
Three-Dimensional Measurement of Full Profile of Steel Rail Cross-Section Based on Line-Structured Light

Abstract
:1. Introduction
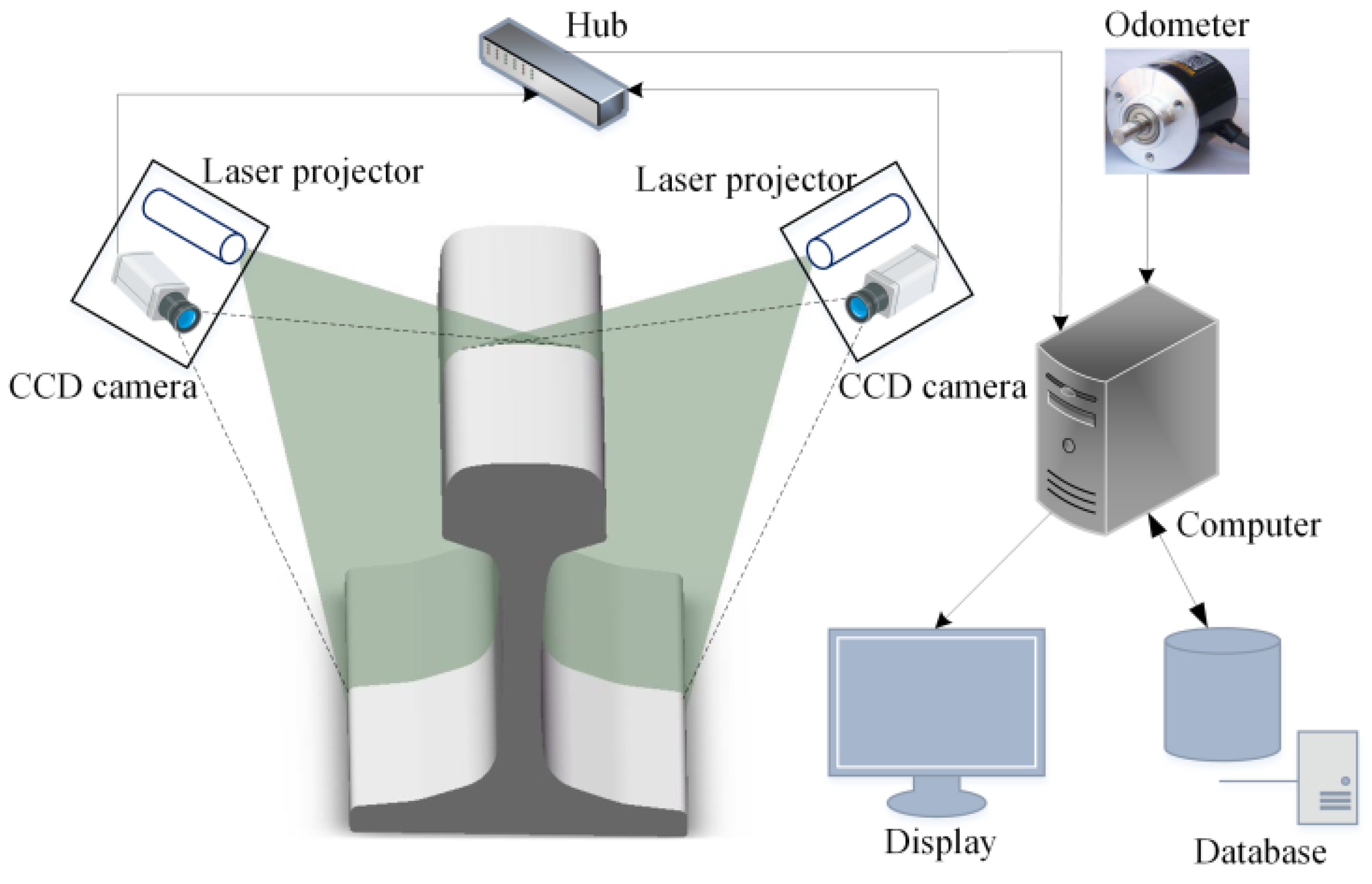
2. Rail Cross-Section Full-Profile Measurement System Based on Binocular Line-Structured Light
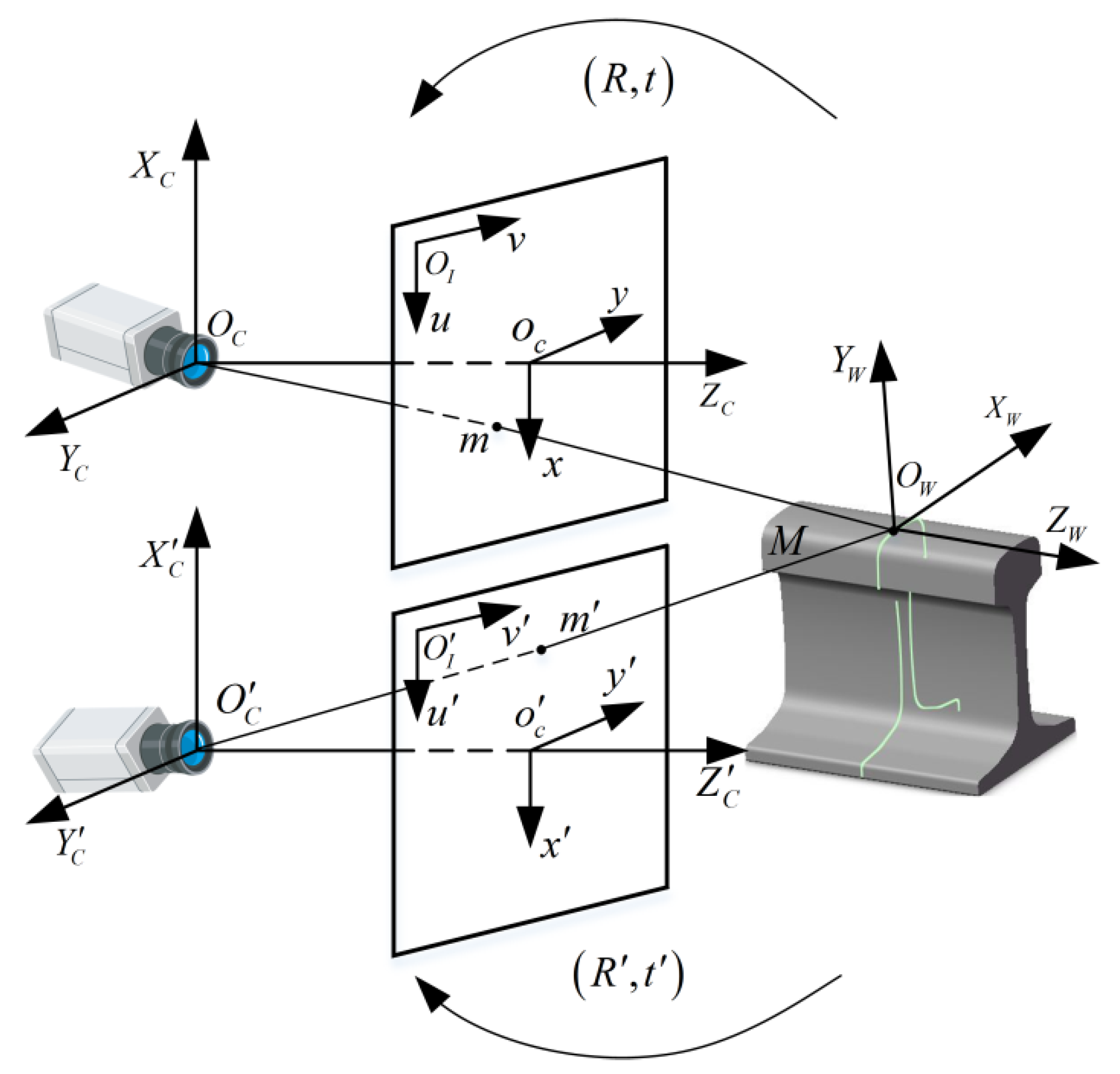
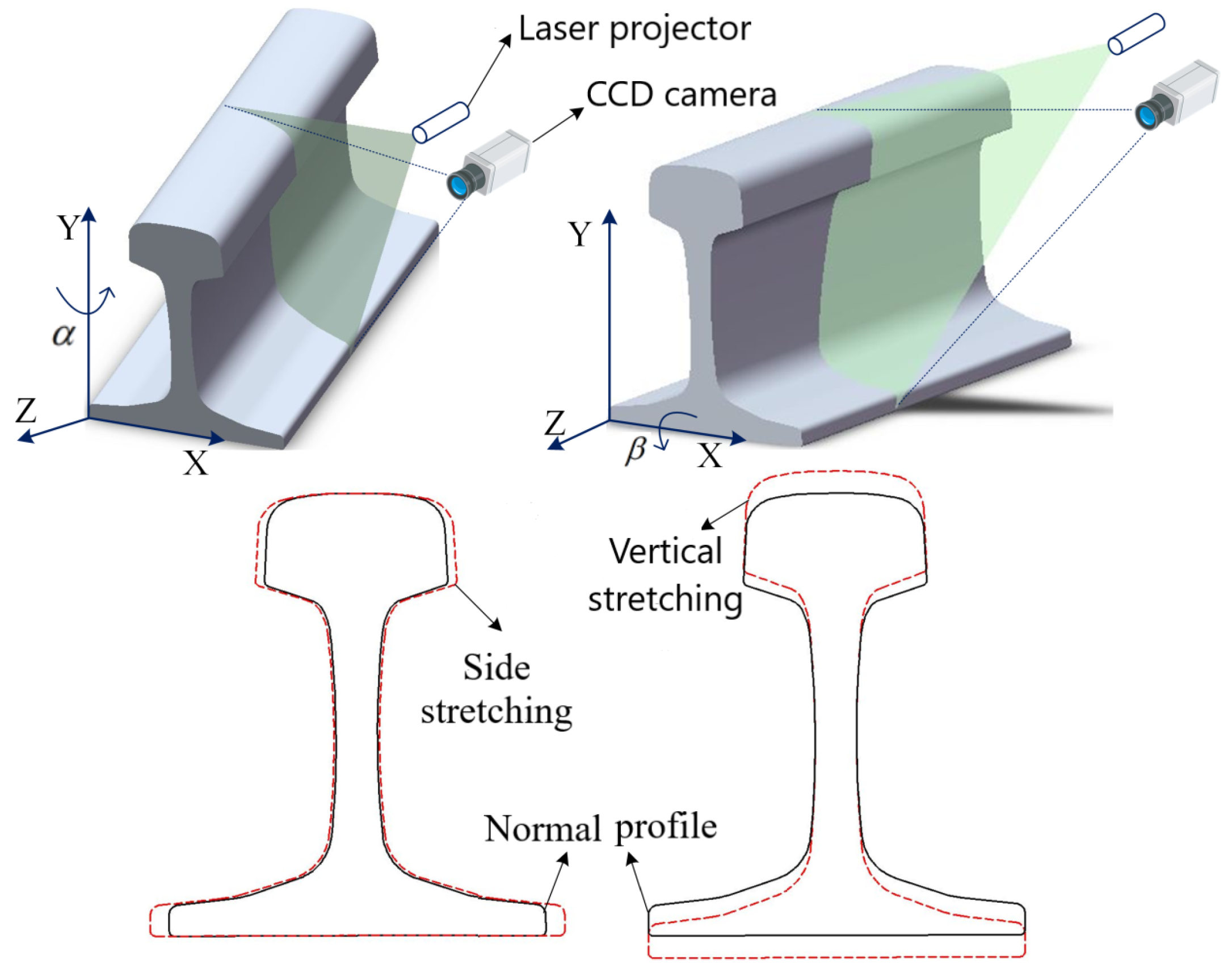
2.1. Binocular Measurement System and Model
2.2. Determination of the Measurement Plane for Line-Structured Light
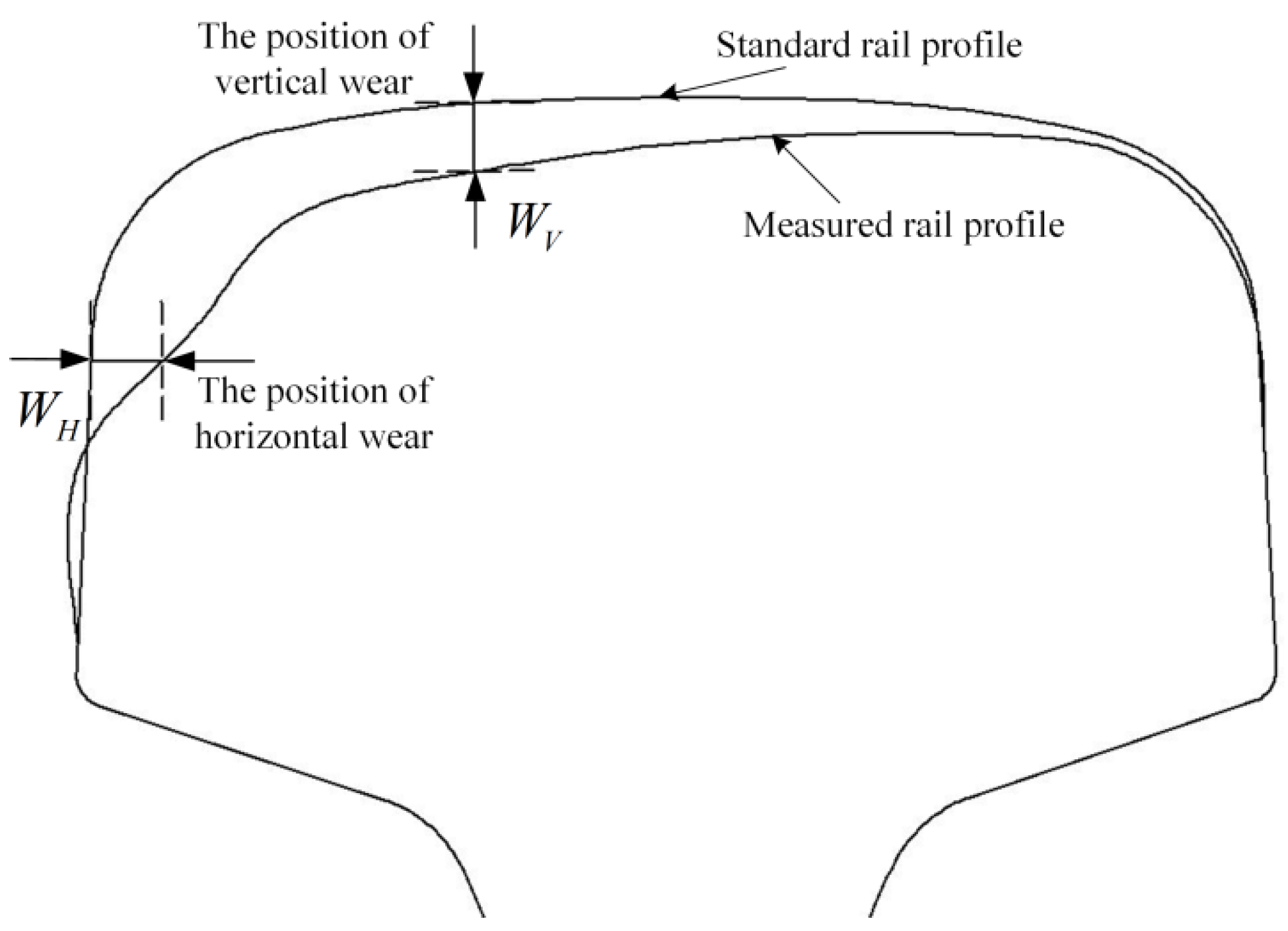
3. Full-Profile Wear Measurement of Rail Section Based on Binocular Line-Structured Light
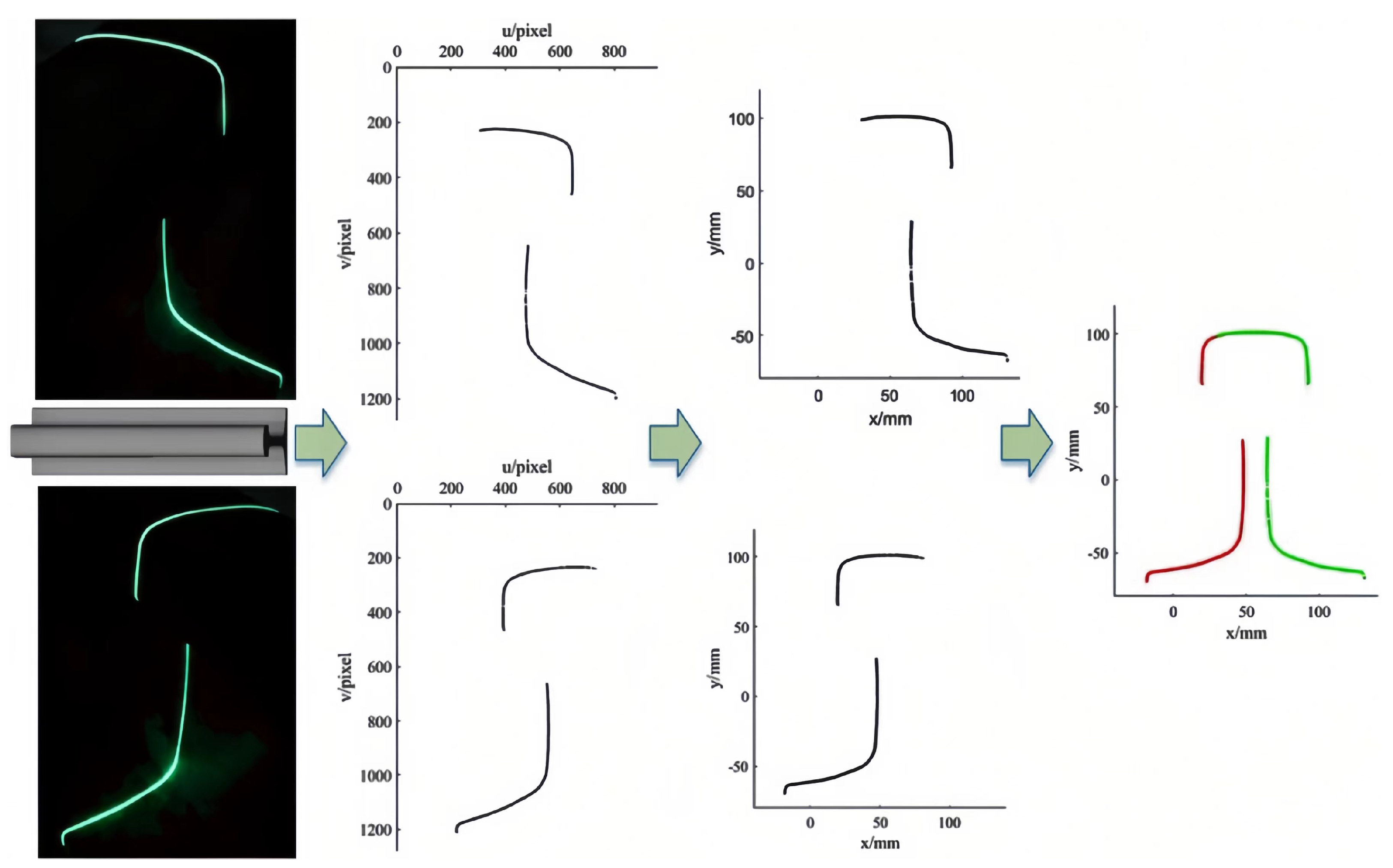
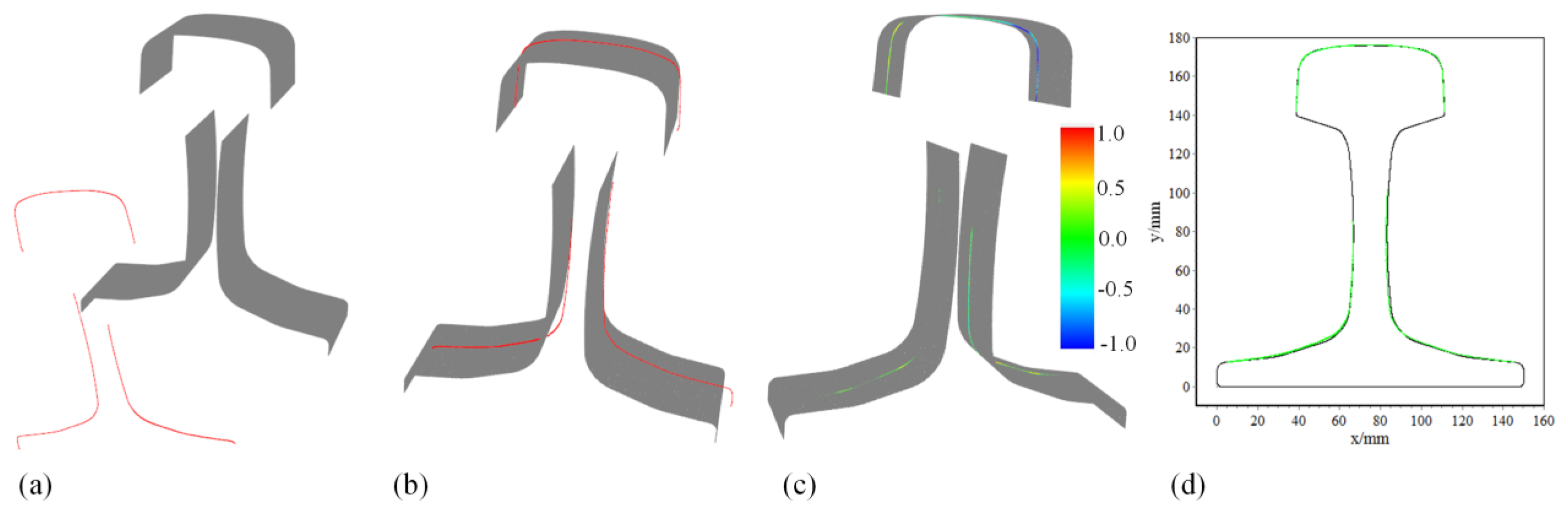
3.1. Extraction of Full Profile of Steel Rail Section
3.2. Measurement of Railhead Contour Based on Two-Step Method
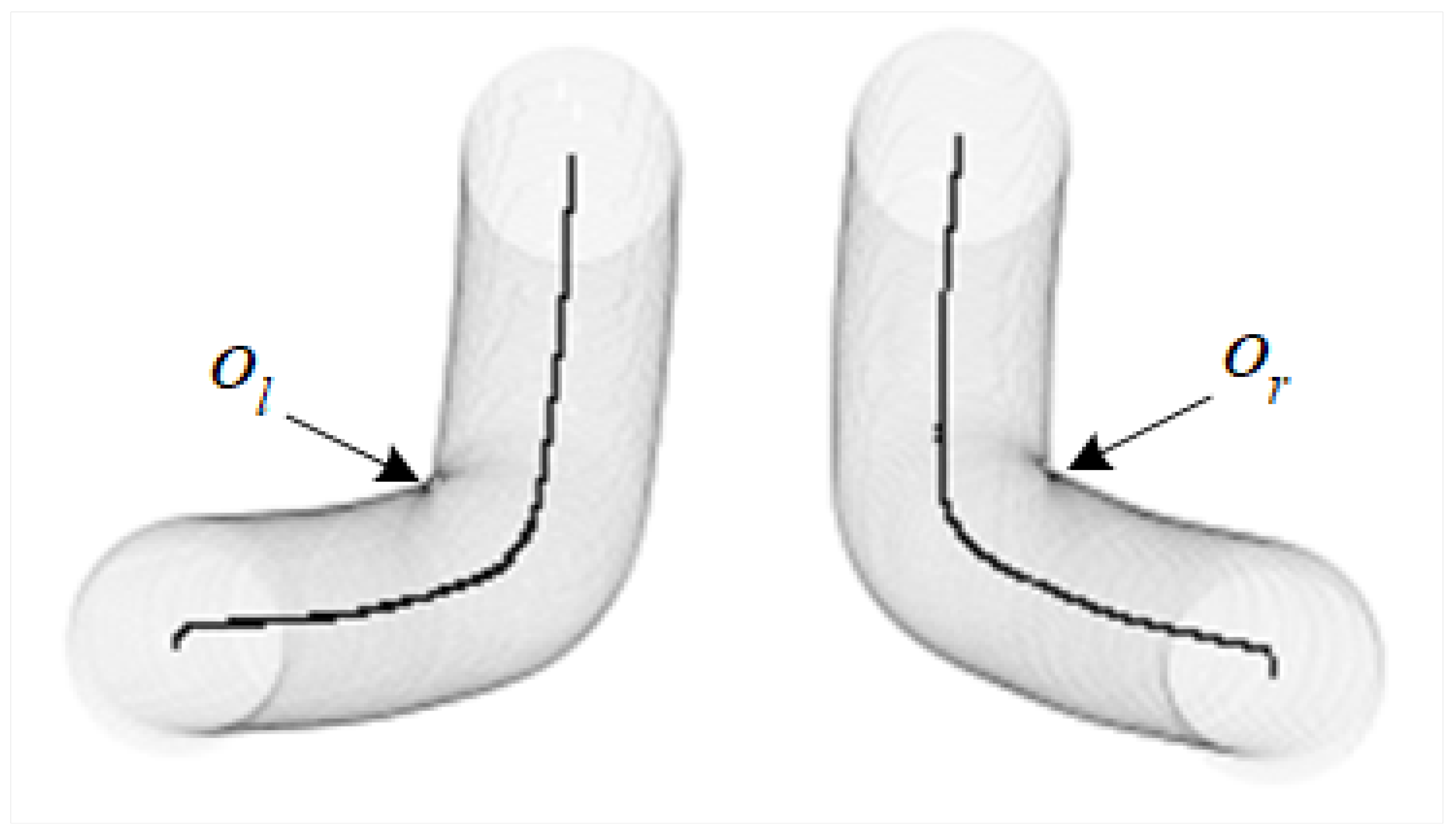
3.2.1. Step 1: Initial Alignment of Rail Waist Contour Based on Rail Waist Feature Vectors
3.2.2. Step 2: Accurate Measurement of Railhead Profile Based on ICP Algorithm and Model Registration
4. Experiment and Analysis
4.1. Test Experiment Platform
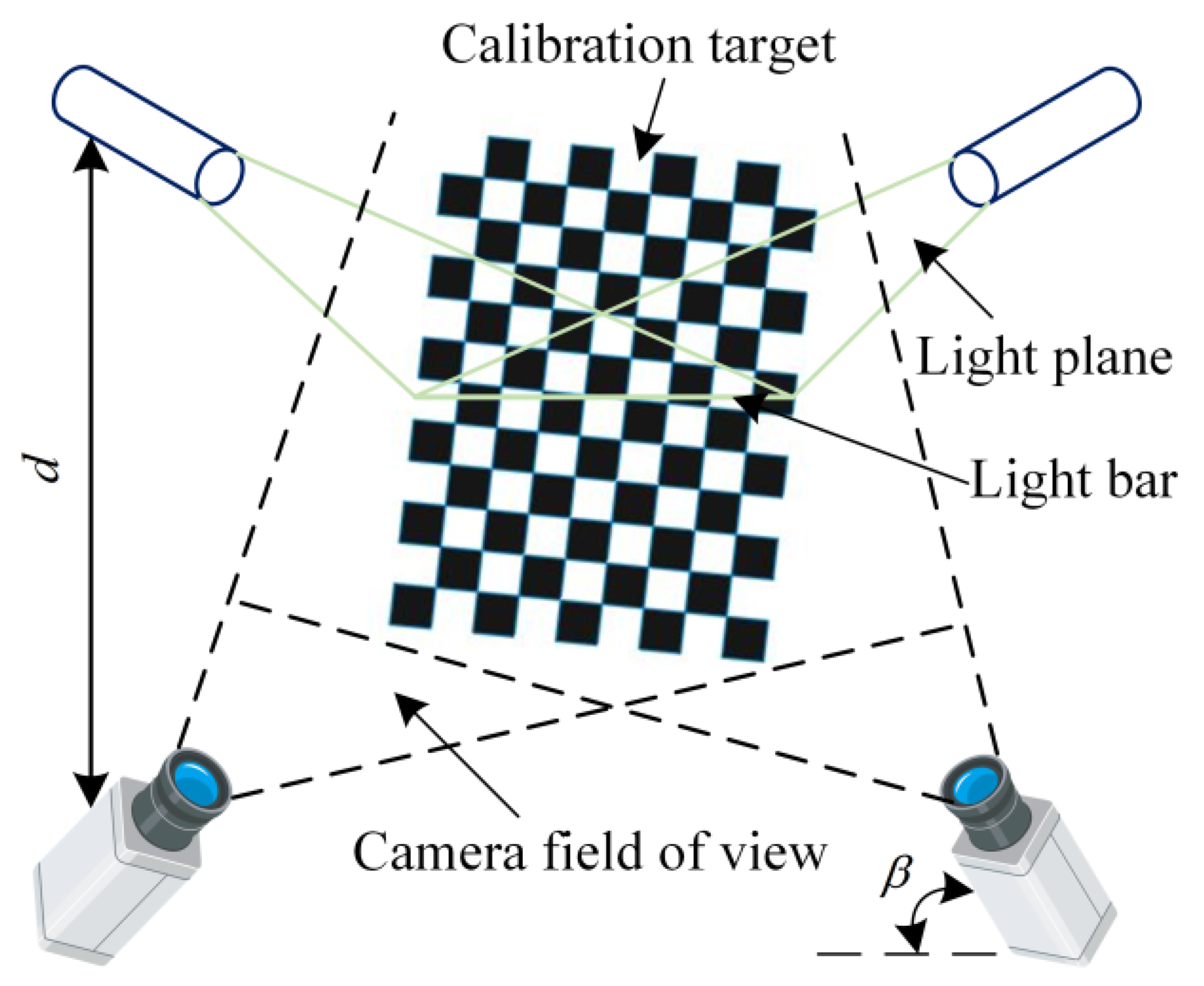
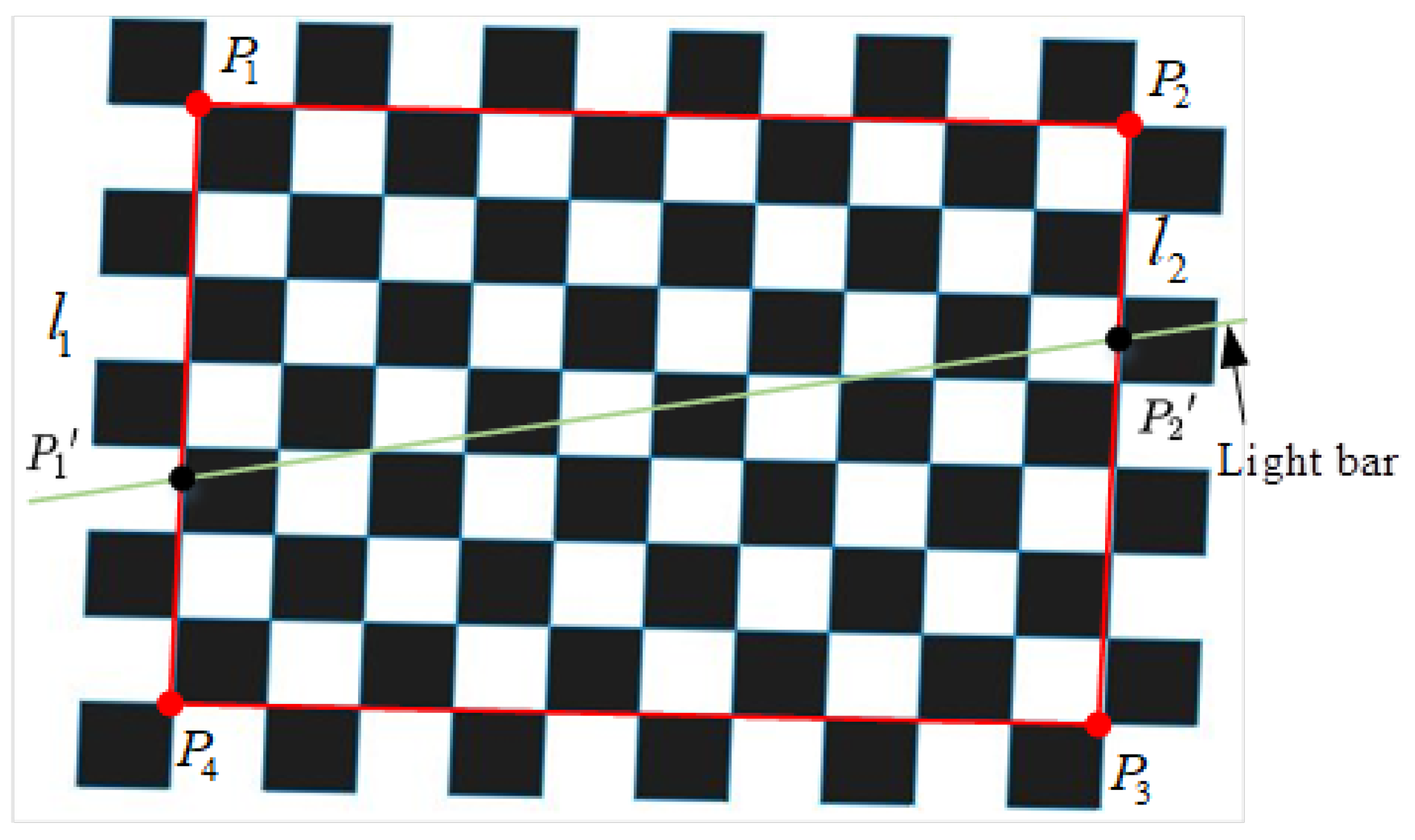
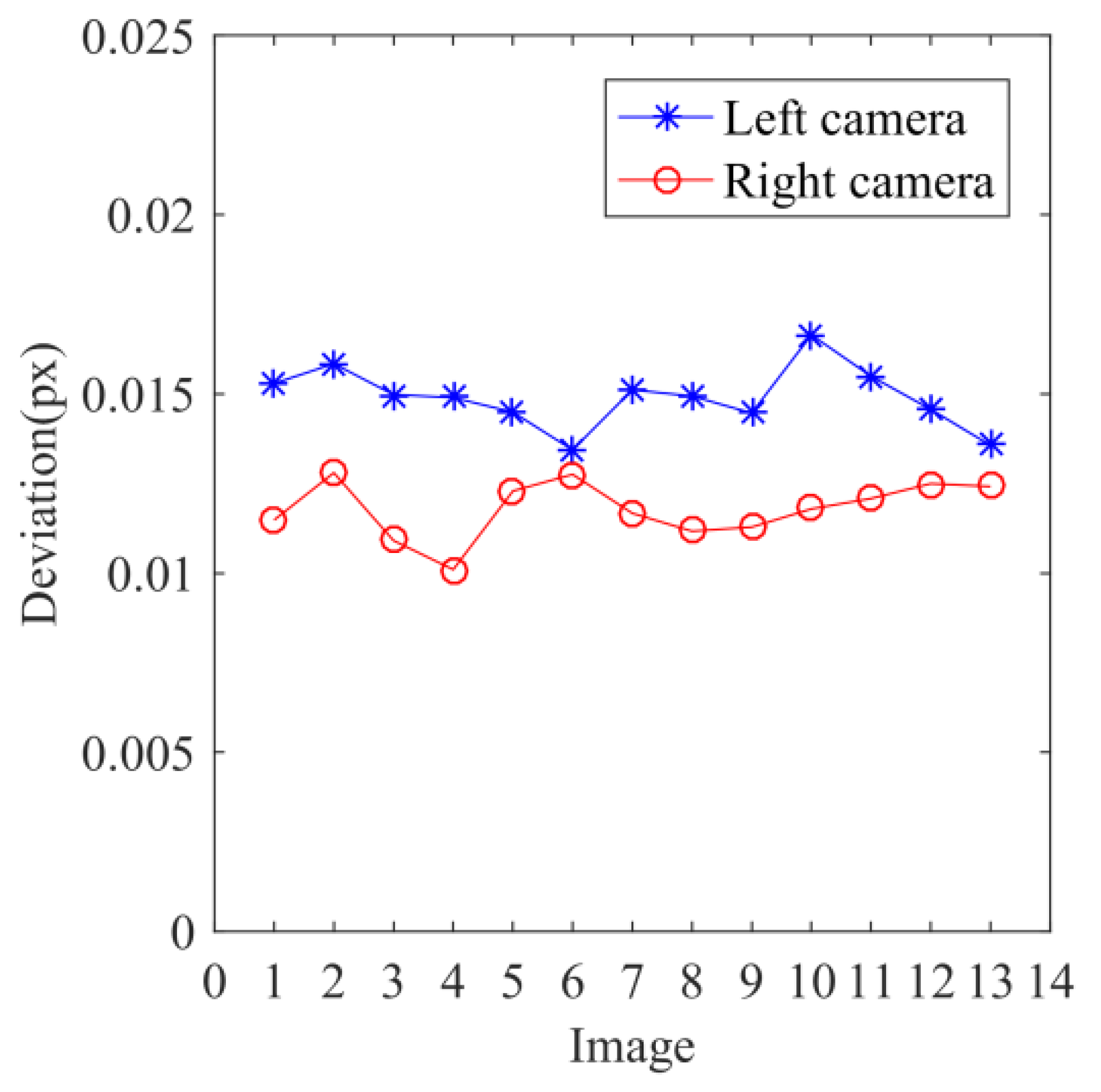
4.2. Calibration of Measurement System and Accuracy Analysis
