Improvement in the Wear Resistance under Dry Friction of Electrodeposited Fe-W Coatings through Heat Treatments


Abstract
:1. Introduction
2. Materials and Methods
2.1. Electrodeposition of Fe-W and Chromium Coatings
2.2. Coating Characterization
3. Results and Discussions
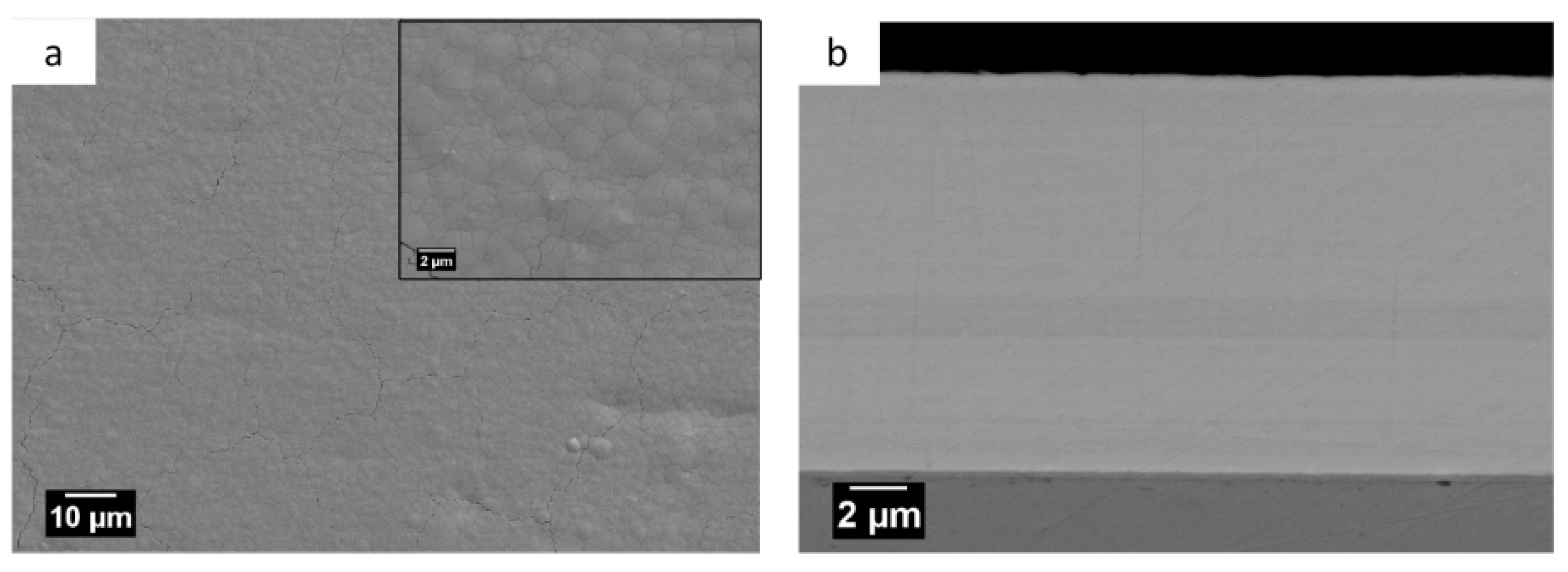
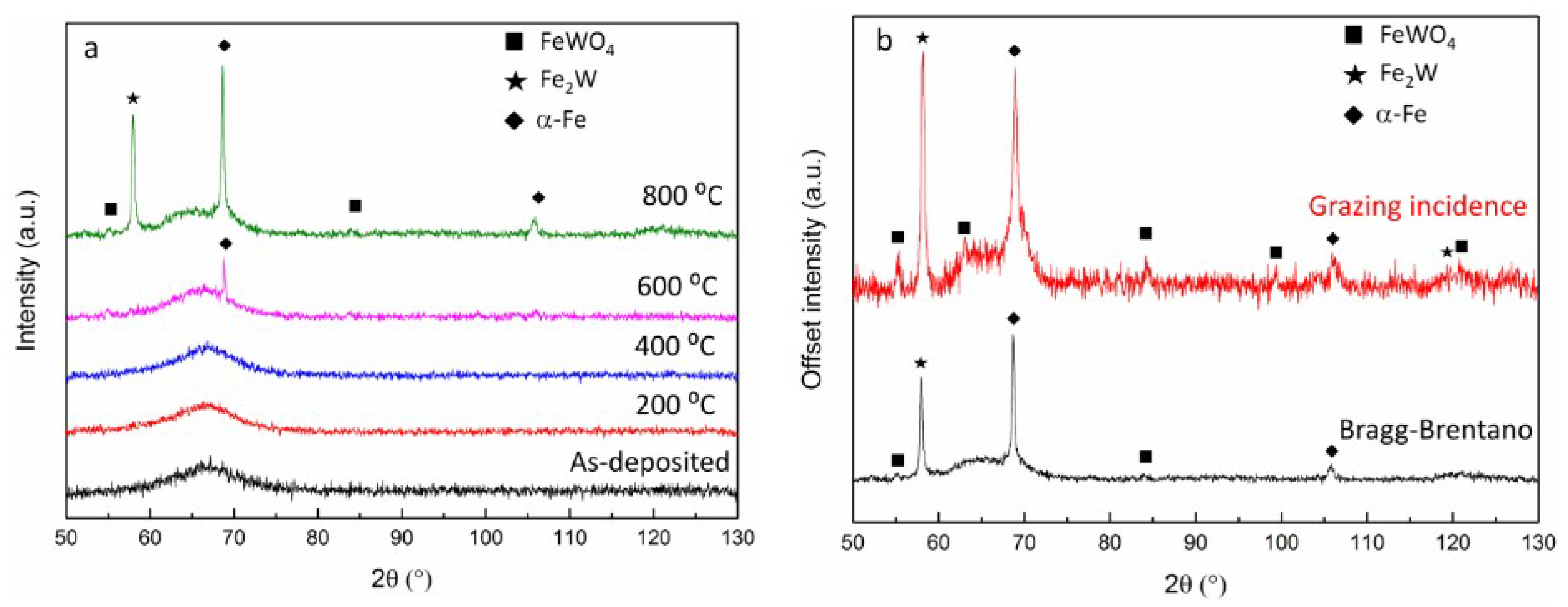
3.1. Structural Characterization of As-Deposited and Annealed Fe-W Coatings
3.2. Wear Resistance of As-Deposited and Annealed Fe-W Coatings and Hard Chromium Coatings
4. Conclusions
- The heat treatment of the Fe-24W coatings in Ar at 800 °C led to the crystallization of α-Fe, Fe2W and FeWO4 phases. The formation of the FeWO4 phase can be attributed to some oxygen contamination in the Ar atmosphere. As shown by XRD results, the surface of the sample annealed at 800 °C was rich in Fe2W and FeWO4.
