Influence of Growth Defects on the Corrosion Resistance of Sputter-Deposited TiAlN Hard Coatings

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experiment
3. Results
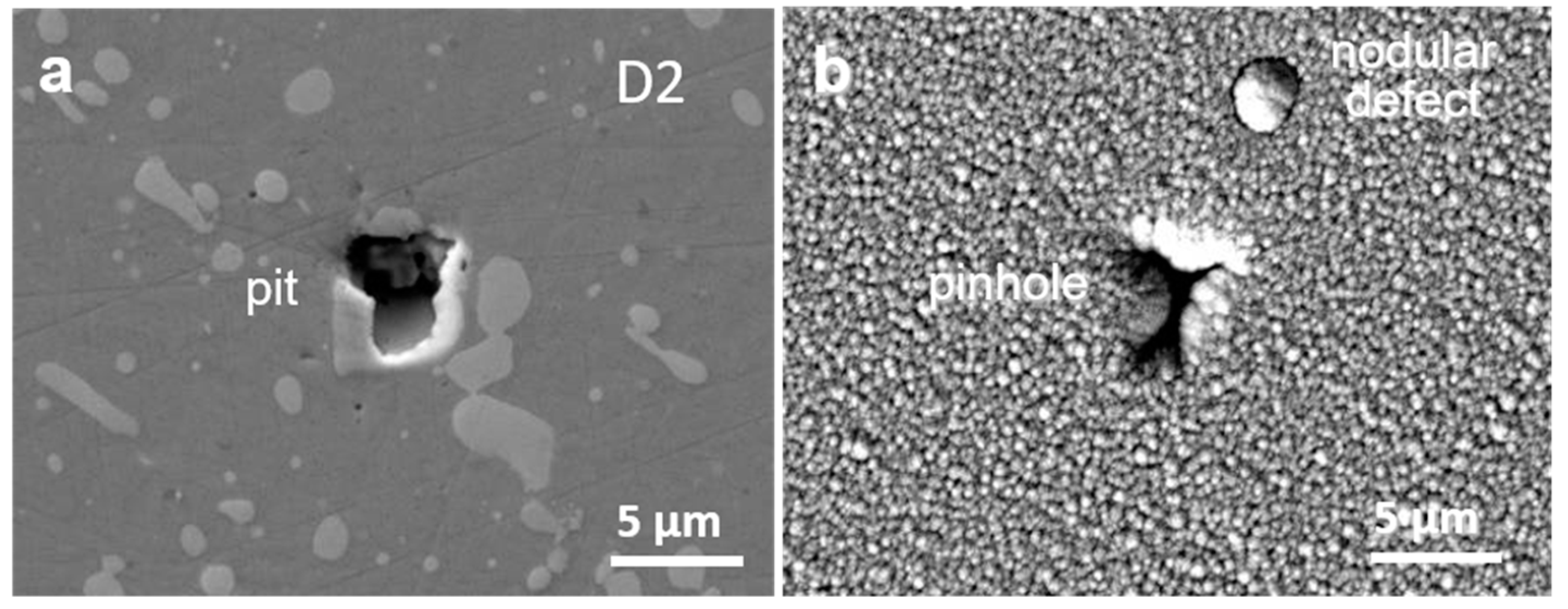
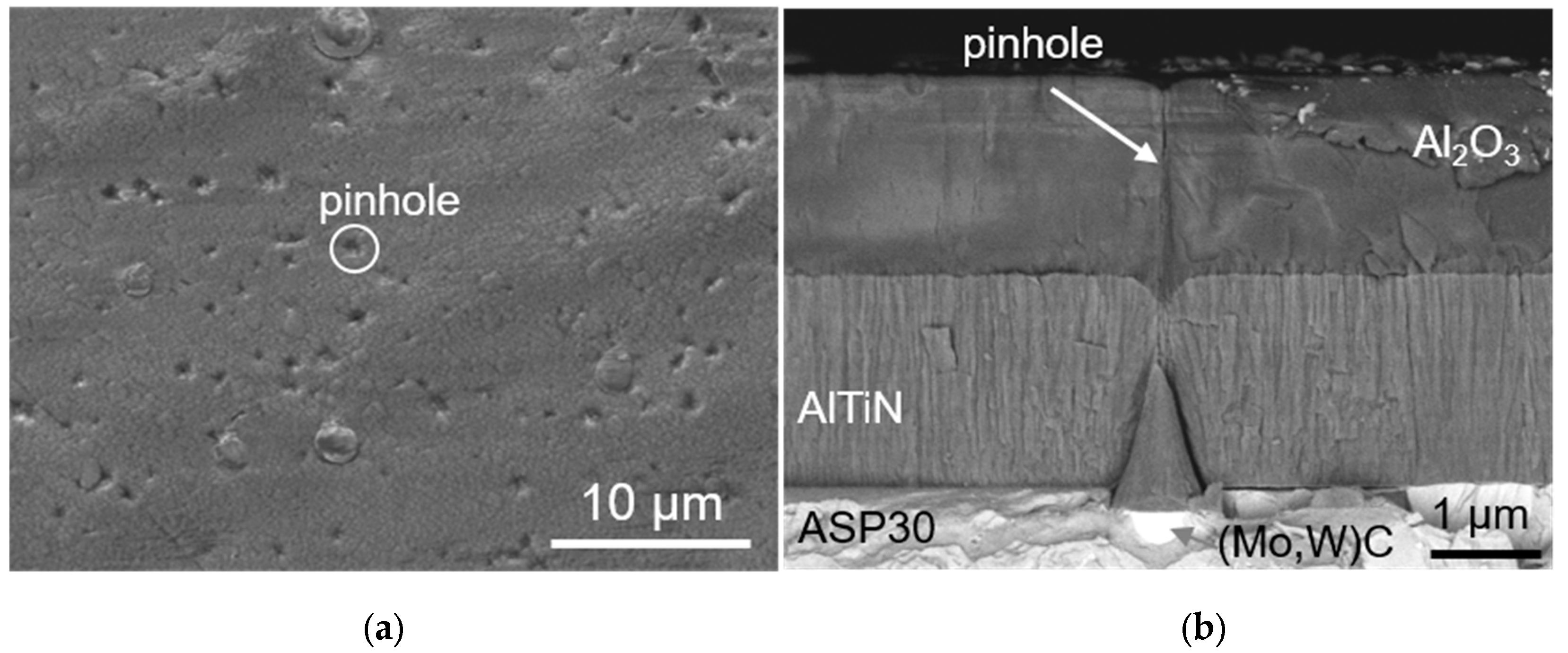
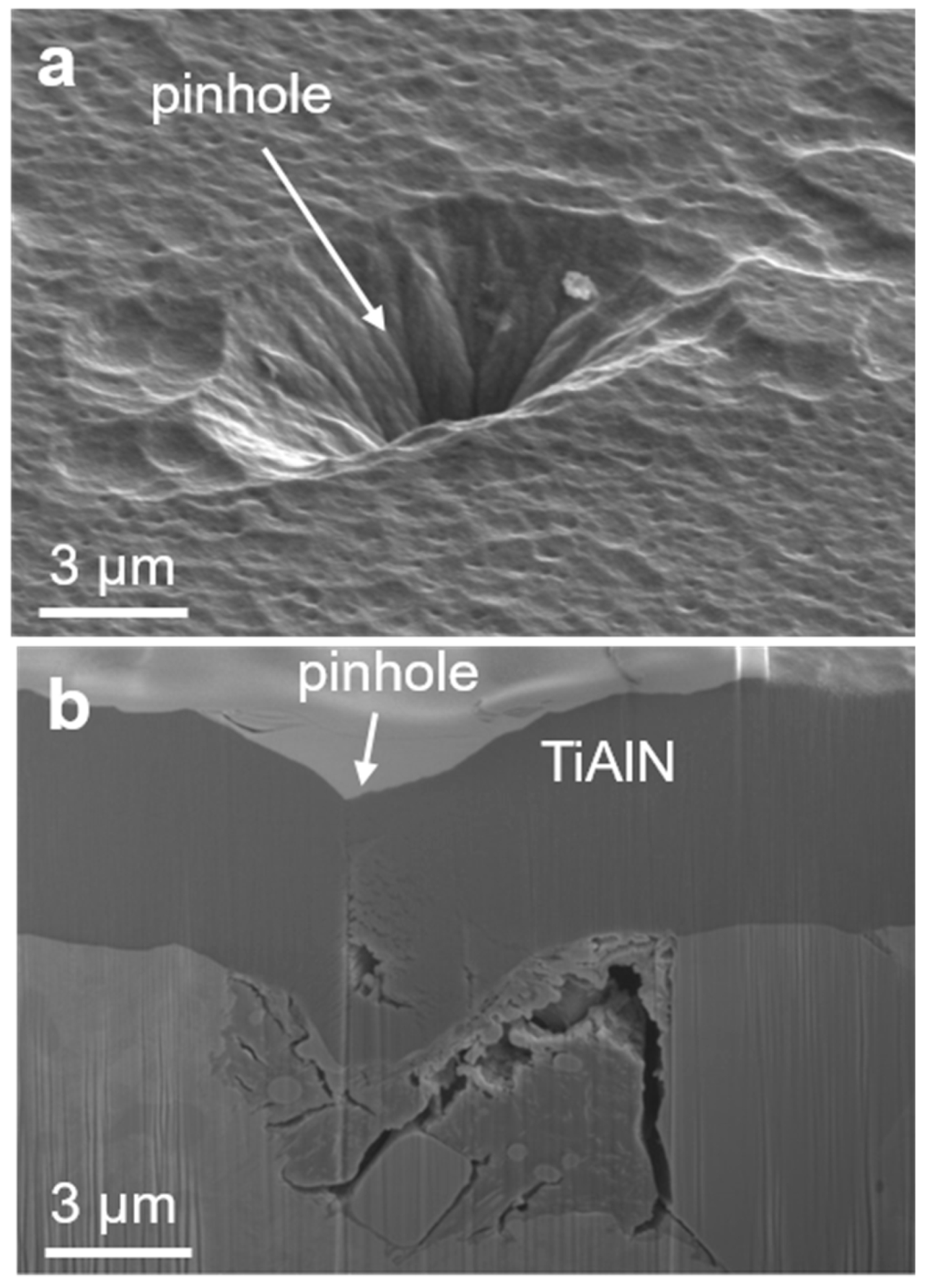
3.1. Mechanisms of Pinhole Formation
3.1.1. Pinhole Formation at Pits in the Substrate
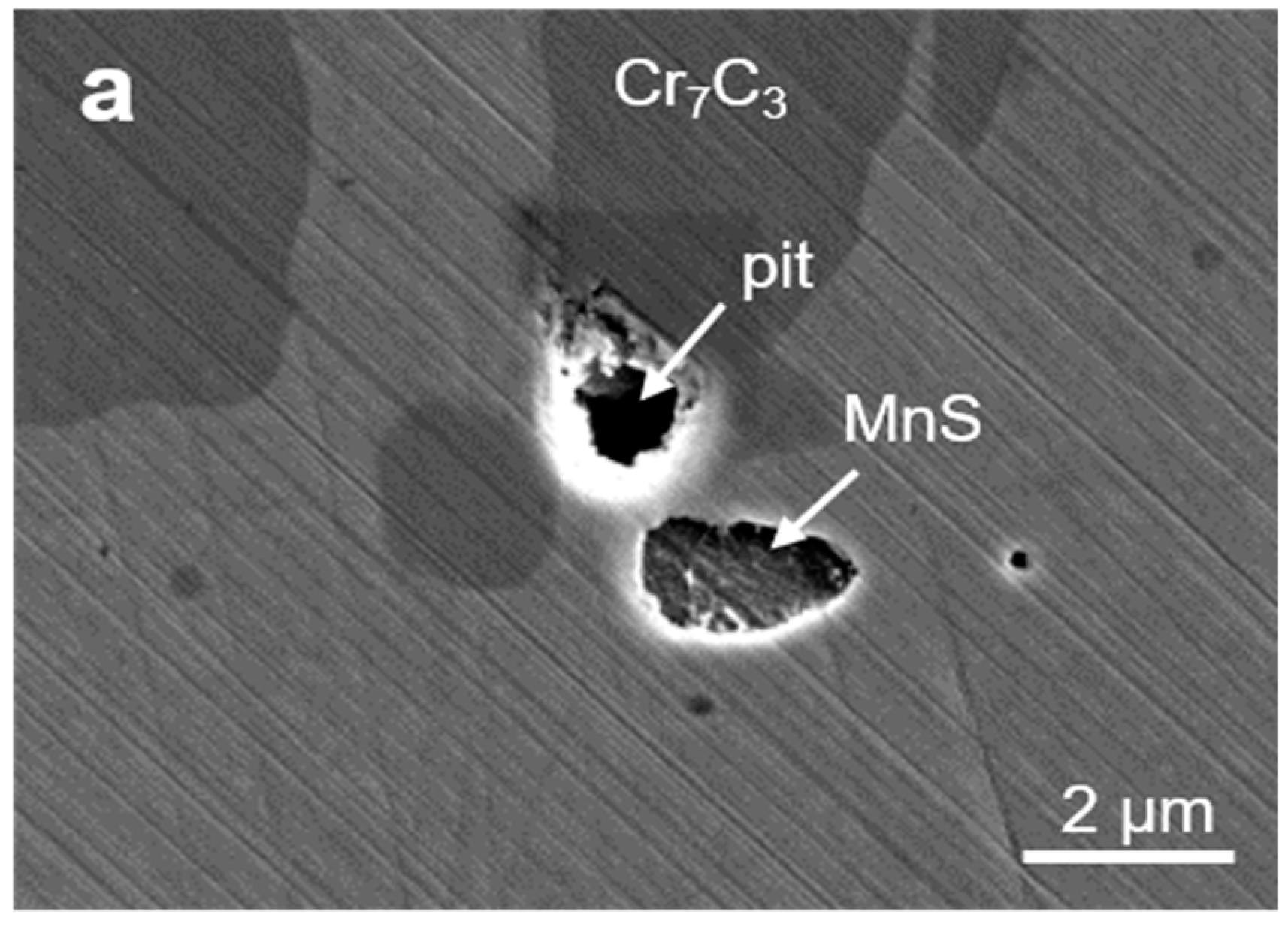
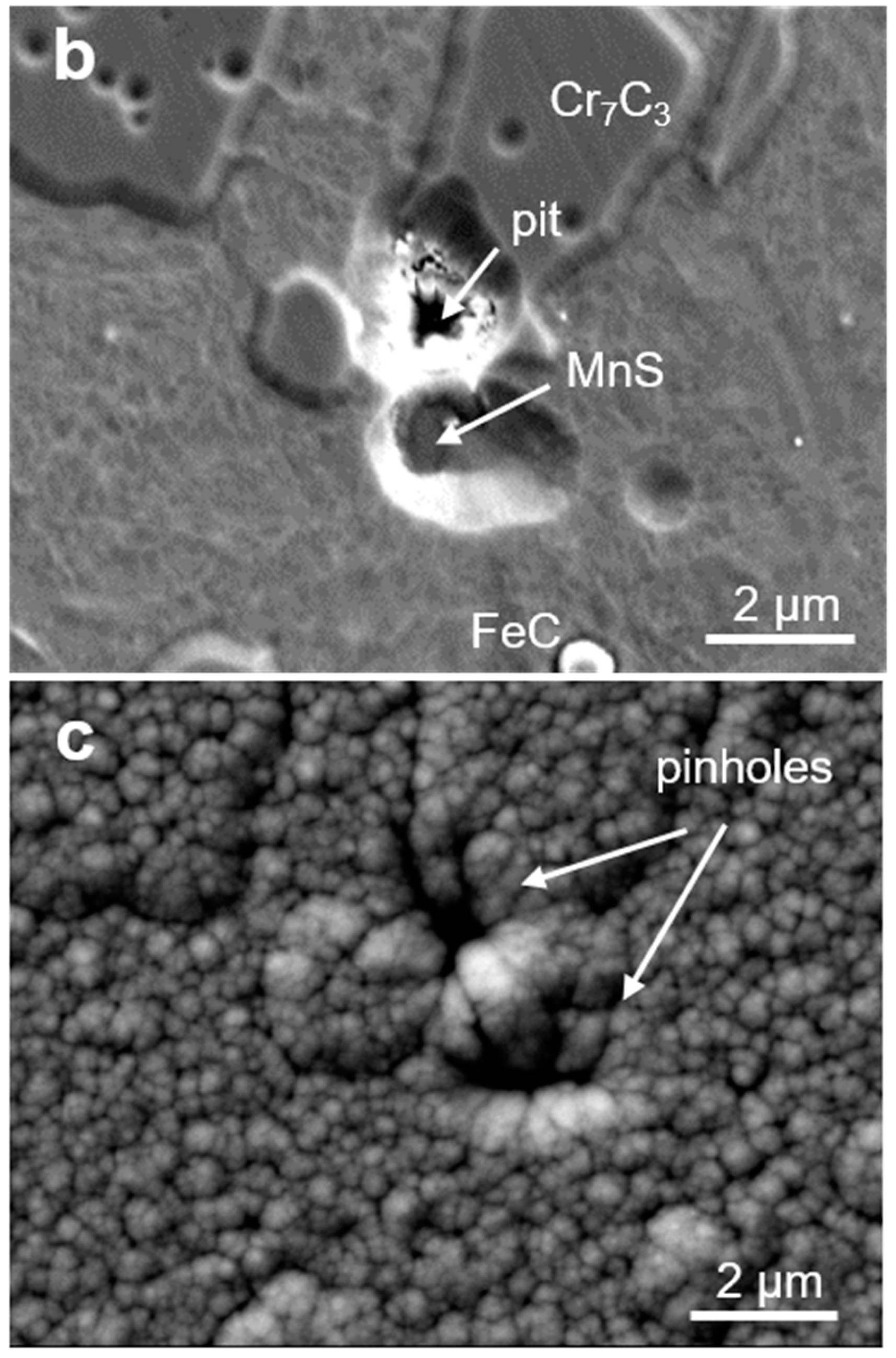
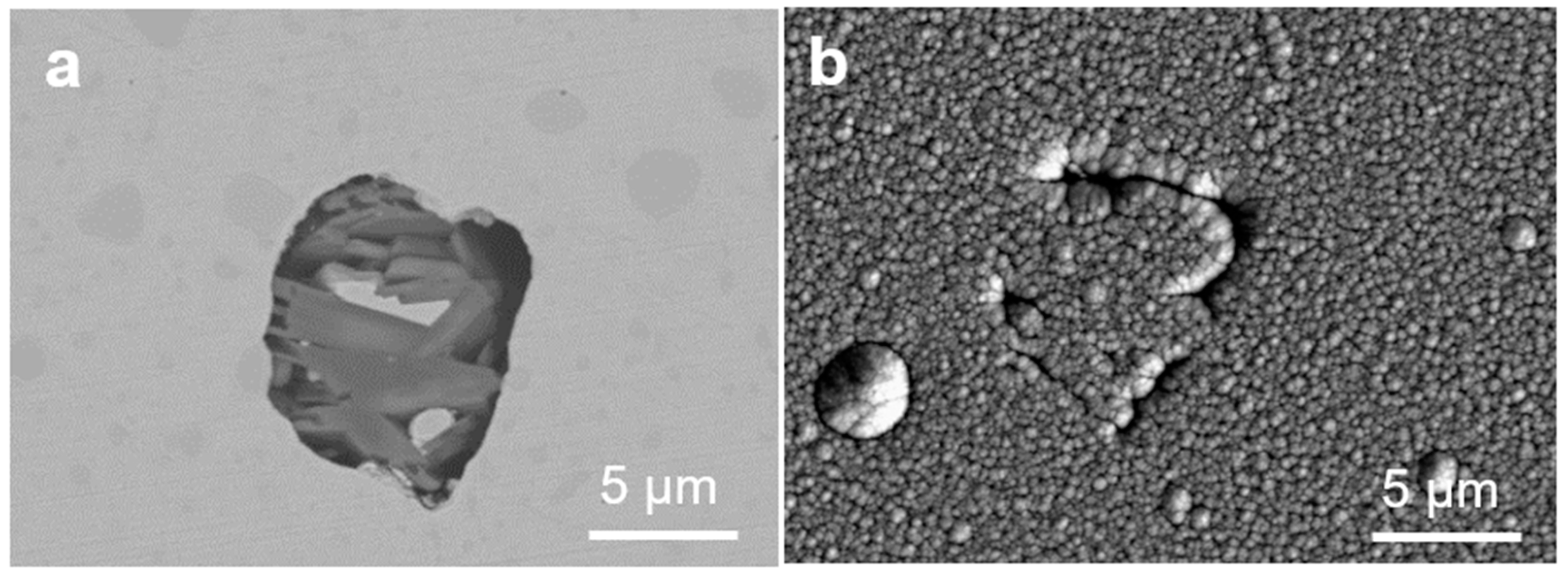
3.1.2. Pinhole Formation at Carbide and Nonmetallic Inclusions
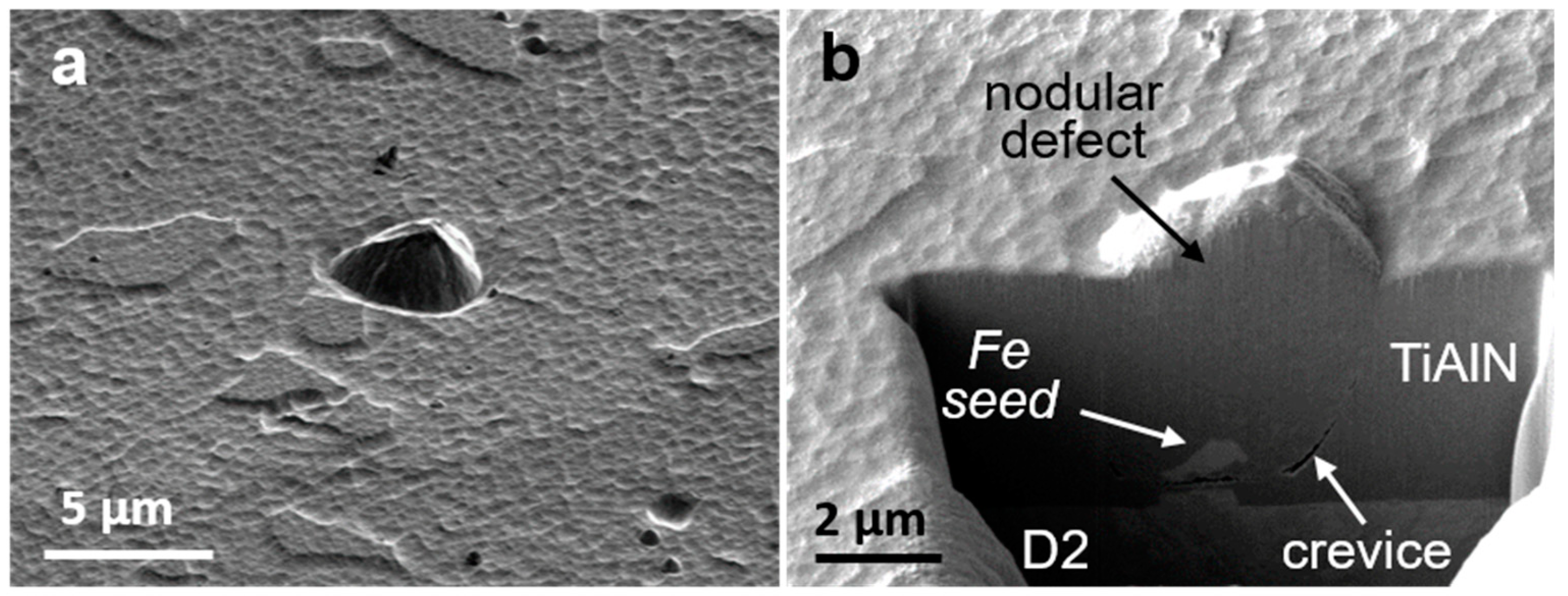
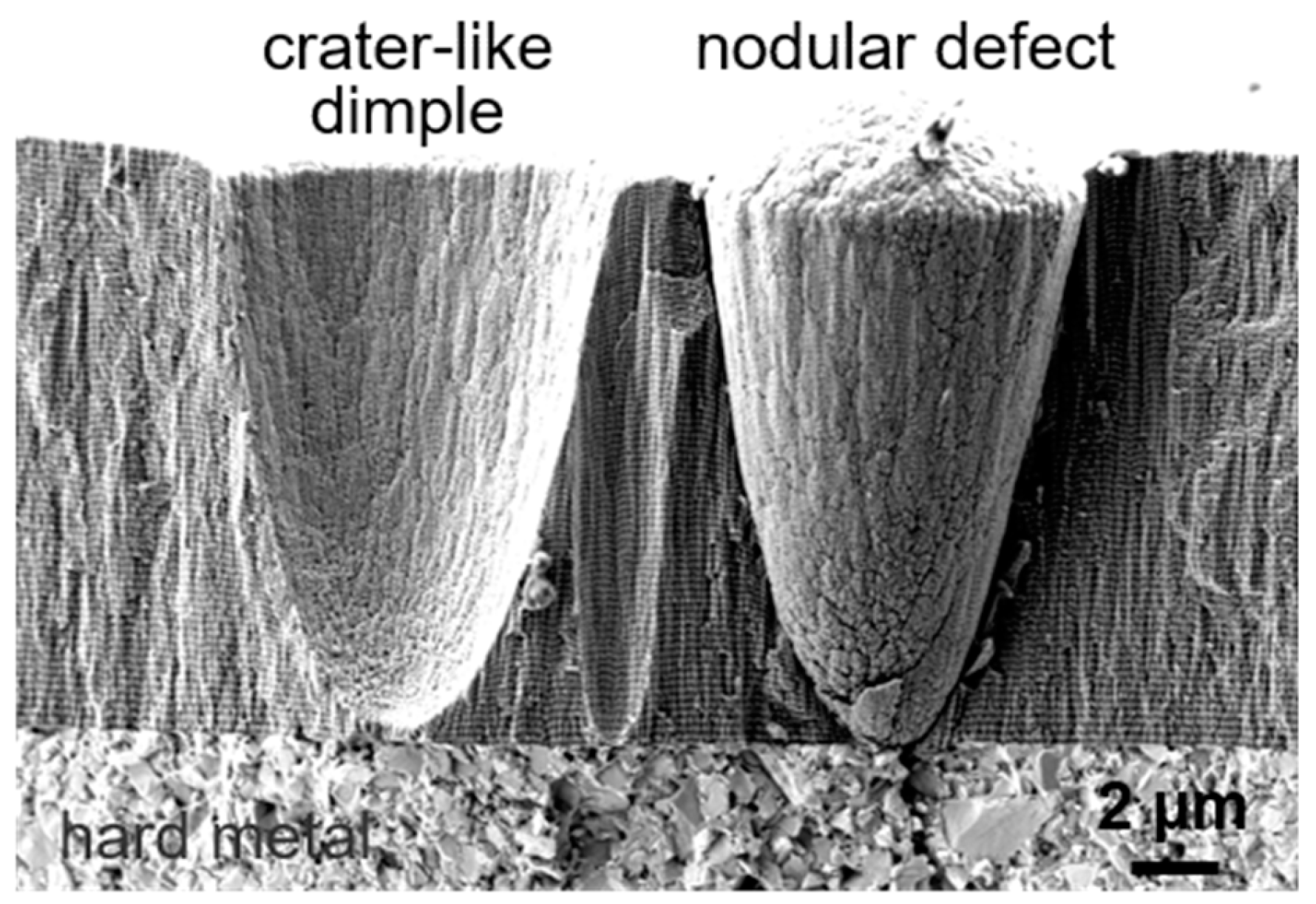
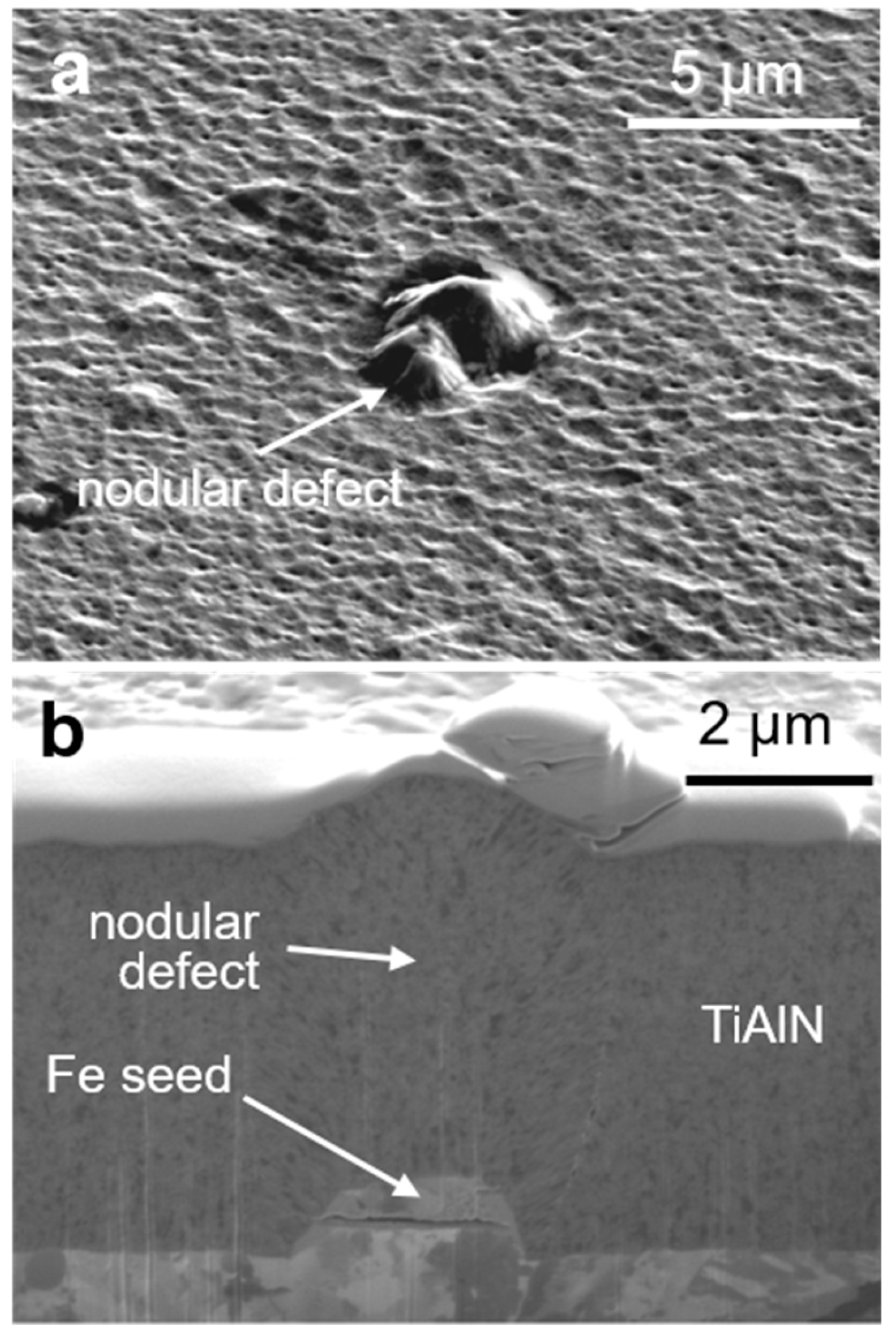
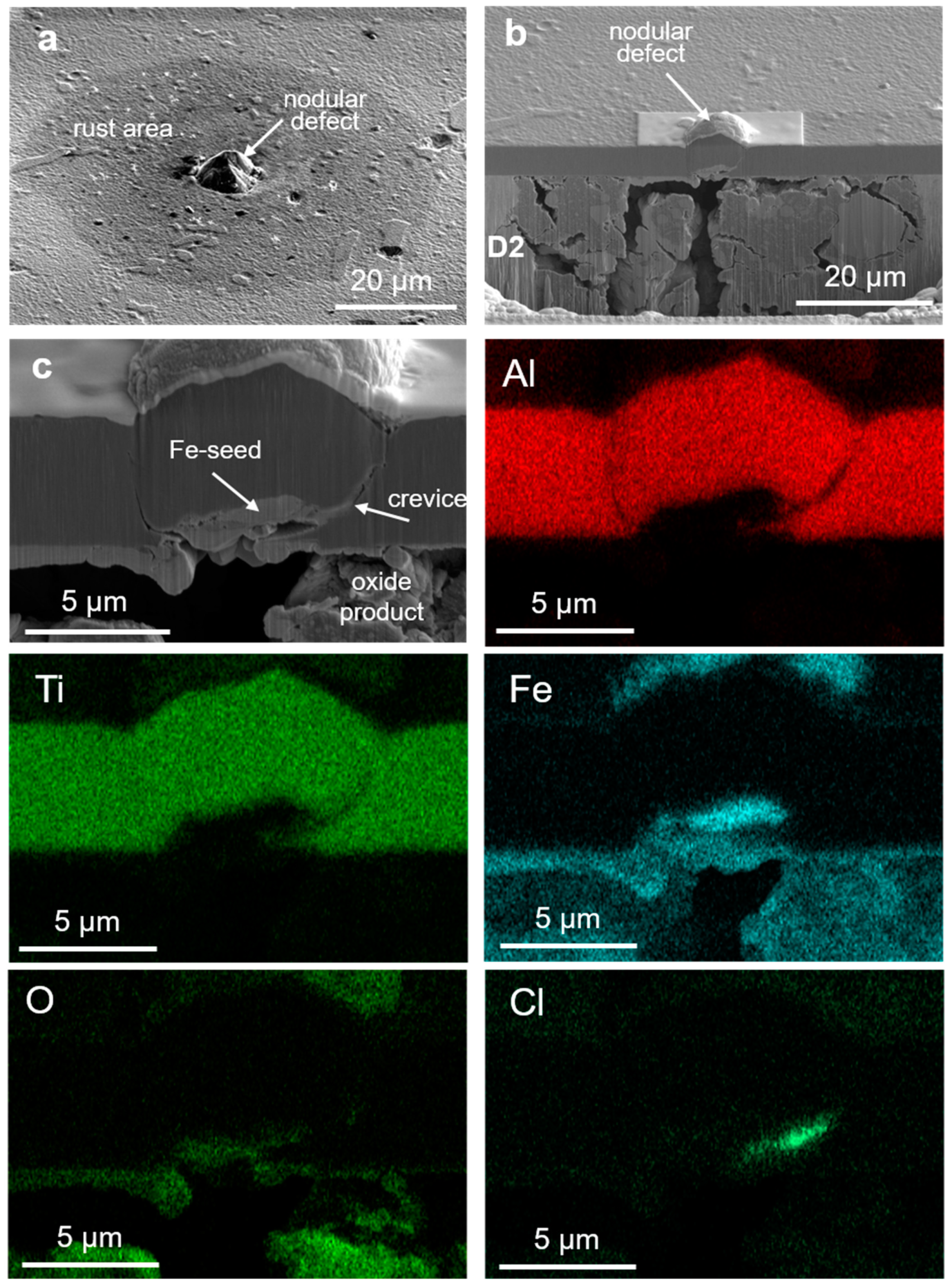
3.1.3. Pinhole Formation at Nodular Defects
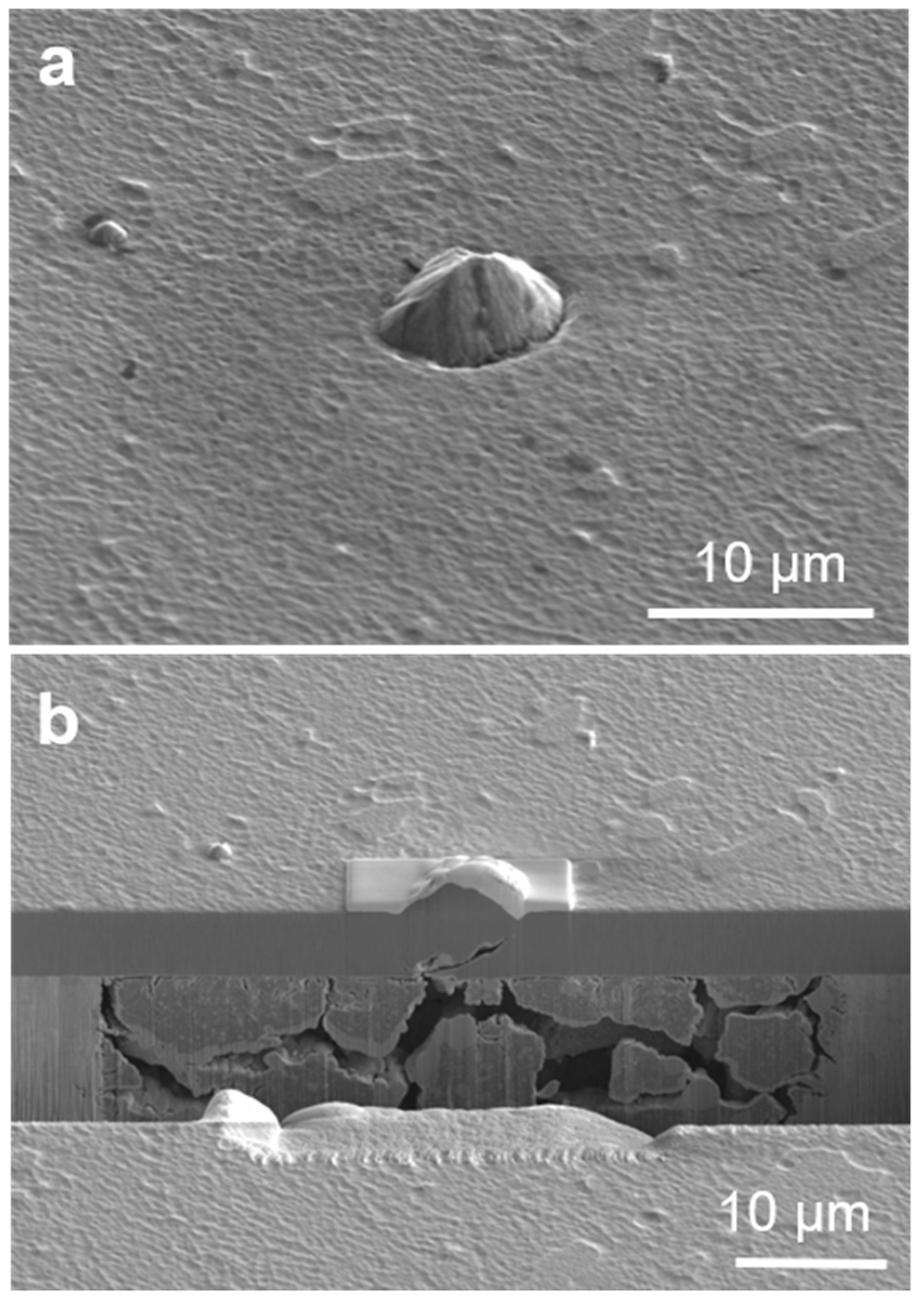
3.1.4. Pinhole Formation on Sites Where Nodular Defects Wrench out of the Coating
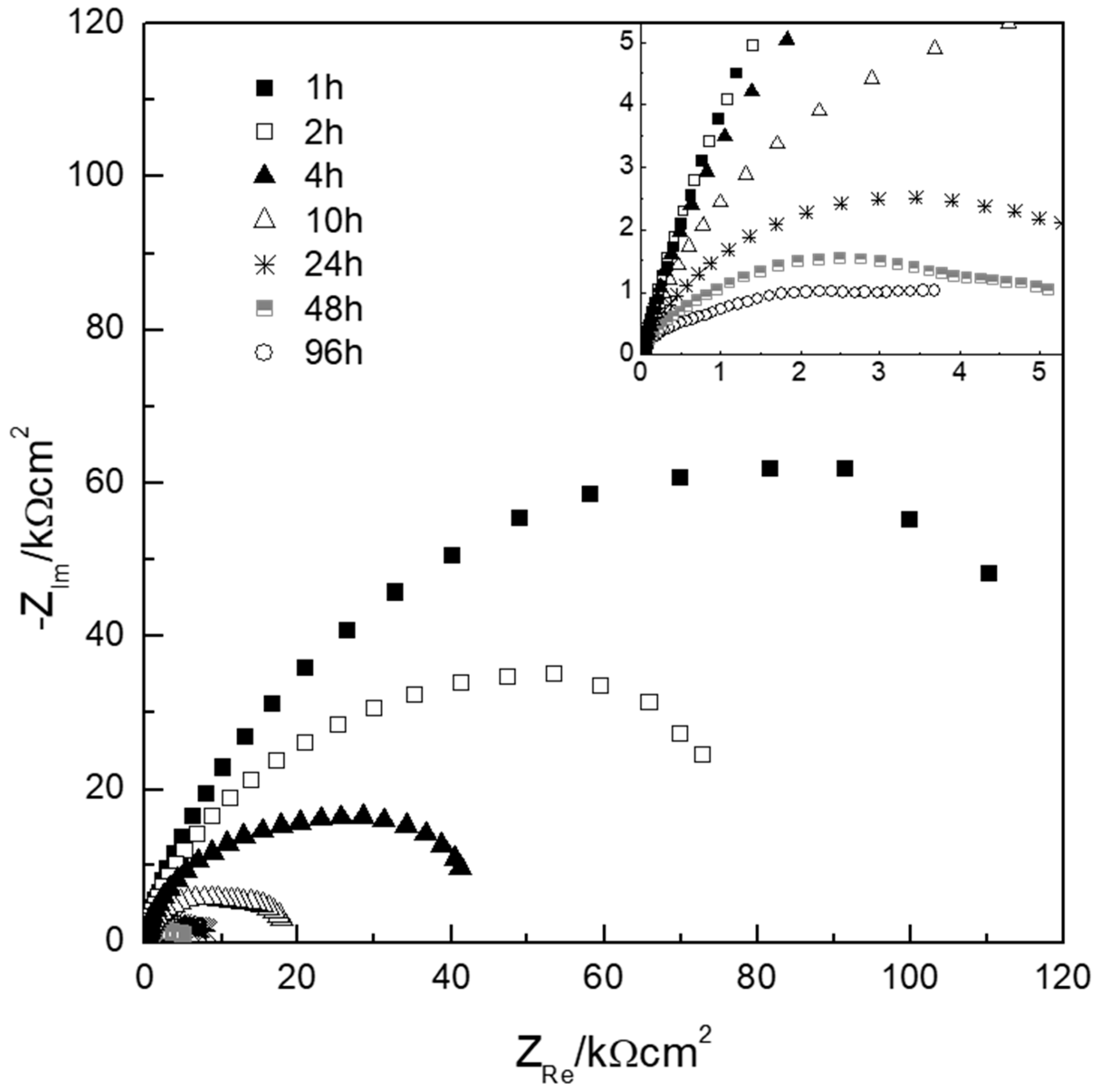
3.2. Electrochemical Impedance Measurement
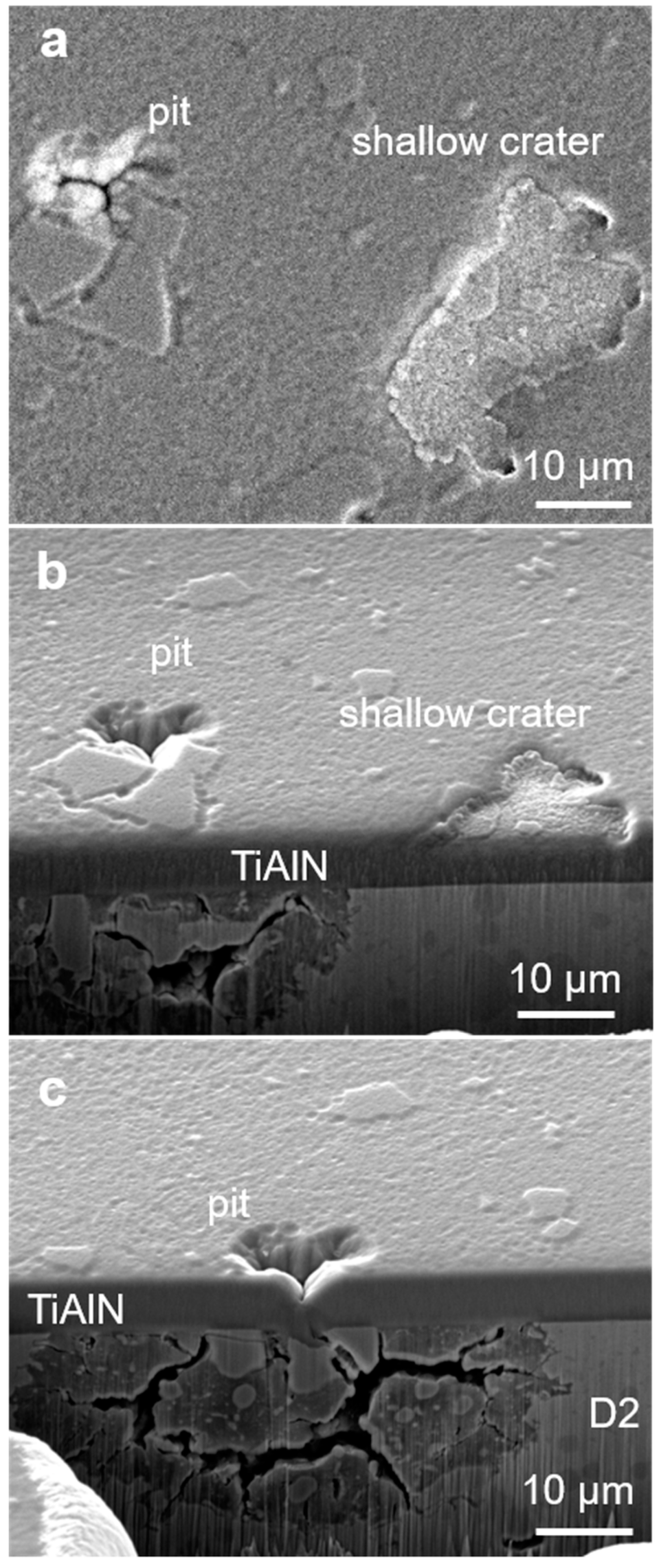
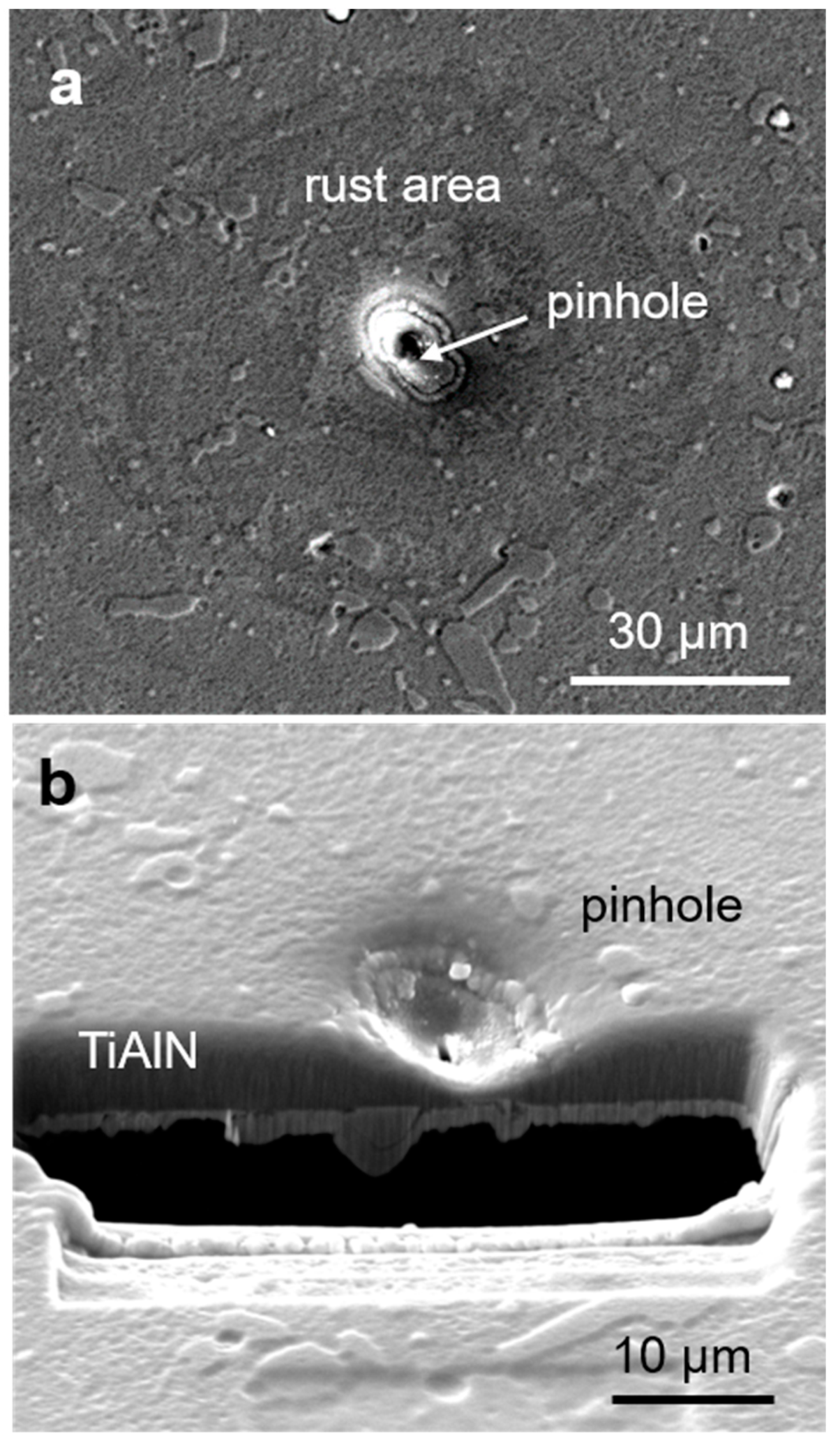
3.3. Typical Pitting Corrosion Attack at Growth Defects
