
Synthesis of Lignin/PAN Fibers from Sawdust
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
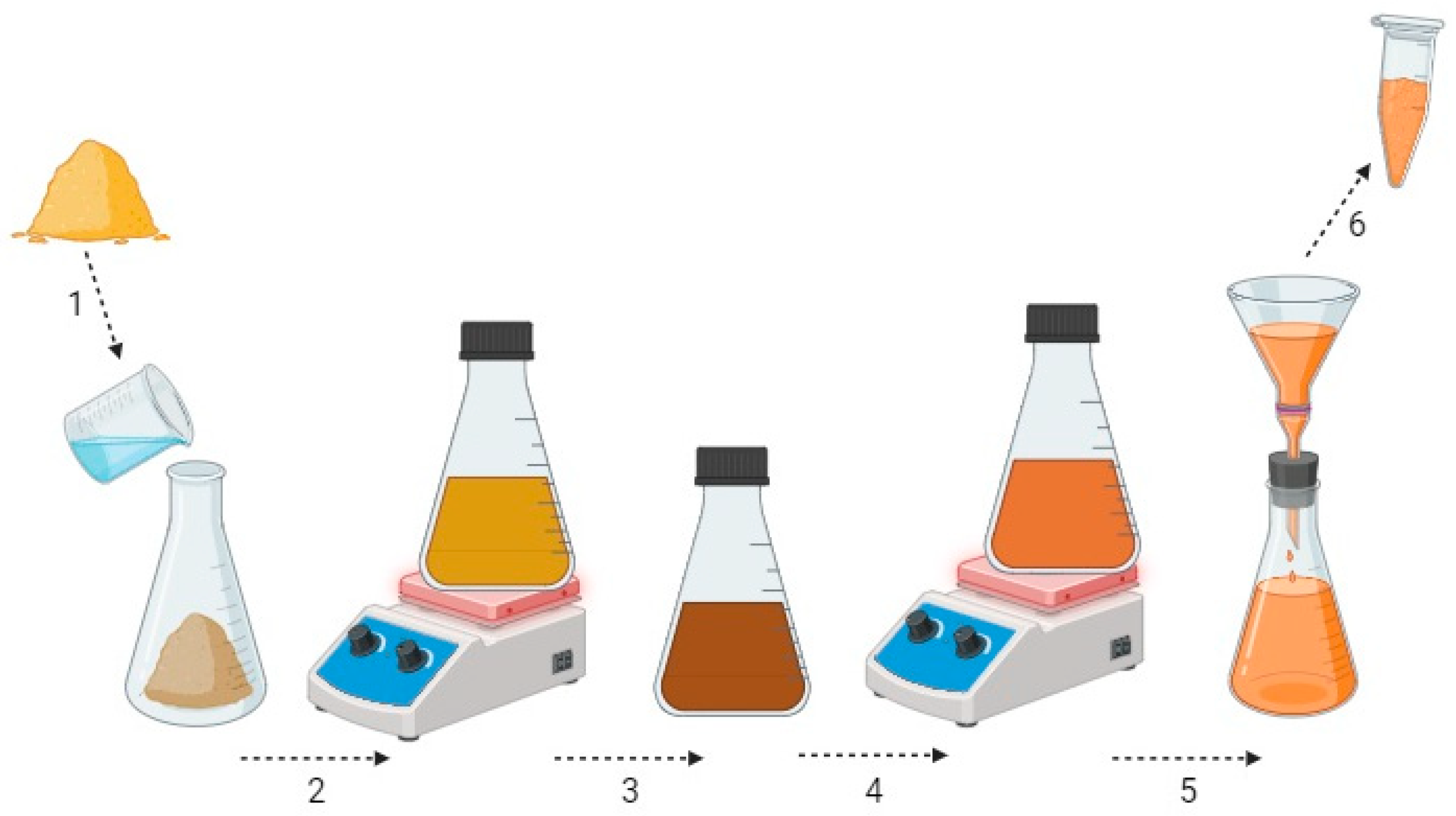
2.1. Obtaining Lignin from Wood Waste Using the Organosolvent Method
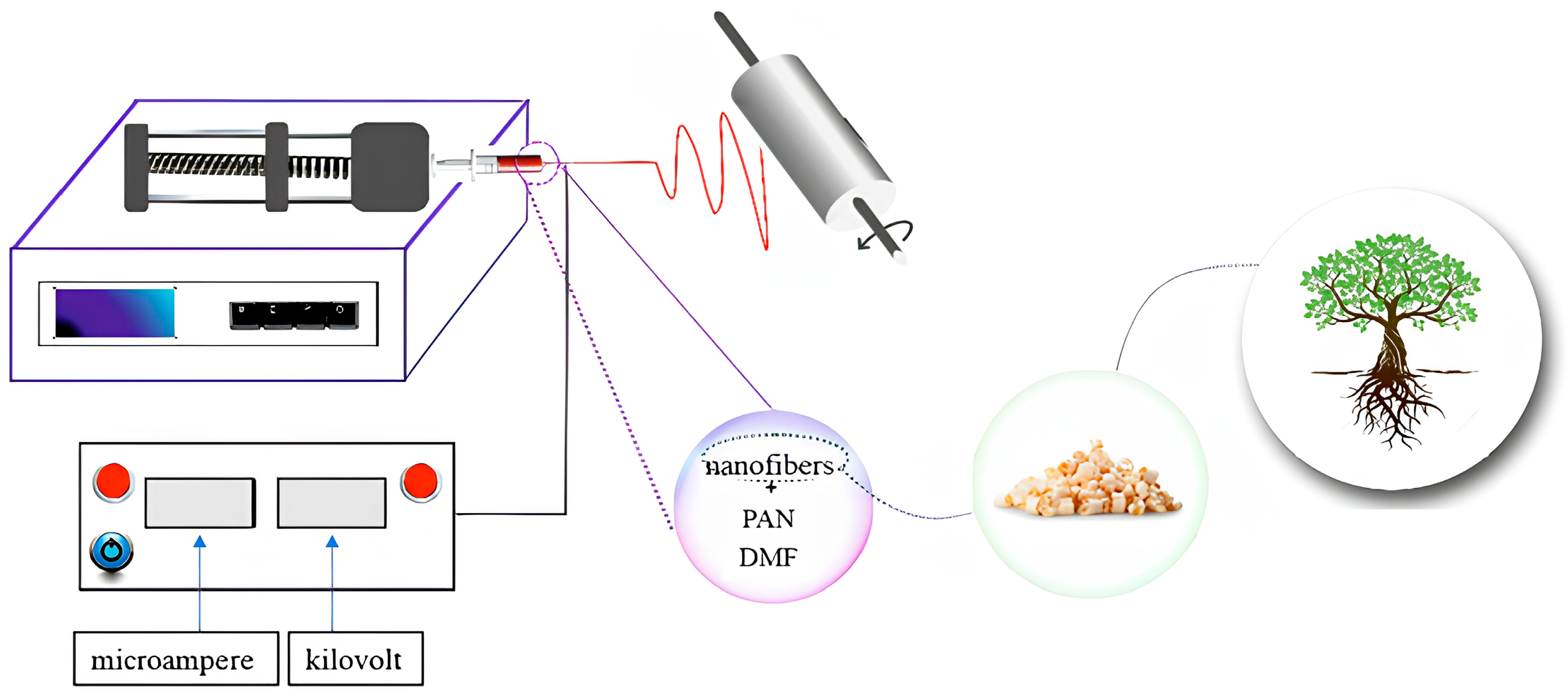
2.2. Obtaining Fibers from Lignin/PAN via Electrospinning
2.3. Stabilization and Carbonation of the Obtained Fibers
2.4. Manufacturing of Electrodes Based on Carbon Nanofibers for Supercapacitors
3. Results and Discussion
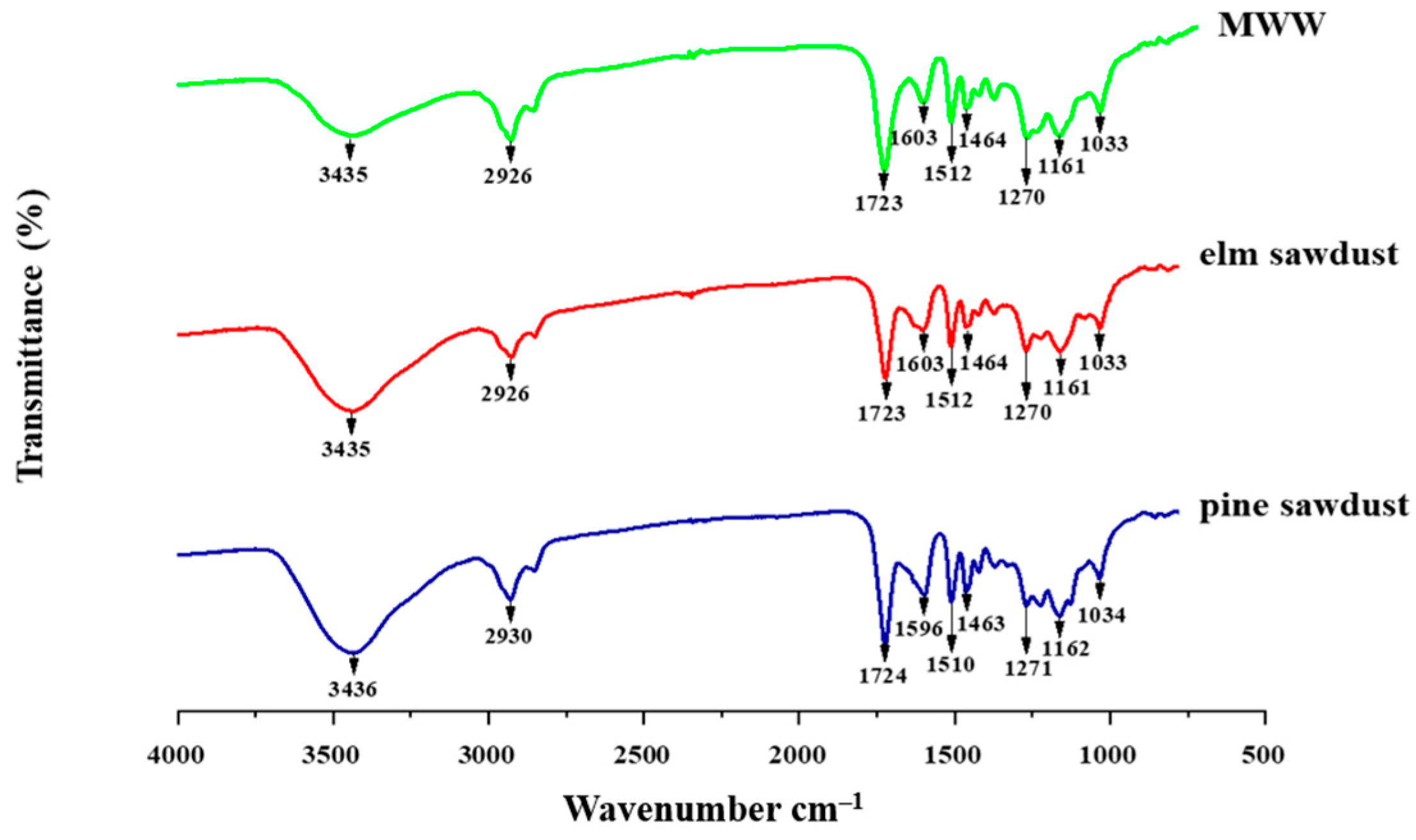
3.1. Physical and Chemical Characteristics of Lignins Obtained from Wood Waste
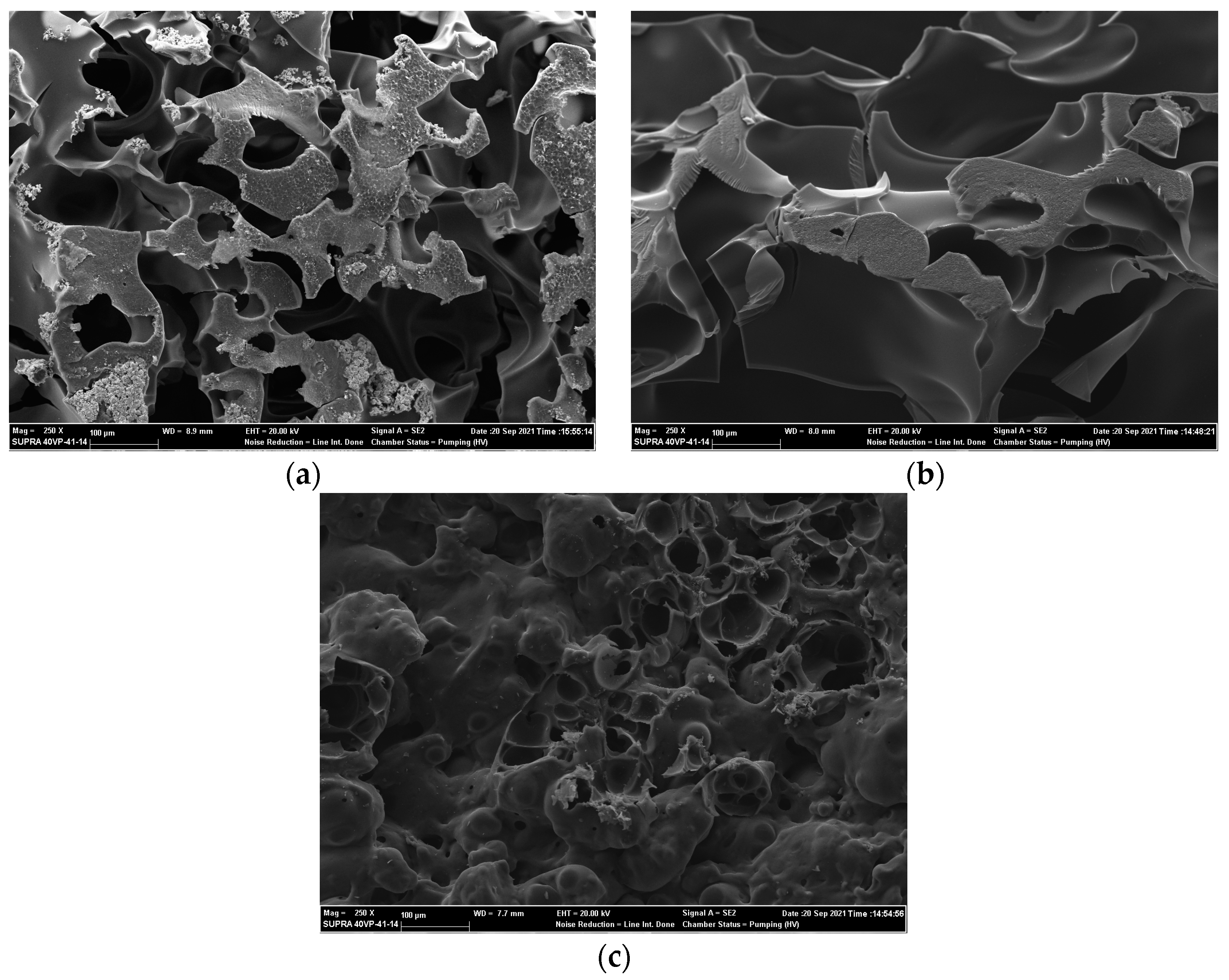
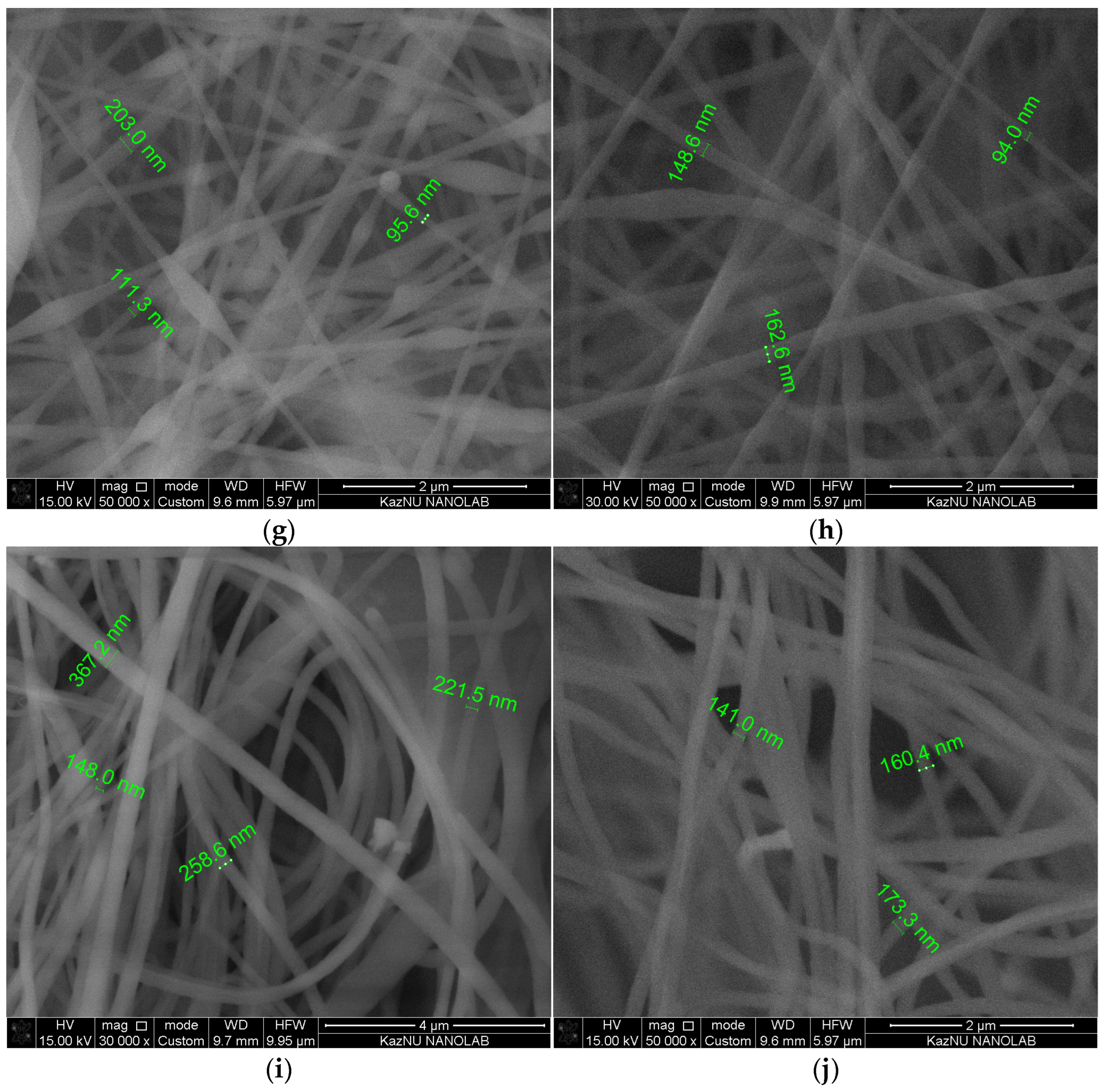
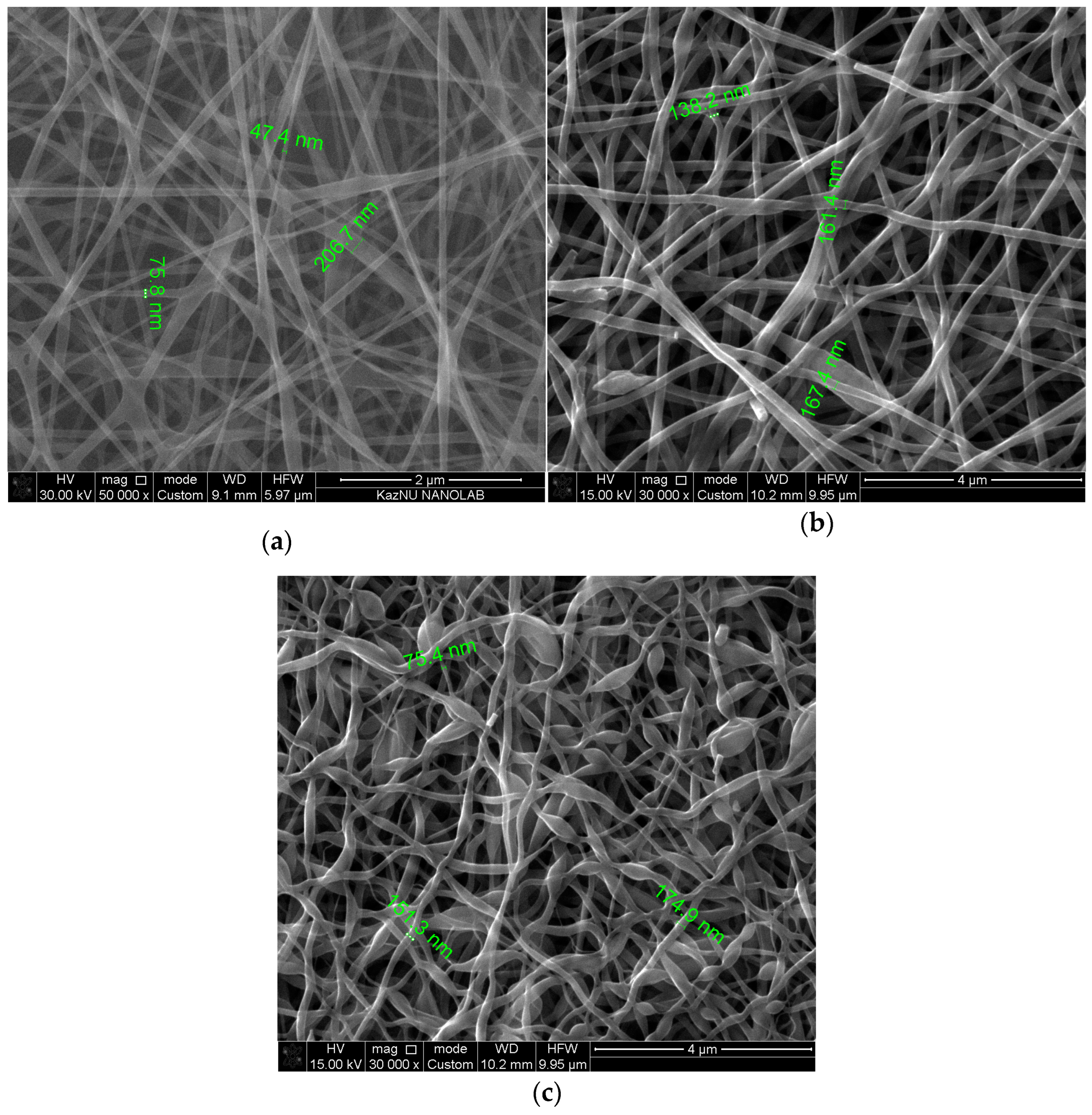
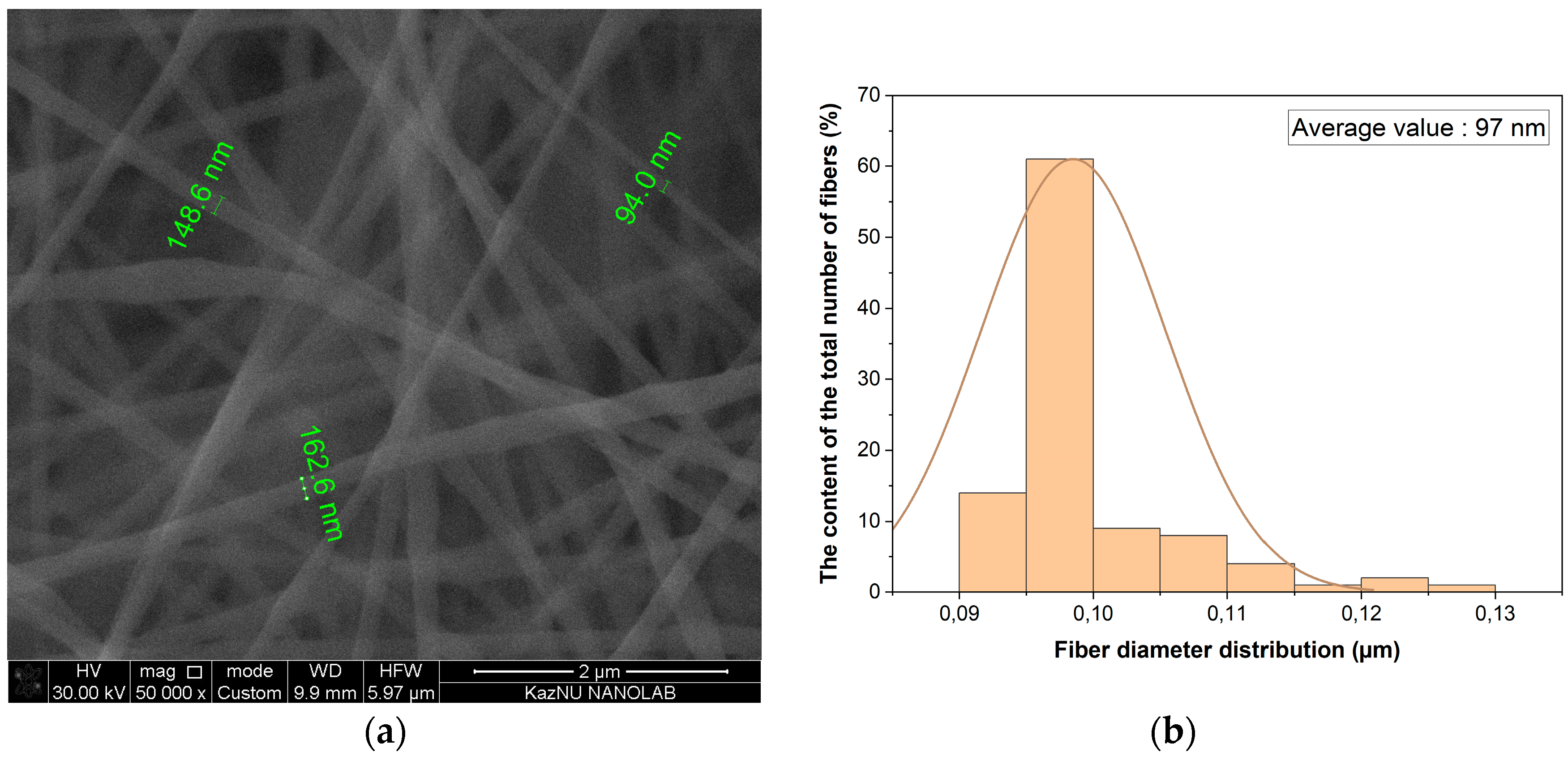
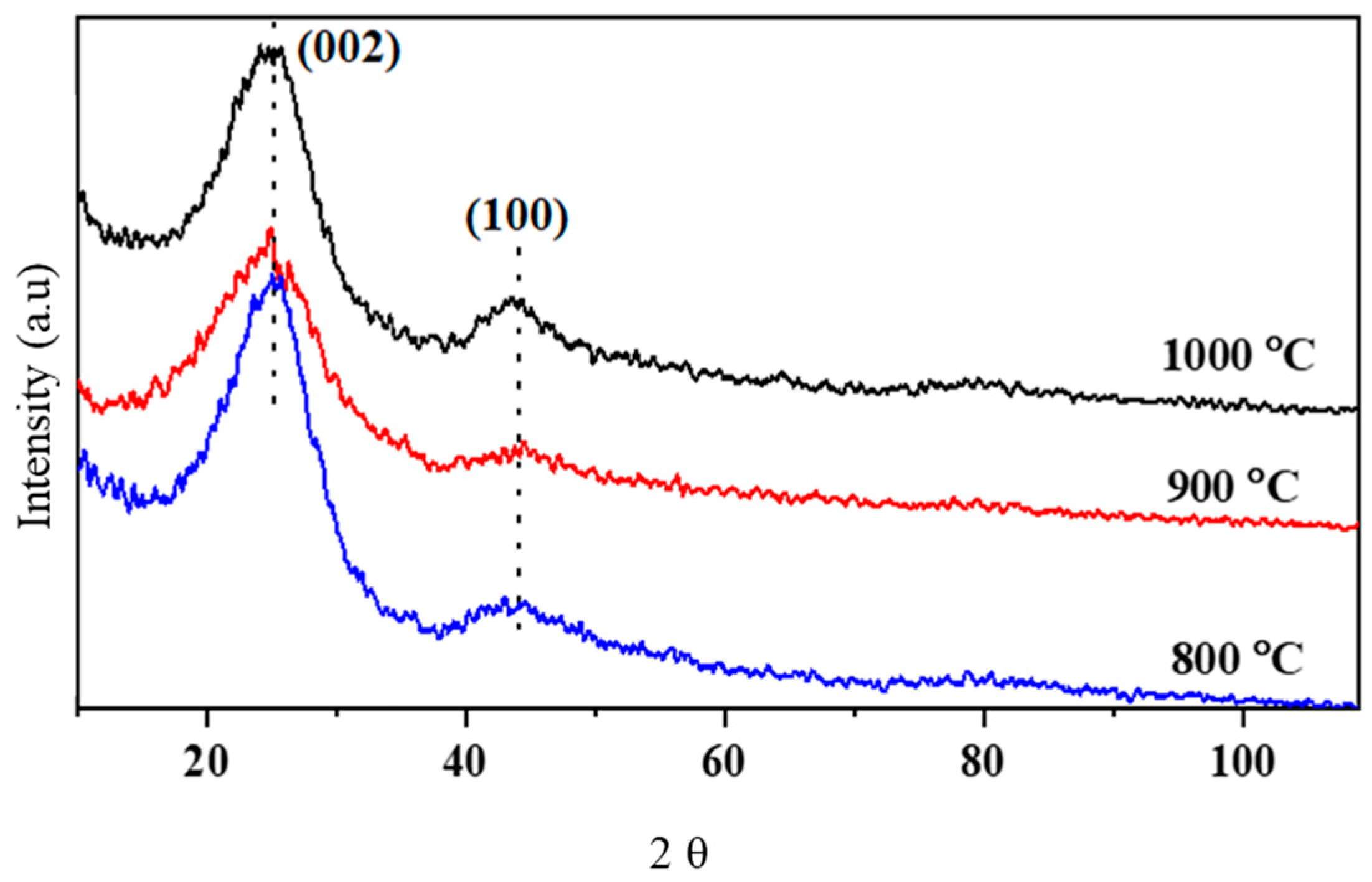
3.2. Physical and Chemical Characteristics of Carbon Nanofibers Based on Lignin/PAN
3.3. Electrochemical Characteristics of Electrodes Based on Nanofibers from Lignin/PAN
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sharma, S.; Agarwal, S.; Jain, A. Significance of Hydrogen as Economic and Environmentally Friendly Fuel. Energies 2021, 14, 7389. [Google Scholar] [CrossRef]
- Apostolou, D.; Xydis, G. A literature review on hydrogen refueling stations and infrastructure, Current status and future pro-spectus. Renew. Sustain. Energy Rev. 2019, 113, 109292. [Google Scholar] [CrossRef]
- Khan, N.; Kalair, E.; Abas, N.; Kalair, A. Energy transition from molecules to atoms and photons. Eng. Sci. Technol. Int. J. 2019, 22, 185–214. [Google Scholar] [CrossRef]