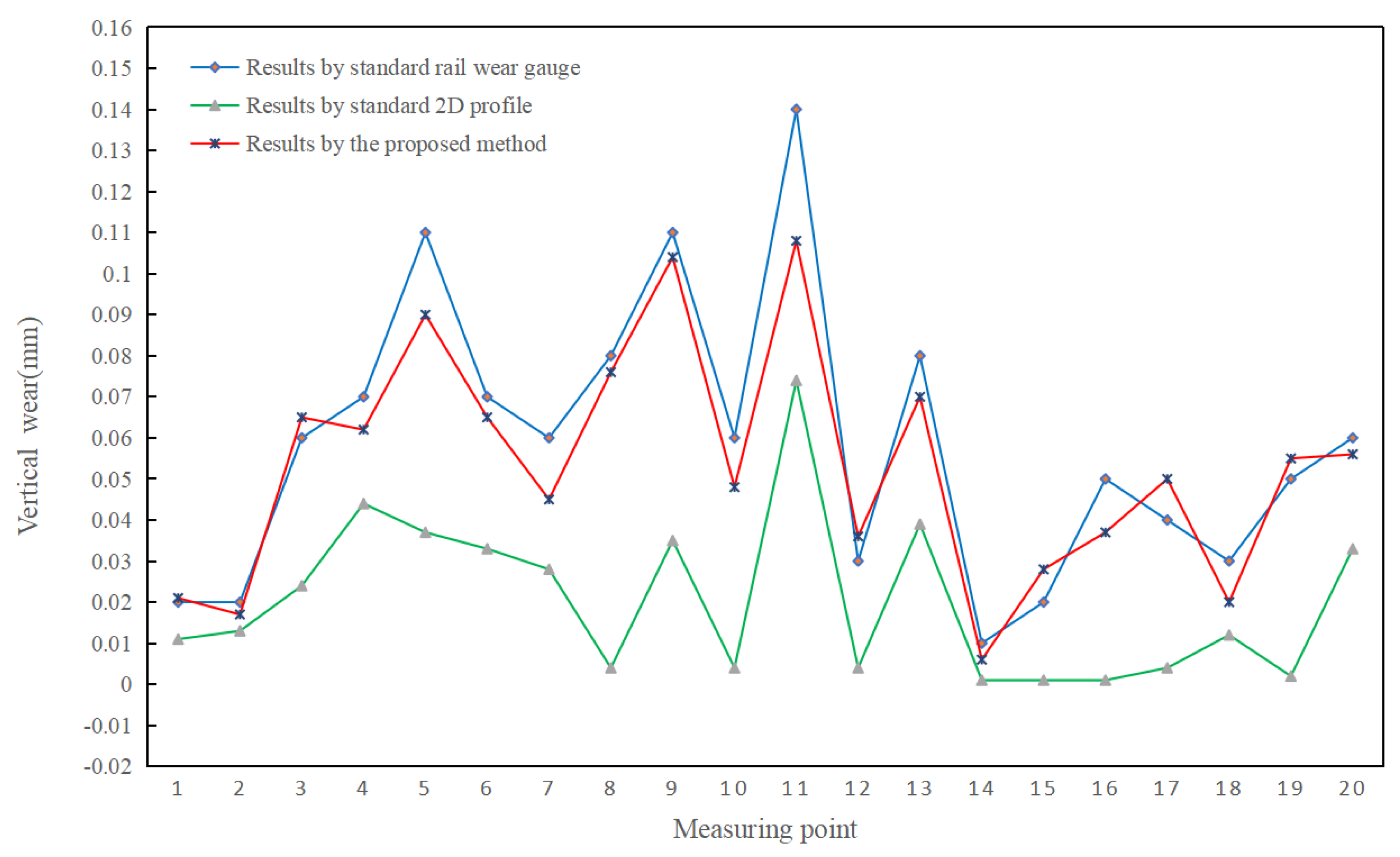
4.3. Analysis of Rail Wear Measurement Accuracy
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, C.; Zeng, J. Combination-Chord Measurement of Rail Corrugation Using Triple-Line Structured-Light Vision: Rectification and Optimization. IEEE Trans. Intell. Transp. Syst. 2021, 22, 7256–7265. [Google Scholar] [CrossRef]
- Minbashi, N.; Bagheri, M.; Golroo, A.; Arasteh Khouy, I.; Ahmadi, A. Turnout degradation modelling using new inspection technologies: A literature review. In Current Trends in Reliability, Availability, Maintainability and Safety: An Industry Perspective; Springer: Cham, Switzerland, 2016; pp. 49–63. [Google Scholar]
- Steinbuch, M.; Henselmans, R. Non-contact Measurement Machine for Freeform Optics. Macromolecules 2009, 35, 607–624. [Google Scholar]
- Modjarrad, A. Non-contact measurement using a laser scanning probe. In-Process Optical Measurements. SPIE 1989, 1012, 229–239. [Google Scholar]
- Giri, P.; Kharkovsky, S. Detection of Surface Crack in Concrete Using Measurement Technique with Laser Displacement Sensor. IEEE Trans. Instrum. Meas. 2016, 65, 1951–1953. [Google Scholar] [CrossRef]
- Alippi, C.; Casagrande, E.; Scotti, F.; Piuri, V. Composite real-time image processing for railways track profile measurement. IEEE Trans. Instrum. Meas. 2000, 49, 559–564. [Google Scholar] [CrossRef] [Green Version]
