
Experimental Study, Simulation and Analysis of the Fracture Failure of the Drum Shaft of a Casting Bridge Crane


Abstract
:1. Introduction
2. Investigation of the Reasons for Fractures
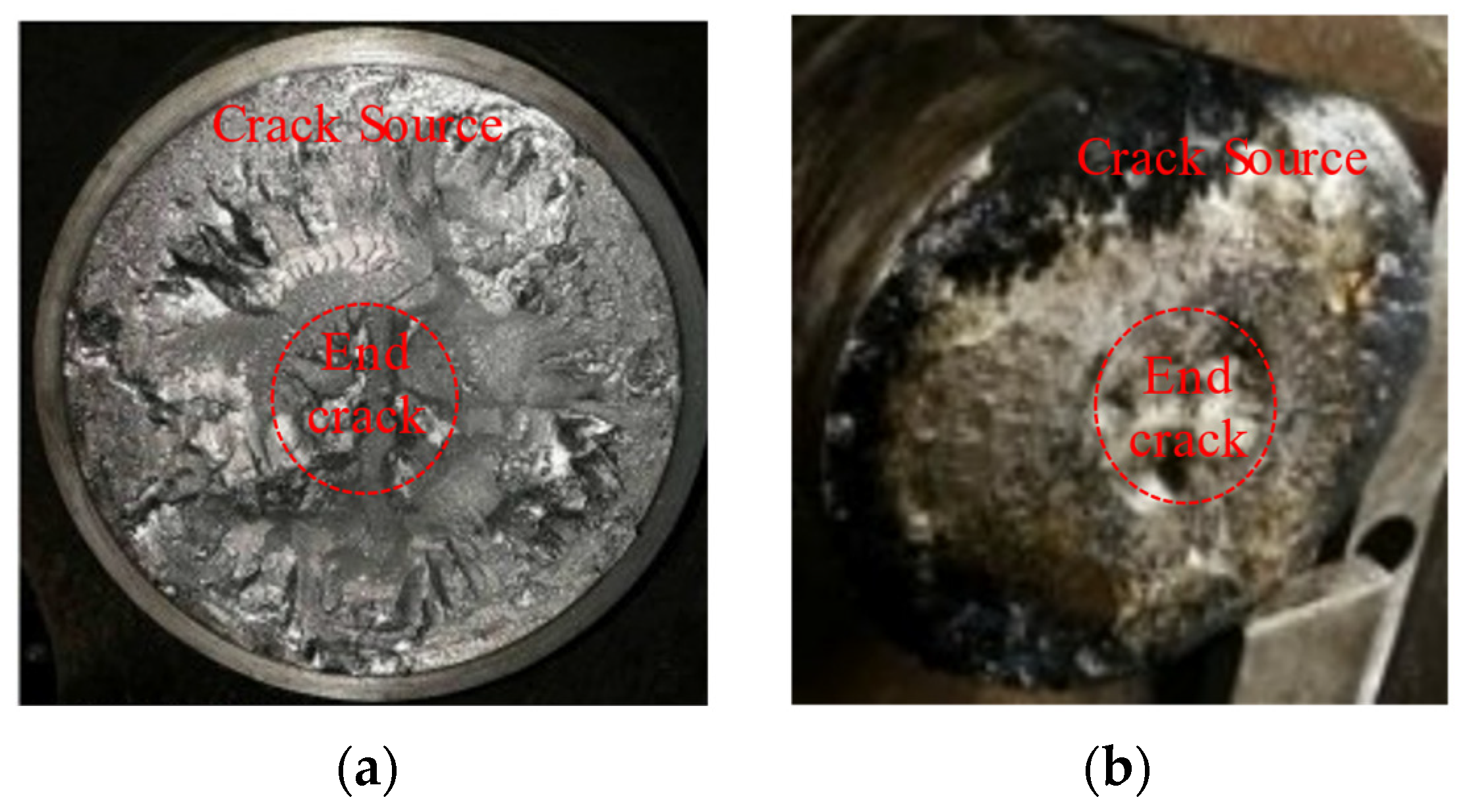
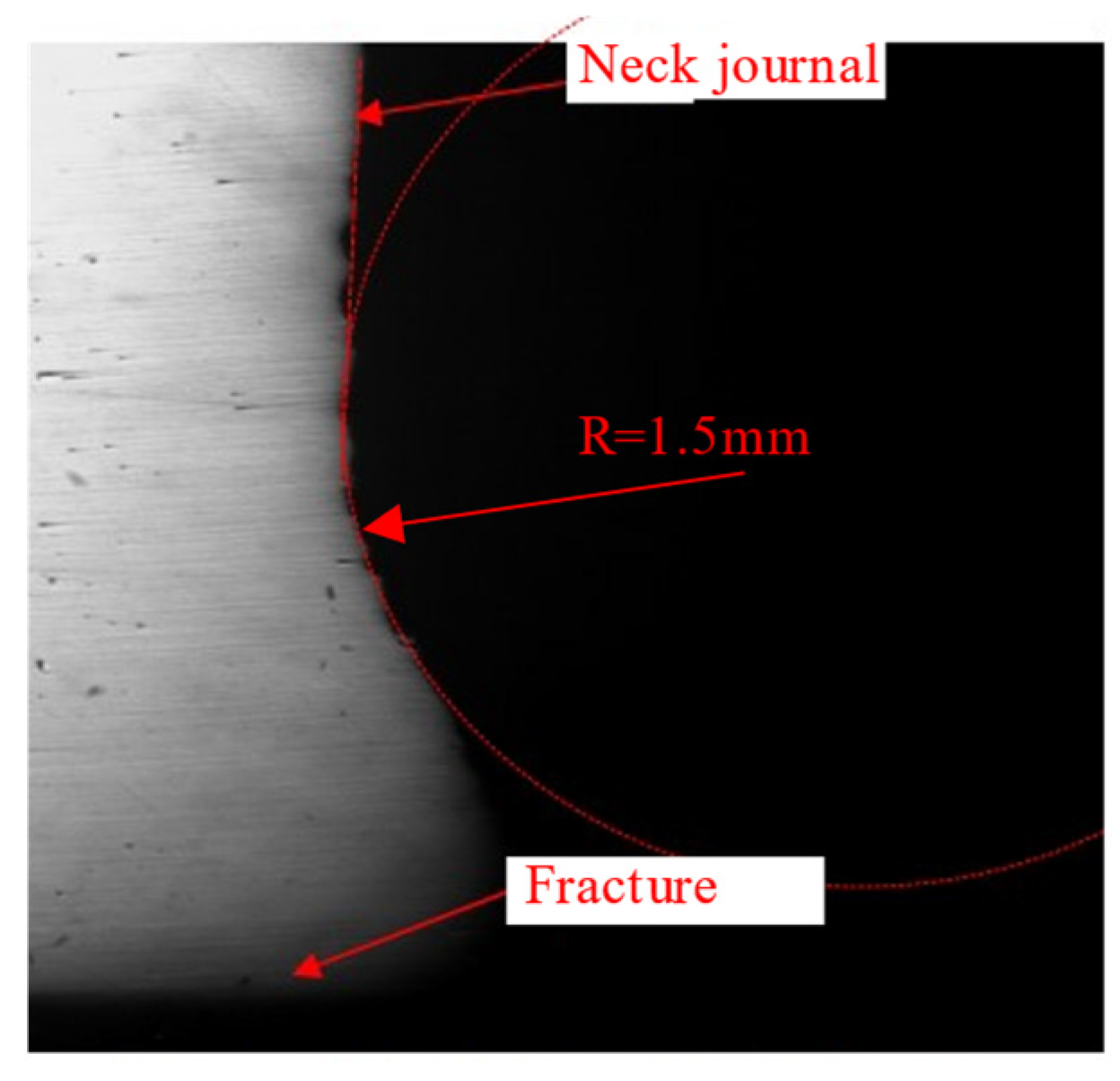
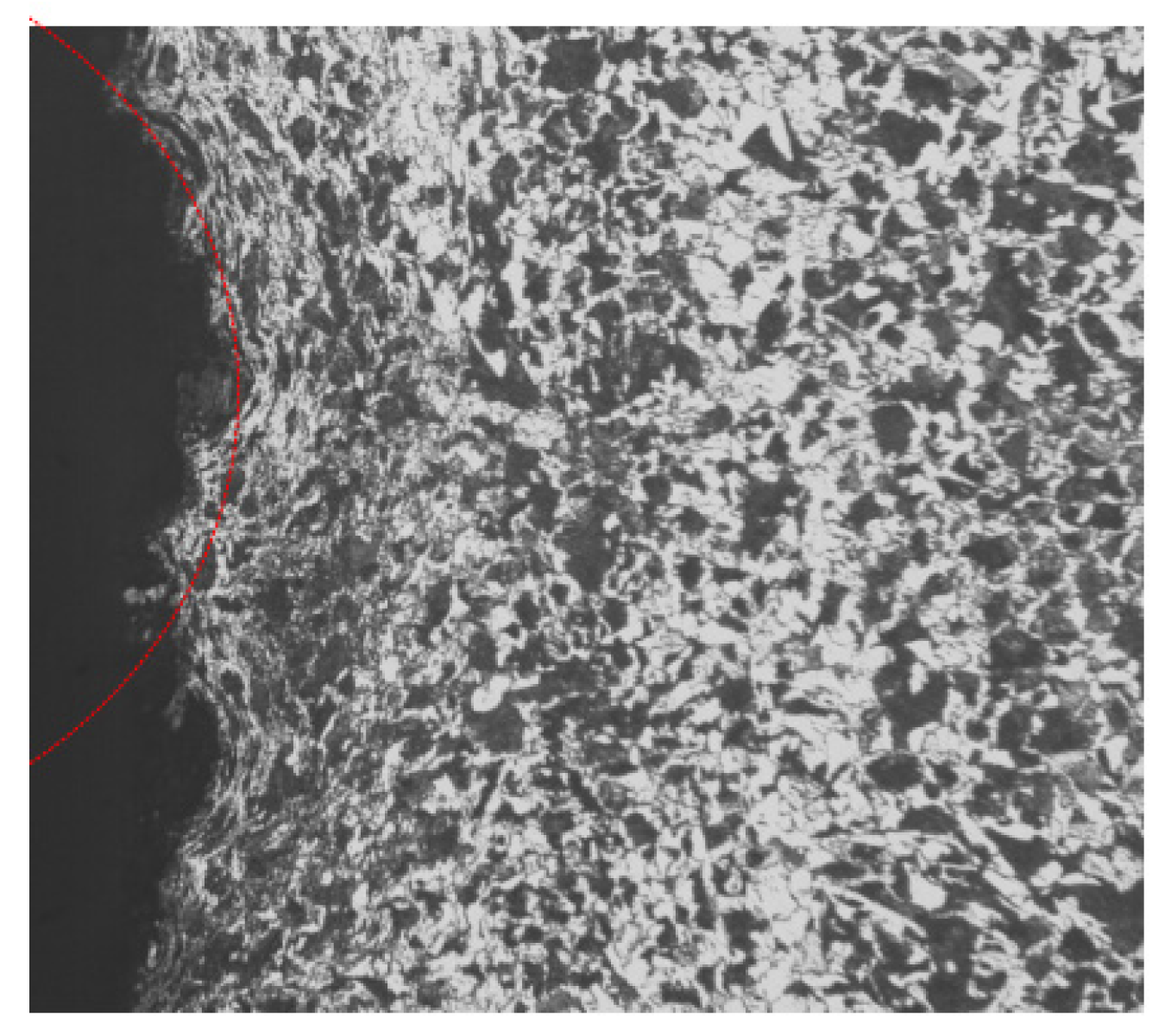
2.1. Fracture Appearance Analysis
2.2. Material Analysis
2.3. Manufacturing Process Analysis
2.4. Service Condition Analysis
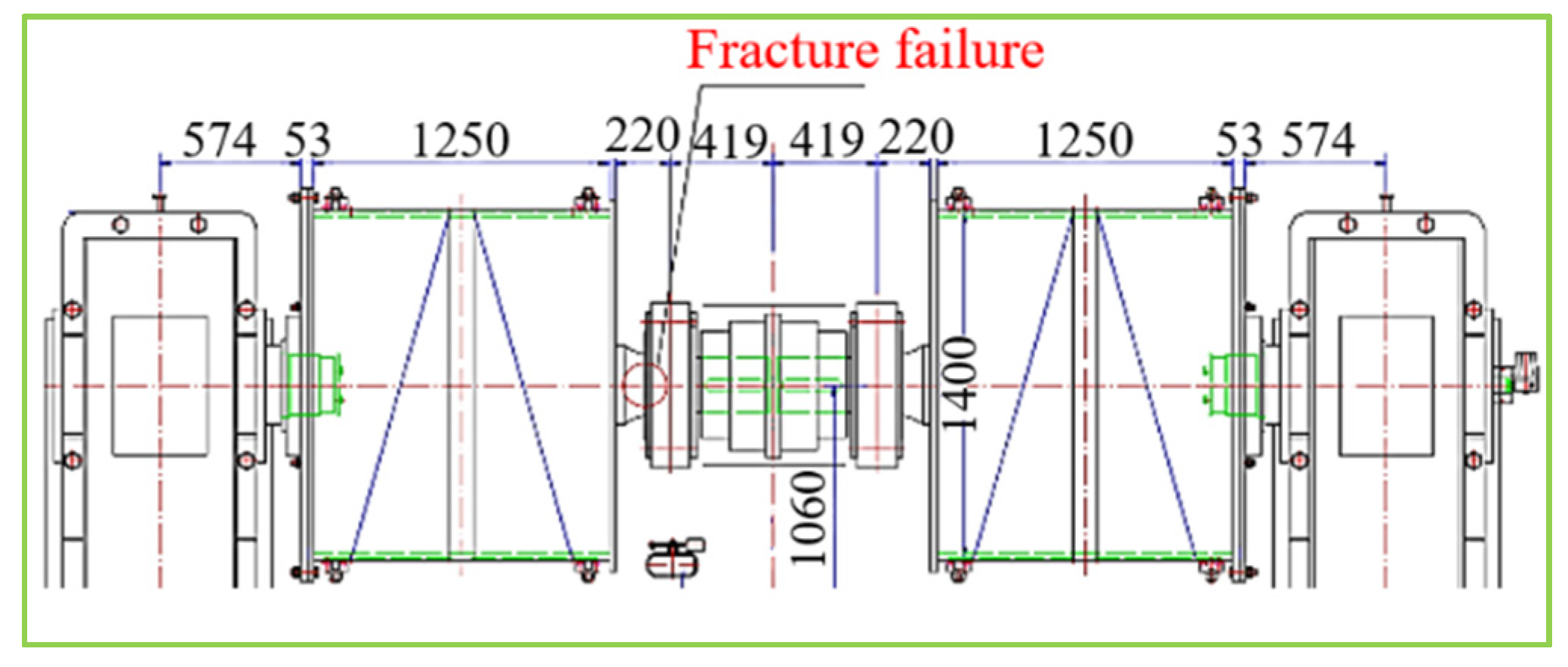
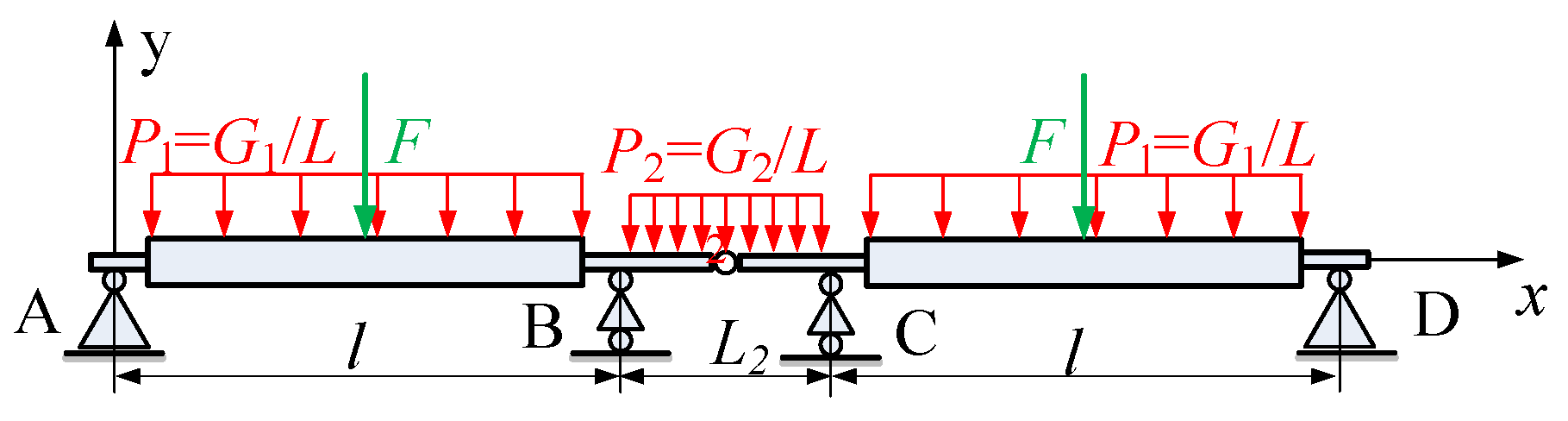
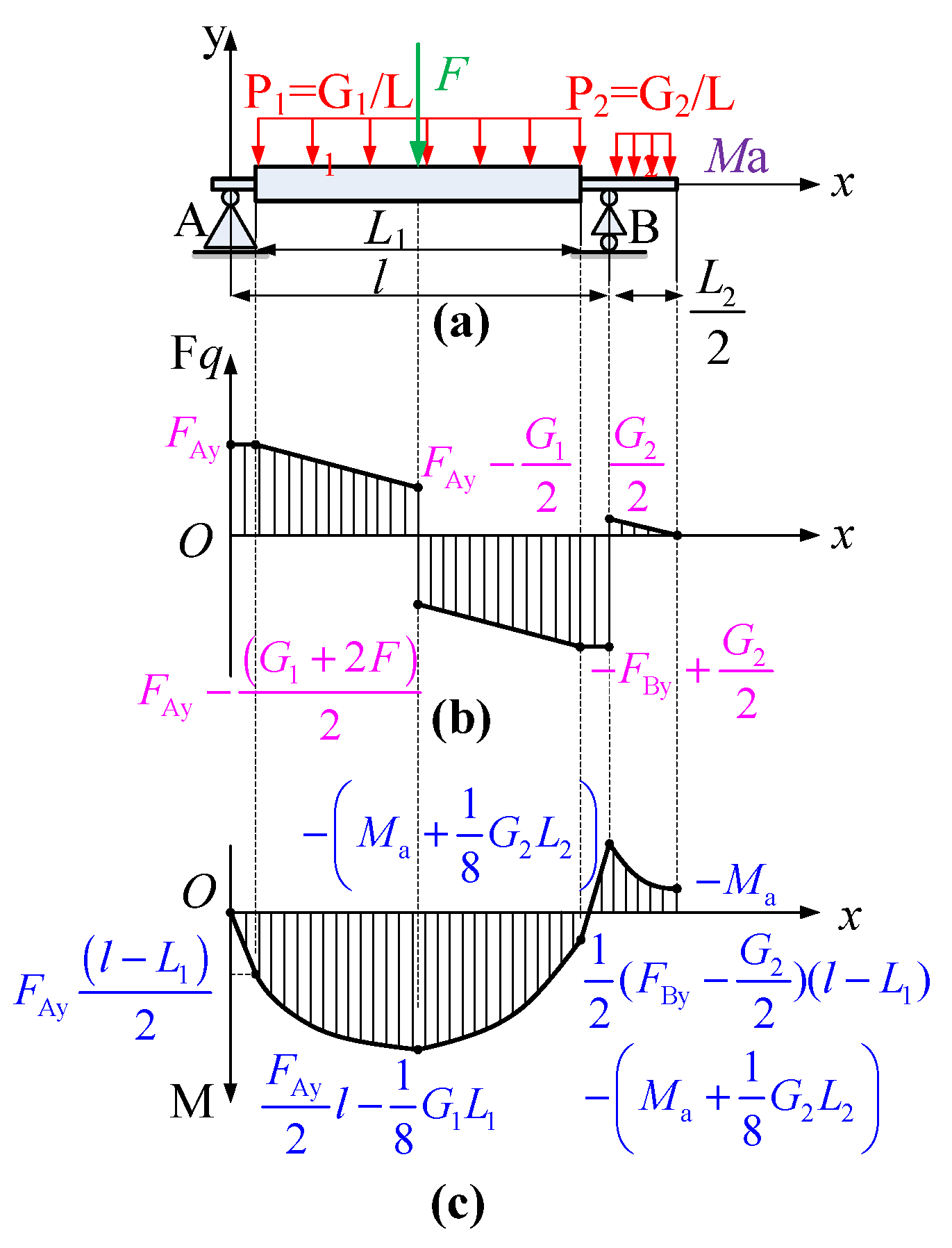
2.5. Static Analysis of the Load Drum Group
- The coupling connecting the left and right load drum shafts can transmit torque without loss, and it was simplified to a hinged connection.
- The axial movement of the load drum group was ignored, and the bearing pedestal of the two load drum shafts was converted into a hinge support.
- The weight of the load drum and the coupling were uniform loads, the wire rope tension was the concentrated force acting on the center of the load drum, and the quality of the load drum shaft was ignored.
