Microstructure, Mechanical Properties, Abrasive Wear, and Corrosion Behavior in Molten Zinc of Boride-Based Coatings in Situ Synthesized by an HVOF Spraying Process


Abstract
:1. Introduction
2. Materials and Methods
2.1. Powder and Coating Preparation
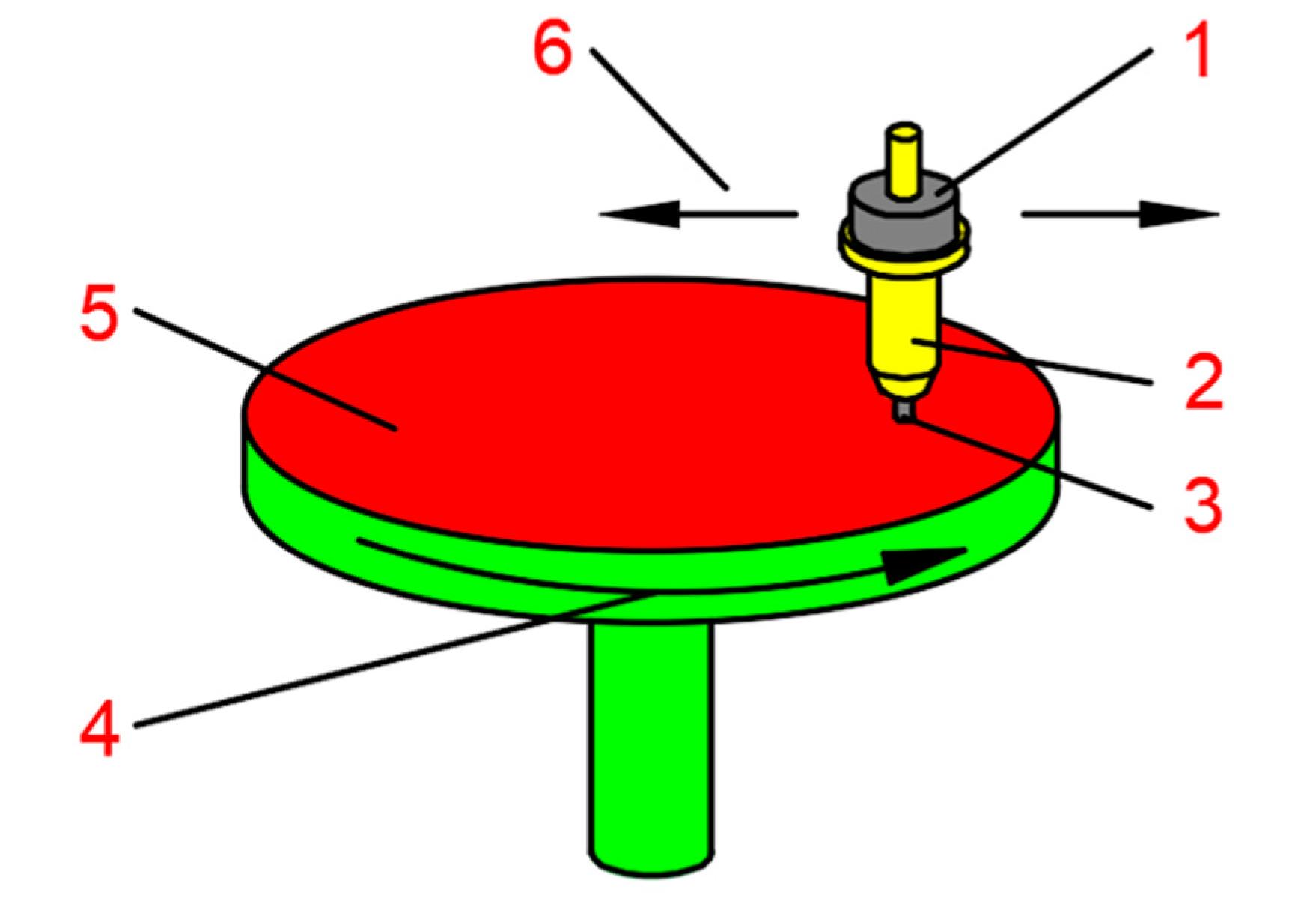
2.2. Microhardness, Bond Strength and Abrasive Wear Testing
2.3. Immersion Test in the Molten Zinc