- Ran, Y.; He, Q.; Feng, Q.; Cui, J. High-Accuracy On-Site Measurement of Wheel Tread Geometric Parameters by Line-Structured Light Vision Sensor. IEEE Access 2021, 9, 52590–52600. [Google Scholar] [CrossRef]
- Chugui, Y.; Verkhoglyad, A.; Poleshchuk, A.; Korolkov, V.; Sysoev, E.; Zavyalov, P. 3D Optical Measuring Systems and Laser Technologies for Scientific and Industrial Applications. Meas. Sci. Rev. 2013, 13, 322–328. [Google Scholar] [CrossRef] [Green Version]
- Guerrieri, M.; Parla, G.; Celauro, C. Digital image analysis technique for measuring steel rail defects and ballast gradation. Meas. J. Int. Meas. Confed. 2018, 113, 137–147. [Google Scholar] [CrossRef]
- Liu, Z.; Sun, J.; Wang, H.; Zhang, G. Simple and fast rail wear measurement method based on structured light. Opt. Lasers Eng. 2011, 49, 1343–1351. [Google Scholar] [CrossRef]
- Wang, C.; Liu, H.; Ma, Z.; Zeng, J. Dynamic inspection of rail wear via a three-step method: Auxiliary plane establishment, self-calibration, and projecting. IEEE Access 2018, 6, 36143–36154. [Google Scholar] [CrossRef]
- Wang, C.; Li, Y.; Ma, Z.; Zeng, J.; Jin, T.; Liu, H. Distortion Rectifying for Dynamically Measuring Rail Profile Based on Self-Calibration of Multiline Structured Light. IEEE Trans. Instrum. Meas. 2018, 67, 678–689. [Google Scholar] [CrossRef]
