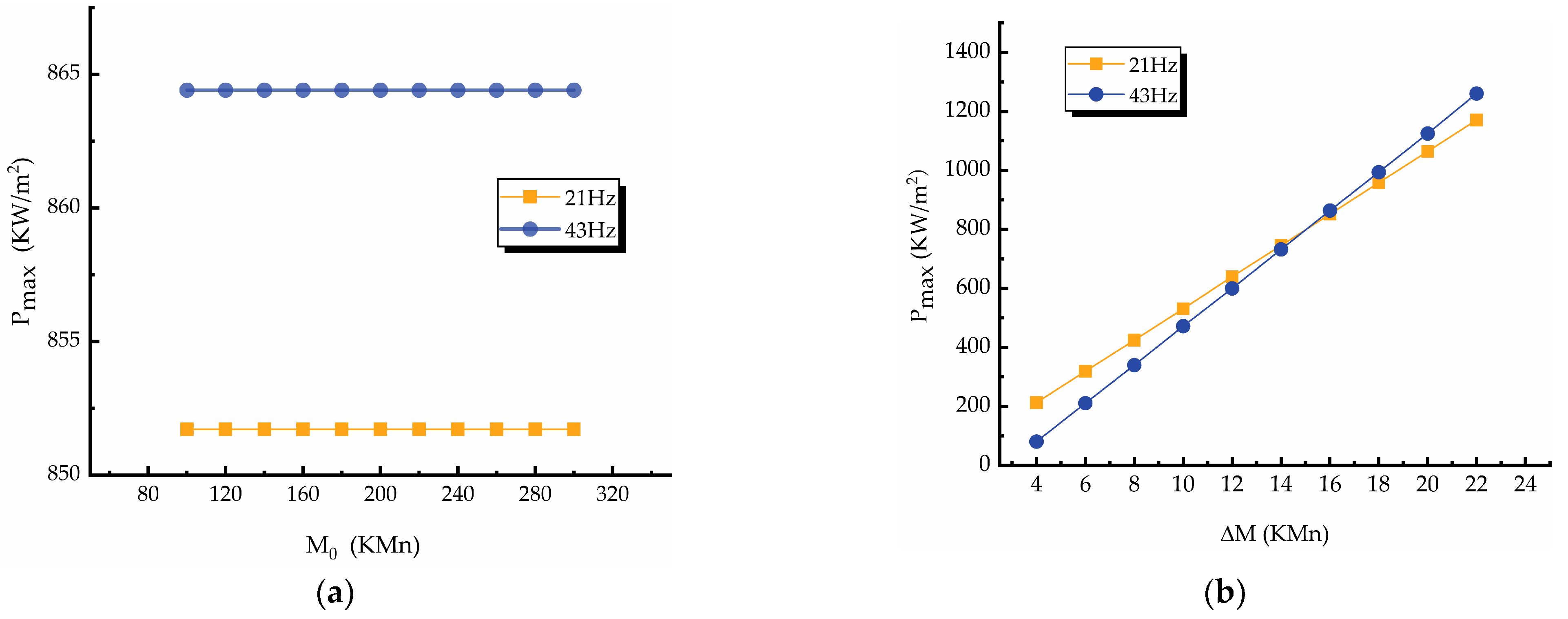
4.2. Effect of Moment Dynamic Load on Vibration Energy of Rolling Mill Stand
4.3. Effect of Intersection Difference of Double Disturbance Load on Vibration Energy
4.4. Effect of Damping Ratio on Vibration Energy
4.5. Effect of Strip Width on Vibration Energy
4.6. Effect of Strip Modulus on Vibration Energy
5. Conclusions
- (1)
- When rolling SMCC slabs with a strip thickness of 1.5 mm and bandwidth of 1280 mm, the sensitive resonance frequencies of the mill drape-torsion coupling system were 21 Hz, 43 Hz, 64 Hz, and 121 Hz. These correspond to the 6th-, 10th-, 16th-, and 24th-order mode of the energy flow, respectively;
- (2)
- The steady-state rolling force and preload torque changes have no effect on the amplitude of vibration energy flow. However, the rolling force fluctuation and torque fluctuation have a significant effect on the vibration energy flow. The vibration energy flow increases with an increase in the fluctuation. The phase angle difference between rolling torque shows a “V” trend on the vibration energy flow. The minimum vibration energy flow of the main drive system occurs at a phase angle difference of 180°, and the vertical system vibration energy flow occurs at a phase angle difference of 200°;
- (3)
- When the damping ratio of the mill is 0.001–0.01, the energy flow reduces significantly under excitations of 21 Hz and 64 Hz but reduces very little under excitations of 43 Hz and 121 Hz. When the damping ratio is 0.01–0.1, the reduction of the vibration energy flow under all excitation frequencies reaches 86%, and the vibration suppression effect is obvious;
- (4)
- The strip width variation has a large effect on the vibration energy flow of the vertical system but has little effect on the main drive system;
- (5)
- An increase in the strip modulus causes an increase in the vibration energy flow in the main drive system but reduces the vibration energy flow in the vertical system. Whether this trend is also consistent with the F1, F2, F4, and F5 frames will be further investigated in subsequent work.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, Z.; Li, P.; Jiang, J.; Liu, B. Research on vibration characteristics of mill rolls based on nonlinear stiffness of the hydraulic cylinder. J. Manuf. Process. 2021, 64, 1322–1328. [Google Scholar] [CrossRef]
- Zhang, G.; Bao, J.; Li, W.; Wang, Z.; Meng, X. Coupled Vibration Characteristics Analysis of Hot Rolling Mill with Structural Gap. Shock Vib. 2021, 2021, 1398–1408. [Google Scholar] [CrossRef]
- Hou, D.; Sun, Z.; Mu, J.; Shi, P. Vertical Vibration Characteristics of strip rolling mill under compound roll bearing failure. ISIJ Int. 2022, 62, 179–190. [Google Scholar] [CrossRef]