2.4. Microstructure Characterization of the Powders and Coatings before and after Abrasive Wear and Corrosion
3. Results and Discussion
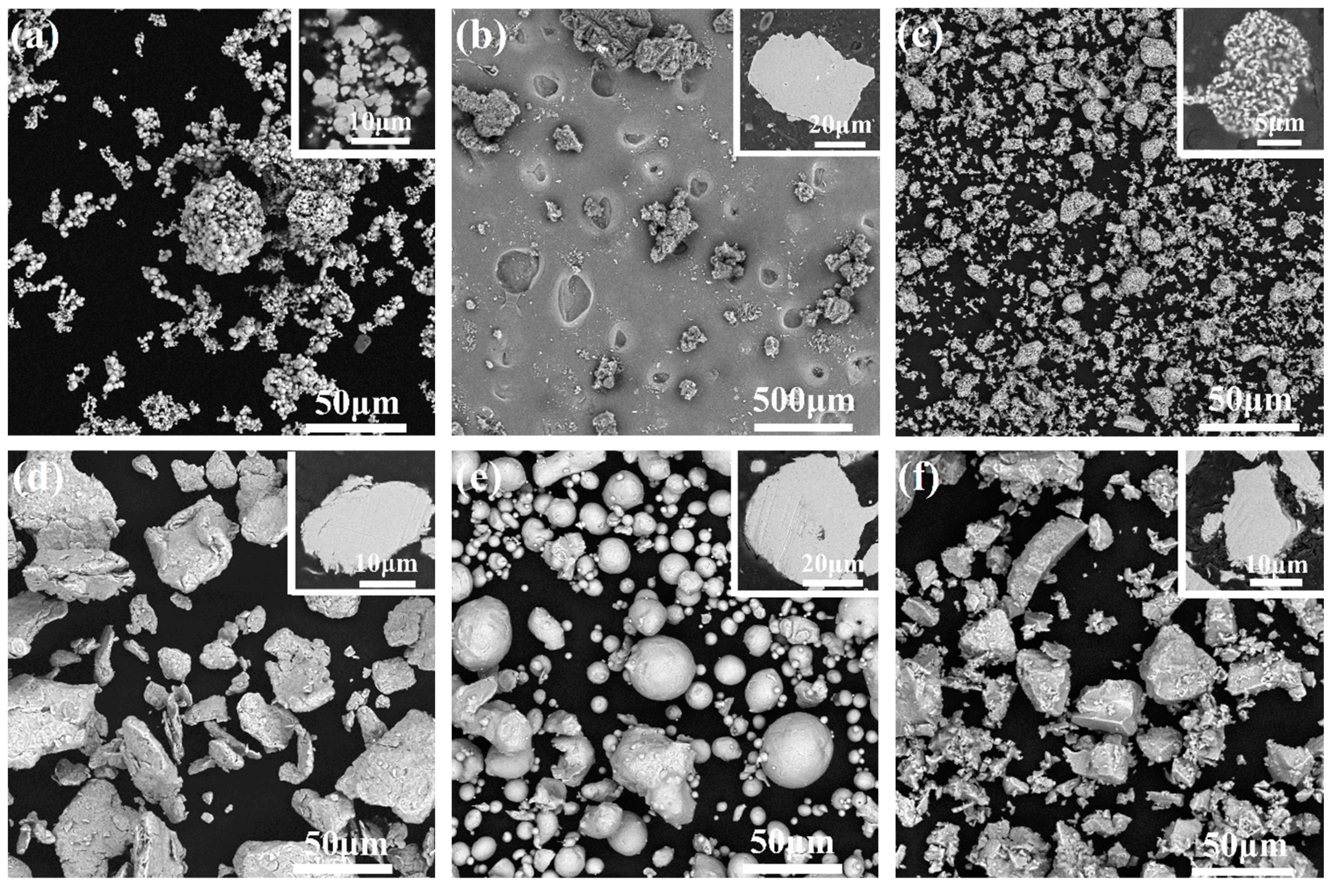
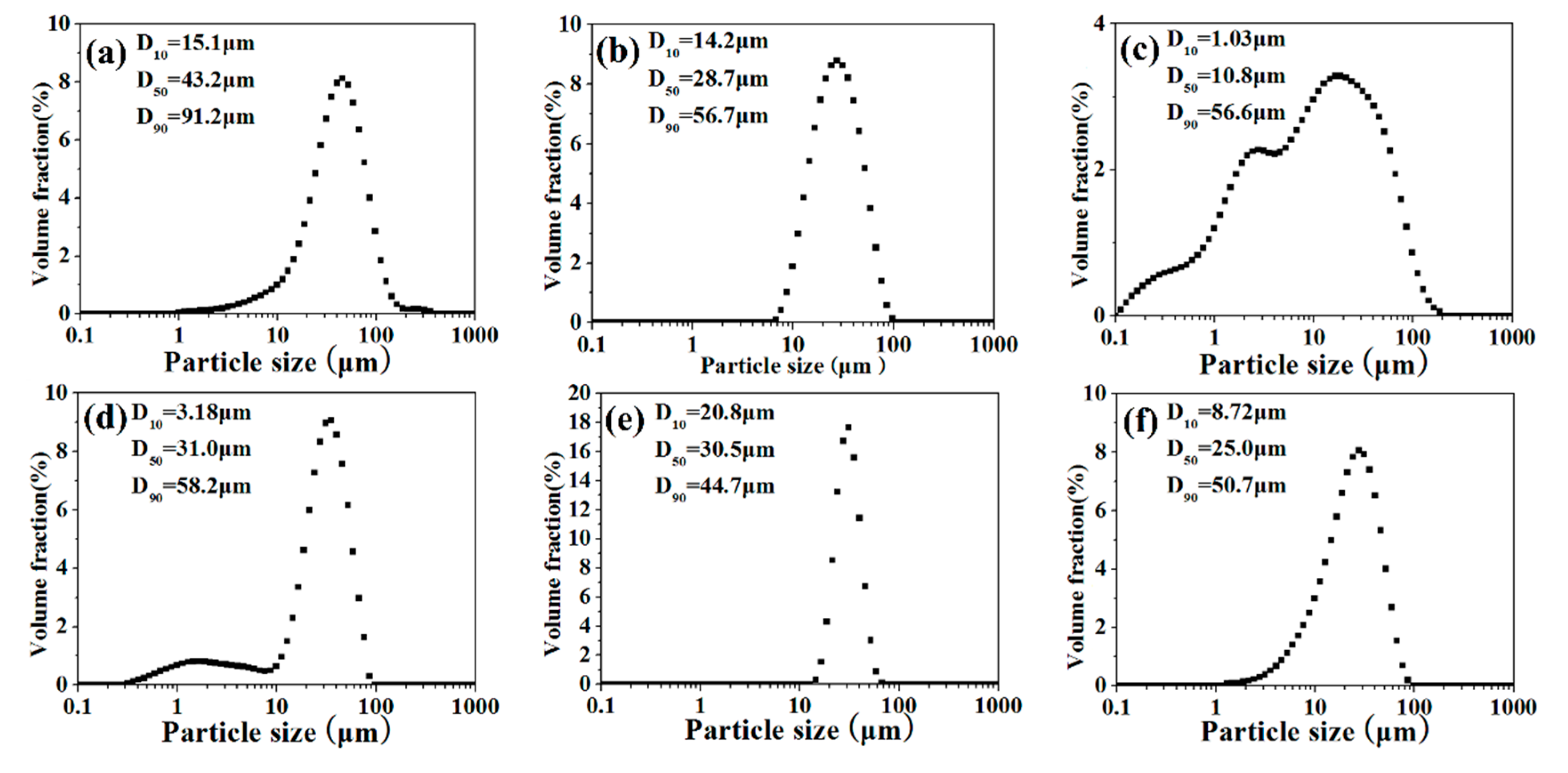
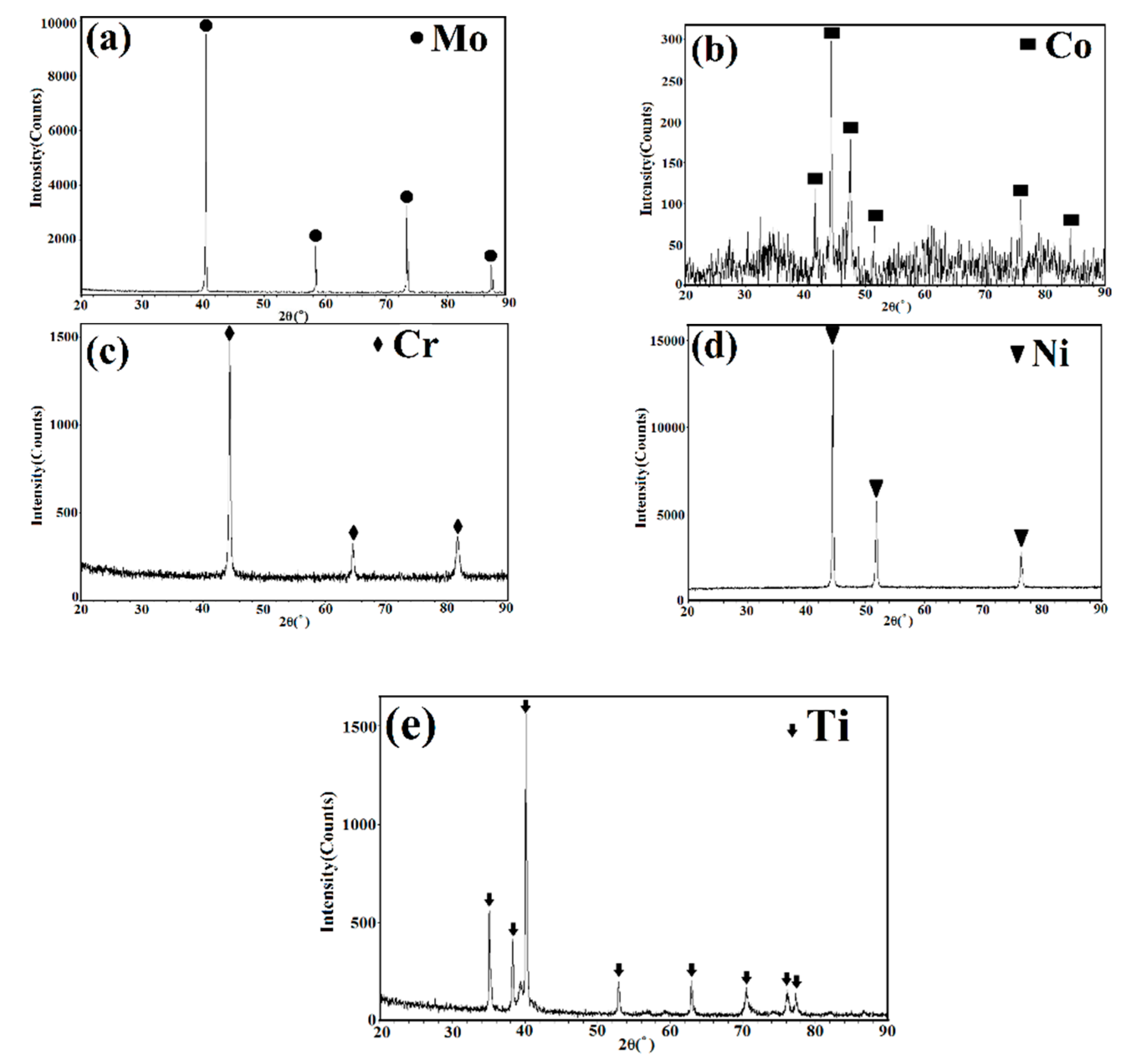
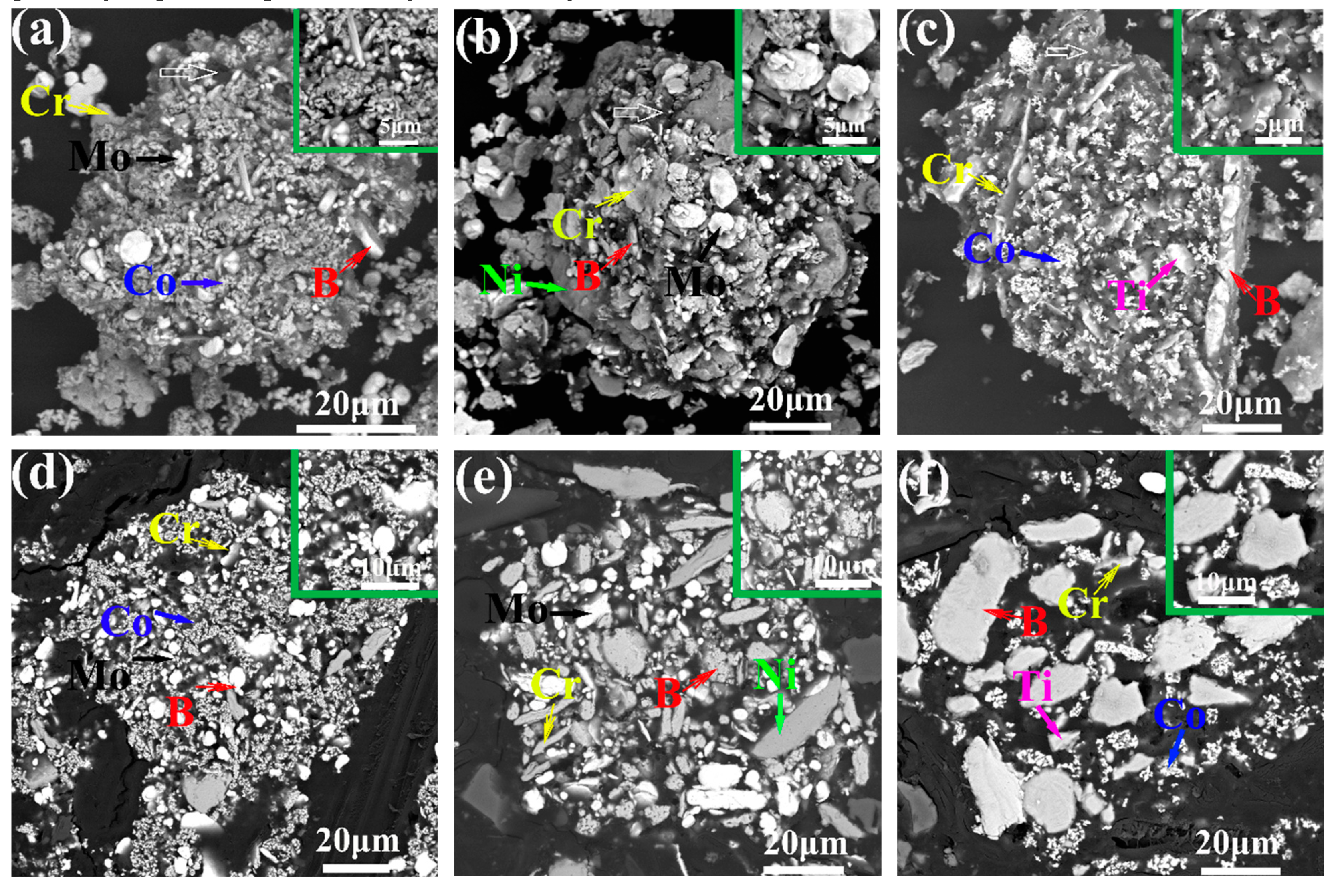
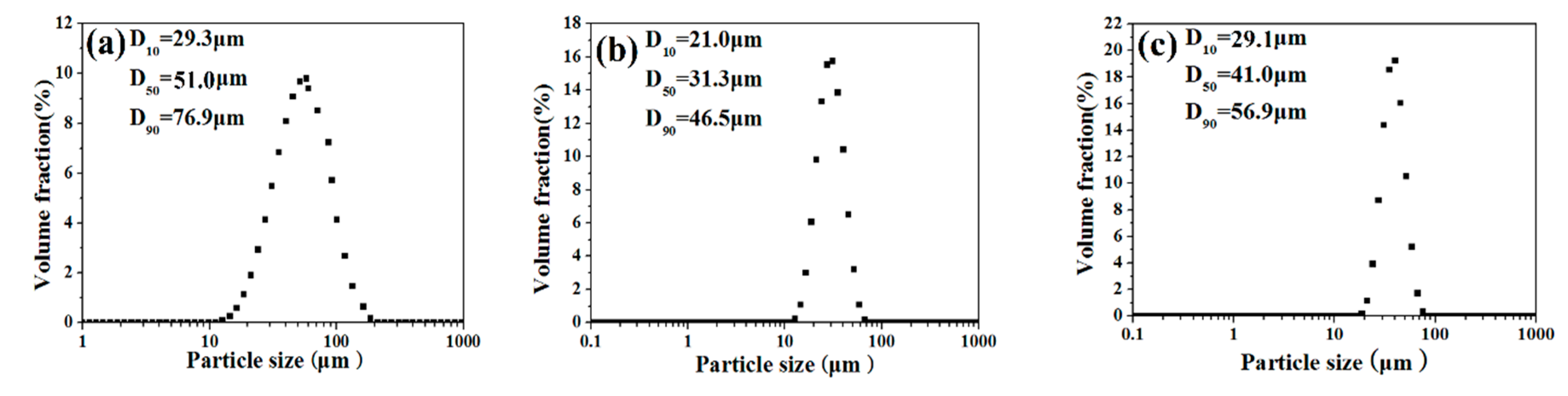
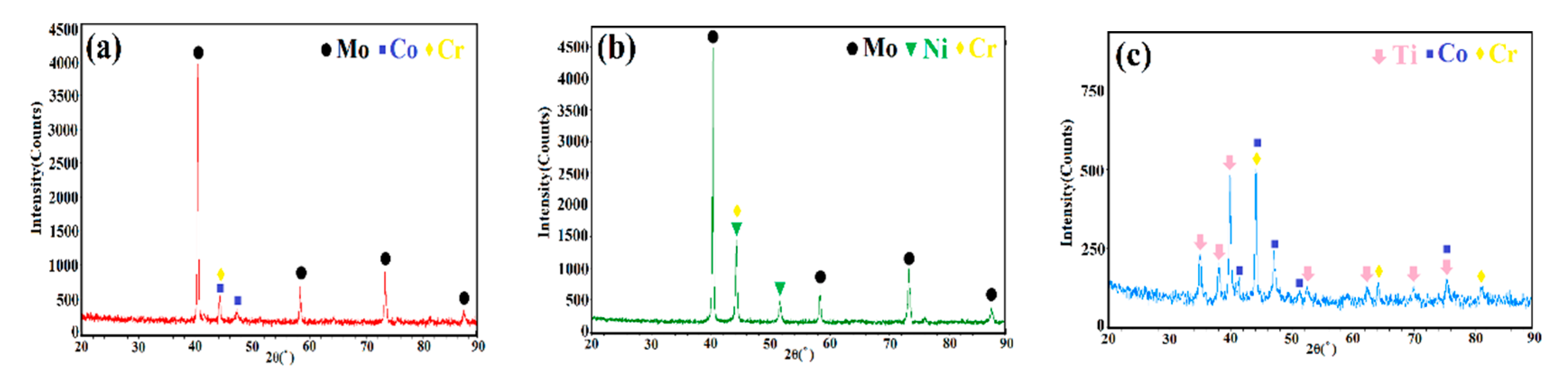
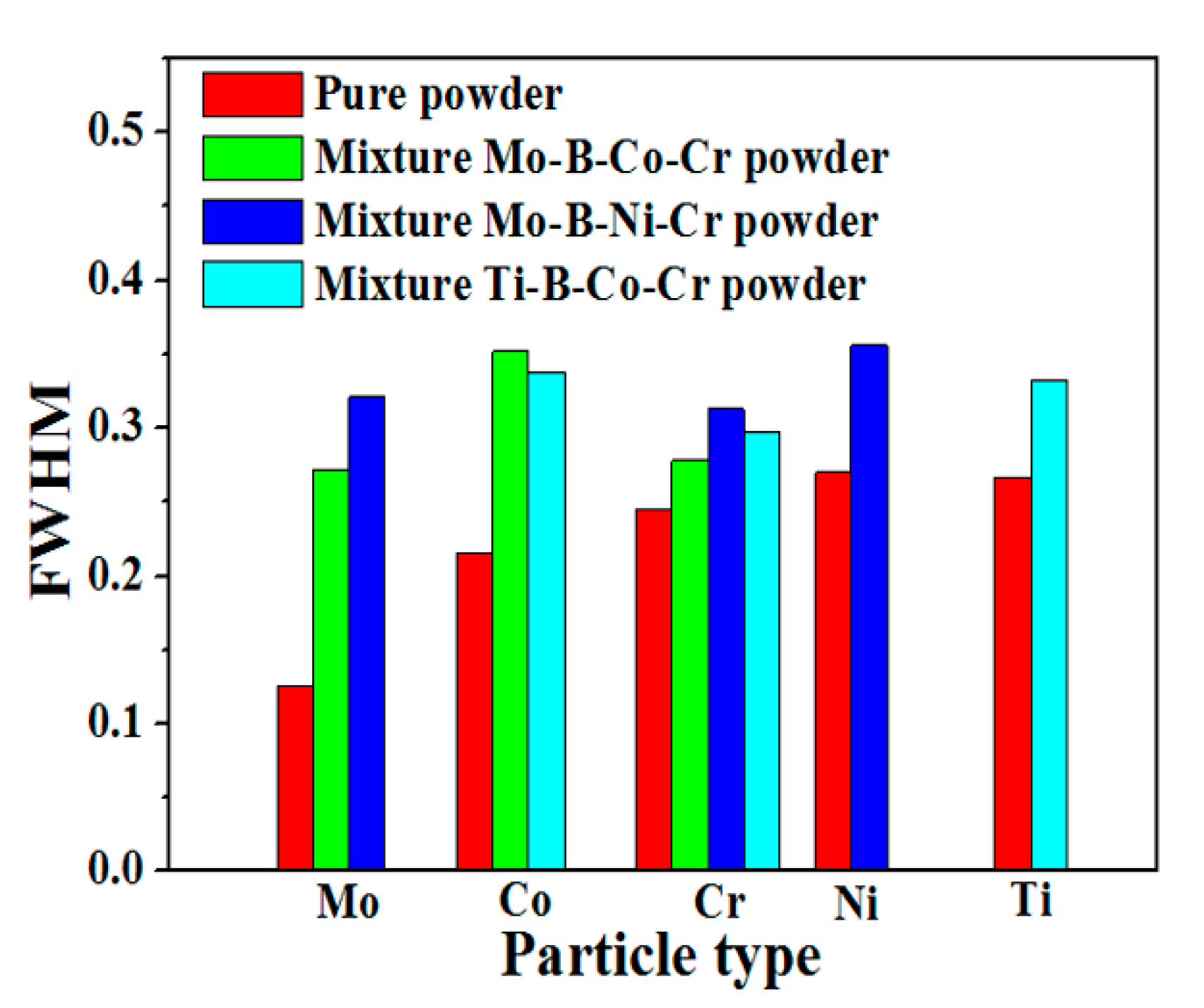