- Sun, J.; Liu, Z.; Zhao, Y.; Liu, Q.; Zhang, G. Motion deviation rectifying method of dynamically measuring rail wear based on multi-line structured-light vision. Opt. Laser Technol. 2013, 50, 25–32. [Google Scholar] [CrossRef]
- Wang, C.; Ma, Z.; Li, Y.; Zeng, J.; Jin, T.; Liu, H. Deviation rectification for dynamic measurement of rail wear based on coordinate sets projection. Meas. Sci. Technol. 2017, 28, 105203. [Google Scholar] [CrossRef]
- Zhan, D.; Yu, L.; Xiao, J.; Lu, M. Study on dynamic matching algorithm in inspection of full cross-section of rail profile. Tiedao Xuebao J. China Railw. Soc. 2015, 37, 71–77. [Google Scholar]
- Zhan, D.; Yu, L.; Xiao, J.; Chen, T. Study on High-accuracy Vision Measurement Approach for Dynamic Inspection of Full Cross-sectional Rail Profile. J. China Railw. Soc. 2015, 37, 96–106. [Google Scholar]
- Yang, Y.; Liu, L.; Yi, B.; Chen, F. An accurate and fast method to inspect rail wear based on revised global registration. IEEE Access 2018, 6, 57267–57278. [Google Scholar] [CrossRef]
- Zhang, Z.Y. A flexible new technique for camera calibration. IEEE Trans. Pattern Anal. Mach. Intell. 2000, 22, 1330–1334. [Google Scholar] [CrossRef] [Green Version]