- Manikandan, S.; Vickram, S.; Sirohi, R.; Subbaiya, R.; Krishnan, R.Y.; Karmegam, N.; Sumathijones, C.; Rajagopal, R.; Chang, S.W.; Ravindran, B.; et al. Critical review of biochemical pathways to transformation of waste and biomass into bioenergy. Bioresour. Technol. 2023, 372, 128679. [Google Scholar] [CrossRef] [PubMed]
- Saleem, M. Possibility of utilizing agriculture biomass as a renewable and sustainable future energy source. Heliyon 2022, 8, e08905. [Google Scholar] [CrossRef] [PubMed]
- Asomaning, J.; Haupt, S.; Chae, M.; Bressler, D.C. Recent developments in microwaveassisted thermal conversion of biomass for fuels and chemicals. Renew. Sustain. Energy Rev. 2018, 92, 642–657. [Google Scholar] [CrossRef]
- Agnihotri, S.; Johnsen, I.A.; Boe, M.S.; Oyaas, K.; Moe, S. Ethanol organosolv pretreatment of softwood (Picea abies) and sugarcane bagasse for biofuel and biorefinery applications. Wood Sci. Technol. 2015, 49, 881–896. [Google Scholar] [CrossRef]
- Fabbri, F.; Bischof, S.; Mayr, S.; Gritsch, S.; Jimenez Bartolome, M.; Schwaiger, N.; Guebitz, G.M.; Weiss, R. The Biomodified Lignin Platform: A Review. Polymers 2023, 15, 1694. [Google Scholar] [CrossRef]
- Akhtar, N.; Gupta, K.; Goyal, D.; Goyal, A. Recent Advances in Pretreatment Technologies for Efficient Hydrolysis of Lignocel-lulosic Biomass. Environ. Prog. Sustain. Energy 2016, 35, 489–511. [Google Scholar] [CrossRef]
- Luck, F.A. A review of industrial catalytic wet air oxidation processes. Catal. Today 1996, 27, 195–202. [Google Scholar] [CrossRef]