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tietems, R. Large-scale industrial coating applications and systems comprehensive materials processing. Elsevier 2014, 4, 519–561. [Google Scholar]
- Haubner, R.; Lessiak, M.; Pitonak, R.; Köpf, A. Weissenbacher. Int. J. Refract. Met. Hard Mater. 2017, 62, 210–218. [Google Scholar] [CrossRef]
- D’Avico, L.; Beltrami, R.; Lecis, N.; Trasatti, S.P. Corrosion behavior and surface properties of PVD coatings for mold technology applications. Coatings 2019, 9, 7. [Google Scholar] [CrossRef]
- Jehn, H.A. Improvement of the corrosion resistance of PVD hard coating–substrate systems. Surf. Coat. Technol. 2000, 125, 212–217. [Google Scholar] [CrossRef]
- Fenker, M.; Balzer, M.; Kappl, H. Corrosion protection with hard coatings on steel: Past approaches and current research efforts. Surf. Coat. Technol. 2014, 257, 182–205. [Google Scholar] [CrossRef]
- Ahn, S.; Lee, J.; Kim, J.; Han, J. Localized corrosion mechanisms of the multilayered coatings related to growth defects. Surf. Coat. Technol. 2004, 177, 638–644. [Google Scholar] [CrossRef]
- Balzer, M. Identification of the growth defects responsible for pitting corrosion on sputter-coated steel samples by Large Area High Resolution mapping. Thin Solid Films 2015, 581, 99–106. [Google Scholar] [CrossRef]
- Lewis, D.B.; Creasey, S.J.; Wüstefeld, C.; Ehiasarian, A.P.; Hovsepian, P.E. The role of the growth defects on the corrosion resistance of CrN/NbN superlattice coatings deposited at low temperatures. Thin Solid Films 2006, 503, 143–148. [Google Scholar] [CrossRef]
- Korhonen, A.S. Corrosion of thin hard PVD coatings. Vacuum 1994, 45, 1031–1034. [Google Scholar] [CrossRef]
- Merl, D.K.; Panjan, P.; Panjan, M.; Čekada, M. The role of surface defects density on corrosion resistance of pvd hard coatings. Plasma Process. Polym. 2007, 4, 5613–5617. [Google Scholar] [CrossRef]
- Penttinen, I.M.; Korhonen, A.S.; Harju, E.; Turkia, M.A.; Forsen, O.; Ristolainen, O.E. Comparison of the corrosion resistance of TiN and (Ti,Al)N coatings. Surf. Coat. Technol. 1992, 50, 161–168. [Google Scholar] [CrossRef]