- Sun, Z.; Hou, D.; Xu, L.; Shi, P. Study on vertical vibration characteristics of the 2-DOF strip rolling mill model with a single weak defect on the work roll bearing outer raceway. Mech. Eng. Sci. 2019, 1, 659–665. [Google Scholar] [CrossRef] [Green Version]
- Amer, Y.A.; El-Sayed, A.T.; El-Bahrawy, F.T. Torsional vibration reduction for rolling mill’s main drive system via negative velocity feedback under parametric excitation. J. Mech. Sci. Technol. 2015, 29, 1581–1589. [Google Scholar] [CrossRef]
- Shi, P.M.; Li, J.Z.; Jiang, J.S.; Liu, B.; Han, D. Nonlinear dynamics of torsional vibration for rolling mill’s main drive System under parametric excitation. J. Iron Steel Res. Int. 2013, 20, 3091–3095. [Google Scholar] [CrossRef]
- Han, D.; Shi, P.; Xia, K. Nonlinear torsional vibration dynamics behaviors of rolling mill’s multi-DOF main drive system under parametric excitation. J. Appl. Math. 2014, 2014, 3091–3095. [Google Scholar] [CrossRef] [Green Version]
- Xu, H.; Shang, D.G.; Li, S.Y.; Gao, L.X. The vibration characteristic research of the transmission system of the rolling mill based on absolute node coordinates. Appl. Mech. Mater. 2014, 644, 763–768. [Google Scholar] [CrossRef]
- Fan, X.; Zang, Y.; Jin, K.; Wang, P. Rolling interface friction dynamics of hot strip continuous rolling and its effect on mill chatter. J. Vibroeng. 2017, 19, 61–74. [Google Scholar] [CrossRef] [Green Version]
- Peng, R.; Zhang, X.; Shi, P. Vibration characteristics of hot rolling mill rolls based on elastoplastic hysteretic deformation. Metals 2021, 11, 869. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, W.Z.; Zhang, H.; Li, H.; Liu, C.; Du, X. Vibration monitoring and analysis of strip rolling mill based on the digital twin model. Int. J. Adv. Manuf. Technol. 2022, 122, 3667–3681. [Google Scholar] [CrossRef]
- Papini, S.; Valigi, M.C. Analysis of chattering phenomenon in industrial S6-high rolling mill. Part II: Experimental study. Diagnostyka 2016, 17, 27–32. [Google Scholar]
- Liu, Z.; Jiang, J.; Li, P.; Pan, G.; Liu, B. Dynamic analysis and control of strip mill vibration under the coupling effect of roll and rolled piece. J. Vibroeng. 2017, 19, 6079–6093. [Google Scholar] [CrossRef] [Green Version]
- Ha-Nui, J.; Byeong, E.P.; Ji, Y.; Kim, D.K.; Yang, J.E.; Lee, I.B. Chatter detection and diagnosis in hot strip mill process with a frequency-based chatter index and modified independent component analysis. IEEE Trans. Ind. Inform. 2020, 16, 7812–7820. [Google Scholar]