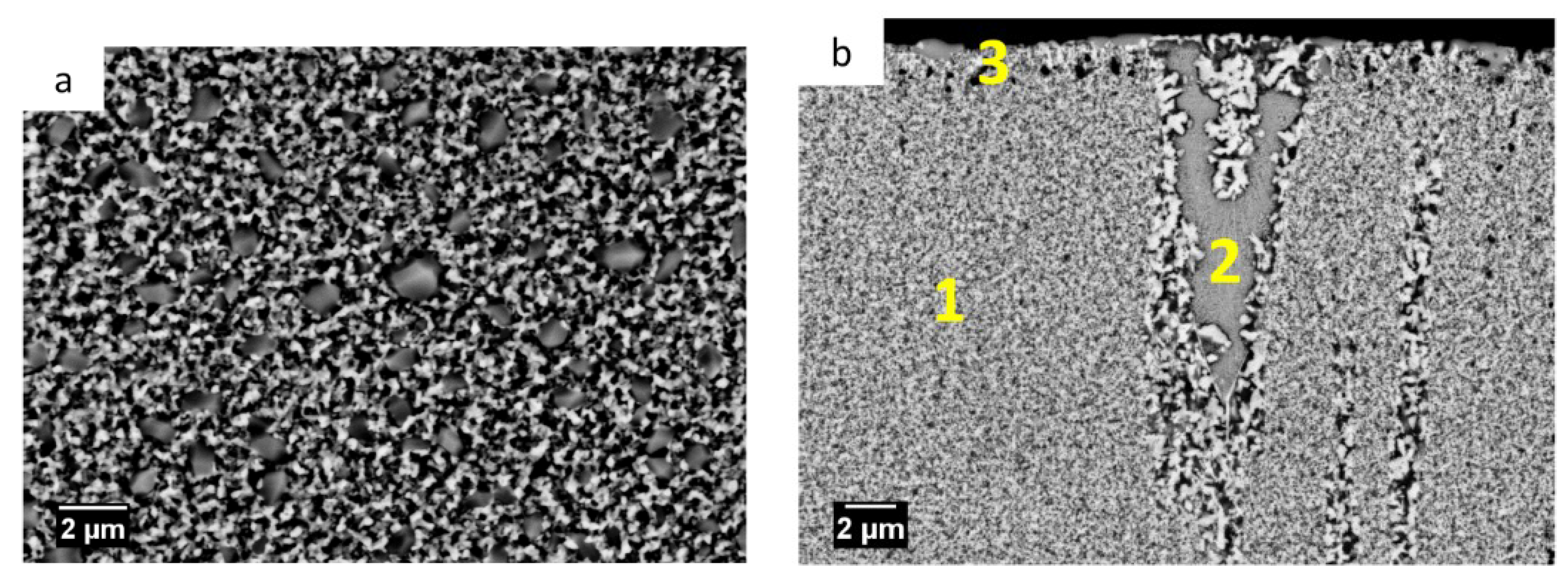
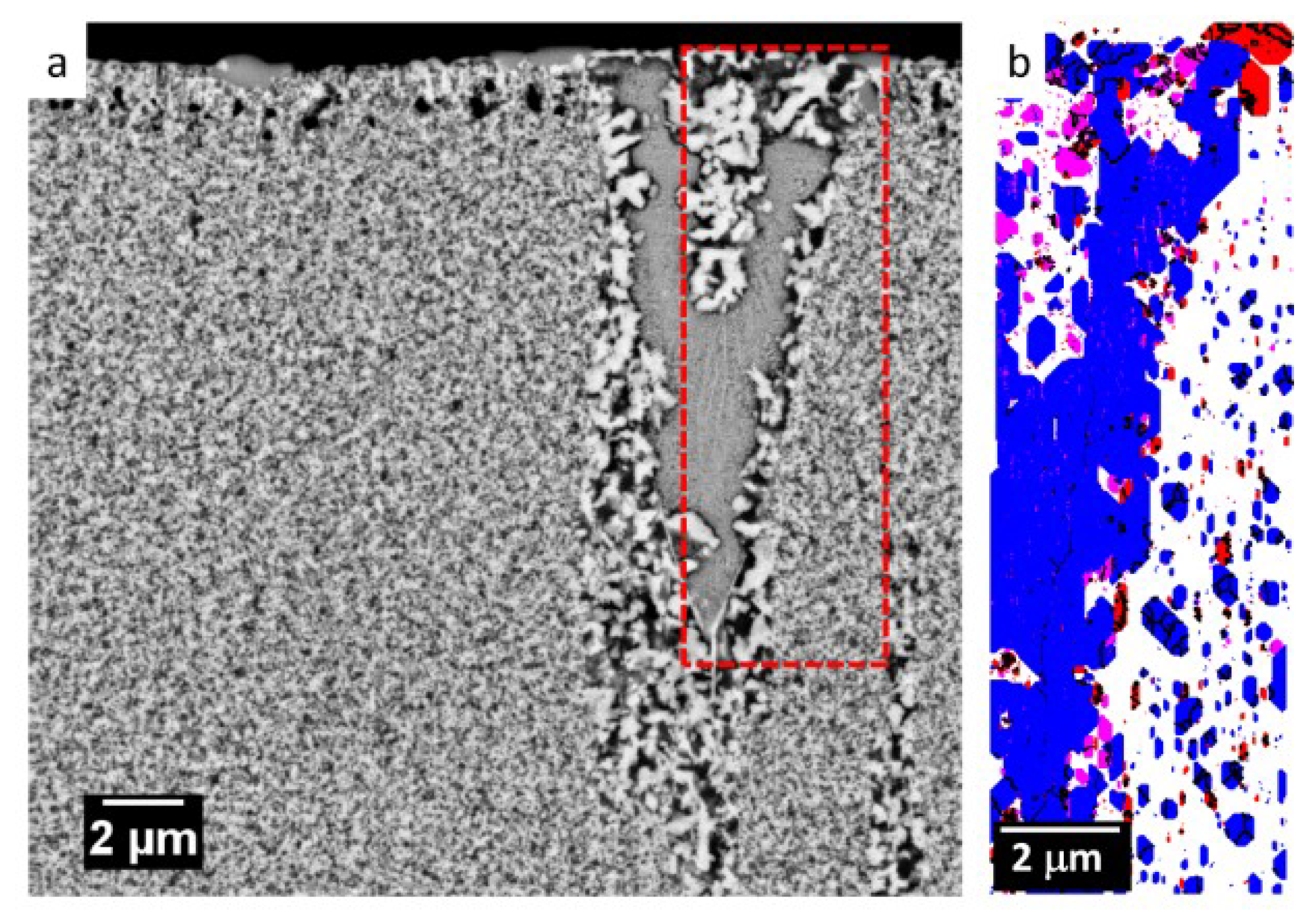
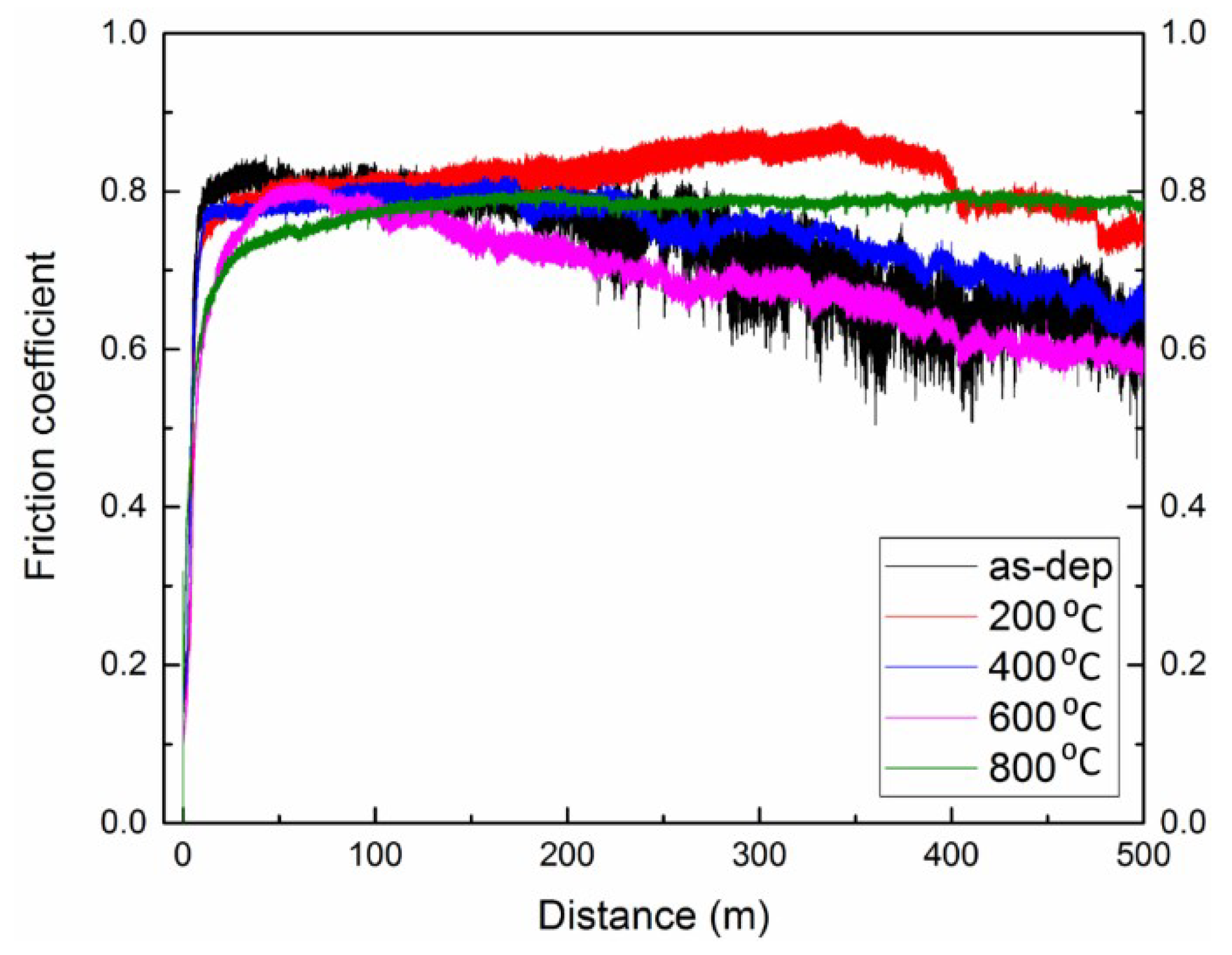
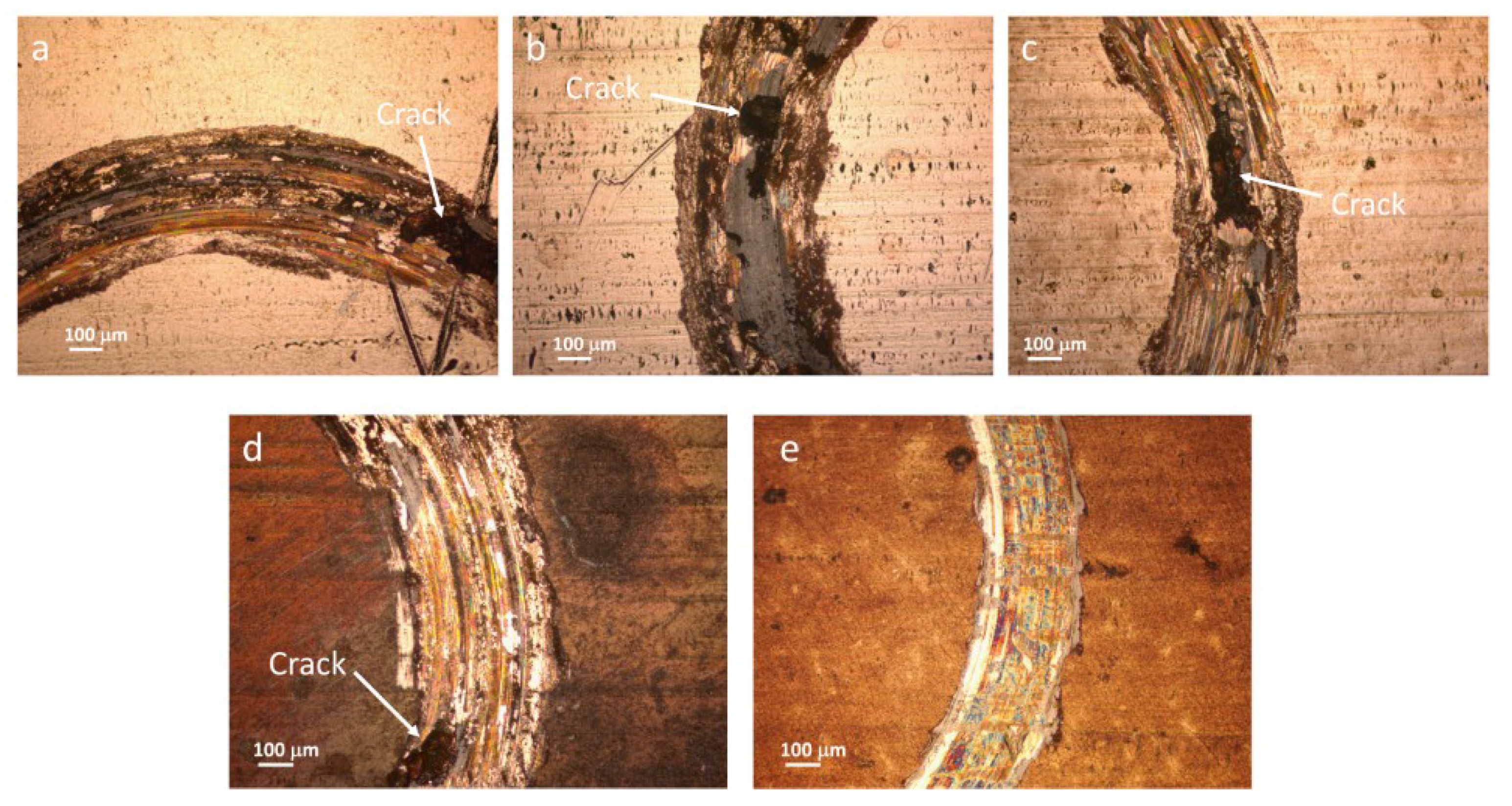
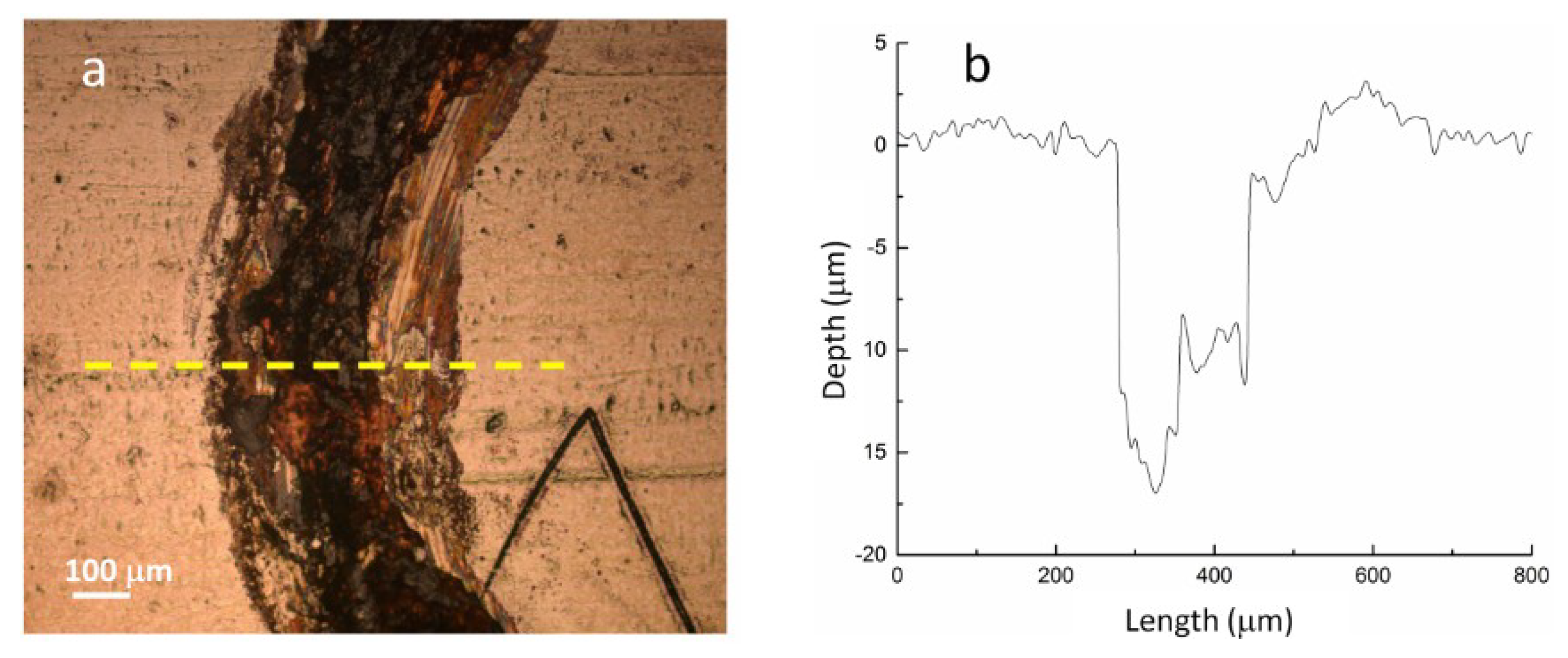
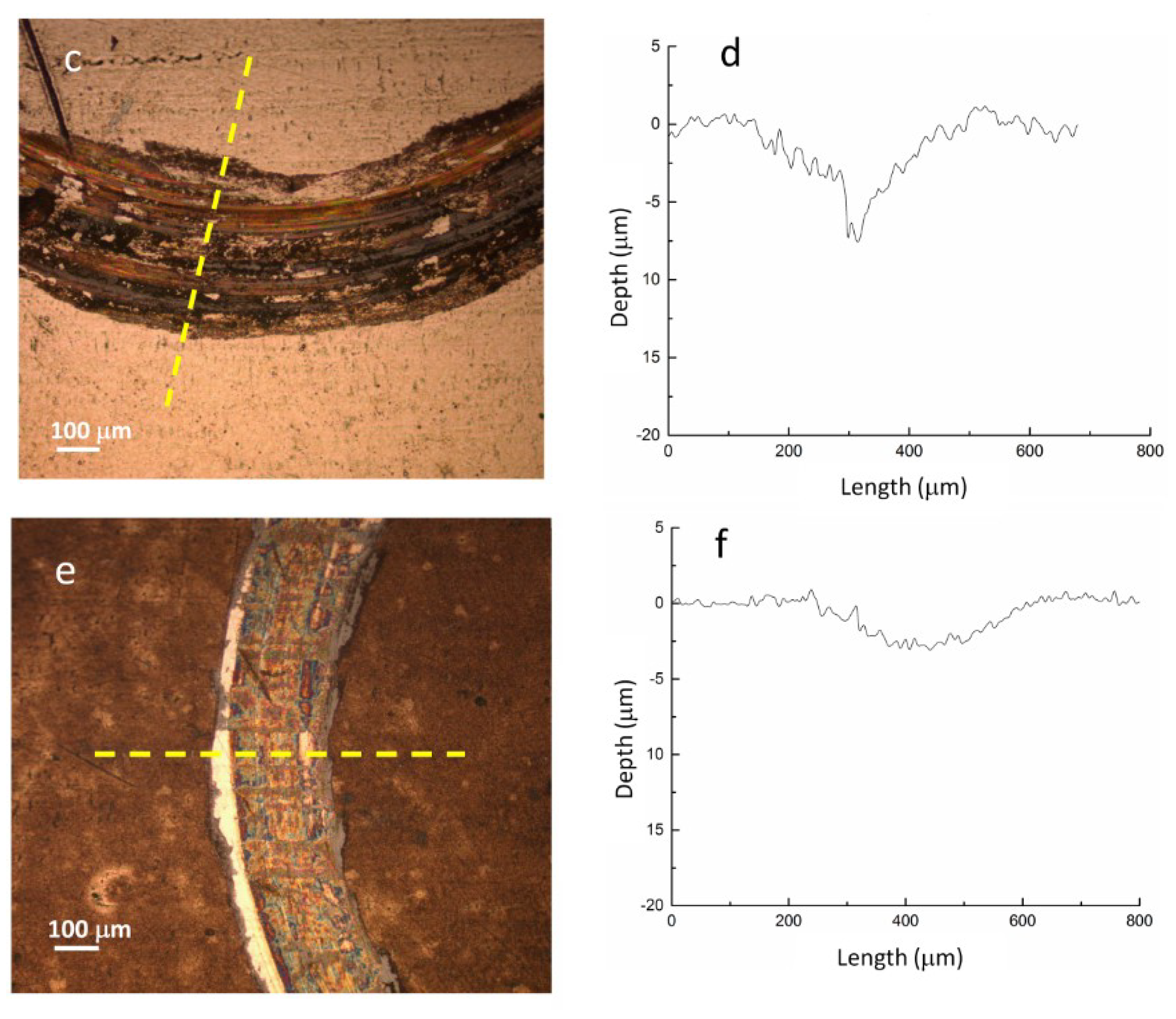