3.1. Morphologies, Size Distribution, and X-ray Diffraction Patterns of Mixture Powders
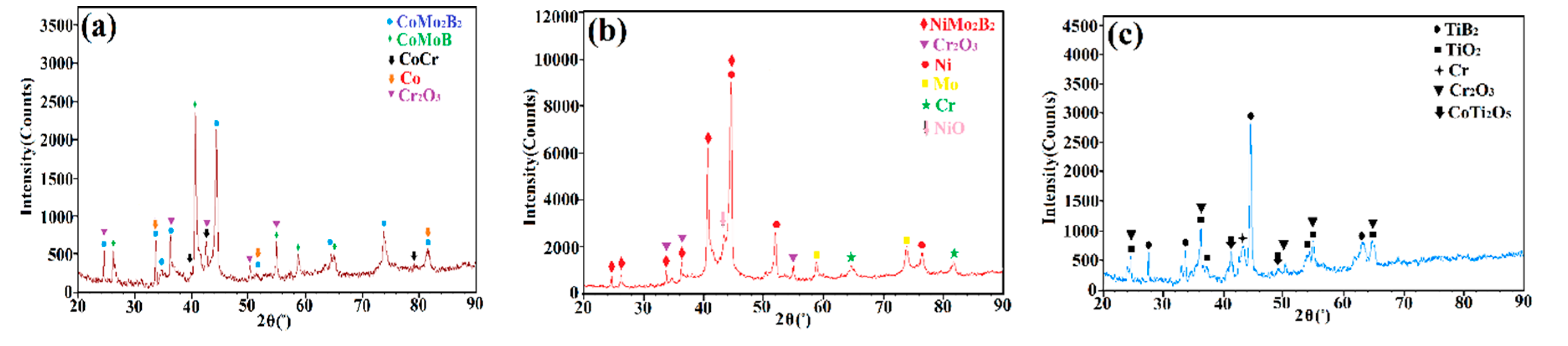
3.2. X-ray Diffraction Patterns of As-Sprayed Coatings
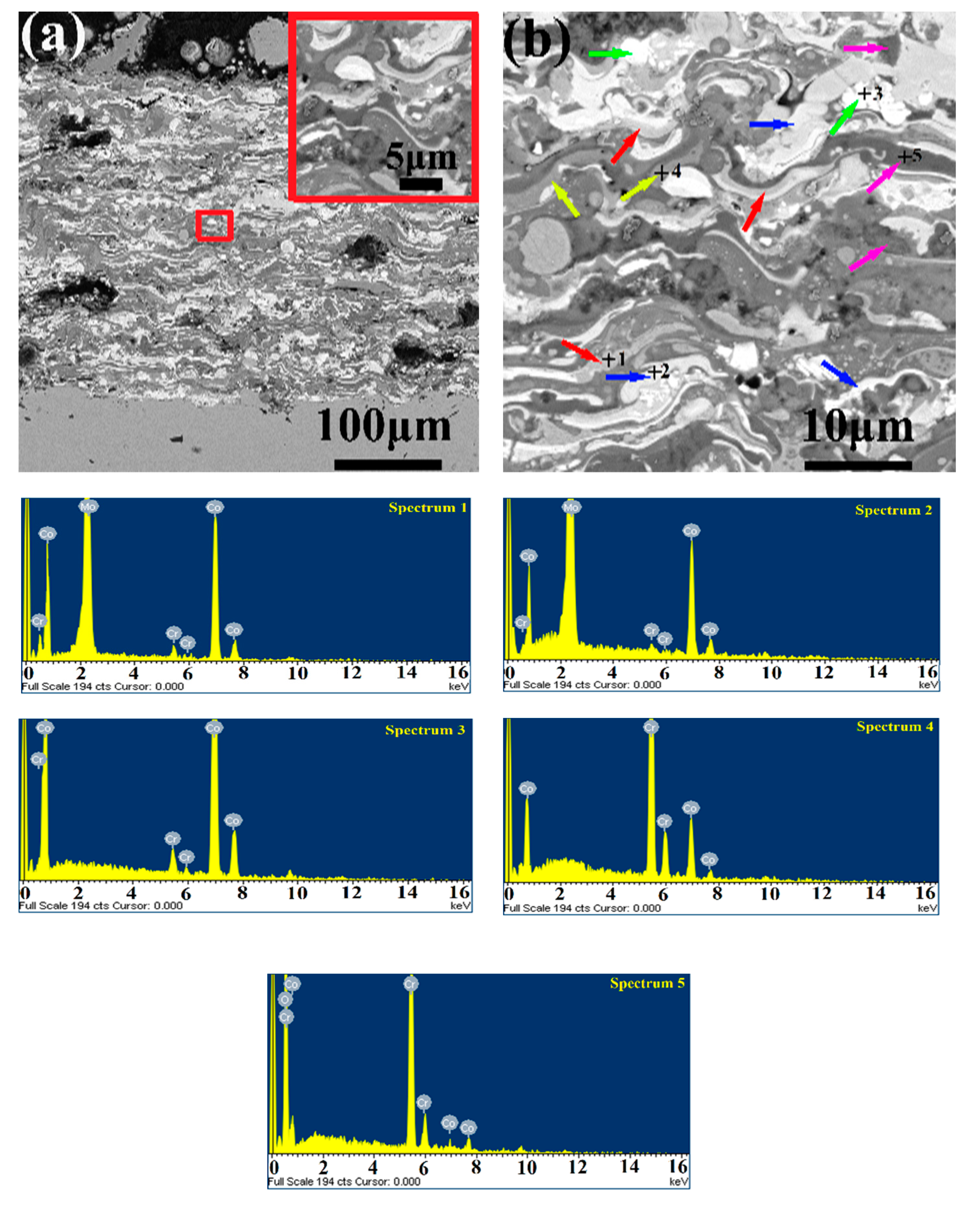
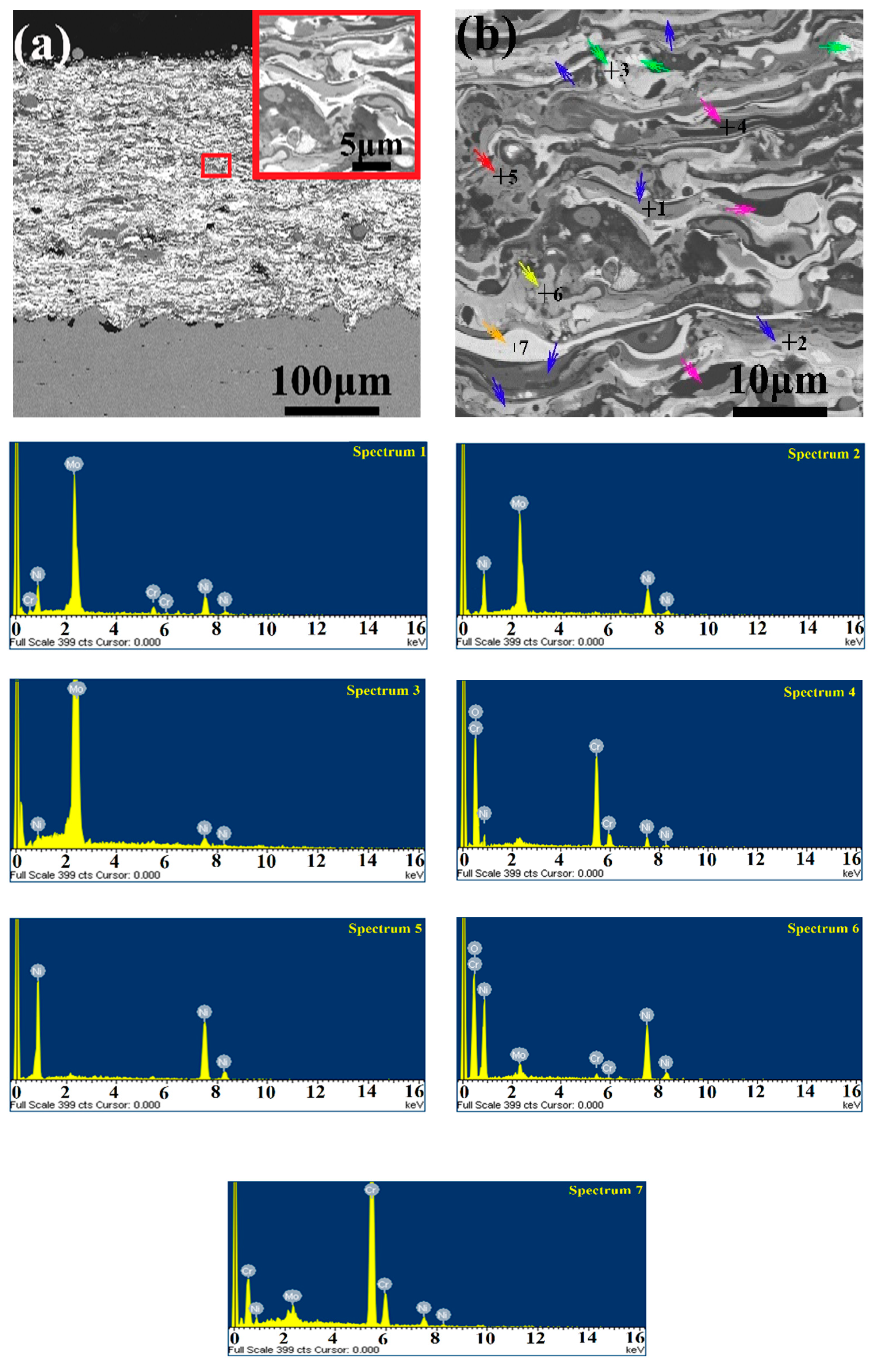
3.3. Microstructure of As-Sprayed Coatings
3.4. Microhardness and Bond Strength of As-Sprayed Coatings
3.5. Abrasive Wear Behavior of the Coatings
3.6. Corrosion Behavior of the Coatings
4. Conclusions
- The average porosities of Mo–B–Co–Cr, Mo–B–Ni–Cr, and Ti–B–Co–Cr mixture powders with nearly spherical microstructures were 1.25%, 1.31%, and 0.89%, respectively. According to the results of FWHMs of Mo, B, Co, Ni, Cr, and Ti diffraction peaks in the mixture powders, the pure particles underwent a certain plastic deformation upon high-speed impact during ball milling.
