
Transverse Loading on Single High-Performance Fibers by Round-Head Indenters and the Fibers’ Failure Visualization

 ,
,
Abstract
:1. Introduction
2. Materials
3. Experiments
3.1. Specimen and Indenter Preparation
3.2. Single-Fiber Tensile Experiment
3.3. Single-Fiber Transverse Loading Experiment Integrating with SEM
3.4. Post-Fracture Imaging
4. Results and Discussion
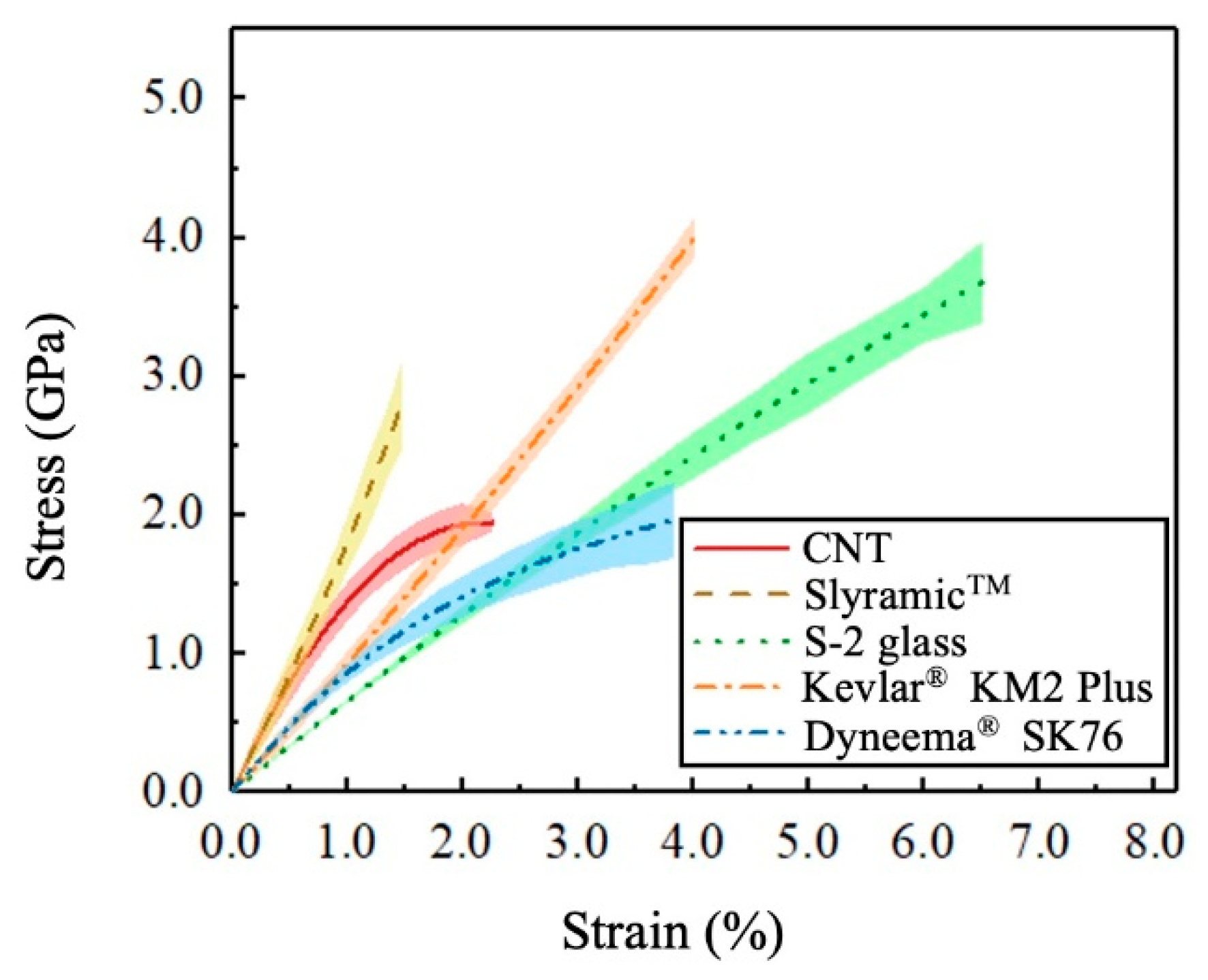
4.1. Stress–Strain Curves of Different Fibers
4.2. Failure Processes of Different Fibers
4.2.1. CNT Fiber
4.2.2. SlyramicTM Ceramic Fiber