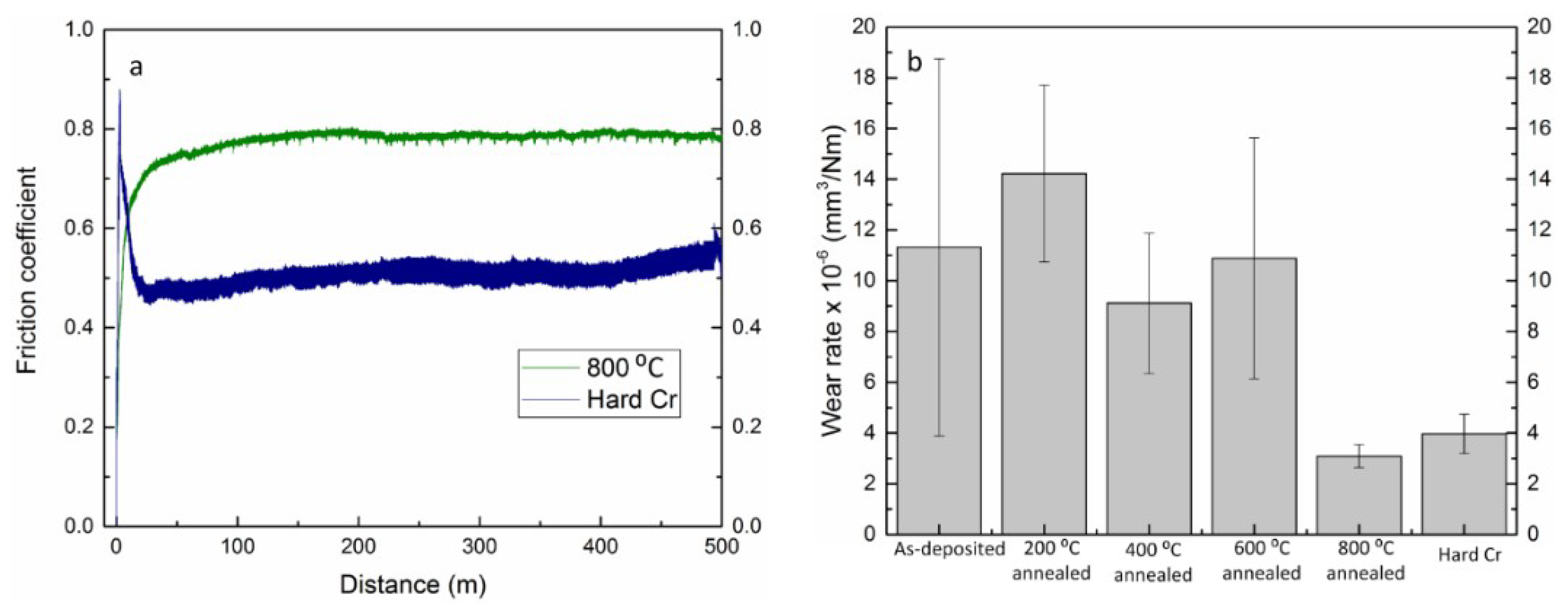
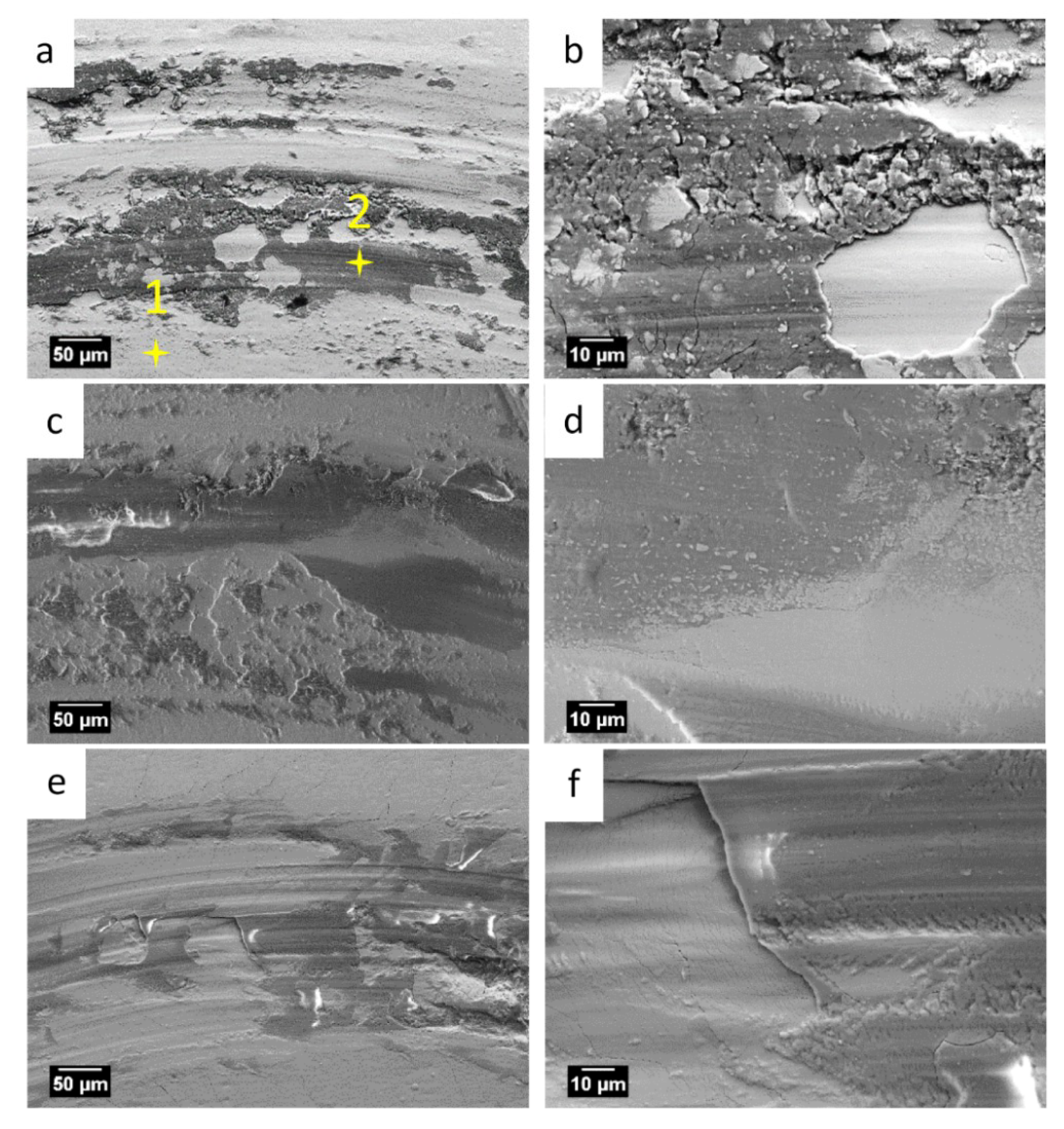
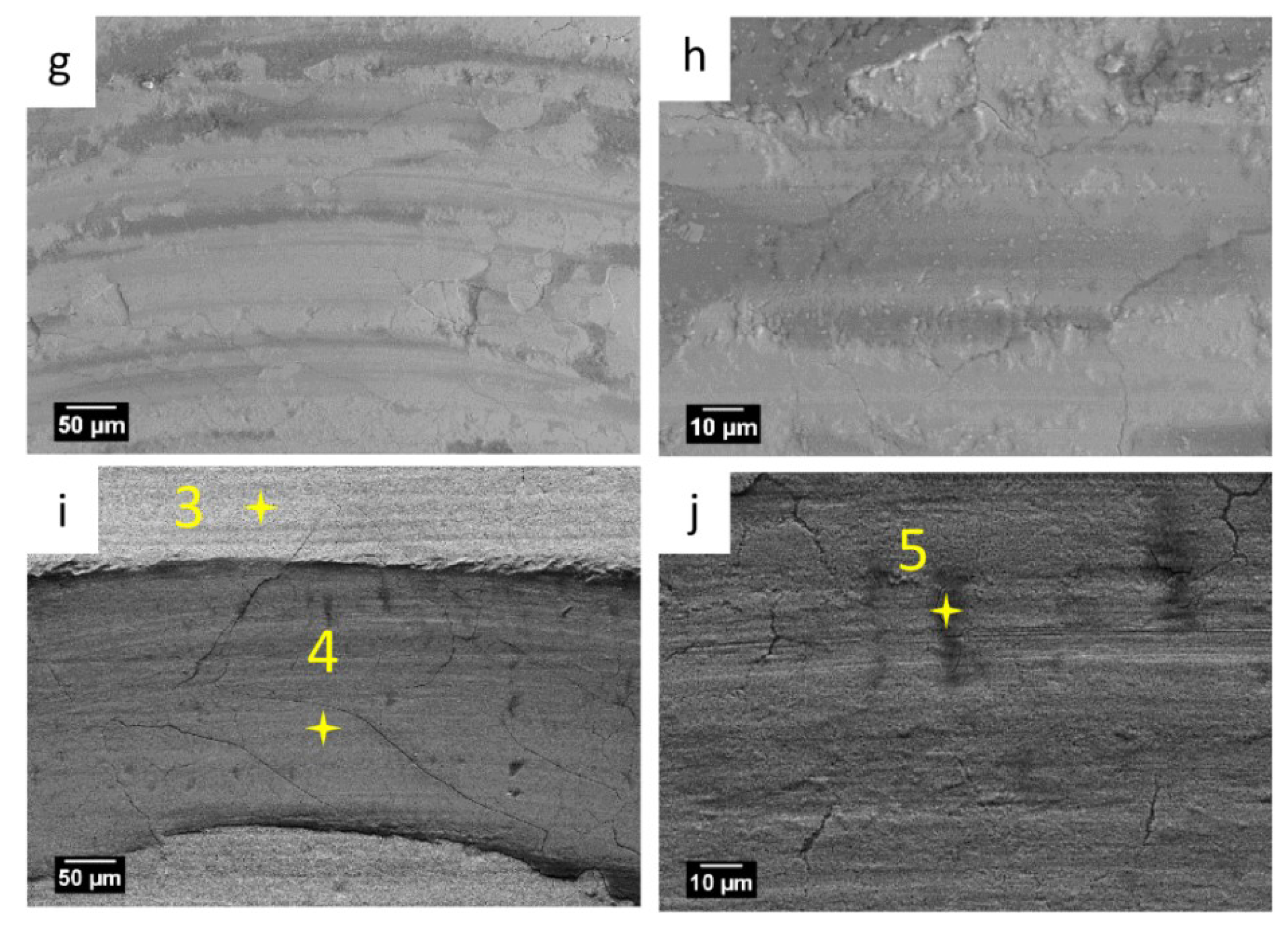
- Tribo-oxidation was found to be the main factor influencing the wear of the studied Fe-W coatings. For all the Fe-24W coatings annealed up to 600 °C, the wear tracks showed traces of adherent oxide film and wear grooves running along the wear tracks. Hence, the abrasive iron oxide particles formed during the sliding tests reduce the wear resistance of the Fe-24W coatings, causing the formation of deep cracks (i.e., ~15 μm in depth) and thus leading to higher wear rates and to an instability of the measured COF.
- The Fe-24W coating annealed at 800 °C was characterized by a higher resistance to tribo-oxidation which led to a considerable improvement in the wear resistance of the coating: A constant COF throughout the whole test, i.e., ~0.8, and the lowest wear rate, i.e., 3 × 10−6 mm3/N m. The resistance to tribo-oxidation was related to the presence of Fe2W and FeWO4 hard phases which are not prone to oxidation.