- Alvira, P.; Tomas-Pejo, E.; Ballesteros, M.; Negro, M.J. Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: A review. Bioresour. Technol. 2010, 101, 4851–4861. [Google Scholar] [CrossRef] [PubMed]
- Sun, Y.; Cheng, J. Hydrolysis of Lignocellulosic Materials for Ethanol Production: A Review. Bioresour. Technol. 2002, 83, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Zhang, K.; Pei, Z.; Wang, D. Organic solvent pretreatment of lignocellulosic biomass for biofuels and biochemicals: A review. Bioresour. Technol. 2016, 199, 21–33. [Google Scholar] [CrossRef]
- Zhao, X.; Liu, D. Fractionating pretreatment of sugarcane bagasse by aqueous formic acid with direct recycle of spent liquor to increase cellulose digestibility-the Formiline process. Bioresour. Technol. 2012, 117, 25–32. [Google Scholar] [CrossRef]
- Long, J.; Xu, Y.; Wang, T.; Yuan, Z.; Shu, R.; Zhang, Q.; Ma, L. Efficient base-catalyzed decomposition and in situ hydrogenolysis process for lignin depolymerization and char elimination. Appl. Energy 2015, 141, 70–79. [Google Scholar] [CrossRef]
- Fodil, C.; Trache, D.; Brosse, N.; Benaliouche, F.; Tarchoun, A.F. Comparison of the physicochemical properties and thermal stability of organosolv and kraft lignins from hardwood and softwood biomass for their potential valorization. Waste Biomass Valorization 2020, 11, 6541–6553. [Google Scholar] [CrossRef]
- Nasim, R.; Mohini, S. Thermal and Physiochemical Characterization of Lignin Extracted from Wheat Straw by Organosolv Process. J. Polym. Environ. 2018, 26, 3109–3116. [Google Scholar]