4.2.3. S-2 Glass Fiber
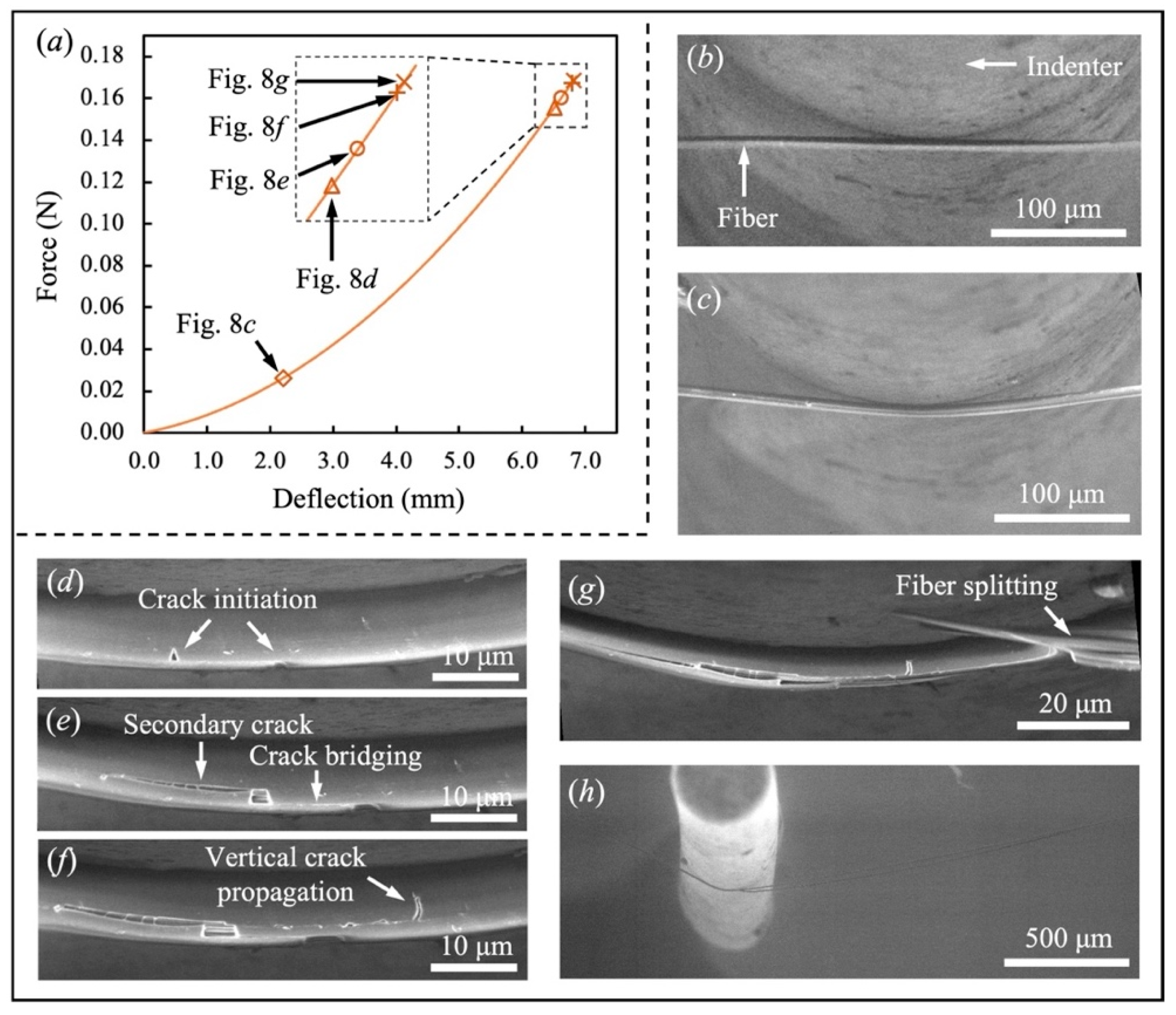
4.2.4. Kevlar® KM2 Plus Fiber
4.2.5. Dyneema® SK76 Fiber
4.3. Fracture Surfaces of Different Fibers
4.4. Energy Dissipation of Different Fibers under Transverse Loading
4.5. Effect of Transverse Loading on the Energy Dissipation
5. Conclusions
- (1)
- The SlyramicTM ceramic and S-2 glass fibers failed in a brittle manner: they were bent under the indenter and fractured suddenly. The S-2 glass fiber had a larger deflection before failure due to its higher elongation in tension.
