Influence of TiO2 Additives on Cavitation Erosion Resistance of Al-Mg Alloy Micro-Arc Oxidation Coating


Abstract
:1. Introduction
2. Experiment Details
2.1. Material Preparation
2.2. Micro-Arc Oxidation Treatment
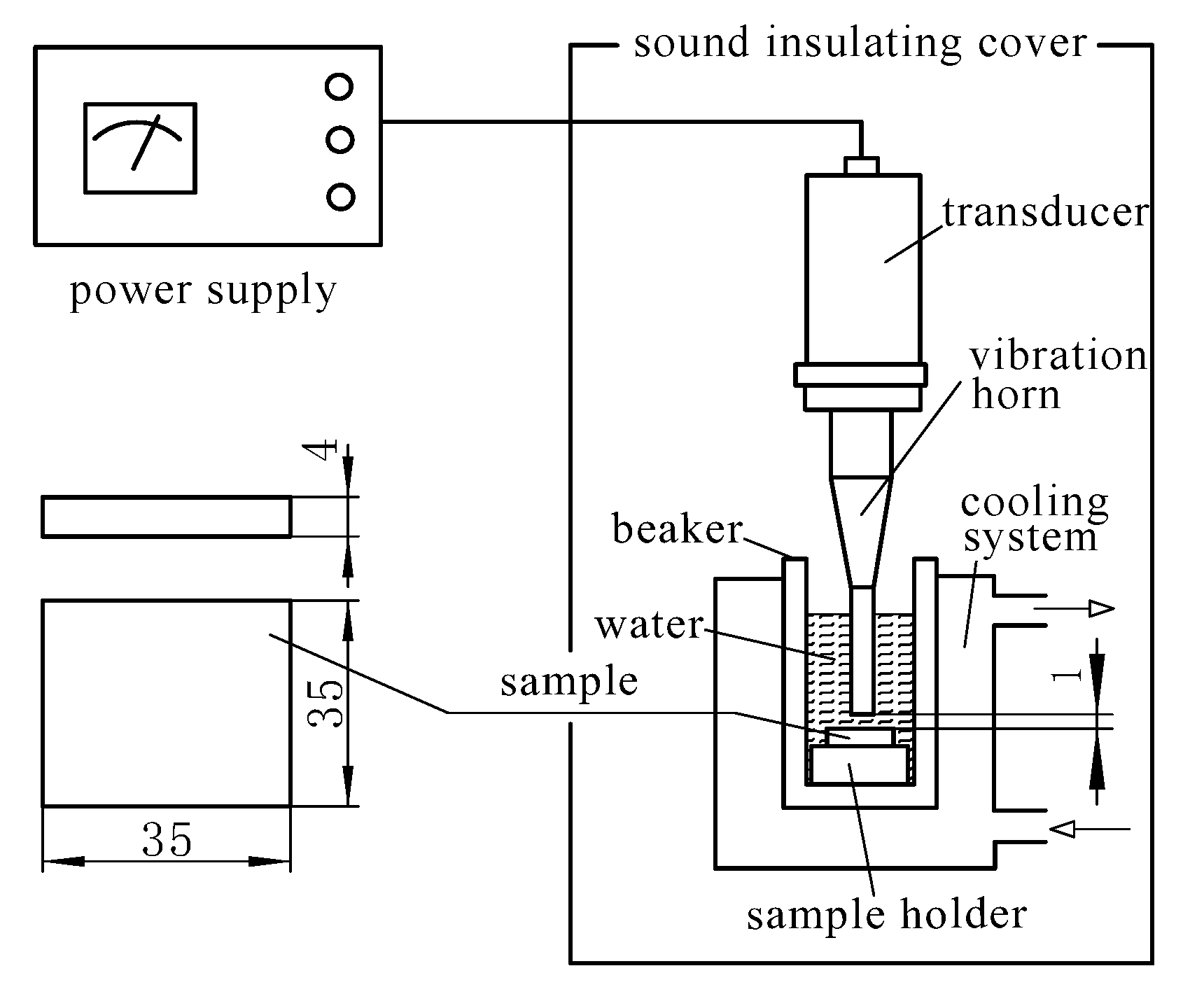
2.3. Test Procedures
3. Results and Discussion
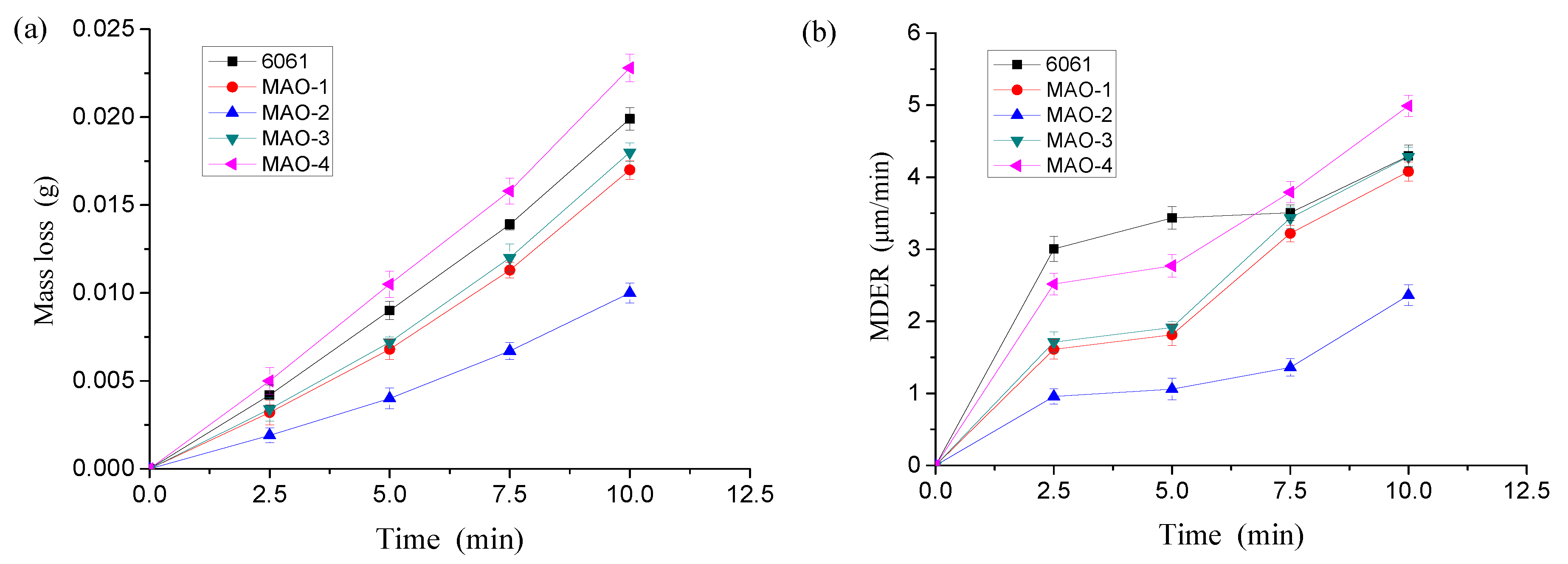
3.1. Mass Loss
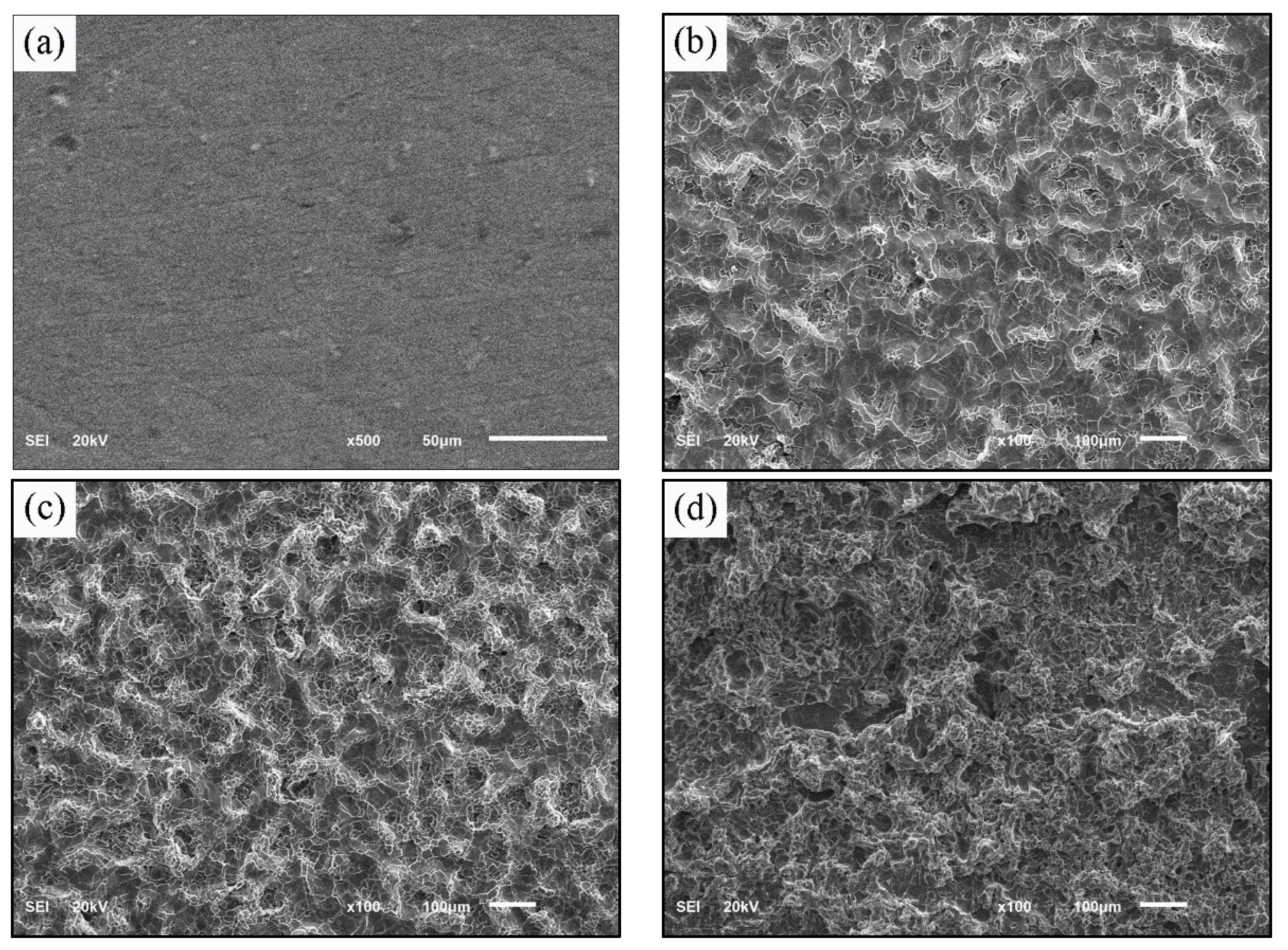
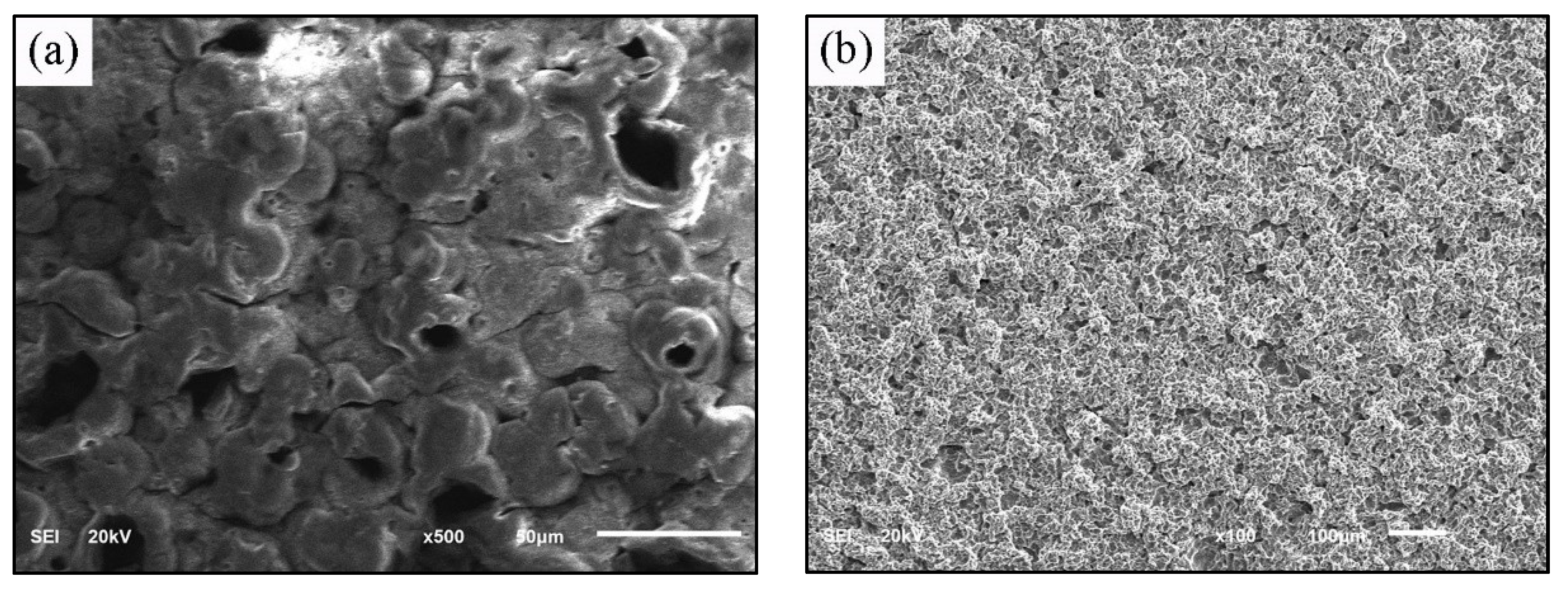
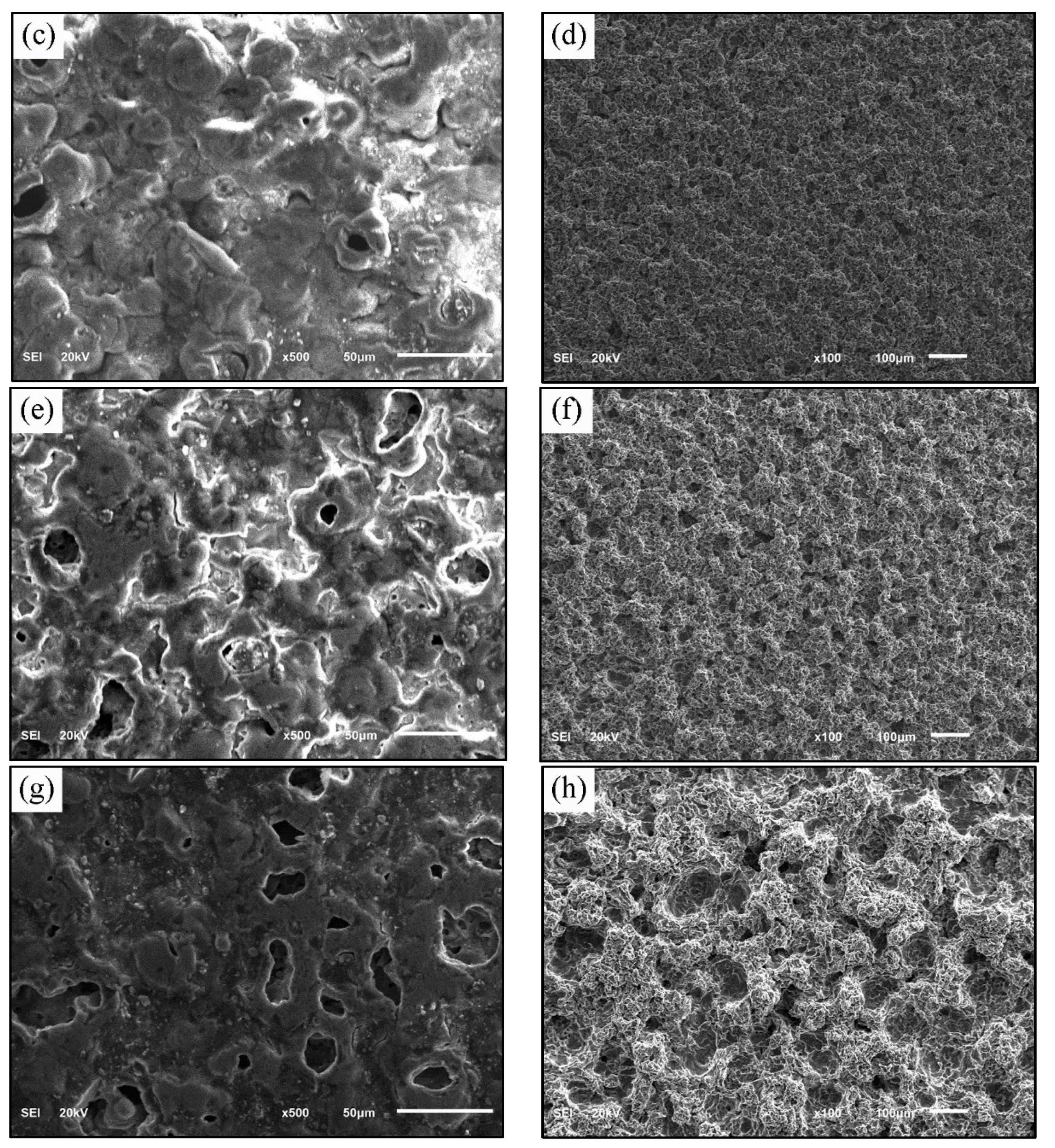