- Wang, H.W.; Stack, M.M.; Lyon, S.B.; Hovsepian, P.; Münz, W.-D. The corrosion behaviour of macroparticle defects in arc bond-sputtered CrN/NbN superlattice coatings. Surf. Coat. Technol. 2000, 126, 279–287. [Google Scholar] [CrossRef]
- Hoche, H.; Pusch, C.; Oechsner, M. Establishing PVD-coatings for the corrosion protection of mild steel substrates for complex tribological and corrosive stresses. Surf. Coat. Technol. 2018, in press. [Google Scholar] [CrossRef]
- Mattox, D.M. Surface effects on the growth, adhesion and properties of reactively deposited hard coatings. Surf. Coat. Technol. 1996, 81, 8–16. [Google Scholar] [CrossRef]
- Liu, C.; Leyland, A.; Bi, Q.; Matthews, A. Corrosion resistance of multilayered plasma-assisted physical vapour deposition TiN and CrN coatings. Surf. Coat. Technol. 2001, 141, 164–173. [Google Scholar]
- Fenker, M.; Balzer, M.; Kappl, H. Corrosion behaviour of decorative and wear resistant coatings on steel deposited by reactive magnetron sputtering–Tests and improvements. Thin Solid Films 2006, 515, 27–32. [Google Scholar] [CrossRef]