- Lallave, M.; Bedia, J.; Ruiz-Rosas, R.; Rodríguez-Mirasol, J.; Cordero, T.; Otero, J.C.; Marquez, M.; Barrero, A.; Loscerales, I.G. Filled and hollow carbon nanofibers by coaxial electrospinning of alcell lignin without binder polymers. Adv. Mater. 2007, 19, 4292–4296. [Google Scholar] [CrossRef]
- Sun, J.; Jiang, H.R.; Wu, M.C.; Fan, X.Z.; Chao, C.Y.H.; Zhao, T.S. A novel electrode formed with electrospun nano- and micro-scale carbon fibers for aqueous redox flow batteries. J. Power Sources 2020, 470, 228441. [Google Scholar] [CrossRef]
- Ali, W.; Shabani, V.; Linke, M.; Sayin, S.; Gebert, B.; Altinpinar, S.; Hildebrandt, M.; Gutmann, J.S.; Mayer-Gall, T. Electrical conductivity of silver nanoparticle doped carbon nanofibres measured by CS-AFM. RSC Adv. 2019, 9, 4553–4562. [Google Scholar] [CrossRef]
- Su, C.; Tong, Y.; Zhang, M.; Zhang, Y.; Shao, C. TiO2nanoparticles immobilized on polyacrylonitrile nanofibers mats: A flexible and recyclable photocatalyst for phenol degradation. RSC Adv. 2013, 3, 7503–7512. [Google Scholar] [CrossRef]
- Khayyam, H.; Jazar, R.N.; Nunna, S.; Golkarnarenji, G.; Badii, K.; Fakhrhoseini, S.M.; Kumar, S.; Naebe, M. PAN precursor fab-rication, applications and thermal stabilization process in carbon fiber production: Experimental and mathematical modelling. Prog. Mater. Sci. 2020, 107, 100575. [Google Scholar] [CrossRef]