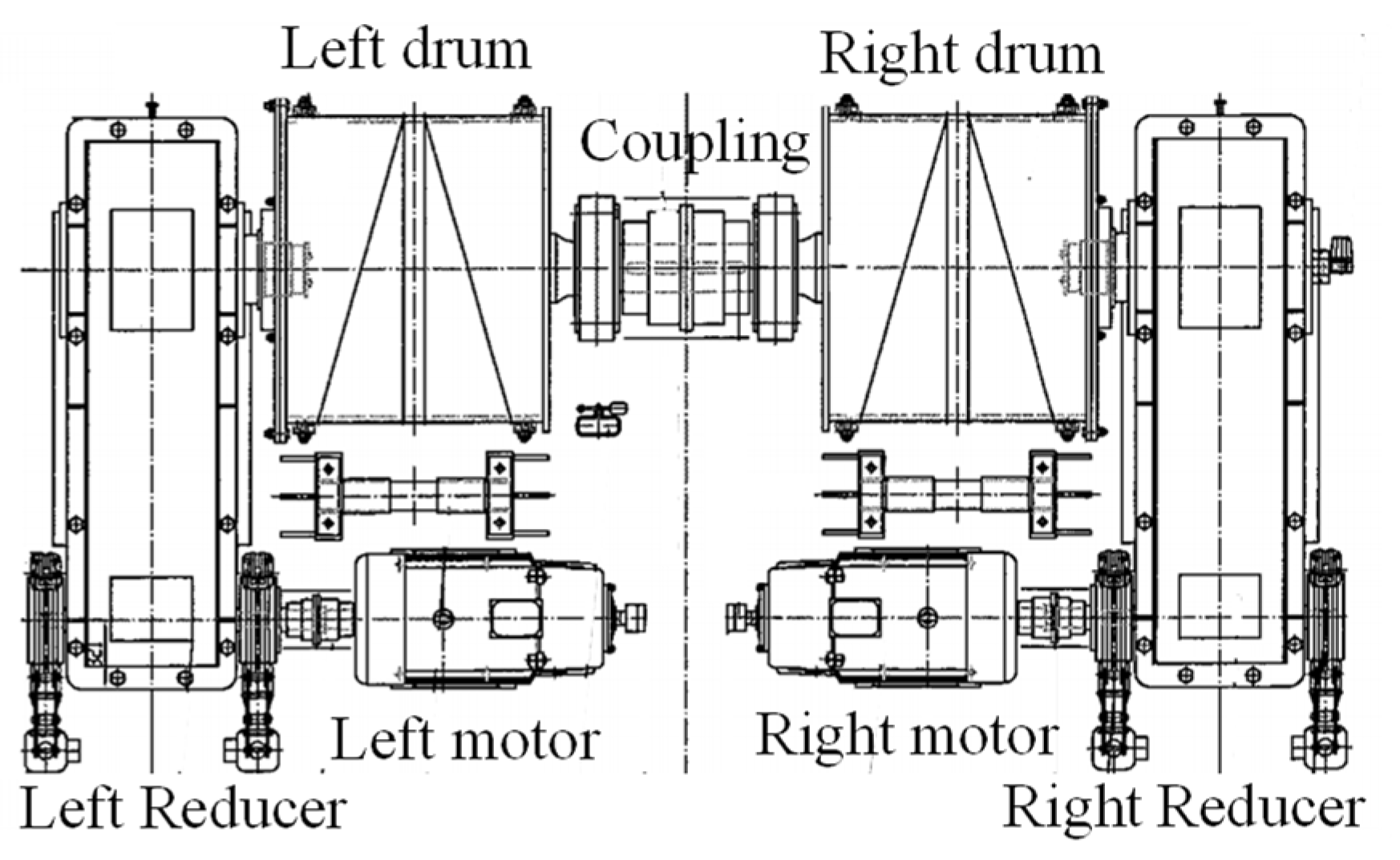
2.6. Dynamic Load Analysis of the Hoisting Mechanism
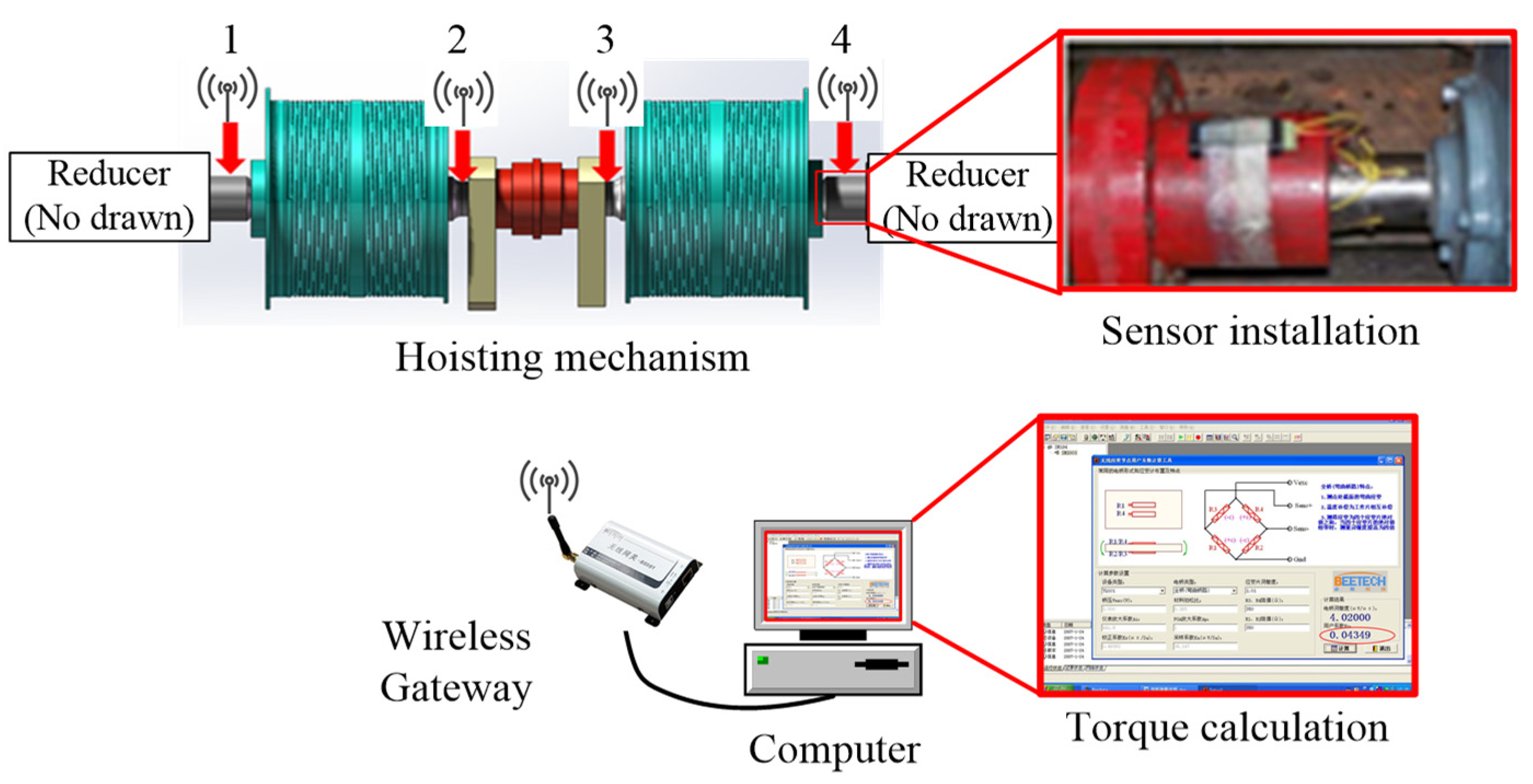
3. Dynamic Test of the Lifting Mechanism
3.1. Test System Setup
3.2. Test Results Analysis
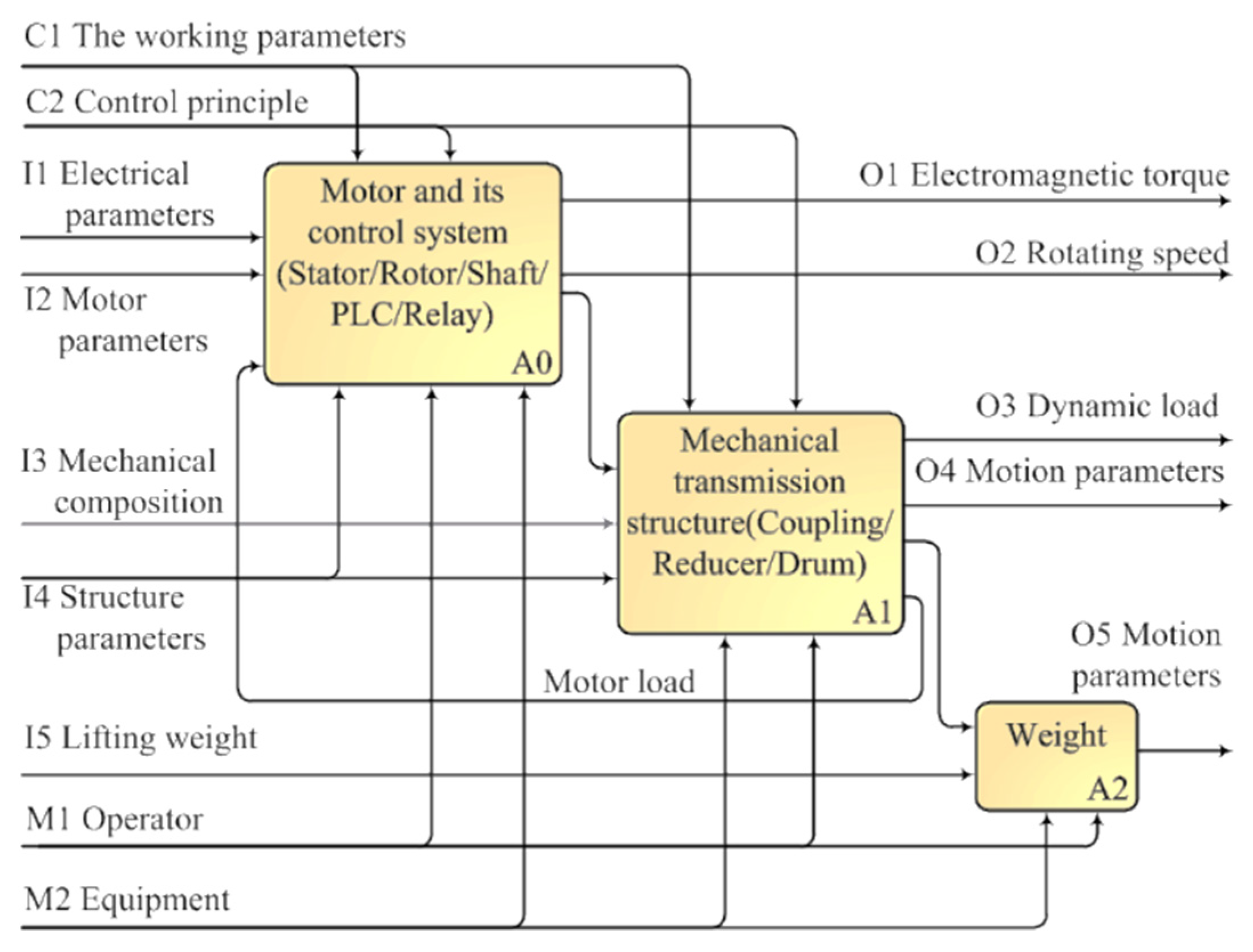
4. Electromechanical Coupling Dynamics Model of the Bilateral Propelled Hoisting Mechanism
4.1. Dynamic Simulation Process
- The vibration of the system in the horizontal plane and the swing of the weight are ignored, and only the vertical motion and the torsion of the structure are considered.