- The main phase compositions of the Mo–B–Co–Cr, Mo–B–Ni–Cr, and Ti–B–Co–Cr mixture powders were composed of that of pure powder with no oxidation, interaction, or introduction to impurity.
- The average porosities of the MoB/CoCr, MoB/NiCr, and TiB/CoCr coatings with dense microstructures were 1.67%, 0.811%, and 1.39%, respectively. The average thickness of the MoB/CoCr, MoB/NiCr, and TiB/CoCr coatings was 315.94 ± 4.53, 290.58 ± 3.32, and 325.35 ± 14.49 μm, respectively.
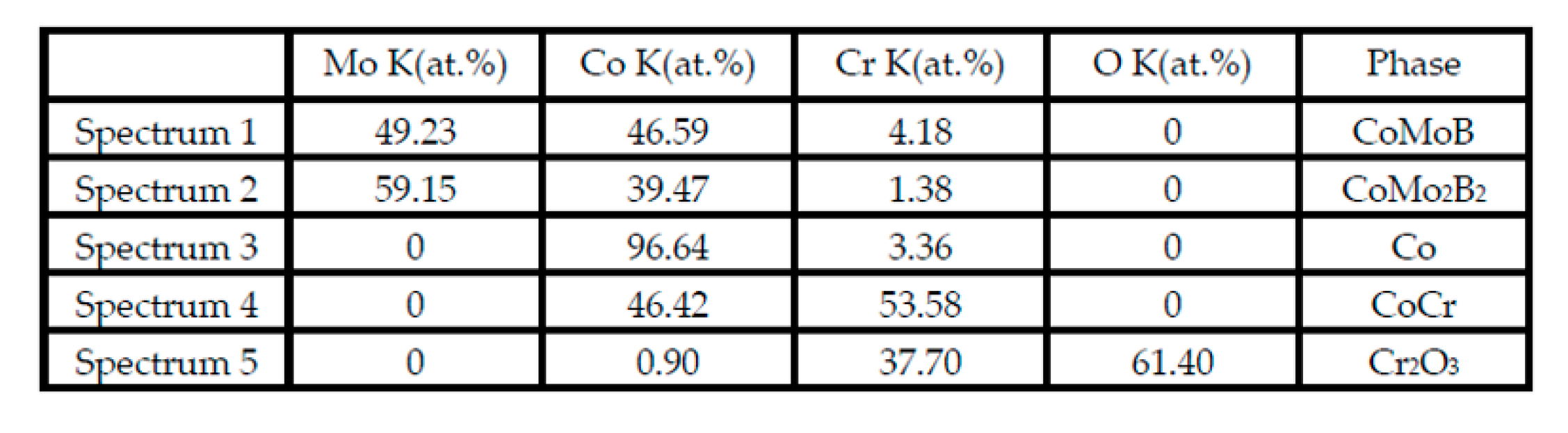
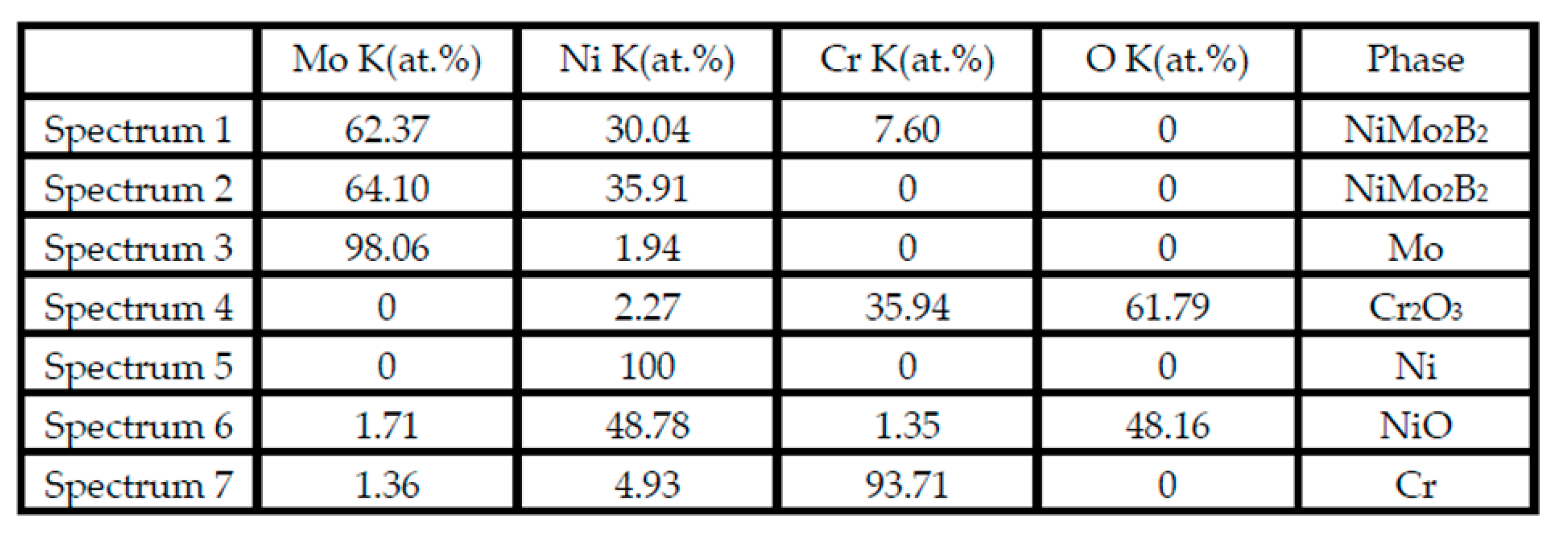
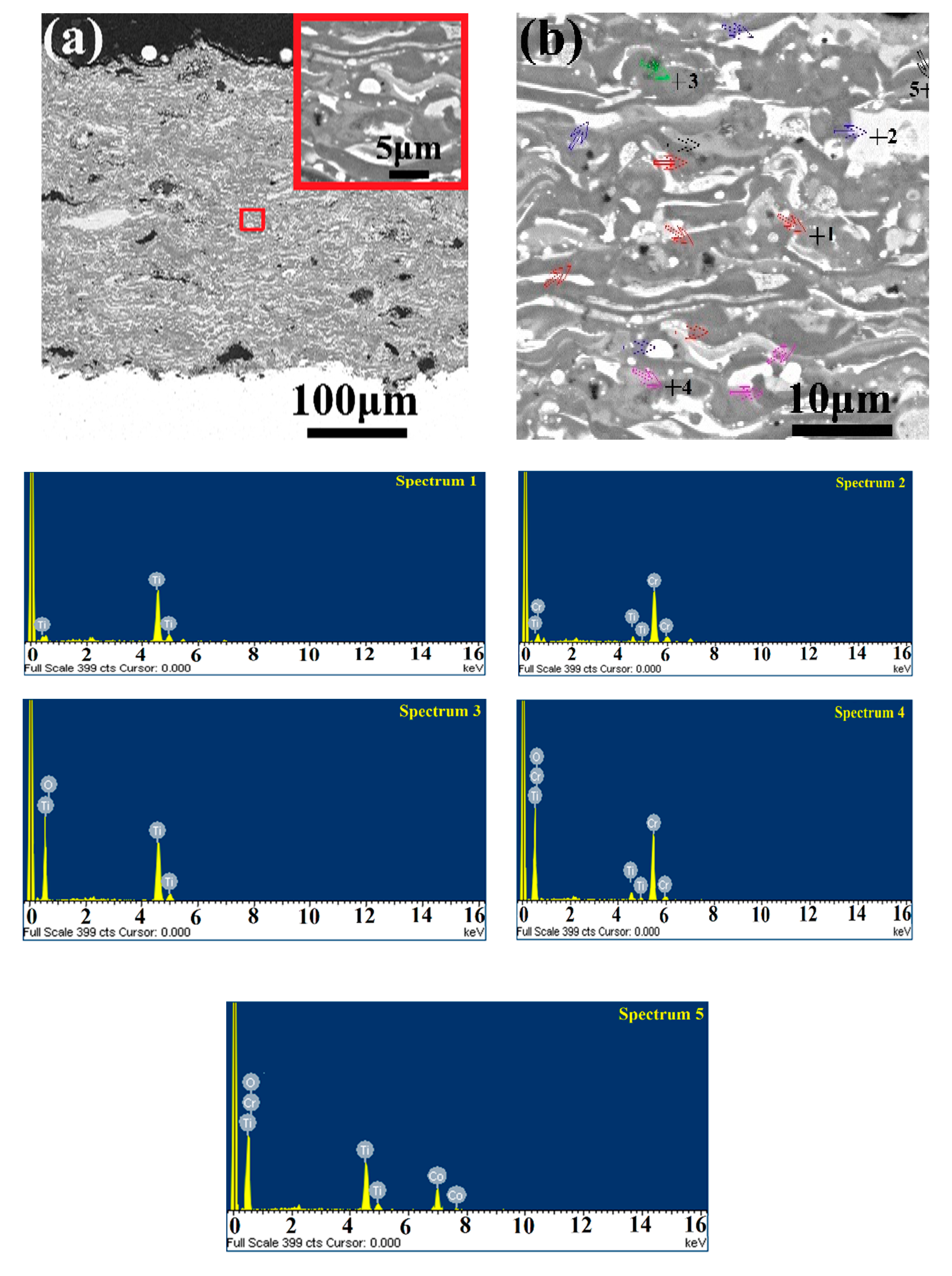