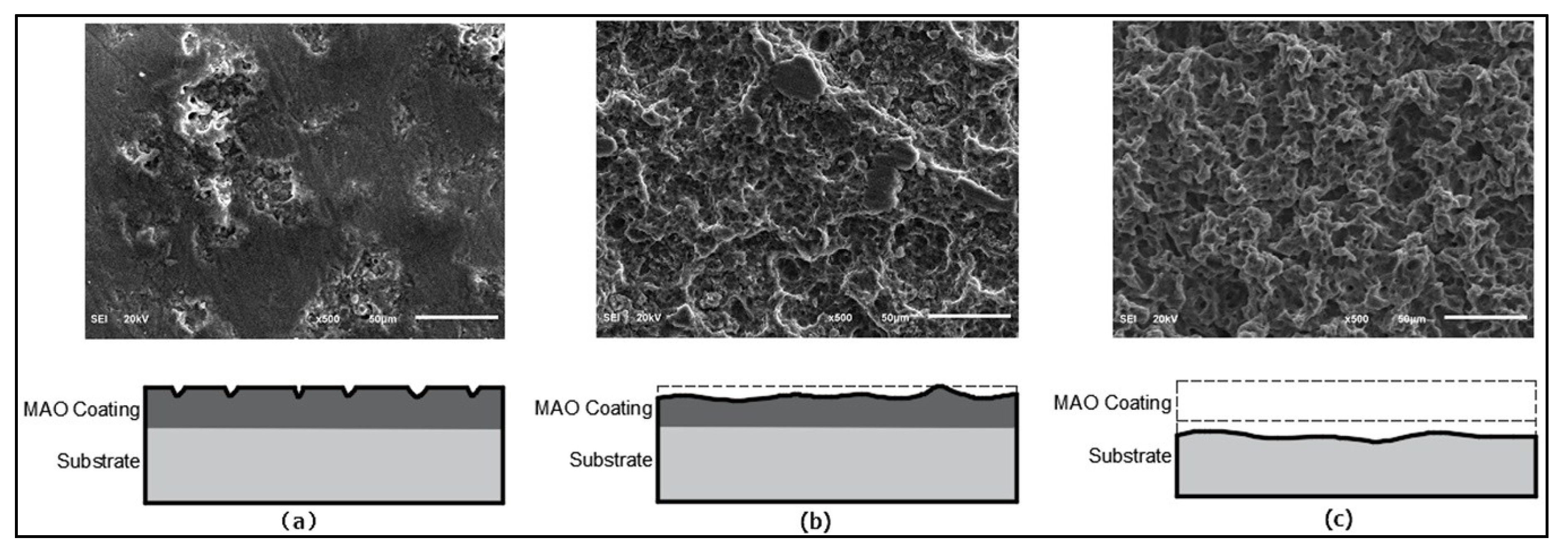
3.2. Surface Topography
3.3. Discussion
4. Conclusions
- MAO coatings are fabricated on 6061 aluminum alloy substrates with the micro-arc oxidation technique in silicate electrolytes with different TiO2 nano-additive concentrations. The hardness of MAO coatings range from about 4.7 to 6.7 times higher than that of the substrate.
- In contrast to aluminum alloy, MAO coatings by adjusting TiO2 nano-additive concentration can decrease the MDER due to the cavitation damage in a short period of time. However, after a certain period of cavitation erosion, MAO coating detachment is still a problem limiting application at this point.