- Lucchese, L.; Mitra, S.K. Using saddle points for subpixel feature detection in camera calibration targets. In Proceedings of the Asia-Pacific Conference on Circuits and Systems, Denpasar, Indonesia, 28–31 October 2002; pp. 191–195. [Google Scholar]
- Zhang, G.J.; He, J.J.; Yang, X.M. Calibrating camera radial distortion with cross-ratio invariability. Opt. Laser Technol. 2003, 35, 457–461. [Google Scholar] [CrossRef]
- Xu, G. Image Based Modelling and Rendering, 1st ed.; Wuhan University Press: Wuhan, China, 2006. [Google Scholar]
- Steger, C. An unbiased detector of curvilinear structures. IEEE Trans. Pattern Anal. Mach. Intell. 1998, 20, 113–125. [Google Scholar] [CrossRef] [Green Version]
- Zhai, H.; Ma, Z. Detection algorithm of rail surface defects based on multifeature saliency fusion method. Sens. Rev. 2022, 42, 402–411. [Google Scholar] [CrossRef]
- Yang, S.; Liu, C. Discrete modeling and calculation of traction return-current network for 400 km/h high-speed railway. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2023, 237, 445–457. [Google Scholar] [CrossRef]
- Turk, G. Generating Random Points in Triangles; Elsevier Inc.: Amsterdam, The Netherlands, 1990; pp. 24–28. [Google Scholar]