- Zhang, L.Q.; Zang, Y.; Gao, Z. Effect of rolling process parameters on stability of rolling mill vibration with nonlinear friction. J. Vibroeng. 2016, 18, 1288–1306. [Google Scholar] [CrossRef]
- Zeng, L.; Zang, Y.; Gao, Z. Multiple-Modal-Coupling Modeling and Stability Analysis of Cold Rolling Mill Vibration. Shock Vib. 2016, 2016, 2824–2836. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.J.; Lai, J.C.S. Prediction of surface mobility of a finite plate with uniform force excitation by structural intensity. Appl. Acoust. 2000, 60, 371–383. [Google Scholar] [CrossRef]
- Xu, X.; Lee, H.; Lu, C.; Guo, J. Streamline representation for structural intensity fields. Appl. Acoust. 2005, 280, 449–454. [Google Scholar] [CrossRef]
- Ma, Y.; Zhao, Q.; Zhang, K.; Xu, M.; Zhao, W. Effects of mount positions on vibrational energy flow transmission characteristics in aero-engine casing structures. J. Low Freq. Noise Vib. Act. Control 2020, 39, 313–326. [Google Scholar] [CrossRef] [Green Version]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Specification |
|---|---|
| Backup roll diameter | 1450 mm |
| Motor power | 10,000 kW |
| Number of motor stages | 6 |
| Motor speed | 230–560 rpm |
| Work roll length | 4122 mm |
| Constant structural damping factor | 0.018 |
| Work roll diameter | 640 mm |
| Motor rotor moment of inertia | 6217 kg·m2 |
| Reduction ratio | 1:1.3 |
| Reducer moment of inertia | 1370 kg·m2 |
| Number of teeth in reducer | 36/47 |
| Gear seat number of teeth | 47 |
| Gear seat moment of inertia | 2350 kg·m2 |
| Poisson’s ratio | 0.3 |
| Young’s modulus | 2.1 × 1011 GPa |
| Density | 7800 kg·m−3 |
| Plate rolls | SMCC |
| Strip width | 1280 mm |
| Rolling thickness | 1.5 mm |
| Parameter | Specification |
|---|---|
| Shaft diameter | 100–1000 mm |
| Spinning speed | <9000 rpm |
| Sampling frequency | 2048 Hz/CH |
| Input range | ±2.5 V |
| Strain accuracy | 0.3% |
| Power consumption | 5 V 100 mA |
| AD accuracy | 24-bit delta-sigma chip |
| Number of channels | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, L.; Wang, S.; Jia, X.; Wang, X.; Yan, X. Vibration Energy Coupling Behavior of Rolling Mills under Double Disturbance Conditions. Electronics 2023, 12, 1061. https://doi.org/10.3390/electronics12041061
Wang L, Wang S, Jia X, Wang X, Yan X. Vibration Energy Coupling Behavior of Rolling Mills under Double Disturbance Conditions. Electronics. 2023; 12(4):1061. https://doi.org/10.3390/electronics12041061
Chicago/Turabian StyleWang, Lidong, Shen Wang, Xingdou Jia, Xiaoling Wang, and Xiaoqiang Yan. 2023. "Vibration Energy Coupling Behavior of Rolling Mills under Double Disturbance Conditions" Electronics 12, no. 4: 1061. https://doi.org/10.3390/electronics12041061