- Since the hardness of TiO2 is lower than that of ceramic Al2O3, with the increase of TiO2 nano-additive concentration, the compactness and the surface hardness of MAO coatings are decreasing, which can easily lead to larger erosion pits.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Feng, D.; Zhang, X.; Liu, S.; Han, N. Effect of grain size on hot deformation behavior of a new high strength aluminum alloy. Rare Met. Mater. Eng. 2016, 45, 2104–2110. (In Chinese) [Google Scholar]
- Qiao, Y.; Zhou, Y.; Chen, S.; Song, Q. Effect of bobbin tool friction stir welding on microstructure and corrosion behavior of 6061-T6 aluminum alloy joint in 3.5% NaCl solution. Acta Metall. Sin. 2016, 52, 1395–1402. [Google Scholar] [CrossRef]
- Chang, J.T.; Yeh, C.H.; He, J.L.; Chen, K.C. Cavitation erosion and corrosion behavior of Ni–Al intermetallic coatings. Wear 2003, 255, 162–169. [Google Scholar] [CrossRef]
- Brennen, C.E. Fundamentals of Multiphase Flows; Cambridge University Press: Cambridge, UK, 2005. [Google Scholar]
- Ryl, J.; Wysocka, J.; Slepski, P.; Darowicki, K. Instantaneous impedance monitoring of synergistic effect between cavitation erosion and corrosion processes. Electrochim. Acta 2016, 203, 388–395. [Google Scholar] [CrossRef]
- Chen, J.; Wang, Z.; Lu, S. Effects of electric parameters on microstructure and properties of MAO coating fabricated on ZK60 Mg alloy in dual electrolyte. Rare Met. 2012, 31, 172–177. [Google Scholar] [CrossRef]
- Wang, S.Y.; Xia, Y.P. Microarc oxidation coating fabricated on AZ91D Mg alloy in an optimized dual electrolyte. Trans. Nonferrous Met. Soc. China 2013, 23, 412–419. [Google Scholar] [CrossRef]
- Wang, Z.X.; Lv, W.G.; Chen, J.; Lu, S. Characterization of ceramic coating on ZK60 magnesium alloy prepared in a dual electrolyte system by micro-arc oxidation. Rare Met. 2013, 32, 459–464. [Google Scholar] [CrossRef]
- Gnedenkov, S.V.; Khrisanfova, O.A.; Zavidnaya, A.G.; Sinebrukhov, S.L.; Kovryanov, A.N.; Scorobogatova, T.M.; Gordienko, P.S. Production of hard and heat-resistant coatings on aluminium using a plasma micro-discharge. Surf. Coat. Technol. 2000, 123, 24–28. [Google Scholar] [CrossRef]
- Xue, W.; Wang, C.; Li, Y.; Deng, Z.; Chen, R.; Zhang, T. Effect of microarc discharge surface treatment on the tensile properties of Al–Cu–Mg alloy. Mater. Lett. 2002, 56, 737–743. [Google Scholar] [CrossRef]
- Wang, Z.; Wu, L.; Cai, W.; Shan, A.; Jiang, Z. Effects of fluoride on the structure and properties of microarc oxidation coating on aluminium alloy. J. Alloy. Compd. 2010, 505, 188–193. [Google Scholar] [CrossRef]
- Wen, L.; Wang, Y.M.; Zhou, Y.; Guo, L.X.; Ouyang, J.H. Microstructure and corrosion resistance of modified 2024 Al alloy using surface mechanical attrition treatment combined with microarc oxidation process. Corros. Sci. 2011, 53, 473–480. [Google Scholar] [CrossRef]
- Cheng, F.; Jiang, S.; Liang, J. Cavitation erosion resistance of microarc oxidation coating on aluminium alloy. Appl. Surf. Sci. 2013, 280, 287–296. [Google Scholar] [CrossRef]
- Lu, X.; Blawert, C.; Huang, Y.; Ovri, H.; Zheludkevich, M.L.; Kainer, K.U. Plasma electrolytic oxidation coatings on Mg alloy with addition of SiO2 particles. Electrochim. Acta 2016, 187, 20–33. [Google Scholar] [CrossRef]
- Ge, X.; Xia, Y.; Cao, Z. Tribological properties and insulation effect of nanometer TiO2 and nanometer SiO2 as additives in grease Tribology International. Tribol. Int. 2015, 92, 454–461. [Google Scholar] [CrossRef]
- Li, H.; Song, R.; Ji, Z. Effects of nano-additive TiO2 on performance of micro-arc oxidation coatings formed on 6063 aluminum alloy. Trans. Nonferrous Met. Soc. China 2013, 23, 406–411. [Google Scholar] [CrossRef]
- ASTM G32-06 Standard Test Method for Cavitation Erosion Using Vibratory Apparatus; ASTM: West Conshohocken, PA, USA, 2009.