- Jiang, Y.; Niu, G. Rail Local Damage Detection based on Recursive Frequency-domain Envelope Tracking Filter and Rail Impact Index. In Proceedings of the 2022 Global Reliability and Prognostics and Health Management (PHM-Yantai), Yantai, China, 13–16 October 2022; pp. 1–7. [Google Scholar]
- Zang, L.; Wang, H.; Han, Q.; Fang, Y.; Wang, S.; Wang, N.; Li, G.; Ren, S. A Laser Plane Attitude Evaluation Method for Rail Profile Measurement Sensors. Sensors 2023, 23, 4586. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Solution Results |
|---|---|
| Internal External | |
| External Parameters | |
| Coordinate System of the Left Camera | Coordinate System of the Right Camera | |
|---|---|---|
| Sum of squared errors (SSE) | 2.358 | 1.761 |
| Coefficient of determination | 0.9999 | 0.9999 |
| (R-square) | ||
| Standard deviation (RMSE) | 0.3202 | 0.2767 |
| Results by Standard Rail Wear Gauge | Results by Standard 2D Profile | Results by the Proposed Method | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| No | Vertical Wear | Side Wear | Vertical Wear | Deviation | Side Wear | Deviation | Vertical Wear | Deviation | Side Wear | Deviation |
| 1 | 0.020 | −0.390 | 0.011 | −0.009 | −0.601 | −0.211 | 0.021 | 0.001 | −0.455 | −0.065 |
| 2 | 0.020 | −0.410 | 0.013 | −0.007 | −0.511 | −0.101 | 0.017 | −0.003 | −0.402 | 0.008 |