- (2)
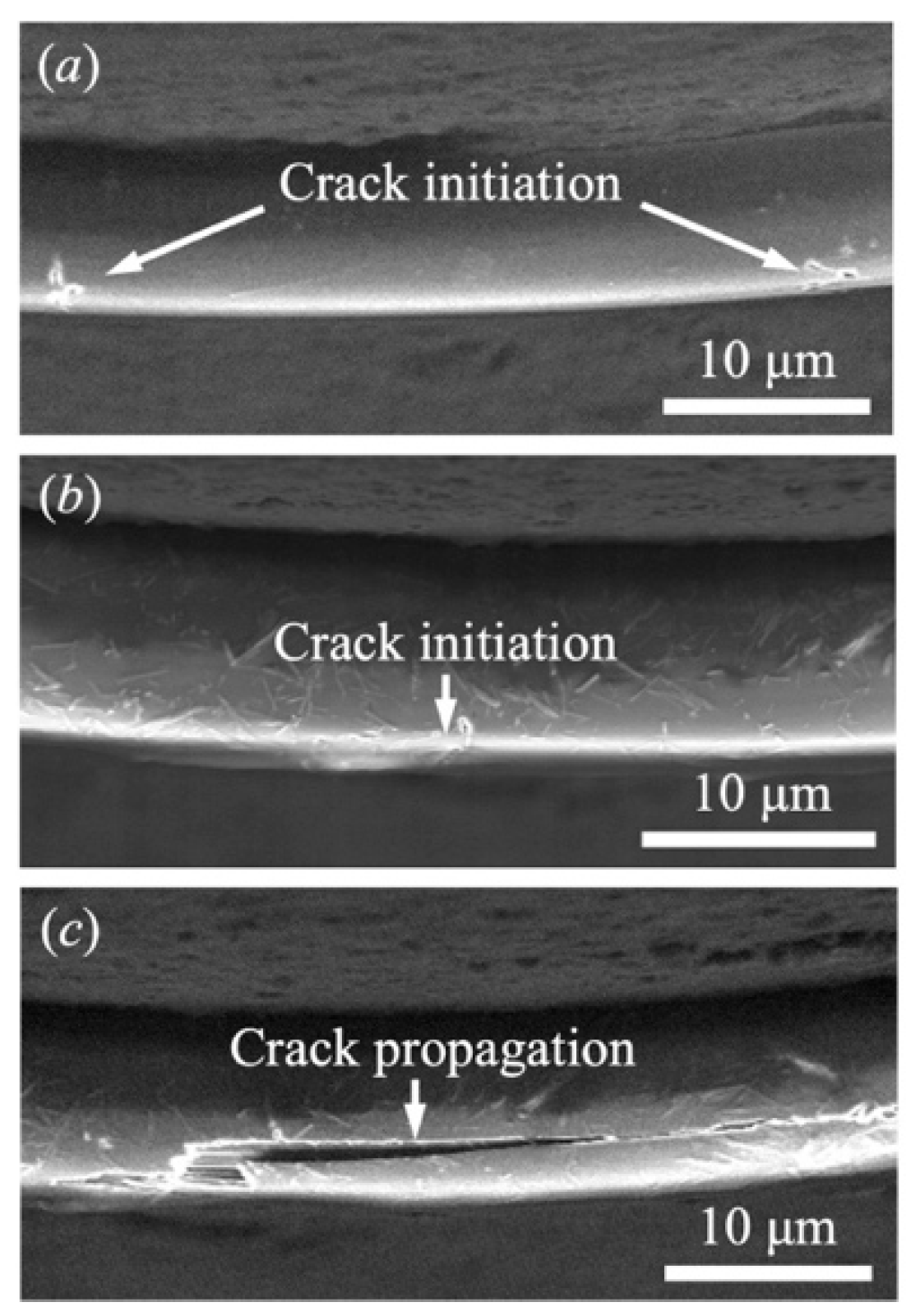
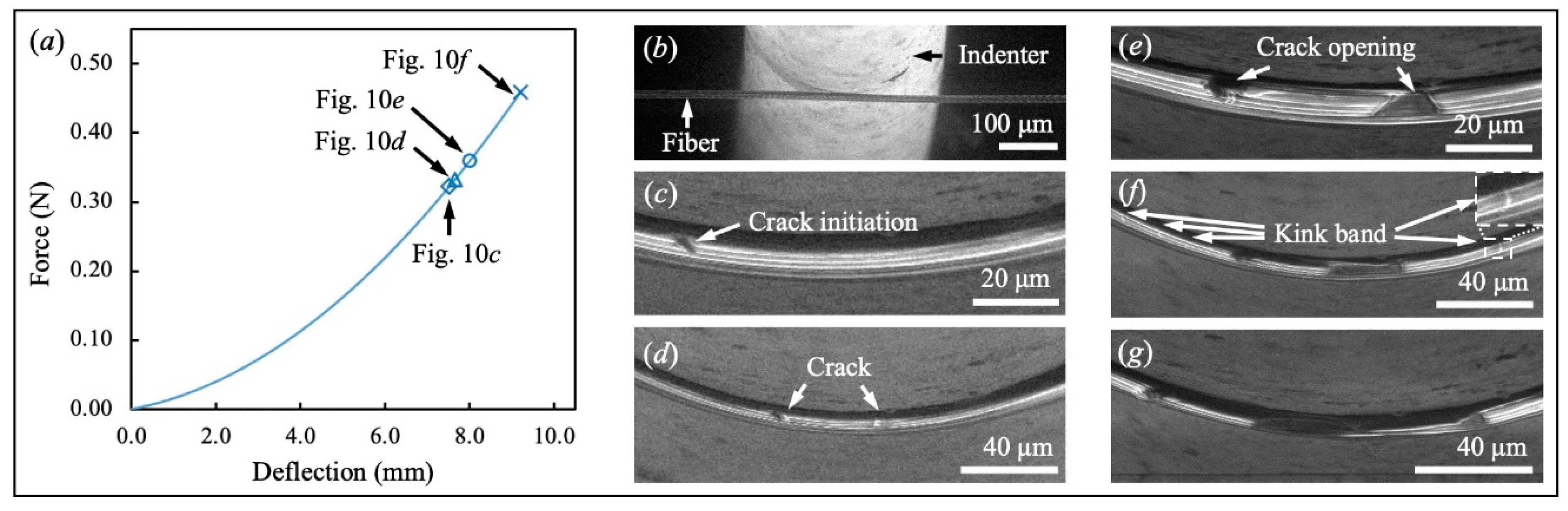
- Subjected to the transverse loading, the CNT, Kevlar® KM2 Plus, and Dyneema® SK76 fibers were observed to experience bending, transverse compression, and axial tension. Kevlar® KM2 Plus fibers failed in fibrillation. The cracks initiated at the bottom of the fiber and propagated vertically to the indenter. During the vertical crack propagation, secondary cracks along the fiber were activated at the vertical crack tip and split the Kevlar® KM2 Plus fibers. Finally, the residual fiber could not resist the increasing transverse load and failed in tension. Unlike the Kevlar® KM2 Plus fiber, the Dyneema® SK76 fiber had cracks initiated at the top of the fiber, where the fiber contacted the indenter. The cracks then propagated downwards and opened at the initial positions until the fiber’s breakage. On the other hand, CNT fibers may fail away from the fiber/indenter contacting area, depending on the defect distribution in the fibers. Kink bands were found in the post-fracture images.
- (3)
- During the transverse loading, the organic fibers had higher energy dissipation than the inorganic fibers. Kevlar® KM2 Plus fibers have the highest mass-efficient energy dissipation, followed by Dyneema® SK76, S-2 glass, CNT, and SlyramicTM ceramic fibers. The findings contribute to the lightweight material selection in body and vehicle armor and show the necessity to improve the CNT fibers’ properties under axial tension.