- The friction between the wire rope and the drum, and the rigid resistance of the wire rope as well are ignored.
- The contact stiffness at the connection for the reducer and the drum, which are rigidly connected, is ignored. That is, only the torque stiffness and torsional damping of the connecting shaft are considered.
- The torsional deformation of the reducer, drum and coupling are ignored.
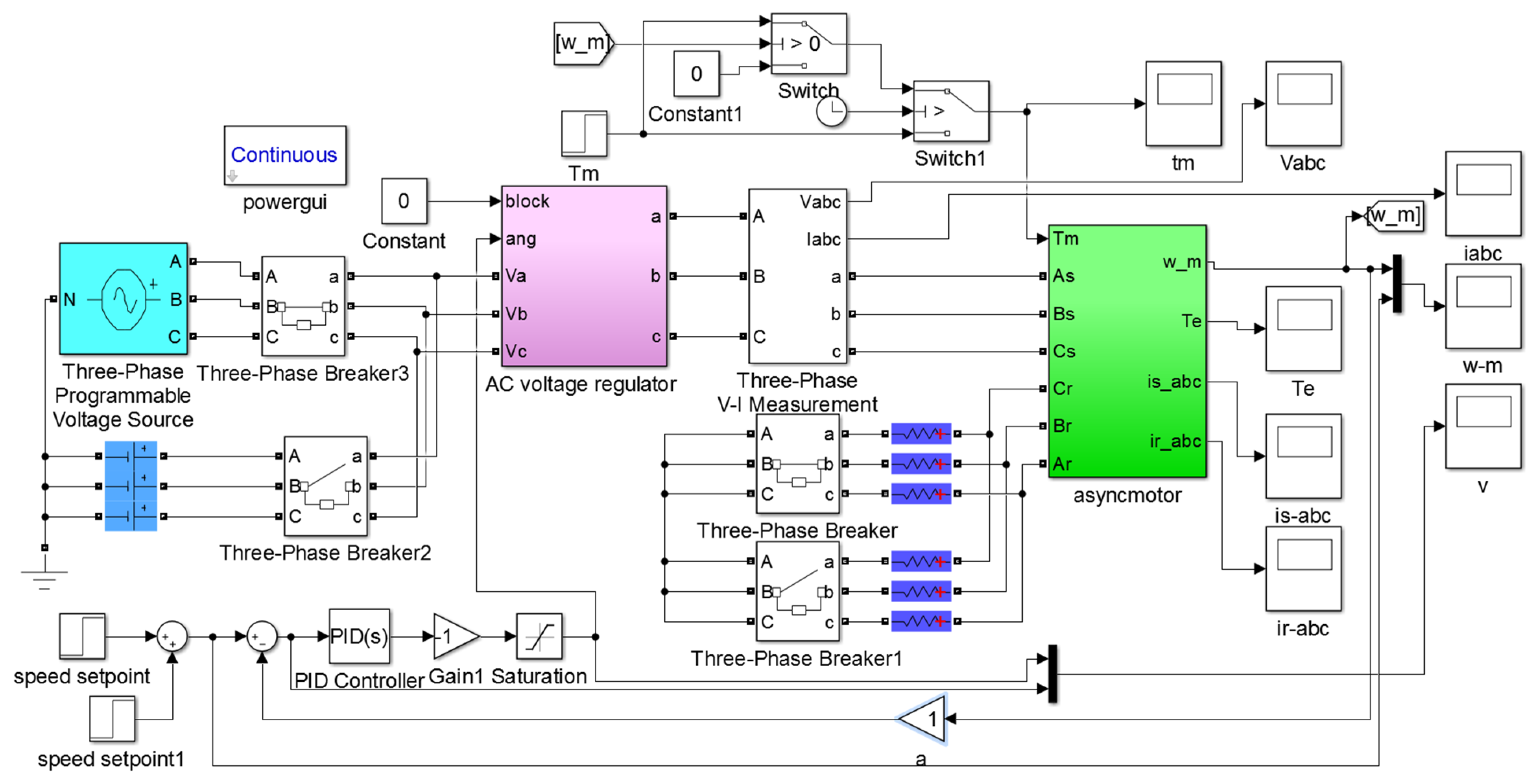
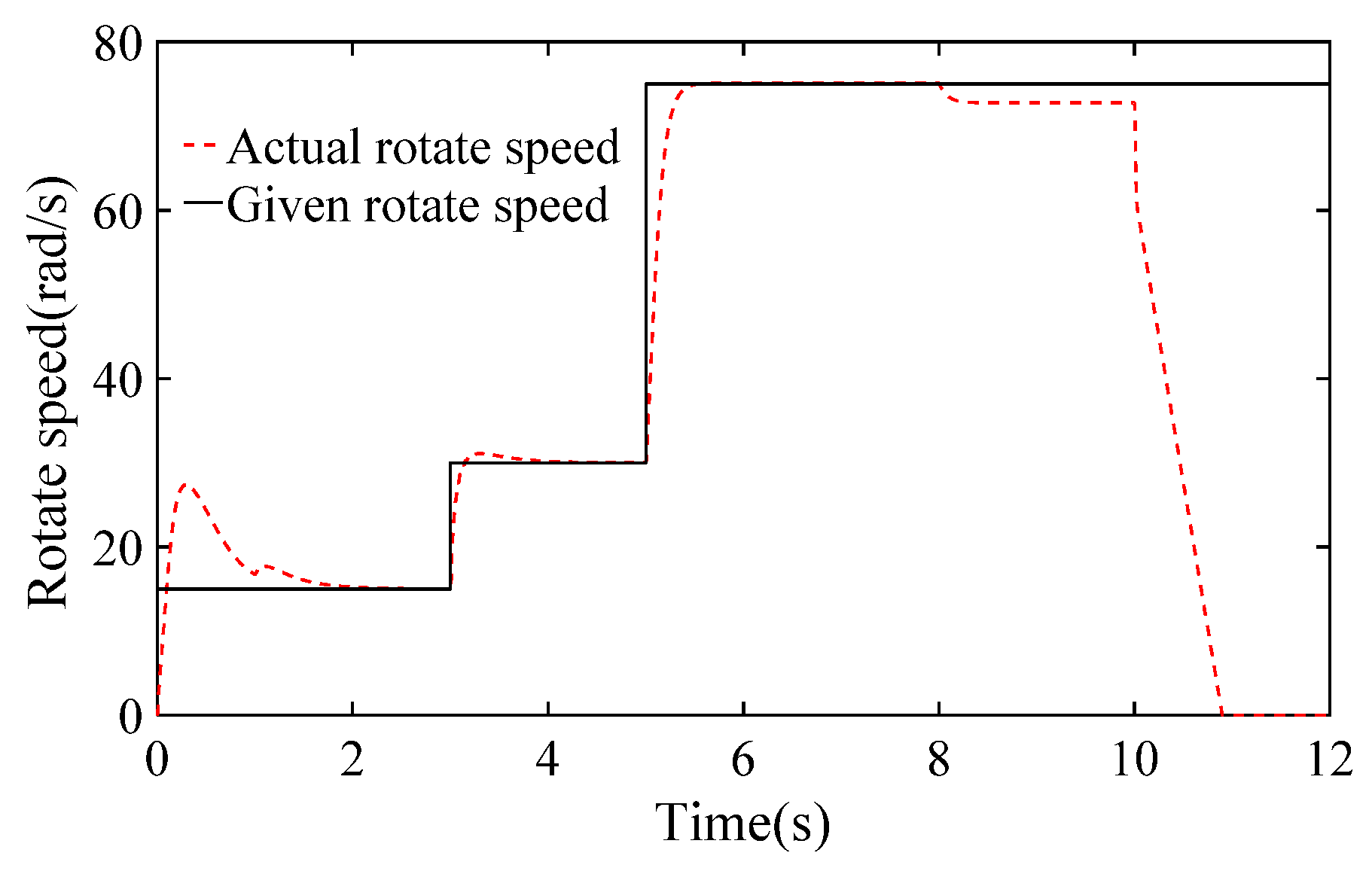
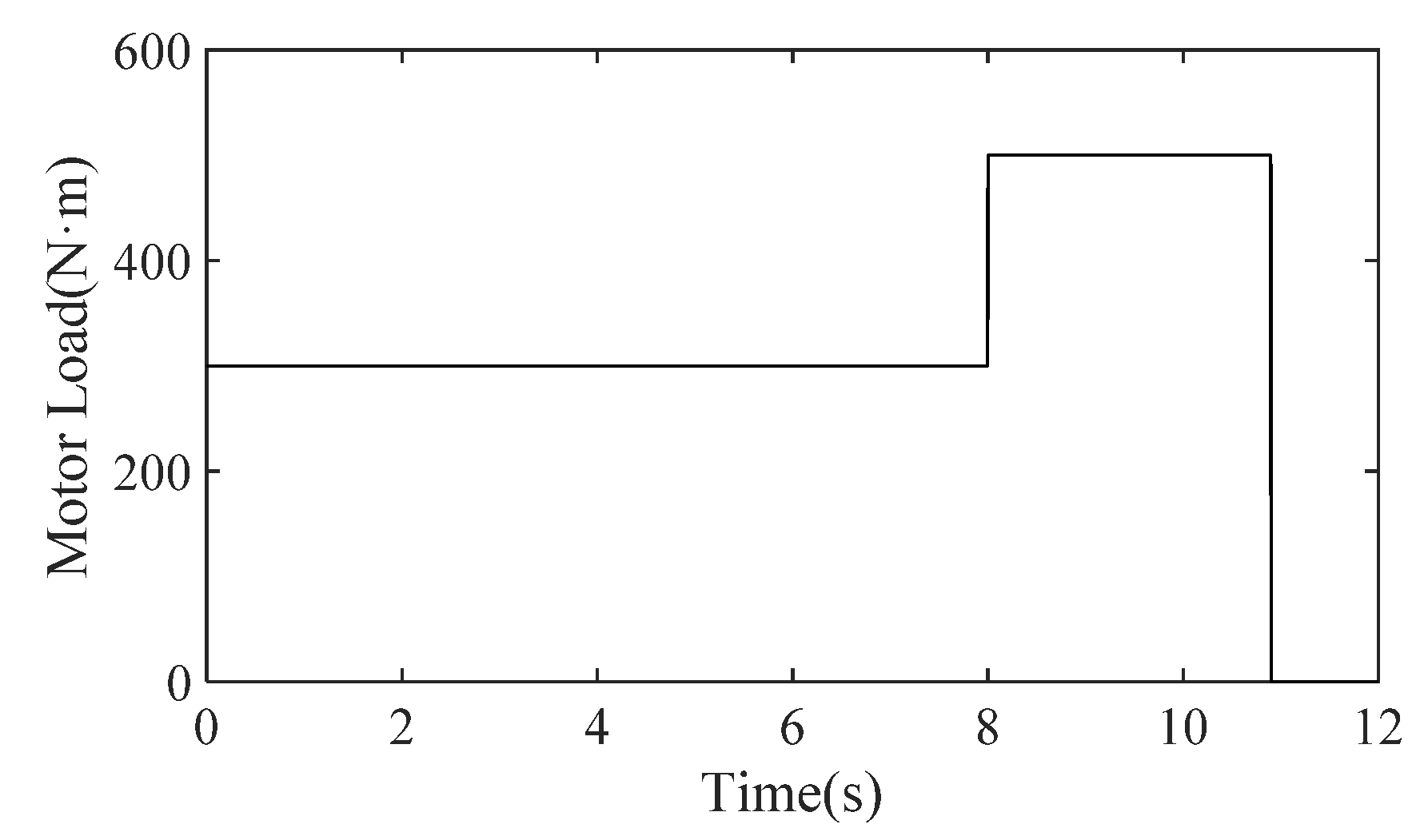
4.2. Motor and Control System
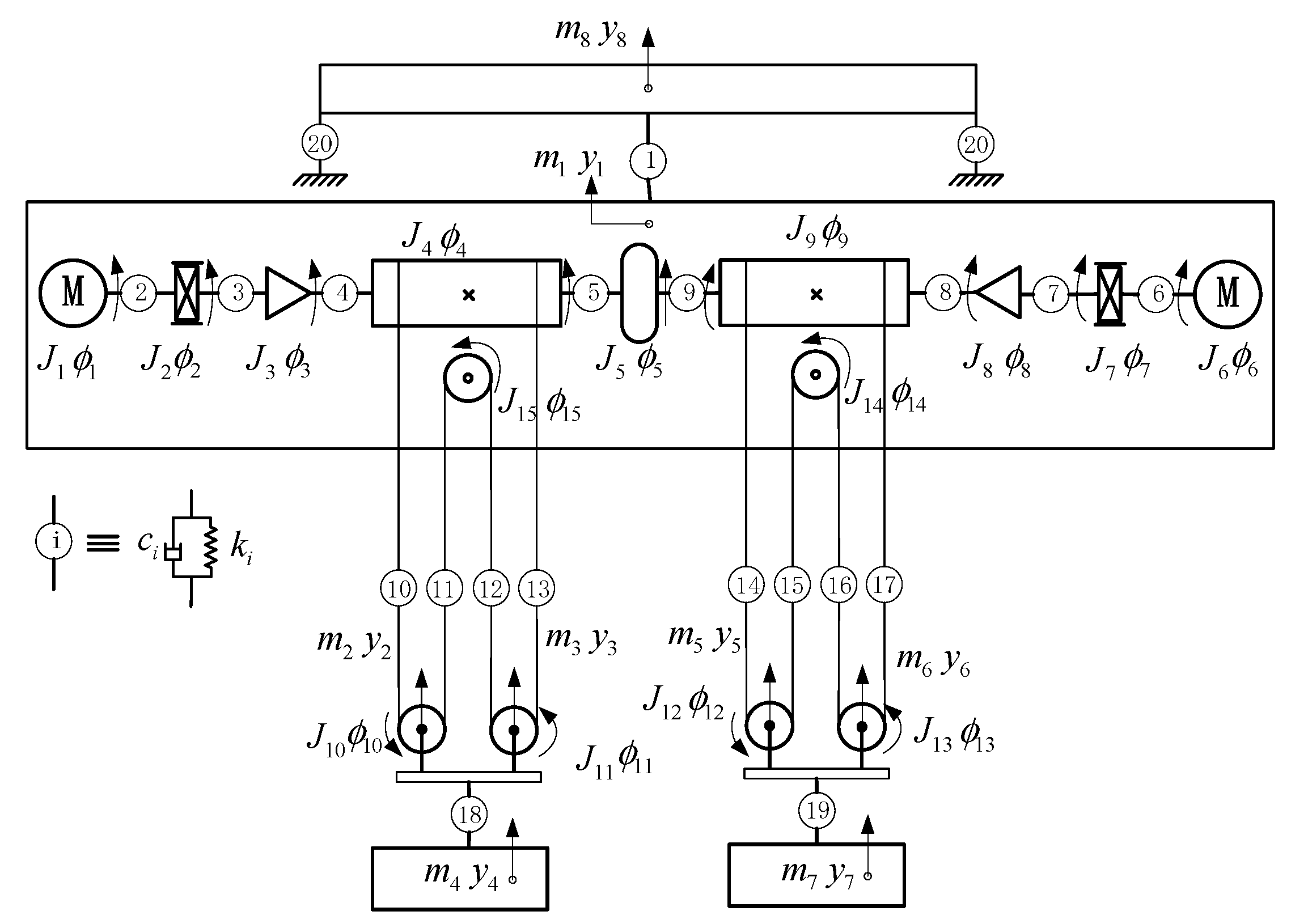
4.3. Mass-Stiffness-Damping a Model of Transmission Mechanisms
4.4. Calculation of the Structural Parameters of the Hoisting Mechanism
4.4.1. Calculation of Equivalent Mass of the Main Girder
4.4.2. Calculation of the Equivalent Moment of Inertia
4.4.3. Calculation of the Damping Coefficient
4.4.4. Calculation of Stiffness Coefficient
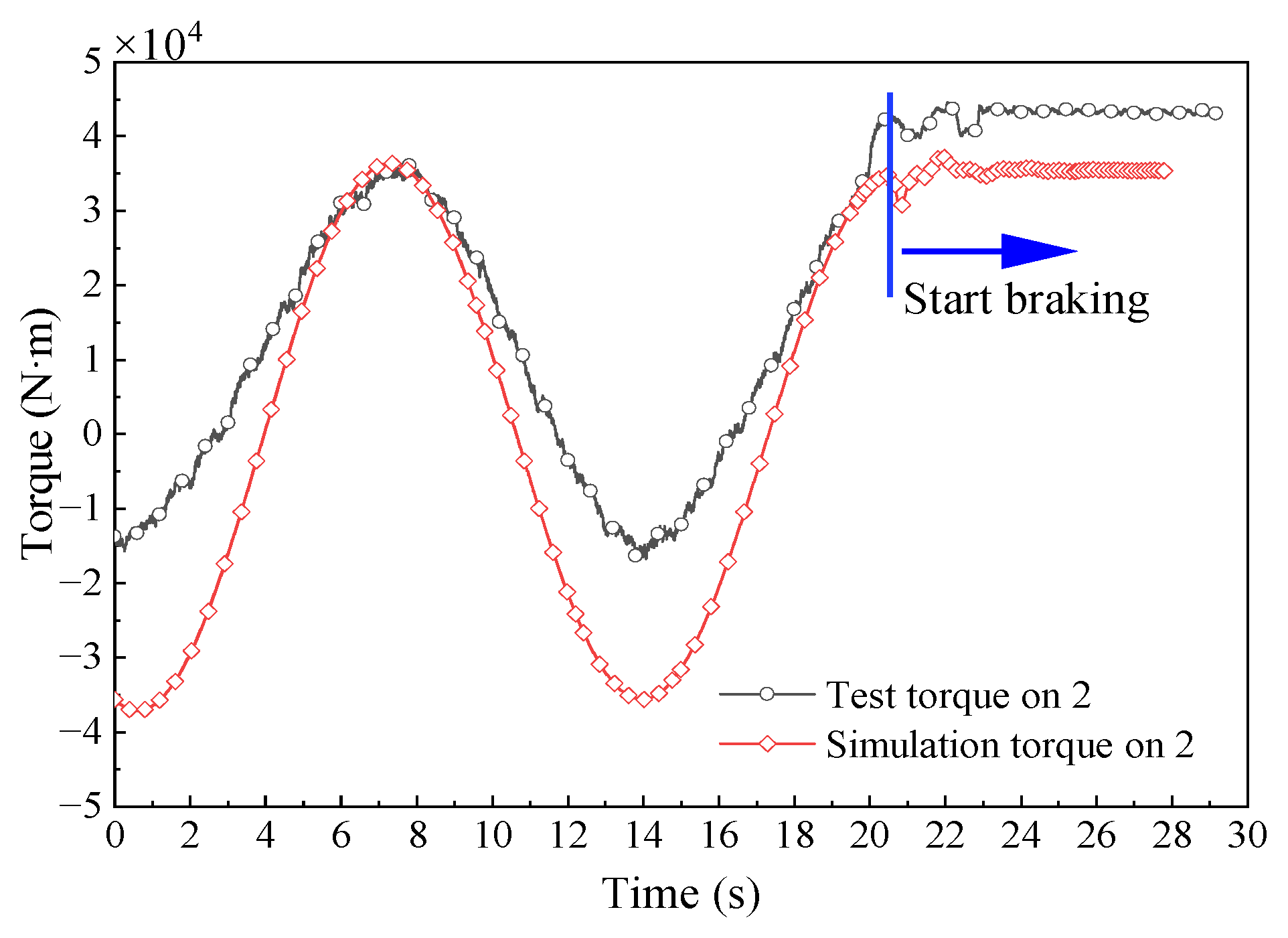
4.5. Comparison of Dynamic Simulation and Experiment
5. Simulation Results and Application Analysis
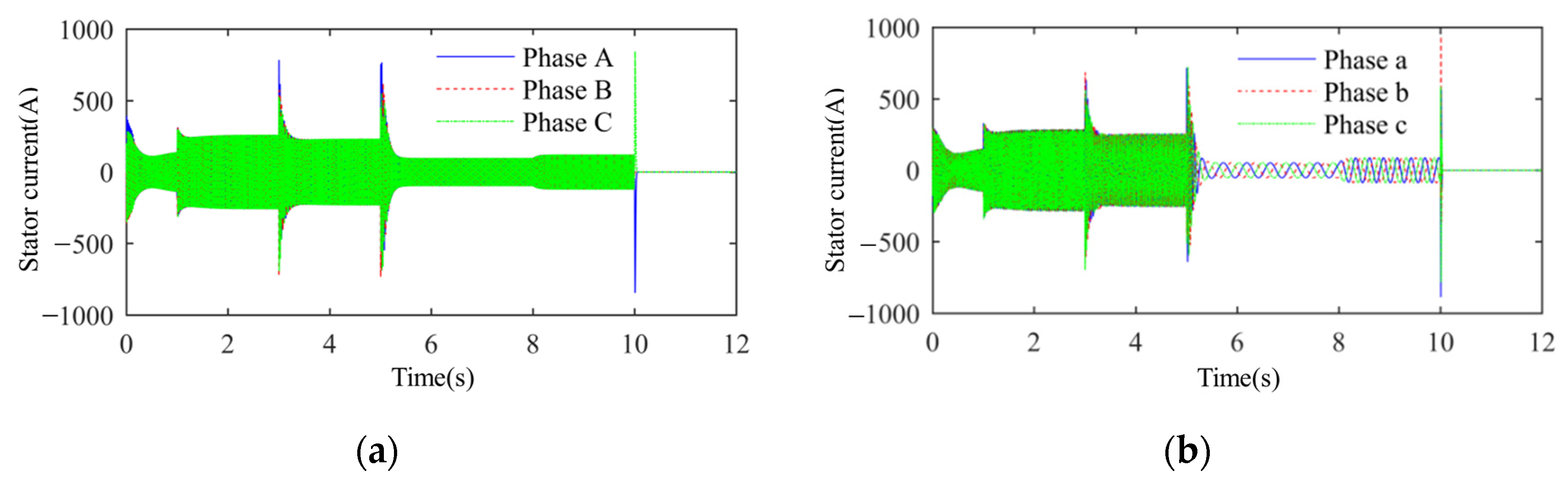
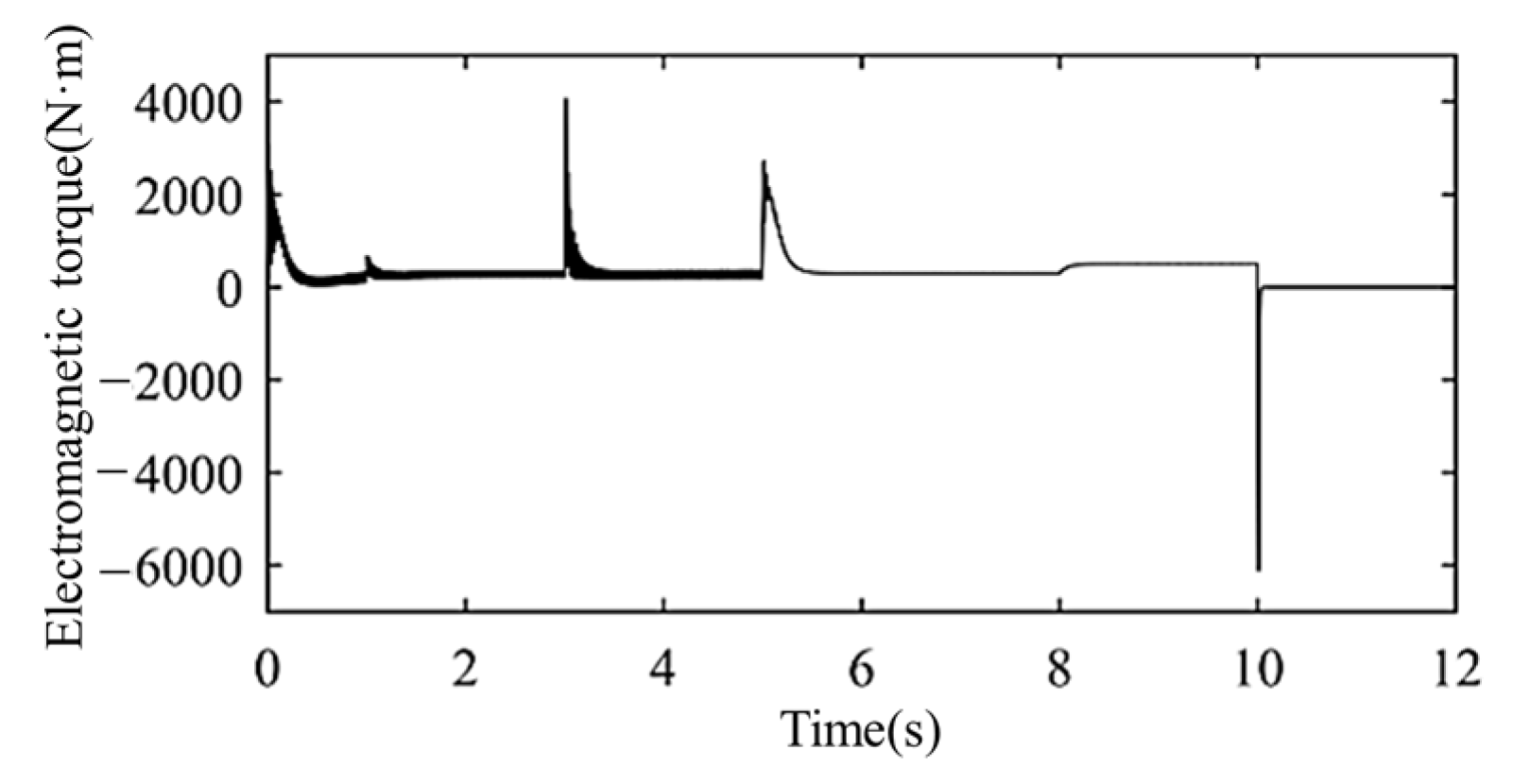
5.1. Effects of the Motor and Its Controls
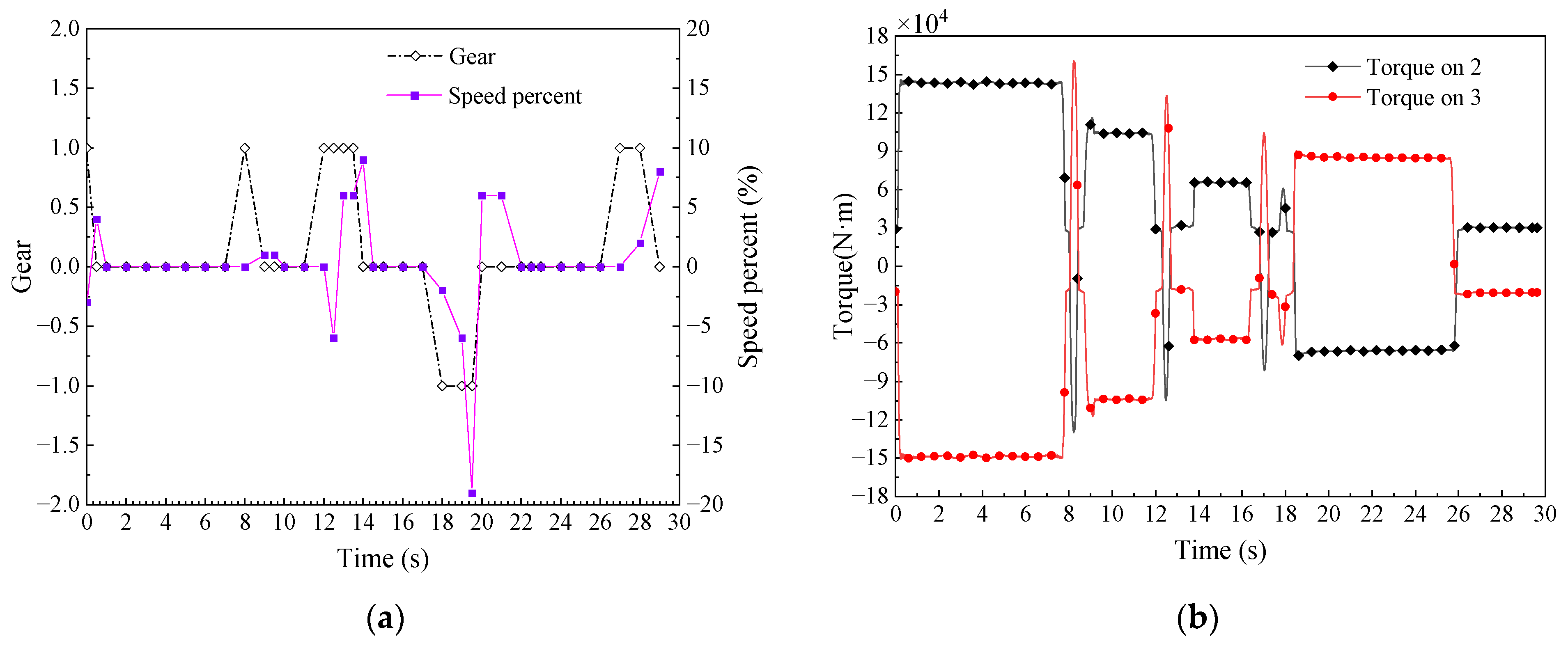
5.2. Effects of Nonsynchronous Control