- Härkönen, E.; Kolev, J.; Díaz, B.; Swiatowska, J.; Maurice, V.; Seyeux, A.; Marcus, P.; Fenker, M.; Toth, L.; Radnoczi, G.; et al. Sealing of hard CrN and DLC coatings with atomic layer deposition. ACS Appl. Mater. Interfaces 2014, 6, 1893–1901. [Google Scholar] [CrossRef]
- Wan, Z.; Zhang, T.F.; Ding, J.C.; Kim, C.-M.; Park, S.-W.; Yang, Y.; Kim, K.-H.; Kwon, S.-H. Enhanced corrosion resistance of pvd-crn coatings by ald sealing layers. Nanoscale Res. Lett. 2017, 12, 248. [Google Scholar] [CrossRef]
- Heyn, A.; Mueller, T.; Balzer, M.; Kappl, H.; FenkeI, M. Corrosion protection mechanisms of TiMgN hard coatings on steel. IOP Conf. Ser. Mater. Sci. Eng. 2018, 373, 012009. [Google Scholar] [CrossRef]
- Barshilia, H.C.; Prakash, M.S.; Poojari, A.; Rajam, K.S. Corrosion behavior of nanolayered TiN/NbN multilayer coatings prepared by reactive direct current magnetron sputtering process. Thin Solid Films 2004, 460, 133–142. [Google Scholar] [CrossRef]
- Herranen, M.; Wiklund, U.; Carlsson, J.-O.; Hogmark, S. Corrosion behaviour of Ti/TiN multilayer coated tool steel. Surf. Coat. Technol. 1998, 99, 191–196. [Google Scholar] [CrossRef]