- Liu, W.; Liu, W.; Bao, A. Structure and properties of ceramic coatings formed on 7N01 alloys by microarc oxidation. Procedia Eng. 2012, 27, 828–832. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Cu | Mn | Mg | Zn | Cr | Ti | Si | Fe |
|---|---|---|---|---|---|---|---|---|
| 96.75% | 0.2% | 0.15% | 1.0% | 0.25% | 0.2% | 0.15% | 0.6% | 0.7% |
| No. | Concentration of TiO2 (g/L) | Constant Current (A/dm2) | Pulse Width (ms) | Time (min) | Coating Thickness (μm) | Roughness (μm) | Hardness (HV) |
|---|---|---|---|---|---|---|---|
| MAO-1 | 0 | 5.0 | 2.5 | 50 | 10 | 0.2 | 800 |
| MAO-2 | 3 | 5.0 | 2.5 | 50 | 10 | 0.2 | 1000 |
| MAO-3 | 6 | 5.0 | 2.5 | 50 | 10 | 0.2 | 900 |
| MAO-4 | 9 | 5.0 | 2.5 | 50 | 10 | 0.2 | 700 |
| 6061 | polished using grade 5000 emery papers | 0.2 | 150 | ||||
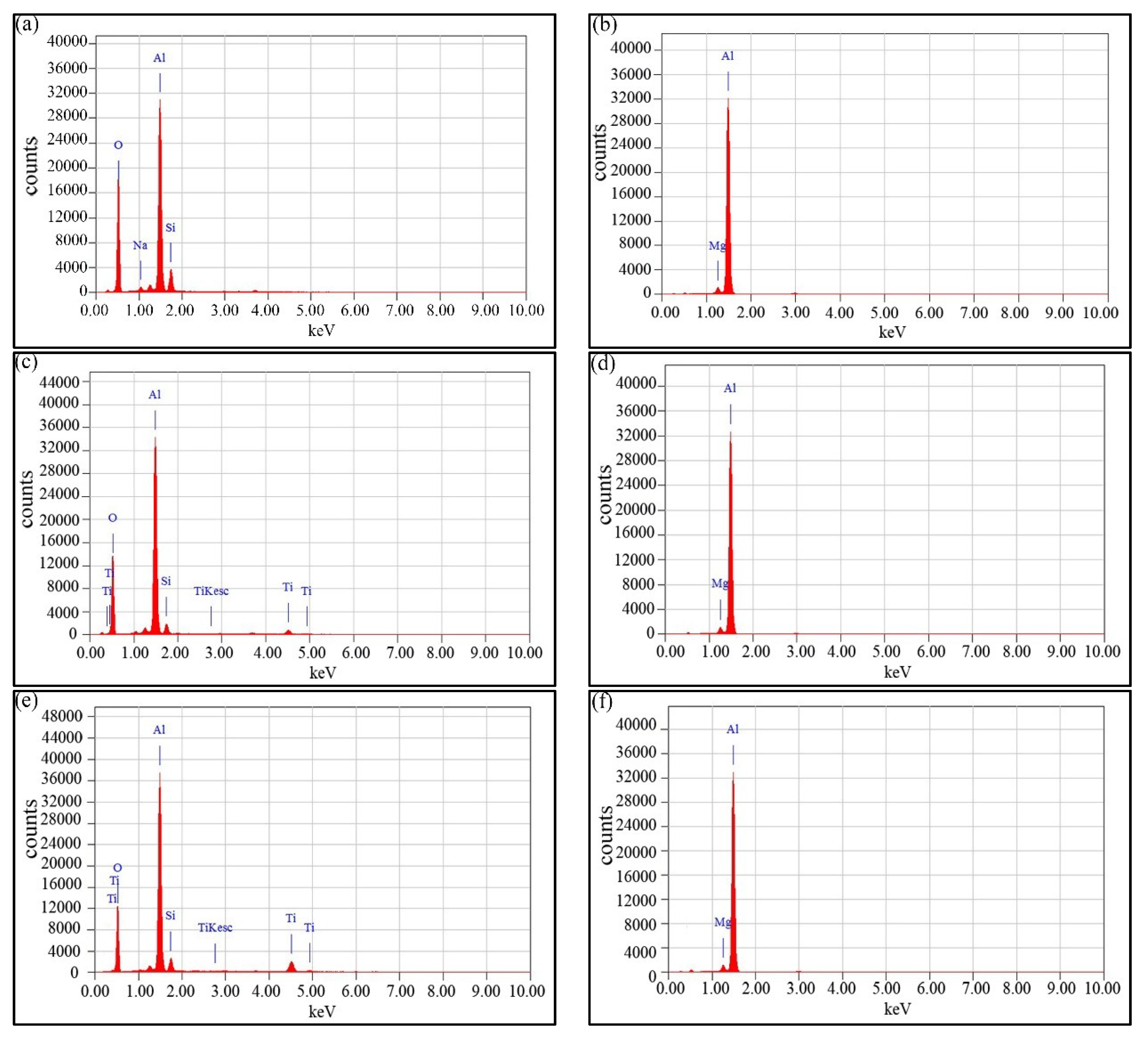
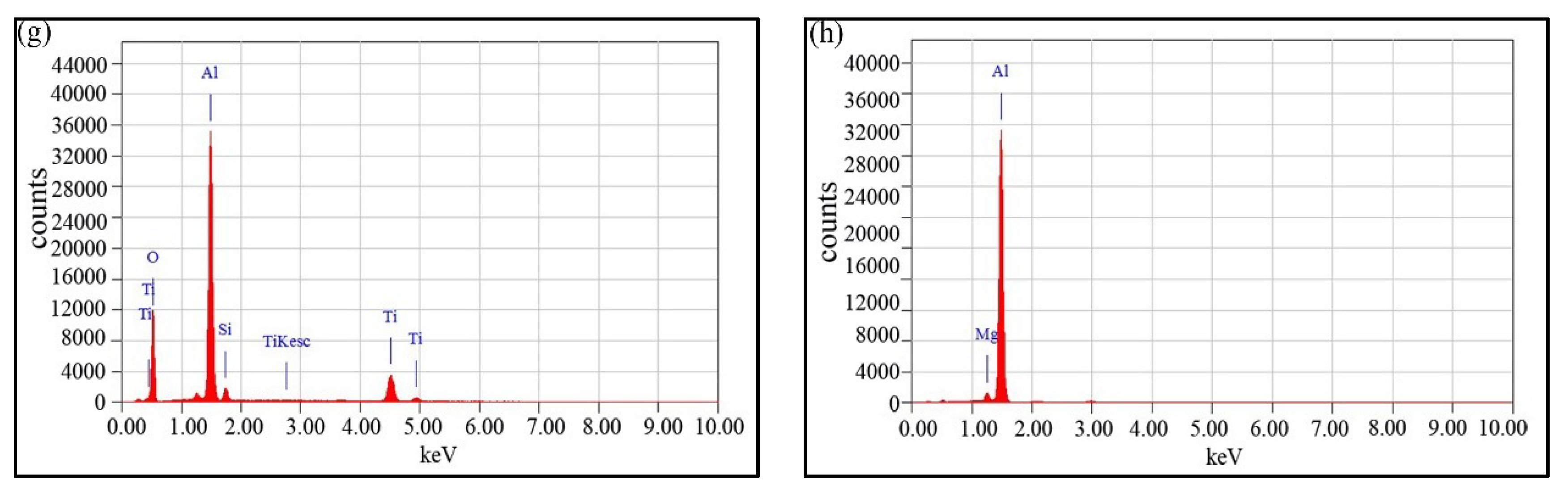
| Specimen | Al | Mg | Si | Na | O | Ti |
|---|---|---|---|---|---|---|
| MAO-1 (Figure 4a) | 34.17 | − | 5.35 | 0.79 | 59.69 | − |
| MAO-1 (Figure 4b) | 98.81 | 1.19 | − | − | − | − |