- (4)
- The transverse loading significantly suppressed the fiber’s high performance in tension. The energy dissipation during transverse loading was no more than 17.9% of that under axial tension. The stress concentration under the indenter is believed to result in such degradation in energy dissipation, which is suggested to be considered in the modeling.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lim, B.H.; Chu, J.M.; Gao, J.; Claus, B.; Nie, Y.; Chen, W. The effect of projectile nose shape on the critical velocity of high-performance yarn. Fibers 2019, 7, 29. [Google Scholar] [CrossRef] [Green Version]
- Hudspeth, M.; Chu, J.M.; Jewell, E.; Lim, B.; Ytuarte, E.; Tsutsui, W.; Horner, S.; Chen, W. Effect of projectile nose geometry on the critical velocity and failure of yarn subjected to transverse impact. Text. Res. J. 2017, 87, 953–972. [Google Scholar] [CrossRef]
- Gao, J.; Guo, Z.; Hernandez, J.A.; Zhou, F.; Nie, Y.; Gao, J.; Lim, B.H.; Kedir, N.; Zhai, X.; Wang, J.; et al. Transverse impact by RCCs on S-glass and Kevlar® FRC strips. Compos. Part A Appl. Sci. Manuf. 2021, 146, 106425. [Google Scholar] [CrossRef]
- Meyer, C.S.; Haque, B.Z.G.; O’Brien, D.J.; Getinet, N.; Jian, H.Y.; Bonyi, E.; Aslan, K.; Gillespie, J.W., Jr. Mesoscale ballistic damage mechanisms of a single-layer woven glass/epoxy composite. Int. J. Impact Eng. 2018, 113, 118–131. [Google Scholar] [CrossRef]
- Chen, W.; Hudspeth, M.; Guo, Z.; Lim, B.H.; Horner, S.; Zheng, J.Q. Multi-scale experiments on soft body armors under projectile normal impact. Int. J. Impact Eng. 2017, 108, 63–72. [Google Scholar] [CrossRef]
- Gama, B.A.; Gillespie, J.W., Jr. Punch shear based penetration model of ballistic impact of thick-section composites. Compos. Struct. 2008, 86, 356–369. [Google Scholar] [CrossRef]
- Chu, J.M.; Claus, B.; Lim, B.H.; O’Brien, D.; Sun, T.; Fezzaa, K.; Chen, W. Rate effects on fiber–matrix interfacial transverse debonding behavior. J. Compos. Mater. 2020, 54, 501–517. [Google Scholar] [CrossRef]
- Sanborn, B.; DiLeonardi, A.M.; Weerasooriya, T. Tensile properties of Dyneema SK76 single fibers at multiple loading rates using a direct gripping method. J. Dyn. Behav. Mater. 2015, 1, 4–14. [Google Scholar] [CrossRef]
- Cheng, M.; Chen, W.; Weerasooriya, T. Mechanical properties of Kevlar® KM2 single fiber. J. Eng. Mater. Technol. 2005, 127, 197–203. [Google Scholar] [CrossRef]
- Lim, J.; Chen, W.W.; Zheng, J.Q. Dynamic small strain measurements of Kevlar® 129 single fibers with a miniaturized tension Kolsky bar. Polym. Test. 2010, 29, 701–705. [Google Scholar] [CrossRef]
- Staniszewski, J.M.; Bogetti, T.A.; Wu, V.; Moy, P. Interfibrillar behavior in ultra-high molecular weight polyethylene (UHMWPE) single fibers subjected to tension. Int. J. Solids Struct. 2020, 206, 354–369. [Google Scholar] [CrossRef]
- Hudspeth, M.; Claus, B.; Parab, N.; Lim, B.H.; Chen, W.; Sun, T.; Fezza, K. In situ visual observation of fracture processes in several high-performance fibers. J. Dyn. Behav. Mater. 2015, 1, 55–64. [Google Scholar] [CrossRef] [Green Version]
- Guo, Z.; Casem, D.; Hudspeth, M.; Nie, X.; Sun, J.; Chen, W. Transverse compression of two high-performance ballistic fibers. Text. Res. J. 2016, 86, 502–511. [Google Scholar] [CrossRef]