- Mendibide, C.; Steyer, P.; Millet, J.-P. Formation of a semiconductive surface film on nanomultilayered TiN/CrN coatings and its correlation with corrosion protection of steel. Surf. Coat. Technol. 2005, 200, 109–112. [Google Scholar] [CrossRef]
- Abdeen, D.H.; el Hachach, M.; Koc, M.; Atieh, M.A. A review on the corrosion behaviour of nanocoatings on metallic substrates. Materials 2019, 12, 210. [Google Scholar] [CrossRef]
- Fenker, M.; Balzer, M.; Jehn, H.A.; Kappl, H.; Lee, J.J.; Lee, K.H.; Park, H.S. Improvement of the corrosion resistance of hard wear resistant coatings by intermediate plasma etching or multilayered structure. Surf. Coat. Technol. 2002, 150, 101–106. [Google Scholar] [CrossRef]
- Abusuilik, S.B.; Inoue, K. Effects of intermediate surface treatments on corrosion resistance of cathodic arc PVD hard coatings. Surf. Coat. Technol. 2013, 237, 421–428. [Google Scholar] [CrossRef]
- Fenker, M.; Kappl, H.; Petrikowski, K.; Bretzler, R. Pulsed power magnetron sputtering of a niobium target in reactive oxygen and/or nitrogen atmosphere. Surf. Coat. Technol. 2005, 200, 1356. [Google Scholar] [CrossRef]