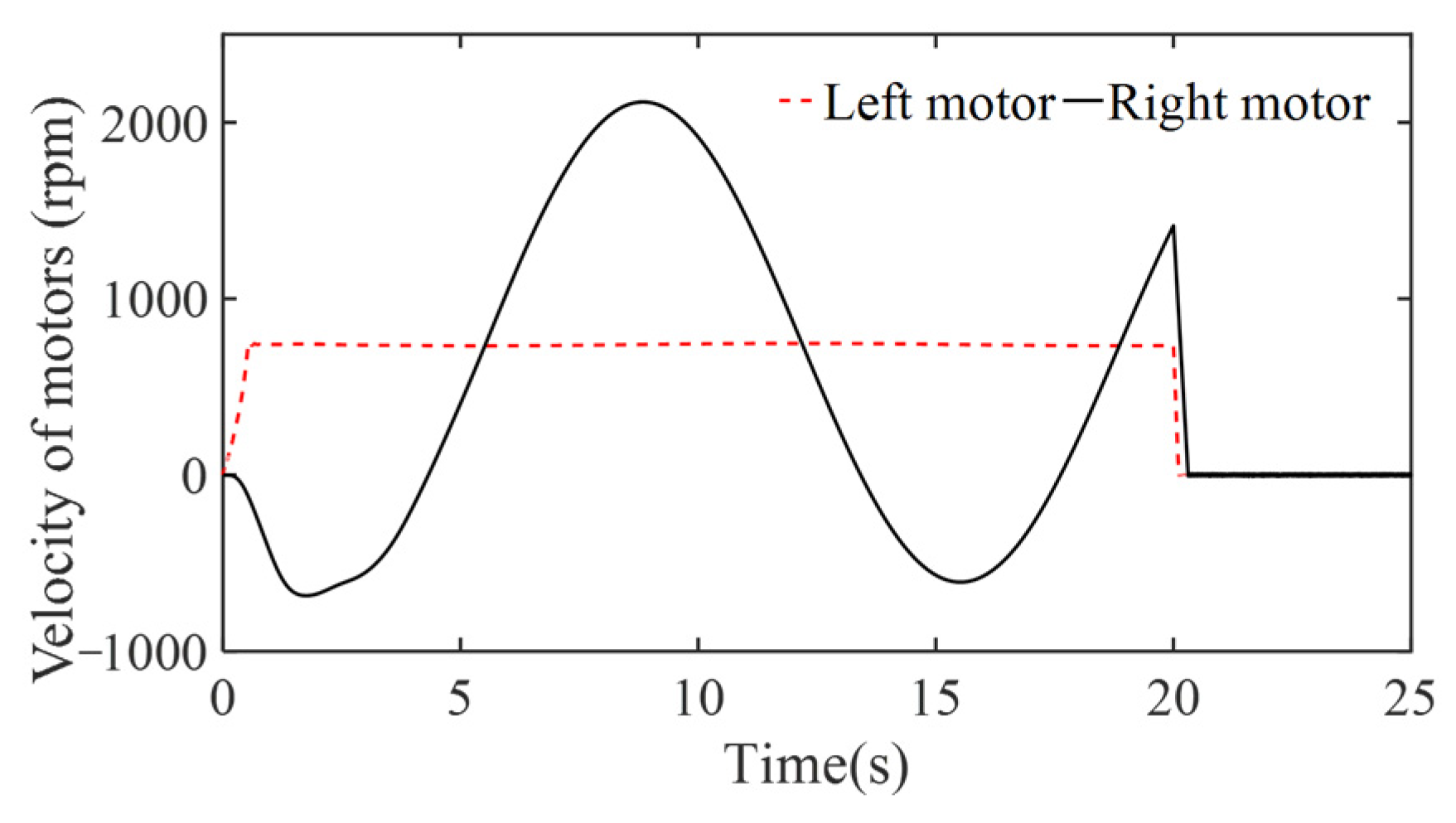
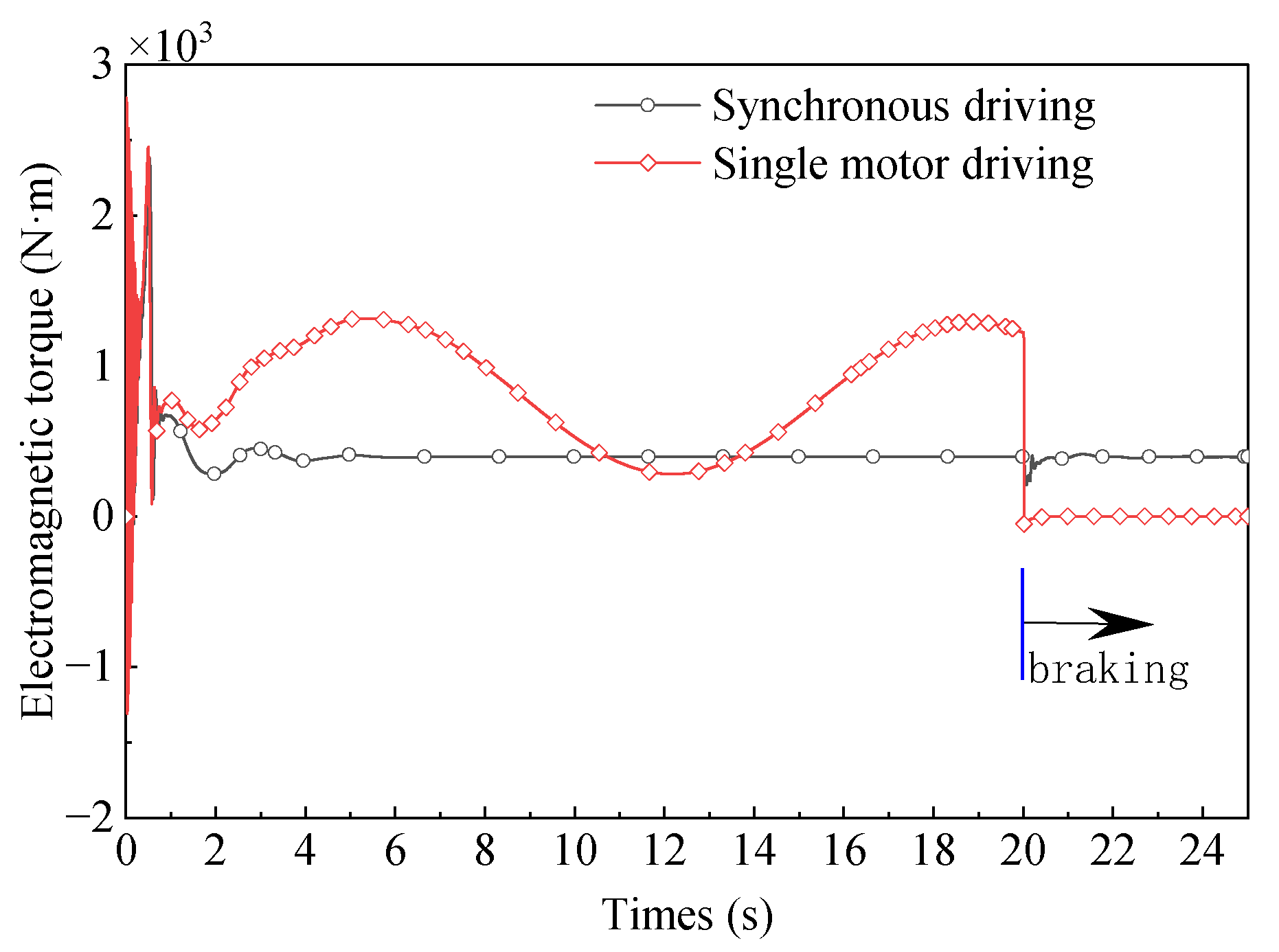
5.2.1. Single-motor Towing
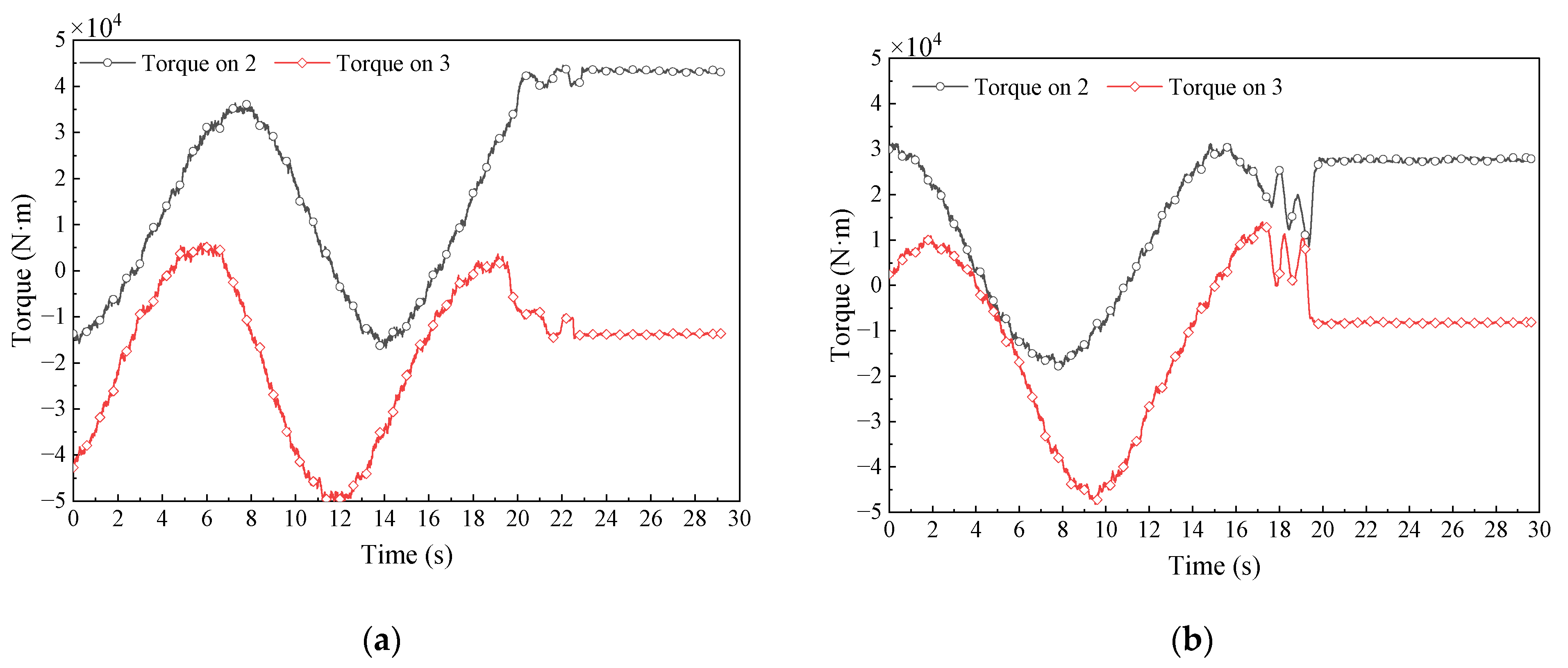
5.2.2. Motor startup Time Difference
5.2.3. Brake starting Time Difference
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Wu, H.; Guo, H.; Gao, D. Generalization of life characteristic investigation for probabilistic fatigue failure. Struct. Environ. Eng. 2002, 29, 38–44. [Google Scholar]
- Zerbst, U.; Madia, M.; Klinger, C.; Bettge, D.; Murakami, Y. Defects as a root cause of fatigue failure of metallic components. I: Basic aspects. Eng. Fail. Anal. 2019, 97, 777–792. [Google Scholar] [CrossRef]
- Zerbst, U.; Madia, M.; Klinger, C.; Bettge, D.; Murakami, Y. Defects as a root cause of fatigue failure of metallic components. II: Non-metallic inclusions. Eng. Fail. Anal. 2019, 98, 228–239. [Google Scholar] [CrossRef]
- Zerbst, U.; Madia, M.; Klinger, C.; Bettge, D.; Murakami, Y. Defects as a root cause of fatigue failure of metallic components. III: Cavities, dents, corrosion pits, scratches. Eng. Fail. Anal. 2019, 97, 759–776. [Google Scholar] [CrossRef]