- Ramdayal, Y.; Omid, Z.; Sobhan, F.; Hossein, A.N.; Alper, K.; Patrick, B.; Minoo, N. Lignin derived carbon fiber and nanofiber: Manufacturing and applications. Compos. Part B Eng. 2023, 255, 110613. [Google Scholar]
- Ruiz-Rosas, R.; Bedia, J.; Lallave, M.; Loscertales, I.G.; Barrero, A.; Rodríguez-Mirasol, J.; Cordero, T. The production of submicron diameter carbon fibers by the electrospinning of lignin. Carbon 2010, 48, 696–705. [Google Scholar] [CrossRef]
- Wang, S.; Bai, J.; Innocent, M.T.; Wang, Q.; Xiang, H.; Tang, J.; Zhu, M. Lignin-based carbon fibers: Formation, modification and potential applications. Green Energy Environ. 2022, 7, 578–605. [Google Scholar] [CrossRef]
- Jan, J.; Yu, B.-J.; Shi, Z.-Q.; Wang, C.-Y.; Chong, C.-B. Lignin-based electrospun carbon nanofibrous webs as free-standing and binder-free electrodes for sodium ion batteries. J. Power Sources 2014, 272, 800–807. [Google Scholar] [CrossRef]
- Peuvot, K.; Hosseinaei, O.; Tomani, P.; Zenkert, D.; Lindbergh, G. Lignin Based Electrospun Carbon Fiber Anode for Sodium Ion Batteries. J. Electrochem. Soc. 2019, 166, A1984–A1990. [Google Scholar] [CrossRef]
- García-Mateos, F.J.; Ruiz-Rosas, R.; María Rosas, J.; Moralloń, E.; Cazorla-Amorós, D.; Rodríguez-Mirasol, J.; Cordero, T. Acti-vation of Electrospun Lignin-Based Carbon Fibers and Their Performance as Self-Standing Supercapacitor Electrodes. Sep. Purif. Technol. 2020, 241, 116724. [Google Scholar] [CrossRef]
- Zhang, W.; Yang, P.; Luo, M.; Wang, X.; Zhang, T.; Chen, W.; Zhou, X. Fast Oxygen, Nitrogen Co-Functionalization on Elec-trospun Lignin-Based Carbon Nanofibers Membrane via Air Plasma for Energy Storage Application. Int. J. Biol. Macromol. 2020, 143, 434–442. [Google Scholar] [CrossRef]