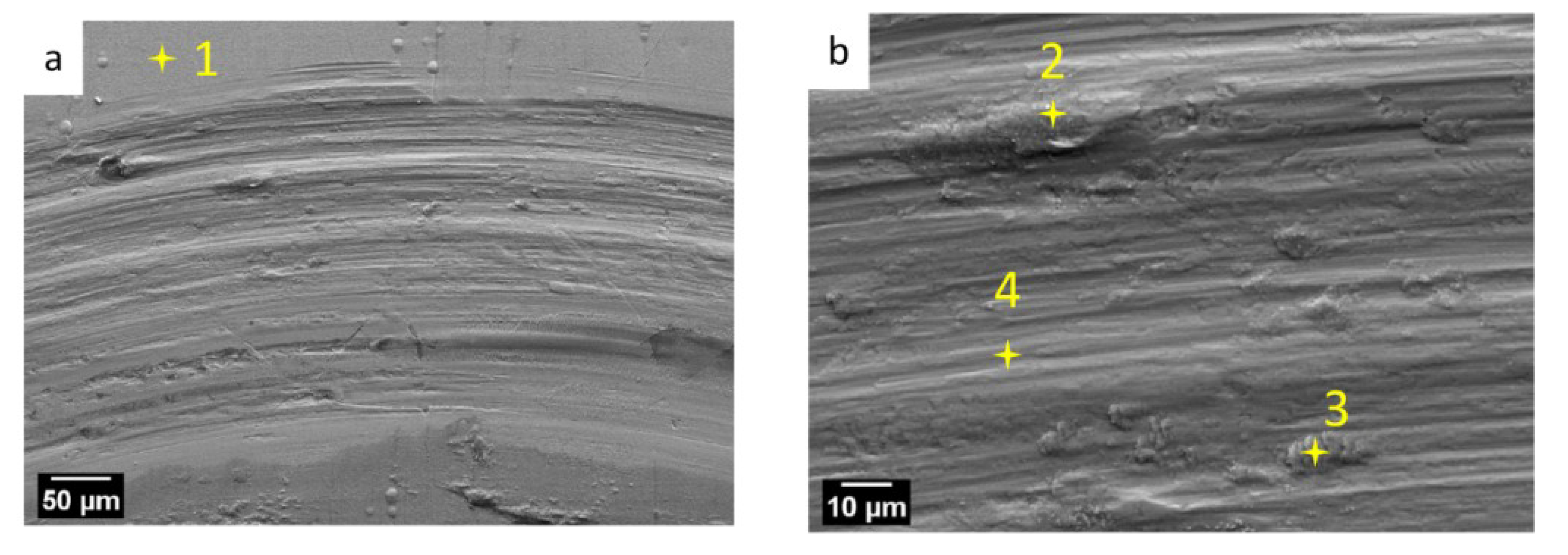
- Wear tests performed on electrodeposited hard chromium showed a lower value for the COF, i.e., ~0.5, as compared to electrodeposited Fe-24W. However, the wear rate of the Fe-24W coating annealed at 800 °C and hard chromium are comparable. Hence, Fe-24W coatings annealed at 800 °C could be considered as a potential sustainable alternative to hard chromium coatings.
Author Contributions
Funding
Conflicts of Interest
References
- Donten, M.; Cesiulis, H.; Stojek, Z. Electrodeposition of amorphous/nanocrystalline and polycrystalline Ni–Mo alloys from pyrophosphate baths. Electrochim. Acta 2005, 50, 1405–1412. [Google Scholar] [CrossRef]
- Chianpairot, A.; Lothongkum, G.; Schuh, C.A.; Boonyongmaneerat, Y. Corrosion of nanocrystalline Ni-W alloys in alkaline and acidic 3.5wt.% NaCl solutions. Corros. Sci. 2011, 53, 1066–1071. [Google Scholar] [CrossRef]
- Tsyntsaru, N.; Bobanova, J.; Ye, X.; Cesiulis, H.; Dikusar, A.; Prosycevas, I.; Celis, J.P. Iron-tungsten alloys electrodeposited under direct current from citrate-ammonia plating baths. Surf. Coat. Technol. 2009, 203, 3136–3141. [Google Scholar] [CrossRef]
- Druga, J.; Kašiarová, M.; Dobročka, E.; Zemanová, M.; Druga, J.; Ka, M.; Dobroc, E.; Zemanová, M. Corrosion and tribological properties of nanocrystalline pulse electrodeposited Ni–W alloy coatings Corrosion and tribological properties of nanocrystalline pulse electrodeposited Ni–W alloy coatings. Int. J. Surf. Eng. Coat. 2017, 95, 39–45. [Google Scholar] [CrossRef]
- Klement, U.; Pellicer, E.; Sort, J. Mid-term meeting of SELECTA: A European Training Network on smart electrodeposited alloys for environmentally sustainable applications. Trans. IMF 2017, 95, 124–125. [Google Scholar] [CrossRef]
- Nicolenco, A.; Tsyntsaru, N.; Cesiulis, H. Fe (III)-Based Ammonia-Free Bath for Electrodeposition of Fe-W Alloys. J. Electrochem. Soc. 2017, 164, D590–D596. [Google Scholar] [CrossRef] [Green Version]
- Nicolenco, A.; Tsyntsaru, N.; Fornell, J.; Pellicer, E.; Reklaitis, J.; Baltrunas, D.; Cesiulis, H.; Sort, J. Mapping of magnetic and mechanical properties of Fe-W alloys electrodeposited from Fe(III)-based glycolate-citrate bath. Mater. Des. 2018, 139, 429–438. [Google Scholar] [CrossRef]
- Mulone, A.; Nicolenco, A.; Hoffmann, V.; Klement, U.; Tsyntsaru, N.; Cesiulis, H. In-depth characterization of as-deposited and annealed Fe-W coatings electrodeposited from glycolate-citrate plating bath. Electrochim. Acta 2018, 261, 167–177. [Google Scholar] [CrossRef]
- Mulone, A.; Nicolenco, A.; Fornell, J.; Pellicer, E.; Tsyntsaru, N.; Cesiulis, H.; Sort, J.; Klement, U. Enhanced mechanical properties and microstructural modifications in electrodeposited Fe-W alloys through controlled heat treatments. Surf. Coat. Technol. 2018, 350, 20–30. [Google Scholar] [CrossRef]
- Sriraman, K.R.; Sundara Raman, S.G.; Seshadri, S.K. Synthesis and evaluation of hardness and sliding wear resistance of electrodeposited nanocrystalline Ni–Fe–W alloys. Mater. Sci. Technol. 2006, 22, 14–20. [Google Scholar] [CrossRef]
- Jeong, D.H.; Erb, U.; Aust, K.T.; Palumbo, G. The relationship between hardness and abrasive wear resistance of electrodeposited nanocrystalline Ni-P coatings. Scr. Mater. 2003, 48, 1067–1072. [Google Scholar] [CrossRef]
- He, F.; Yang, J.; Lei, T.; Gu, C. Structure and properties of electrodeposited Fe-Ni-W alloys with different levels of tungsten content: A comparative study. Appl. Surf. Sci. 2007, 253, 7591–7598. [Google Scholar] [CrossRef]
- Wasekar, N.P.; Sundararajan, G. Sliding wear behavior of electrodeposited Ni–W alloy and hard chrome coatings. Wear 2015, 342–343, 340–348. [Google Scholar] [CrossRef]
- Bobanova, Z.I.; Dikusar, A.I.; Cesiulis, H.; Celis, J.-P.; Tsyntsaru, N.I.; Prosycevas, I. Micromechanical and Tribological Properties of Nanocrystalline Coatings of Iron-Tungsten Alloys Electrodeposited from Citrate-Ammonia Solutions. Russ. J. Electrochem. 2009, 45, 895–901. [Google Scholar] [CrossRef]
- Nicolenco, A.; Tsyntsaru, N.; Matijošius, T.; Asadauskas, S.; Cesiulis, H. Wear resistance of electrodeposited Fe-W alloy coatings under dry conditions and in the presence of rapeseed oil. Green Tribol. 2018, 5228. [Google Scholar] [CrossRef]
- Ma, C.; Wang, S.C.; Wang, L.P.; Walsh, F.C.; Wood, R.J.K. The role of a tribofilm and wear debris in the tribological behaviour of nanocrystalline Ni–Co electrodeposits. Wear 2013, 306, 296–303. [Google Scholar] [CrossRef]
- Zouch, F.; Antar, Z.; Bahri, A.; Elleuch, K.; Urgen, M. Tribological Study of Fe–W–P Electrodeposited Coating on 316 L Stainless Steel. J. Tribol. 2018, 140, 1–9. [Google Scholar] [CrossRef]