- Liu, Z.F.; Tsang, K.S.; Liu, Y.; Pang, J.H.L. Finite element and experimental study on multiaxial fatigue analysis of rail clip failures. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 2390–2401. [Google Scholar] [CrossRef]
- Farrahi, G.H.; Ahmadi, A.; Kasyzadeh, K.R. Simulation of vehicle body spot weld failures due to fatigue by considering road roughness and vehicle velocity. Simul. Model. Pract. Theory 2020, 105, 102168. [Google Scholar] [CrossRef]
- Sedrakian, A.; Zineb, T.B.; Billoet, J.L. Contribution of industrial composite parts to fatigue behaviour simulation. Int. J. Fatigue 2002, 24, 307–318. [Google Scholar] [CrossRef]
- Chan, K.S. Roles of microstructure in fatigue crack initiation. Int. J. Fatigue 2010, 32, 1428–1447. [Google Scholar] [CrossRef]
- Nasr, A.; Nadot, Y.; Bouraoui, C. Fatigue initiation in C35 steel: Influence of loading and defect. Int. J. Fatigue 2010, 32, 780–787. [Google Scholar] [CrossRef]
- Shirani, M.; Härkegård, G. Fatigue life distribution and size effect in ductile cast iron for wind turbine components. Eng. Fail. Anal. 2011, 18, 12–24. [Google Scholar] [CrossRef]
- Das, R.; Jones, R. Fatigue life enhancement of structures using shape optimization. Theor. Appl. Fract. Mech. 2009, 52, 165–179. [Google Scholar] [CrossRef]
- Zheng, Y.; Wang, Z.G. Historical review of fatigue study. Mater. Sci. Eng. 1993, 11, 1–6. [Google Scholar]