- Jeong, J.H.; Lee, Y.H.; Kim, B.H. Relationship between Microstructure and Electrochemical Properties of 2lignin-Derived Carbon Nanofibers Prepared by Thermal Treatment. Synth. Met. 2020, 260, 116287. [Google Scholar] [CrossRef]
- Herou, S.; Crespo, M.; Titirici, M. Investigating the Effects of Activating Agent Morphology on the Porosity and Related Capacitance of Nanoporous Carbons. CrystEngComm 2020, 22, 1560–1567. [Google Scholar] [CrossRef]
- Boeriu, C.G.; Bravo, D.; Gosselink, R.J.; van Dam, J.E. Characterisation of structure-dependent functional properties of lignin with infrared spectroscopy. Ind. Crops Prod. 2004, 20, 205–218. [Google Scholar] [CrossRef]
- Tejado, A.; Pena, C.; Labidi, J.; Echeverria, J.M.; Mondragon, I. Physico-chemical characterization of lignins from different sources for use in phenol-formaldehyde resin synthesis. Bioresour Technol. 2007, 98, 1655–1663. [Google Scholar] [CrossRef] [PubMed]
- Elshafie, M.; Taha, M.G.; Elhamamsy, S.M.; Moustafa, Y.; Elazab, W.I.M. Thermal analysis of the prepared lignin/graphene oxide/polyurethane composite/Egyptian. J. Pet. 2020, 29, 8. [Google Scholar]
- Lundquist, K. NMR studies of lignins. Investigation of spruce lignin by 1H NMR spectroscopy. Acta Chem. Scand. 1980, 34, 21–26. [Google Scholar] [CrossRef]
- Saliba, E.D.; Rodriguez, N.M.; de Morais, A.; Piló-Veloso, D. Ligninas: Métodos de obtenção e caracterização química. Ciência Rural. 2001, 31, 917–928. [Google Scholar] [CrossRef]