- Reinhard, C.; Ehiasarian, A.P.; Hovsepian, P.E. CrN/NbN superlattice structured coatings with enhanced corrosion resistance achieved by high power impulse magnetron sputtering interface pre-treatment. Thin Solid Films 2007, 515, 3685–3692. [Google Scholar] [CrossRef]
- Panjan, P.; Čekada, M.; Panjan, M.; Kek-Merl, D. Growth defects in PVD hard coatings. Vacuum 2010, 84, 209–214. [Google Scholar] [CrossRef]
- Panjan, P.; Merl, D.K.; Zupanič, F.; Čekada, M.; Panjan, M. SEM study of defects in PVD hard coatings using focused ion beam milling. Surf. Coat. Technol. 2008, 202, 2302–2305. [Google Scholar] [CrossRef]
- Harlin, P.; Bexell, U.; Olsson, M. Influence of surface topography of arc-deposited TiN and sputter-deposited WC/C coatings on the initial material transfer tendency and friction characteristics under dry sliding contact conditions. Surf. Coat. Technol. 2009, 203, 1748–1755. [Google Scholar] [CrossRef]
- Balzer, M.; Fenker, M.; Kappl, H.; Muller, T.; Heyn, A.; Heiss, A.; Richter, A. Corrosion protection of steel substrates by magnetron sputtered TiMgN hard coatings: Structure, mechanical properties and growth defect related salt spray test results. Surf. Coat. Technol. 2018, 349, 82–92. [Google Scholar] [CrossRef]