- Vernickaite, E.; Antar, Z.Z.; Nicolenco, A.; Kreivaitis, R.; Tsyntsaru, N.; Cesiulis, H. Tribological and Corrosion Properties of Iron-Based Alloys. In Proceedings of the 8th International Scientific Conference “BALTTRIB 2015”, Kaunas, Lithuania, 26–27 November 2015. [Google Scholar] [CrossRef]
- Wang, H.; Sheu, H.; Ger, M.; Hou, K. The effect of heat treatment on the microstructure and mechanical properties of electrodeposited nanocrystalline Ni–W/diamond composite coatings. Surf. Coat. Technol. 2014, 259, 268–273. [Google Scholar] [CrossRef]
- Matik, U. Structural and wear properties of heat-treated electroless Ni-P alloy and Ni-P-Si 3 N 4 composite coatings on iron based PM compacts. Surf. Coat. Technol. 2016, 302, 528–534. [Google Scholar] [CrossRef]
- Biswas, A.; Das, S.K.; Sahoo, P. Correlating tribological performance with phase transformation behavior for electroless Ni-(high) P coating. Surf. Coat. Technol. 2017, 328, 102–114. [Google Scholar] [CrossRef]
- Hou, K.; Chang, Y.; Chang, S.; Chang, C. The heat treatment effect on the structure and mechanical properties of electrodeposited nano grain size Ni–W alloy coatings. Thin Solid Films 2010, 518, 7535–7540. [Google Scholar] [CrossRef]
- Abazari, S.; Rastegari, S.; Kheirandish, S. Influence of Pulse Electrodeposition and Heat Treatment on Microstructure, Tribological, and Corrosion Behavior of Nano-Grain Size Co-W Coatings. J. Mater. Eng. Perform. 2017. [Google Scholar] [CrossRef]
- Vamsi, M.V.N.; Wasekar, N.P.; Sundararajan, G. Influence of heat treatment on microstructure and mechanical properties of pulse electrodeposited Ni-W alloy coatings. Surf. Coat. Technol. 2017, 319, 403–414. [Google Scholar] [CrossRef]
- Bajwa, R.S.; Khan, Z.; Bakolas, V.; Braun, W. Water-lubricated Ni-based composite (Ni-Al2O3, Ni-SiC and Ni-ZrO2) thin film coatings for industrial applications. Acta Metall. Sin. 2016, 29, 8–16. [Google Scholar] [CrossRef]
- Mun, S.-J.; Kim, M.; Yim, T.-H.; Lee, J.-H.; Kang, T. Mechanical and Structural Characteristics of Electrodeposited Ni–Fe–W Alloy after Heat-Treatment. J. Electrochem. Soc. 2010, 157, D177–D180. [Google Scholar] [CrossRef]
- Antoni-Zdziobek, A.; Commeau, T.; Joubert, J.M. Partial redetermination of the Fe-W phase diagram. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2013, 44, 2996–3003. [Google Scholar] [CrossRef]
- Jacob, A.; Schmetterer, C.; Singheiser, L.; Gray-Weale, A.; Hallstedt, B.; Watson, A. Modeling of Fe-W phase diagram using first principles and phonons calculations. Calphad Comput. Coupling Phase Diagr. Thermochem. 2015, 50, 92–104. [Google Scholar] [CrossRef]
- Gassner, G.; Mayrhofer, P.H.; Kutschej, K.; Mitterer, C.; Kathrein, M. Magnéli phase formation of PVD Mo–N and W–N coatings. Surf. Coat. Technol. 2006, 201, 3335–3341. [Google Scholar] [CrossRef]
- Maitland, T.; Sitzman, S. Electron backscatterd diffraction (EBSD) technique and materials characterization examples. In Scanning Microscopy for Nanotechnology: Techniques and Applications; Zhou, W., Wang, Z., Eds.; Springer: Berlin, Germany, 2007; pp. 41–76. [Google Scholar]
- Abdel-Aal, H.A. On the interdependence between kinetics of friction-released thermal energy and the transition in wear mechanisms during sliding of metallic pairs. Wear 2003, 254, 884–900. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spectrum | Fe (at.%) | W (at.%) | O (at.%) |
|---|---|---|---|
| 1 | 76 | 24 | / |
| 2 | 29 | 8 | 63 |
| 3 | ~60 | ~20 | ~20 |
| 4 | ~50 | ~15 | ~35 |
| 5 | 28 | 8 | 64 |
| Spectrum | Cr (at.%) | O (at.%) | Al (at.%) |
|---|---|---|---|
| 1 | 100 | – | – |
| 2 | 67.8 | 32 | 0.2 |
| 3 | 46.5 | 53 | 0.5 |
| 4 | 100 | – | – |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mulone, A.; Nicolenco, A.; Imaz, N.; Martinez-Nogues, V.; Tsyntsaru, N.; Cesiulis, H.; Klement, U. Improvement in the Wear Resistance under Dry Friction of Electrodeposited Fe-W Coatings through Heat Treatments. Coatings 2019, 9, 66. https://doi.org/10.3390/coatings9020066
Mulone A, Nicolenco A, Imaz N, Martinez-Nogues V, Tsyntsaru N, Cesiulis H, Klement U. Improvement in the Wear Resistance under Dry Friction of Electrodeposited Fe-W Coatings through Heat Treatments. Coatings. 2019; 9(2):66. https://doi.org/10.3390/coatings9020066
Chicago/Turabian StyleMulone, Antonio, Aliona Nicolenco, Naroa Imaz, Vanesa Martinez-Nogues, Natalia Tsyntsaru, Henrikas Cesiulis, and Uta Klement. 2019. "Improvement in the Wear Resistance under Dry Friction of Electrodeposited Fe-W Coatings through Heat Treatments" Coatings 9, no. 2: 66. https://doi.org/10.3390/coatings9020066