- Lundquist, K. Proton (1H) NMR spectroscopy. In Methods in Lignin Chemistry; Springer: Berlin, Germany, 1992; pp. 242–249. [Google Scholar]
- Papkov, D.; Zou, Y.; Andalib, M.N.; Goponenko, A.; Cheng, S.Z.D.; Dzenis, Y.A. Simultaneously strong and tough ultrafine continuous nanofibers. ACS Nano 2013, 7, 3324–3331. [Google Scholar] [CrossRef]
- Naraghi, M.; Arshad, S.N.; Chasiotis, I. Molecular orientation and mechanical property size effects in electrospun polyacrylo-nitrile nanofibers. Polymer 2011, 52, 1612–1618. [Google Scholar] [CrossRef]
- Yarin, A.L.; Koombhongse, S.; Reneker, D.H. Bending instability in electrospinning of nanofibers. J. Appl. Phys. 2001, 5, 89. [Google Scholar] [CrossRef]
- Ji, L.; Zhang, X. Manganese oxide nanoparticle-loaded porous carbon nanofibers as anode materials for high-performance lithium-ion batteries. Electrochem. Commun. 2009, 11, 795–798. [Google Scholar] [CrossRef]
- Peng, Y.T.; Lo, C.T. Effect of Microstructure and Morphology of Electrospun Ultra-Small Carbon Nanofibers on Anode Per-formances for Lithium Ion Batteries. J. Electrochem. Soc. 2015, 162, 1085–1093. [Google Scholar] [CrossRef]
- Nazhipkyzy, M.; Maltay, A.B.; Askaruly, K.; Assylkhanova, D.D.; Seitkazinova, A.R.; Mansurov, Z.A. Biomass-Derived Porous Carbon Materials for Li-Ion Battery. Nanomaterials 2022, 12, 3710. [Google Scholar] [CrossRef] [PubMed]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wave Number (cm−1) | Functional Group |