- Merl, D.K.; Panjan, P.; Čekada, M.; Maček, M. The corrosion behavior of Cr-(C,N) PVD hard coatings deposited on various substrates. Electrochim. Acta 2004, 49, 1527–1533. [Google Scholar] [CrossRef]














© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Panjan, P.; Drnovšek, A.; Gselman, P.; Čekada, M.; Panjan, M.; Bončina, T.; Kek Merl, D. Influence of Growth Defects on the Corrosion Resistance of Sputter-Deposited TiAlN Hard Coatings. Coatings 2019, 9, 511. https://doi.org/10.3390/coatings9080511
Panjan P, Drnovšek A, Gselman P, Čekada M, Panjan M, Bončina T, Kek Merl D. Influence of Growth Defects on the Corrosion Resistance of Sputter-Deposited TiAlN Hard Coatings. Coatings. 2019; 9(8):511. https://doi.org/10.3390/coatings9080511
Chicago/Turabian StylePanjan, Peter, Aljaž Drnovšek, Peter Gselman, Miha Čekada, Matjaž Panjan, Tonica Bončina, and Darja Kek Merl. 2019. "Influence of Growth Defects on the Corrosion Resistance of Sputter-Deposited TiAlN Hard Coatings" Coatings 9, no. 8: 511. https://doi.org/10.3390/coatings9080511