- Sockalingam, S.; Bremble, R.; Gillespie, J.W., Jr.; Keefe, M. Transverse compression behavior of Kevlar KM2 single fiber. Compos. Part A Appl. Sci. Manuf. 2016, 81, 271–281. [Google Scholar] [CrossRef]
- Li, Y.; Sun, B.; Sockalingam, S.; Pan, Z.; Lu, W.; Chou, T.W. Influence of transverse compression on axial electromechanical properties of carbon nanotube fibers. Mater. Des. 2020, 188, 108463. [Google Scholar] [CrossRef]
- Sun, J.; Hudspeth, M.; Chen, W. Biaxial shear/tension failure behavior of Spectra single fibers. Compos. Part A Appl. Sci. Manuf. 2016, 88, 286–294. [Google Scholar] [CrossRef]
- Hudspeth, M.; Li, D.; Spatola, J.; Chen, W.; Zheng, J. The effects of off-axis transverse deflection loading on the failure strain of various high-performance fibers. Text. Res. J. 2016, 86, 897–910. [Google Scholar] [CrossRef]
- Mayo, J.B., Jr.; Wetzel, E.D. Cut resistance and failure of high-performance single fibers. Text. Res. J. 2014, 84, 1233–1246. [Google Scholar] [CrossRef]
- Gao, J.; Nie, Y.; Lim, B.H.; Zhai, X.; Kedir, N.; Chen, W. In-situ observation of cutting-induced failure processes of single high-performance fibers inside a SEM. Compos. Part A Appl. Sci. Manuf. 2020, 131, 105767. [Google Scholar] [CrossRef]
- Koziol, K.; Vilatela, J.; Moisala, A.; Motta, M.; Cunniff, P.; Sennett, M.; Windle, A. High-performance carbon nanotube fiber. Science 2007, 318, 1892–1895. [Google Scholar] [CrossRef]
- Behabtu, N.; Young, C.C.; Tsentalovich, D.E.; Kleinerman, O.; Wang, X.; Ma, A.W.K.; Bengio, E.A.; ter Waarbeek, R.F.; de Jong, J.J.; Hoogerwerf, R.E.; et al. Strong, light, multifunctional fibers of carbon nanotubes with ultrahigh conductivity. Science 2013, 339, 182–186. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Choi, J.; Jung, Y.; Yang, S.J.; Oh, J.Y.; Oh, J.; Jo, K.; Son, J.G.; Moon, S.E.; Park, C.R.; Kim, H. Flexible and robust thermoelectric generators based on all-carbon nanotube yarn without metal electrodes. ACS Nano 2017, 11, 7608–7614. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.H.; Park, J.; Moon, S.Y.; Lee, S.Y.; Kim, S.M. Strong and highly conductive carbon nanotube fibers as conducting wires for wearable electronics. Appl. Nano Mater. 2021, 4, 3833–3842. [Google Scholar] [CrossRef]
- Liu, K.; Sun, Y.; Lin, X.; Zhou, R.; Wang, J.; Fan, S.; Jiang, K. Scratch-resistant, highly conductive, and high-strength carbon nanotube-based composite yarns. ACS Nano 2010, 4, 5827–5834. [Google Scholar] [CrossRef]
- Headrick, R.J.; Tsentalovich, D.E.; Berdegué, J.; Bengio, E.A.; Liberman, L.; Kleinerman, O.; Lucas, M.S.; Talmon, Y.; Pasquali, M. Structure–property relations in carbon nanotube fibers by downscaling solution processing. Adv. Mater. 2018, 30, 1704482. [Google Scholar] [CrossRef]
- Jones, R.E.; Petrak, D.; Rabe, J.; Szweda, A. SYLRAMIC™ SiC fibers for CMC reinforcement. J. Nucl. Mater. 2000, 283, 556–559. [Google Scholar] [CrossRef]
- AGY. High Strength Glass Fibers; Aiken, SC, USA, 2006; Available online: https://www.agy.com/wp-content/uploads/2014/03/High_Strength_Glass_Fibers-Technical.pdf (accessed on 10 February 2022).