| 3 | 0.060 | −0.350 | 0.024 | −0.036 | −0.461 | −0.111 | 0.065 | 0.005 | −0.353 | −0.003 |
| 4 | 0.070 | −0.320 | 0.044 | −0.026 | −0.428 | −0.108 | 0.062 | −0.008 | −0.305 | 0.015 |
| 5 | 0.110 | −0.340 | 0.037 | −0.073 | −0.408 | −0.068 | 0.090 | −0.020 | −0.350 | −0.010 |
| 6 | 0.070 | −0.300 | 0.033 | −0.037 | −0.428 | −0.128 | 0.065 | −0.005 | −0.301 | −0.001 |
| 7 | 0.060 | −0.310 | 0.028 | −0.032 | −0.399 | −0.089 | 0.045 | −0.015 | −0.286 | 0.024 |
| 8 | 0.080 | −0.230 | 0.004 | −0.076 | −0.261 | −0.031 | 0.076 | −0.004 | −0.173 | 0.057 |
| 9 | 0.110 | −0.350 | 0.035 | −0.075 | −0.441 | −0.091 | 0.104 | −0.006 | −0.340 | 0.010 |
| 10 | 0.060 | −0.390 | 0.004 | −0.056 | −0.490 | −0.100 | 0.048 | −0.012 | −0.305 | 0.085 |
| 11 | 0.140 | −0.220 | 0.074 | −0.066 | −0.292 | −0.072 | 0.108 | −0.032 | −0.244 | −0.024 |
| 12 | 0.030 | −0.260 | 0.004 | −0.026 | −0.365 | −0.105 | 0.036 | 0.006 | −0.264 | −0.004 |
| 13 | 0.080 | −0.240 | 0.039 | −0.041 | −0.296 | −0.056 | 0.070 | −0.010 | −0.190 | 0.050 |
| 14 | 0.010 | −0.430 | 0.001 | −0.009 | −0.474 | −0.044 | 0.006 | −0.004 | −0.383 | 0.047 |
| 15 | 0.020 | −0.440 | 0.001 | −0.019 | −0.469 | −0.029 | 0.028 | 0.008 | −0.374 | 0.066 |
| 16 | 0.050 | −0.380 | 0.001 | −0.049 | −0.375 | 0.005 | 0.037 | −0.013 | −0.292 | 0.088 |