- Li, W.; Yan, Q.; Xue, J.H. Analysis of a crankshaft fatigue failure. Eng. Fail. Anal. 2015, 55, 139–147. [Google Scholar] [CrossRef]
- Roy, A.; Palit, P.; Das, S.; Mukhyopadyay, G. Investigation of torsional fatigue failure of a centrifugal pump shaft. Eng. Fail. Anal. 2020, 112, 759–776. [Google Scholar] [CrossRef]
- Seifoori, S.; Parrany, A.M.; Khodayari, M. A high-cycle fatigue failure analysis for the turbocharger shaft of BELAZ 75131 mining dump truck. Eng. Fail. Anal. 2020, 116, 104752. [Google Scholar] [CrossRef]
- Hoddinott, D.S. Railway axle failure investigations and fatigue crack growth monitoring of an axle. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2004, 218, 283–292. [Google Scholar] [CrossRef]
- Asi, O. Fatigue failure of a rear axle shaft of an automobile. Eng. Fail. Anal. 2006, 13, 1293–1302. [Google Scholar] [CrossRef]
- Ognjanovic, M.; Simonovic, A. Research of rail traction shafts and axles fractures towards impact of service conditions and fatigue damage accumulation. Eng. Fail. Anal. 2010, 17, 1560–1571. [Google Scholar] [CrossRef]
- GB 6067.5-2014; Safety Rules for Lifting Appliances—Part 5. Bridge and Gantry Cranes. China Quality and Standards Publishing: Beijing, China, 2014.