| MAO-2 (Figure 4c) | 40.03 | − | 2.49 | − | 55.44 | 2.03 |
| MAO-2 (Figure 4d) | 99.1 | 0.9 | - | − | − | − |
| MAO-3 (Figure 4e) | 41.41 | − | 1.79 | − | 53.68 | 3.13 |
| MAO-3 (Figure 4f) | 98.85 | 1.15 | - | − | − | − |
| MAO-4 (Figure 4g) | 38.84 | − | 1.56 | − | 50.43 | 4.17 |
| MAO-5 (Figure 4h) | 98.75 | 1.25 | − | − | − | − |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, H.; Cheng, F.; Fang, D. Influence of TiO2 Additives on Cavitation Erosion Resistance of Al-Mg Alloy Micro-Arc Oxidation Coating. Coatings 2019, 9, 521. https://doi.org/10.3390/coatings9080521
Jiang H, Cheng F, Fang D. Influence of TiO2 Additives on Cavitation Erosion Resistance of Al-Mg Alloy Micro-Arc Oxidation Coating. Coatings. 2019; 9(8):521. https://doi.org/10.3390/coatings9080521
Chicago/Turabian StyleJiang, Hongyan, Feng Cheng, and Dianjun Fang. 2019. "Influence of TiO2 Additives on Cavitation Erosion Resistance of Al-Mg Alloy Micro-Arc Oxidation Coating" Coatings 9, no. 8: 521. https://doi.org/10.3390/coatings9080521