- Sathishkumar, T.P.; Satheeshkumar, S.; Naveen, J. Glass fiber-reinforced polymer composites—A review. J. Reinf. Plast. Compos. 2014, 33, 1258–1275. [Google Scholar] [CrossRef]
- Singh, T.J.; Samanta, S. Characterization of Kevlar fiber and its composites: A review. Mater. Today Proc. 2015, 2, 1381–1387. [Google Scholar] [CrossRef]
- Cline, J.; Wu, V.; Moy, P. Assessment of the Tensile Properties for Single Fibers; US Army Research Laboratory Aberdeen Proving Ground: Aberdeen, MD, USA, 2018. [Google Scholar]
- Abouzaid, H.A.K. An investigation into the functional properties of Kevlar and Dyneema fabrics used as bulletproof. Int. Des. J. 2021, 11, 331–337. [Google Scholar]
- Gao, J.; Nie, Y.; Lim, B.H.; Kedir, N.; Chen, W. A microscopic experimental method transversely loading on single high-performance fibers. Exp. Mech. 2019, 59, 669–679. [Google Scholar] [CrossRef]
- DexMat High Performance CNT Products. Galvorn CNT Fiber 10 Microns. Available online: https://store.dexmat.com/galvorn-cnt-fiber-10-microns-1-m-long/#product-details (accessed on 13 January 2021).
- COI Ceramics. Incorporated, SylramicTM SiC Fiber; Magna, UT, USA, 2013; Available online: https://pdf4pro.com/cdn/sylramictm-sic-fiber-coi-ceramics-2bae04.pdf (accessed on 10 February 2022).
- Sola, F.; Bhatt, R. Mapping the local modulus of Sylramic silicon carbide fibers by nanoindentation. Mater. Lett. 2015, 159, 395–398. [Google Scholar] [CrossRef]
- Gao, J.; Kedir, N.; Chen, W. Characterization of failure of single carbon nanotube fibers under extreme transverse loading. Mater. Des. 2022, 215, 110482. [Google Scholar] [CrossRef]
- Lim, B.H.; Chu, J.M.; Chen, W. Mechanical behavior of high-performance yarns transversely loaded by different indenters. Fibers 2018, 6, 69. [Google Scholar] [CrossRef] [Green Version]
- Doyle, J.F. Wave Propagation in Structure: Spectral Analysis Using Fast Discrete Fourier Transforms; Springer: New York, NY, USA, 1997. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber Type | Density ρ (kg/m3) | Diameter d (μm) | Tensile Strength σte (GPa) | Failure Strain εte (%) |
|---|---|---|---|---|
| CNT | 1500 [33] | 9.60 ± 0.58 | 1.94 ± 0.22 | 2.26 ± 0.31 |
| SlyramicTM | 3100 [34] | 10.15 ± 0.31 | 2.73 ± 0.41 | 1.47 ± 0.16 |
| S-2 glass | 2488 [27] | 9.93 ± 0.32 | 3.68 ± 0.20 | 6.50 ± 0.42 |
| Kevlar® KM2 Plus | 1450 [30] | 10.48 ± 0.32 | 3.92 ± 0.26 | 3.99 ± 0.19 |
| Dyneema® SK76 | 980 [8] | 16.67 ± 0.66 | 1.99 ± 0.26 | 3.83 ± 0.42 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, J.; Kedir, N.; Lim, B.H.; Nie, Y.; Zhai, X.; Chen, W. Transverse Loading on Single High-Performance Fibers by Round-Head Indenters and the Fibers’ Failure Visualization. Fibers 2022, 10, 48. https://doi.org/10.3390/fib10060048
Gao J, Kedir N, Lim BH, Nie Y, Zhai X, Chen W. Transverse Loading on Single High-Performance Fibers by Round-Head Indenters and the Fibers’ Failure Visualization. Fibers. 2022; 10(6):48. https://doi.org/10.3390/fib10060048
Chicago/Turabian StyleGao, Jinling, Nesredin Kedir, Boon Him Lim, Yizhou Nie, Xuedong Zhai, and Weinong Chen. 2022. "Transverse Loading on Single High-Performance Fibers by Round-Head Indenters and the Fibers’ Failure Visualization" Fibers 10, no. 6: 48. https://doi.org/10.3390/fib10060048