| 17 | 0.040 | −0.210 | 0.004 | −0.036 | −0.248 | −0.038 | 0.050 | 0.010 | −0.177 | 0.033 |
| 18 | 0.030 | −0.050 | 0.012 | −0.018 | −0.128 | −0.078 | 0.020 | −0.010 | −0.002 | 0.048 |
| 19 | 0.050 | −0.180 | 0.002 | −0.048 | −0.316 | −0.136 | 0.055 | 0.005 | −0.267 | −0.087 |
| 20 | 0.060 | −0.310 | 0.033 | −0.027 | −0.428 | −0.118 | 0.056 | −0.004 | −0.361 | −0.051 |
| MAD (mm) | 0.038 | 0.086 | 0.009 | 0.039 | ||||||
| RMSE (mm) | 0.046 | 0.097 | 0.011 | 0.048 | ||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Zhang, J.; Ma, Z.; Zhang, H.; Zhang, S. Three-Dimensional Measurement of Full Profile of Steel Rail Cross-Section Based on Line-Structured Light. Electronics 2023, 12, 3194. https://doi.org/10.3390/electronics12143194
Liu J, Zhang J, Ma Z, Zhang H, Zhang S. Three-Dimensional Measurement of Full Profile of Steel Rail Cross-Section Based on Line-Structured Light. Electronics. 2023; 12(14):3194. https://doi.org/10.3390/electronics12143194
Chicago/Turabian StyleLiu, Jiajia, Jiapeng Zhang, Zhongli Ma, Hangtian Zhang, and Shun Zhang. 2023. "Three-Dimensional Measurement of Full Profile of Steel Rail Cross-Section Based on Line-Structured Light" Electronics 12, no. 14: 3194. https://doi.org/10.3390/electronics12143194