- Li, Y. Fracture Failure Analysis of Load Drum Shaft for Casting Overhead Crane Considering Dynamic Factors; Tsinghua University: Beijing, China, 2018. [Google Scholar]
- Feng, P. Analysis and improvement on crane drum shaft crack. Metall. Equip. 2017, 233, 74–75. [Google Scholar]
- Wang, J.D.; Zhang, J. Analysis of stress concentration for load drum shaft fracture. Spec. Equip. Saf. Technol. 2012, 2, 12–14. [Google Scholar]
- Bai, Y.; Du, S.H. Analysis on cracks in the roller bearing shaft of ladle cranes. Gui Gu 2012, 5, 135–140. [Google Scholar]
- Ma, J.X.; Wang, S.W.; Wei, J.J. Analysis and precautions of cracks on main winding barrel shaft of crane. Metall. Equip. Manag. Maint. 2011, 29, 64–65. [Google Scholar]
- Wu, Y.M. Analysis of metallurgical crane load drum shaft broken accident and discussion on maintenance measures. Sci. Technol. Innov. 2019, 16, 150–160. [Google Scholar]
- Li, J.C.; Mao, G.X.; Luo, Y.D. Accident analysis and maintenance measures of metallurgical crane load drum broken shaft. Mech. Eng. Autom. 2005, 133, P81–P82. [Google Scholar] [CrossRef]
- Gao, D.L. Design and Implementation of Speed Sensorless Vector Control System for Induction Motor; University of Chinese Academy of Sciences: Beijing, China, 2014. [Google Scholar]
- Guo, W.R.; Li, Y. Application of MATLAB in power electronic circuit simulation. Electron. Des. Appl. 2013, 42, 26–29. [Google Scholar]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Location | Surface | 1/2R | Core | Required | |
|---|---|---|---|---|---|
| Elements | |||||
| C | 0.37 | 0.34 | 0.35 | 0.32–0.39 | |
| Mn | 0.59 | 0.58 | 0.59 | 0.50–0.80 | |
| Si | 0.22 | 0.22 | 0.22 | 0.17–0.37 | |
| P | 0.018 | 0.017 | 0.017 | ≤0.035 | |
| S | 0.002 | 0.002 | 0.002 | ≤0.035 | |
| Cr | 0.01 | 0.01 | 0.01 | ≤0.10 | |
| Ni | 0.01 | 0.01 | 0.01 | ≤0.30 | |
| Items | Work Level | Use Level | Loads Level |
|---|---|---|---|
| Crane | A7 | U5 | Q4 |
| Hoisting mechanism | M8 | T7 | L4 |
| Codes | Values |
|---|---|
| Load drum length L/mm | 1331 |
| Load drum shaft length L1/mm | 220 |
| Coupling length L2/mm | 838 |
| Load drum group quality G1/kN | 44 |
| Coupling quality G2/kN | 8 |
| Unilateral lifting weight G3/kN | 250 |
| Pulley set magnification N | 2 |
| Single load drum load F/kN | 125 |
| Properties | Lifting Capacity | Length | Beam Weight | Trolley Weight | Motor Power | Rated Speed |
|---|---|---|---|---|---|---|
| Units | t | m | t | t | kW | rpm |
| Values | 50 | 22.5 | 183 | 29 | 75 | 750 |
| No. | Instrument Model | Application |
|---|---|---|
| 1 | KFW-2-120-D16-11 L1M2S | Strain test |
| 2 | TQ201 No. 2126 | Torque and speed test |
| 3 | BS903 | Wireless receiving gateway |
| 4 | BeeData | Software for signal acquisition and processing |
| Type | Object Weight | Speed and Direction | Operation Method |
|---|---|---|---|
| Type 1 | None | Static | The hook is static without weights, and the sensor is set to zero |
| Type 2 | None | 4th gear and dropping | After the hook falls a certain vertical distance, quickly decelerate from the 4th gear to the 1st gear and finally stop in the air |
| Type 3 | 4th gear and lifting | After the hook lifts a certain vertical distance, quickly decelerate from the 4th gear to the 1st gear and finally stop in the air | |
| Type 4 | 40.44 t | 4th gear and lifting | After the object is lifted a certain vertical distance, quickly decelerate from the 4th gear to the 1st gear and finally stop in the air |
| Type 5 | 4th gear and dropping | After the object falls a certain vertical distance, quickly decelerate from the 4th gear to the 1st gear and finally stop in the air | |
| Type 6 | ≤40.44 t | 4th gear and dropping or lifting | The heavy object is always placed on the ground, and the hoisting mechanism repeatedly lifts and descends in 1 block |
| Type 7 | 40.44 t | 4th gear and dropping | After the object falls a certain vertical distance, quickly decelerate from the 4th gear to the 1st gear and finally stop on the ground |
| Gear | Percentage of Maximum Speed | Motor Speed | Load Drum Speed |
|---|---|---|---|
| Units | % | r/min | r/min |
| 4 | 100 | 745 | 4.3 |
| 3 | 30 | 223.5 | 1.29 |
| 2 | 20 | 149 | 0.86 |
| 1 | 10 | 74.5 | 0.43 |
| Parameters | Object Weight | Parameters | Operation Method |
|---|---|---|---|
| Equivalent weight of the hoisting mechanism | Weight of the hooks | ||
| Weight of the objects | Weight of the crane girder | ||
| Moment of the motor | Moment of the brake | ||
| Moment of the reducer | Moment of the load drum | ||
| Moment of the coupling | Moment of the pulley block | ||
i = 1,10,11,12…20 | Translational stiffness coefficient | i = 2,3,…9 | Rotational stiffness coefficient |
| ci i = 1,10,11,12…20 | Translation damping coefficient | ci i = 2,3,…9 | Rotational damping coefficient |
| Radius of the load drum | i = 10,11,…15 | Radius of the pulley | |
| yi i = 1,2…8 | Displacement of the crane masses | θi i = 1,2,3…15 | Rotation angle of the crane parts |
| Number | Name | Relationship |
|---|---|---|
| 1 | Weight | m2 = m3 = m5 = m6 = mh, m2 + m3= m5 + m6= mj |
| 2 | Displacement | y2 = y3 = yl, y5 = y6 = yr |
| 3 | Radius | r10 = r11 = r12 = r13 = r14 = r15 = rh |
| 4 | Moment | J1 = J6, J2 = J7, J3 = J8, J4 = J9 |
| 5 | Stiffness | J10 = J11 = J12 = J13 = J14 = J15 = Jh |
| 6 | Damping | k2 = k6, k3 = k7, k4 = k8, k5 = k9, k18 = k19 |
| Parameters | Value | Unit | Parameters | Value | Unit |
|---|---|---|---|---|---|
| m1 | 44,800 | kg | mj | 3500 | kg |
| m4 | 25,000 | kg | m7 | 25,000 | kg |
| m8 | 90,000 | kg | J2,J7 | 0.049 | kg∙m2 |
| J1,J6 | 7.22 | kg∙m2 | J4,J9 | 2158 | kg∙m2 |
| J3,J8 | 0.1633 | kg∙m2 | J10~J15 | 0.04 | kg∙m2 |
| J5 | 26.45 | kg∙m2 | k1 | 8 × 106 | N/m |
| k20 | 9 × 106 | N/m | k3,k7 | 4.26 × 104 | N/m |
| k2,k6 | 1.26 × 104 | N/m | k4,k8 | 2 × 105 | N/m |
| kr,kl | 4.1 × 105 | N/m | k5,k9 | 2 × 105 | N/m |
| k18,k19 | 2.5 × 105 | N/m | c1 | 80,000 | N∙s/m |
| c20 | 90,000 | N∙s/m | c3,c7 | 5000 | N∙s/m |
| c2,c6 | 5000 | N∙s/m | c4,c8 | 5000 | N∙s/m |
| cr,cl | 4080 | N∙s/m | c5,c9 | 2000 | N∙s/m |
| r4,r9 | 0.7 | m | c18,c19 | 6.5 × 104 | N∙s/m |
| ri (i = 10,11,…,15) | 0.09 | m | N | 173.03 |
| Performance | Value | Performance | Value |
|---|---|---|---|
| Phase voltage/V | 380 | Rotor resistance/Ω | 0.027 |
| Power frequency/Hz | 50 | Rotor leakage inductance/H | 0.000462 |
| DC voltage/V | 15 | Mutual inductance/H | 3.6 |
| Rotor resistance at startup/Ω | 0.873 | Pole pairs | 4 |
| Rotor resistance at steady state/Ω | 0.209 | Rotor moment/kg·m2 | 7.22 |
| Stator resistance/Ω | 0.042 | Friction coefficient | 0.0 |
| Stator leakage inductance/H | 0.0000296 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiang, D.; Li, Y.; Zhang, Y.; Xu, F. Experimental Study, Simulation and Analysis of the Fracture Failure of the Drum Shaft of a Casting Bridge Crane. Electronics 2022, 11, 3043. https://doi.org/10.3390/electronics11193043
Xiang D, Li Y, Zhang Y, Xu F. Experimental Study, Simulation and Analysis of the Fracture Failure of the Drum Shaft of a Casting Bridge Crane. Electronics. 2022; 11(19):3043. https://doi.org/10.3390/electronics11193043
Chicago/Turabian StyleXiang, Dong, Yan Li, Yuqing Zhang, and Feng Xu. 2022. "Experimental Study, Simulation and Analysis of the Fracture Failure of the Drum Shaft of a Casting Bridge Crane" Electronics 11, no. 19: 3043. https://doi.org/10.3390/electronics11193043