|---|---|
| 3435 | O–H (phenolic), hydrogen bonding |
| 2926 | C–H (alkane) in methyl groups |
| 1723 | C=O (non-conjugated carbonyl/carboxyl sprains) |
| 1603 | C=C (aromatic) |
| 1512 | C=C (aromatic) |
| 1464 | C–H (deformation, asymmetric) |
| 1270 | C–O (ether) |
| 1161 | C–H (aromatic) with flat deformation |
| 1033 | C–O (ether) |
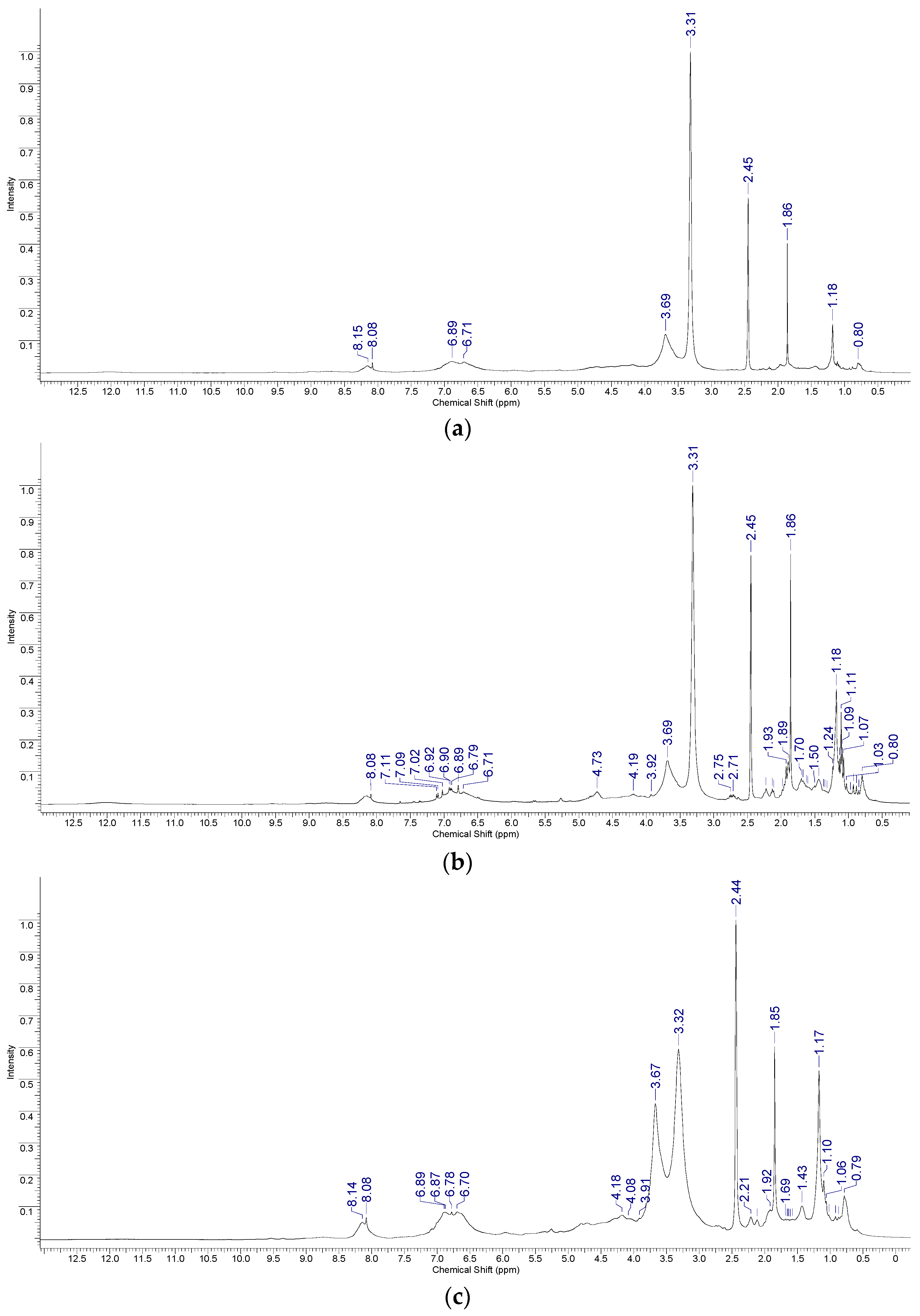
| Chemical Shift (ppm) | Appointment |
|---|---|
| 0.80–1.2 | Methyl and methylene protons |
| 2.21 | Aromatic acetate |
| 2.45–4.73 | Signals in this region refer to two aromatic protons in the structures of syringil and guaiacylpropane |
| 6.70–7.11 | Aromatic protons |
| Samples | {002} | {100} | ||
|---|---|---|---|---|
| 2 θ | Distance, D (nm) | 2 θ | Distance, D (nm) | |
| CNF 800 | 24.7251 | 0.356245 | 43.6751 | 0.207083 |
| CNF 900 | 24.9251 | 0.357655 | 43.8751 | 0.26185 |
| CNF 1000 | 24.9751 | 0.35979 | 44.2251 | 0.204634 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nazhipkyzy, M.; Maltay, A.B.; Lesbayev, B.; Assylkhanova, D.D. Synthesis of Lignin/PAN Fibers from Sawdust. Fibers 2024, 12, 27. https://doi.org/10.3390/fib12030027
Nazhipkyzy M, Maltay AB, Lesbayev B, Assylkhanova DD. Synthesis of Lignin/PAN Fibers from Sawdust. Fibers. 2024; 12(3):27. https://doi.org/10.3390/fib12030027
Chicago/Turabian StyleNazhipkyzy, Meruyert, Anar B. Maltay, Bakhytzhan Lesbayev, and Dana D. Assylkhanova. 2024. "Synthesis of Lignin/PAN Fibers from Sawdust" Fibers 12, no. 3: 27. https://doi.org/10.3390/fib12030027