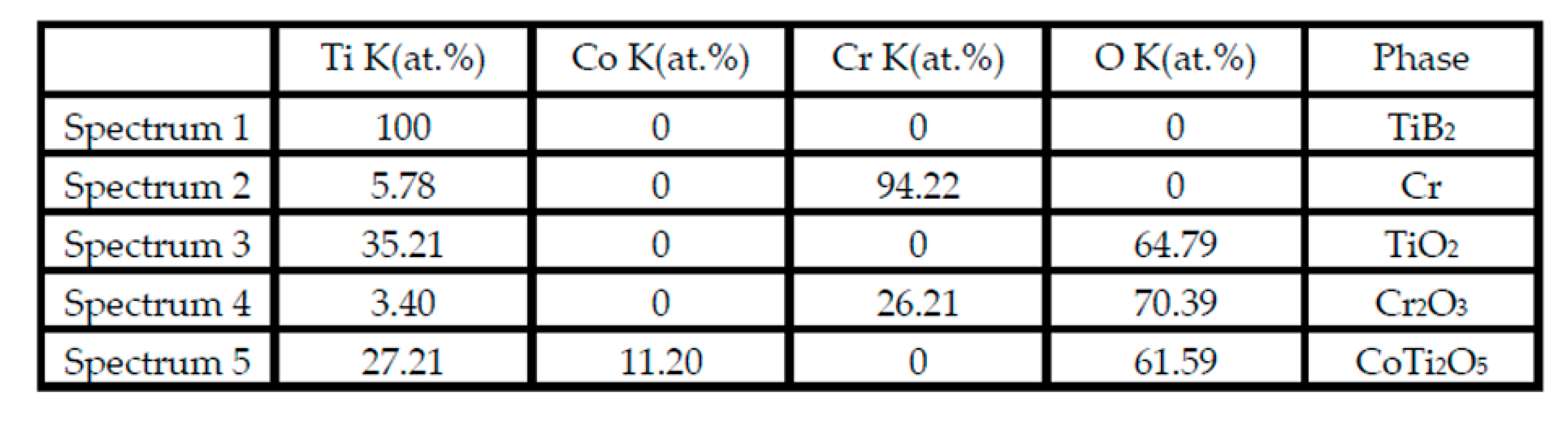
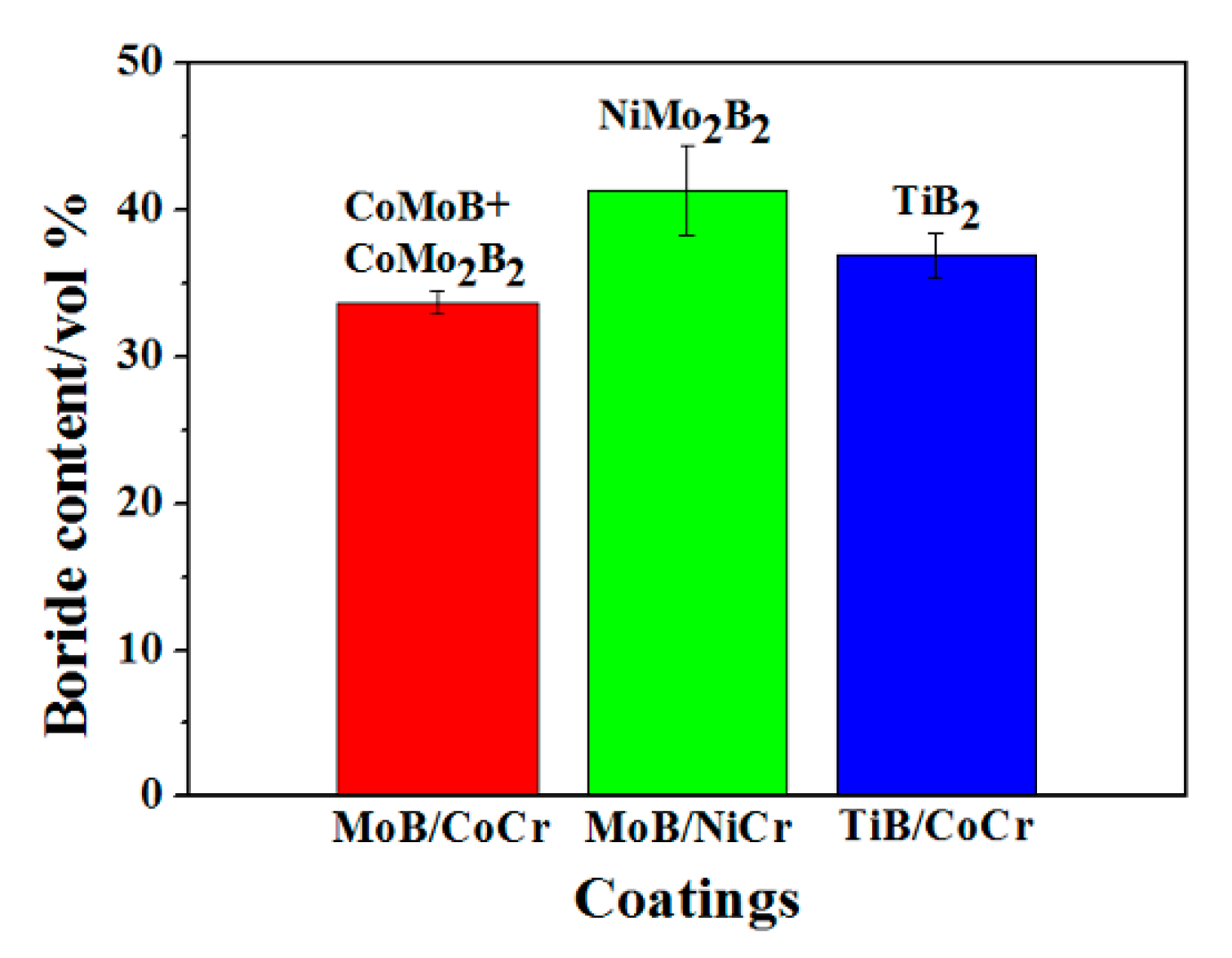
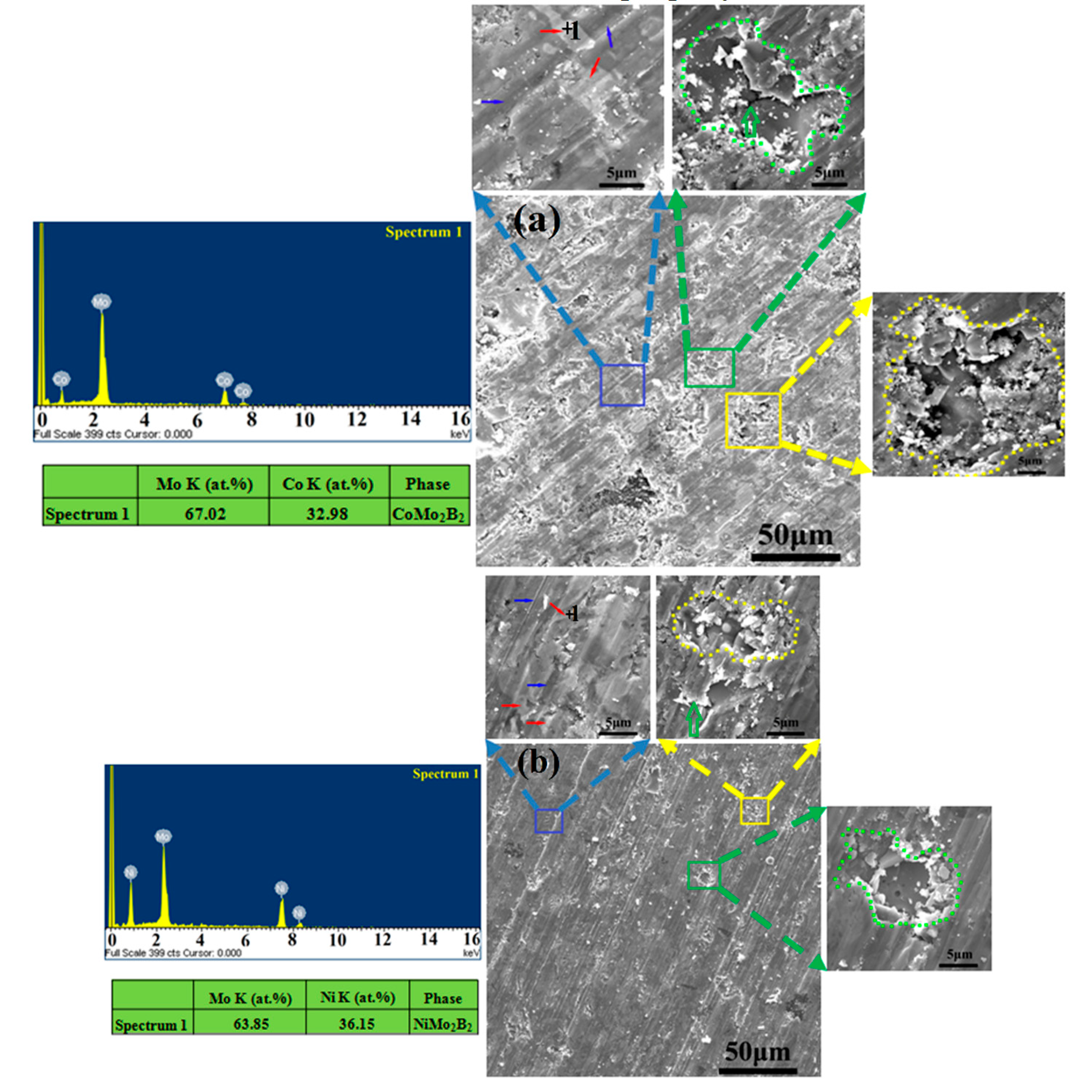
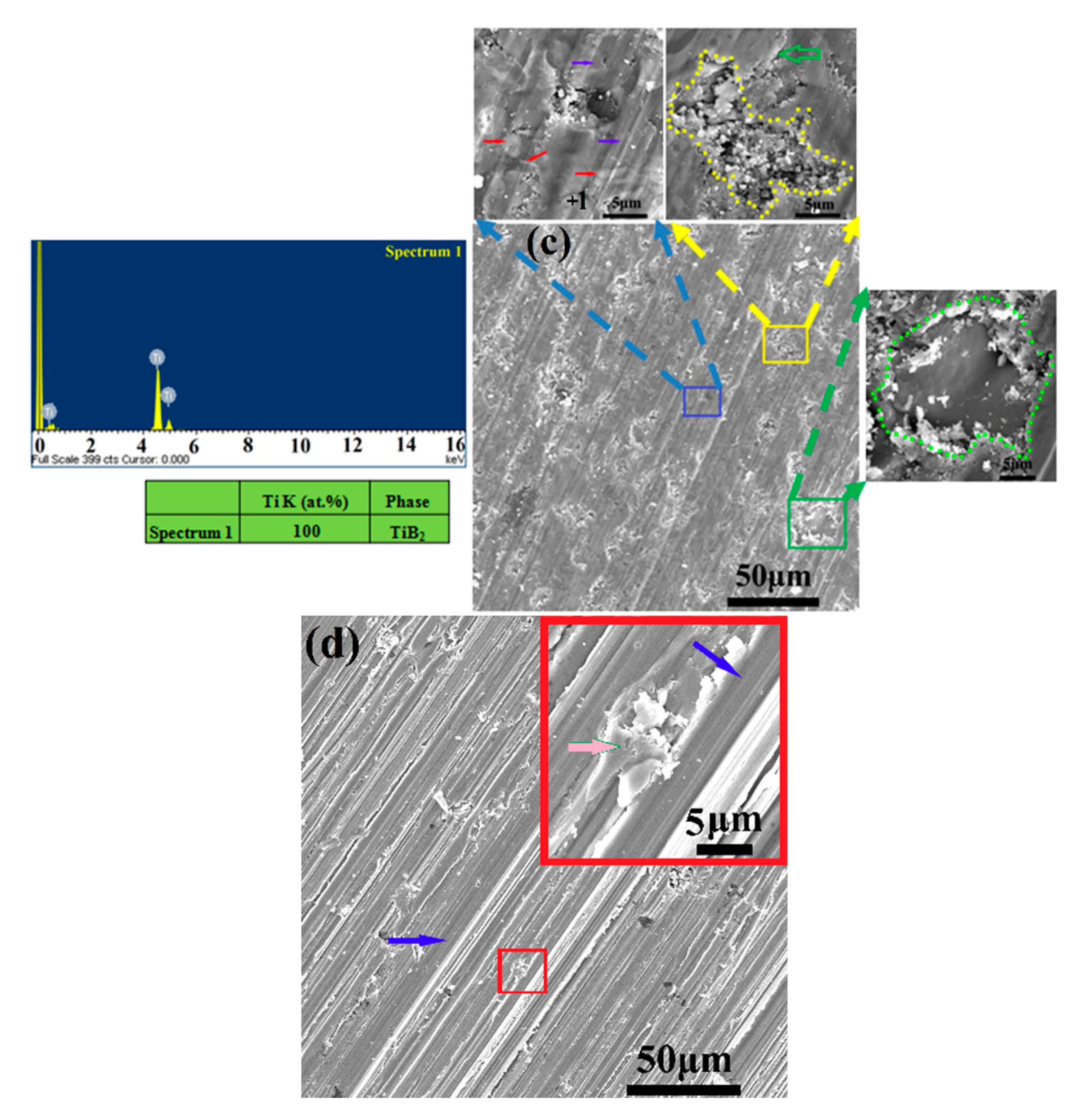
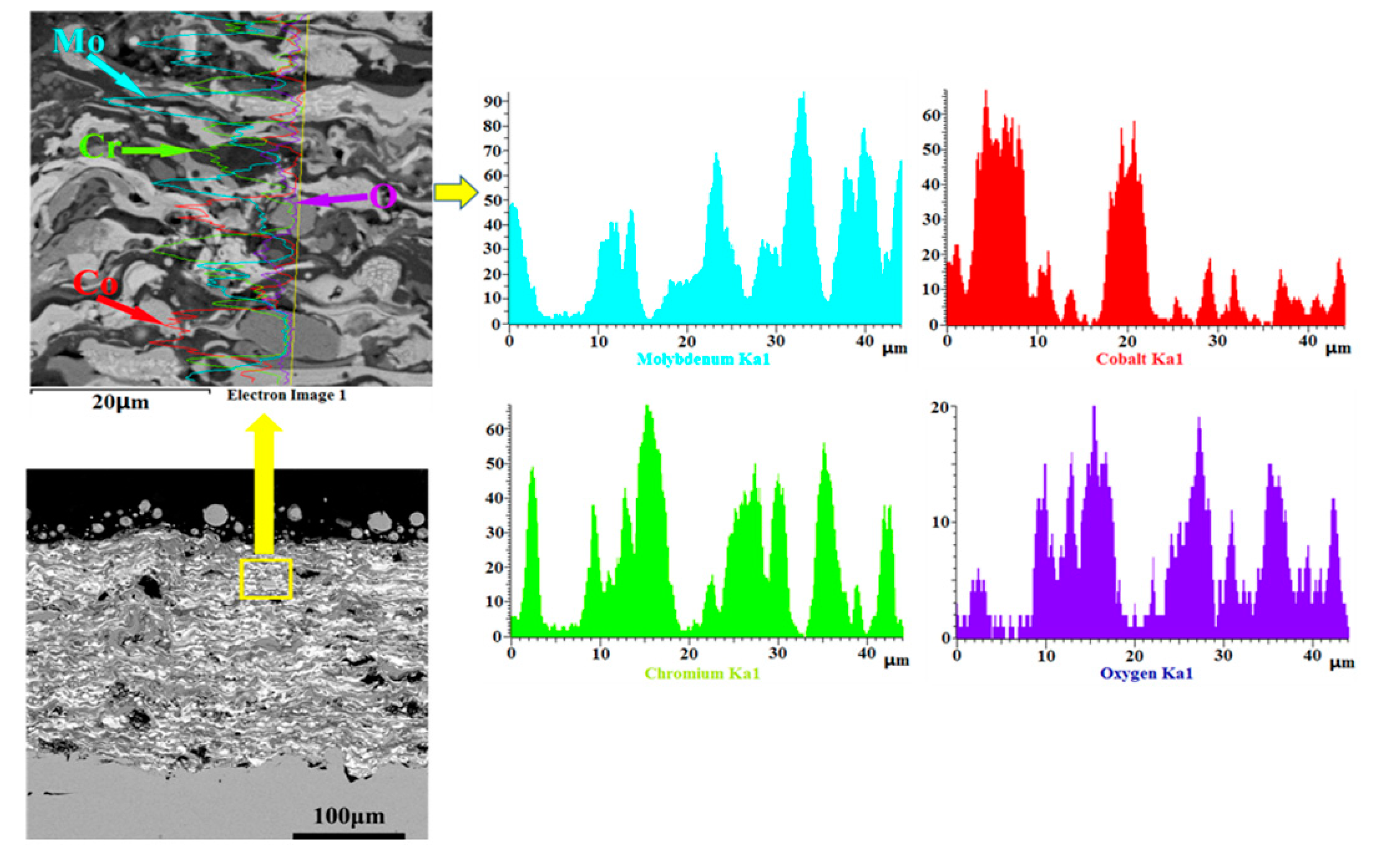
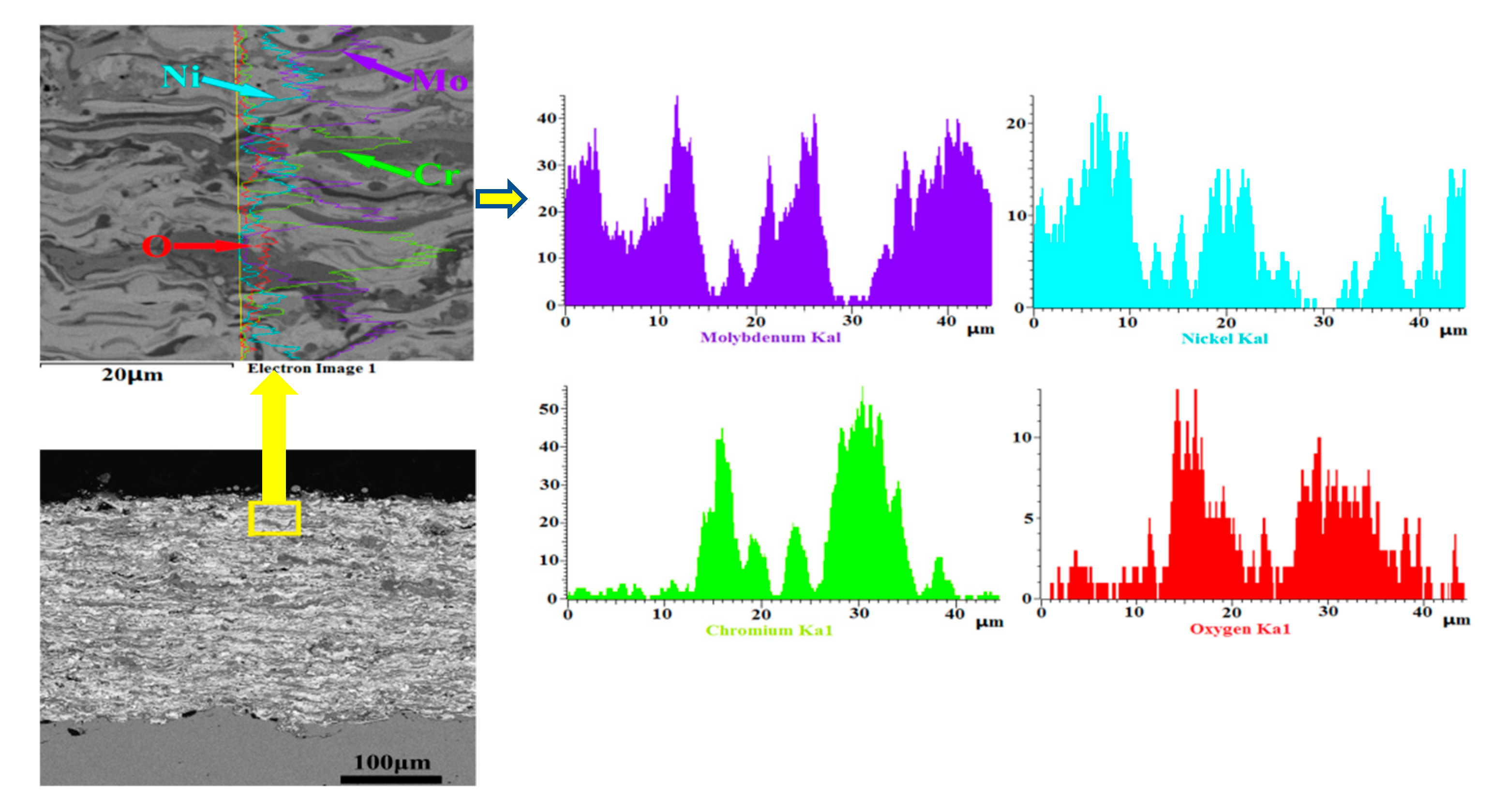
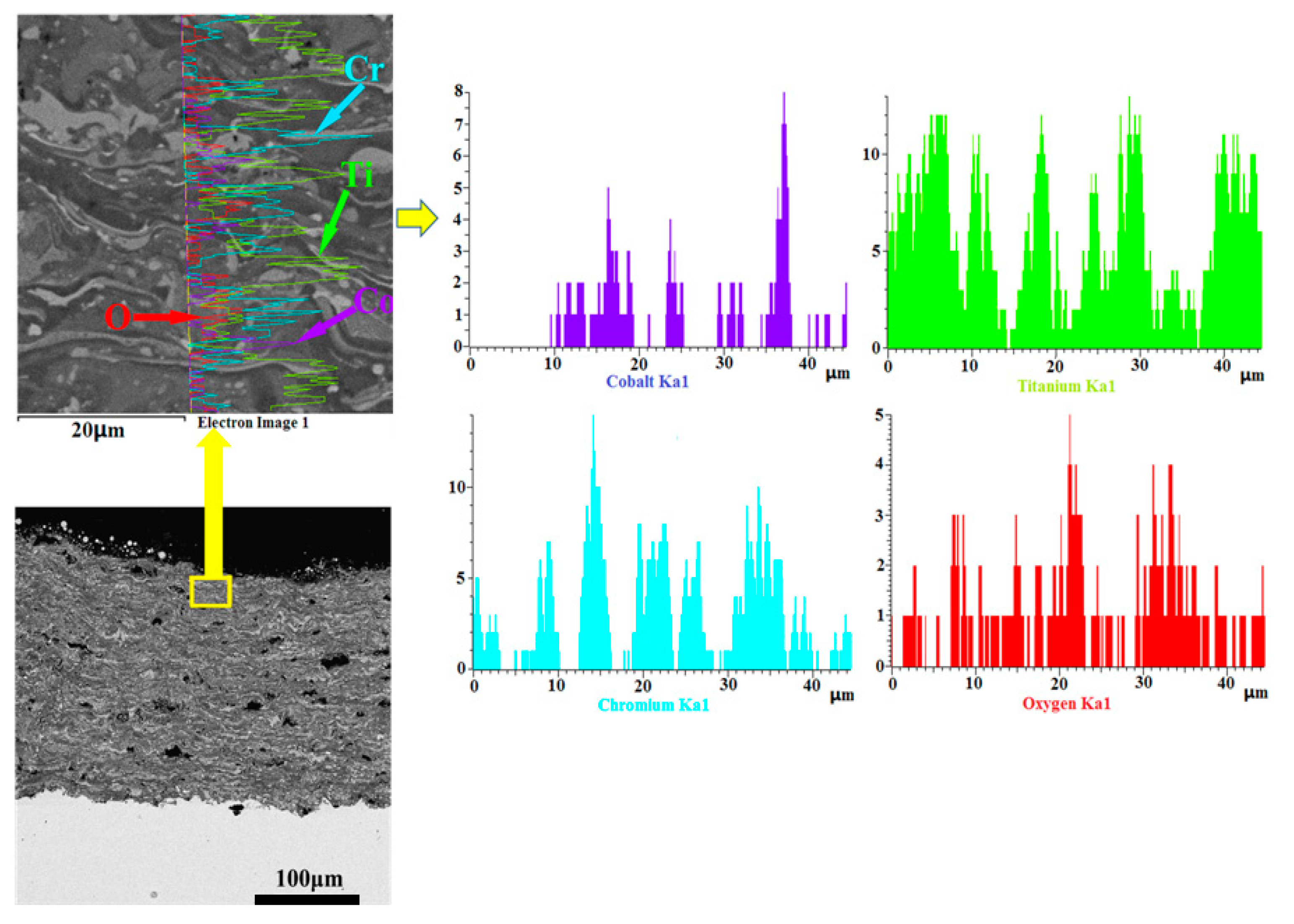
- From the combined XRD and EDS analysis results, it can be found that the CoMoB, CoMo2B2, NiMo2B2, and TiB2 borides were in situ synthesized in the MoB/CoCr, MoB/NiCr, and TiB/CoCr coatings, respectively. The average boride contents of the MoB/CoCr, MoB/NiCr, and TiB/CoCr coatings were 33.68 ± 0.78, 41.30 ± 3.05, and 36.88 ± 1.52 vol %, respectively.
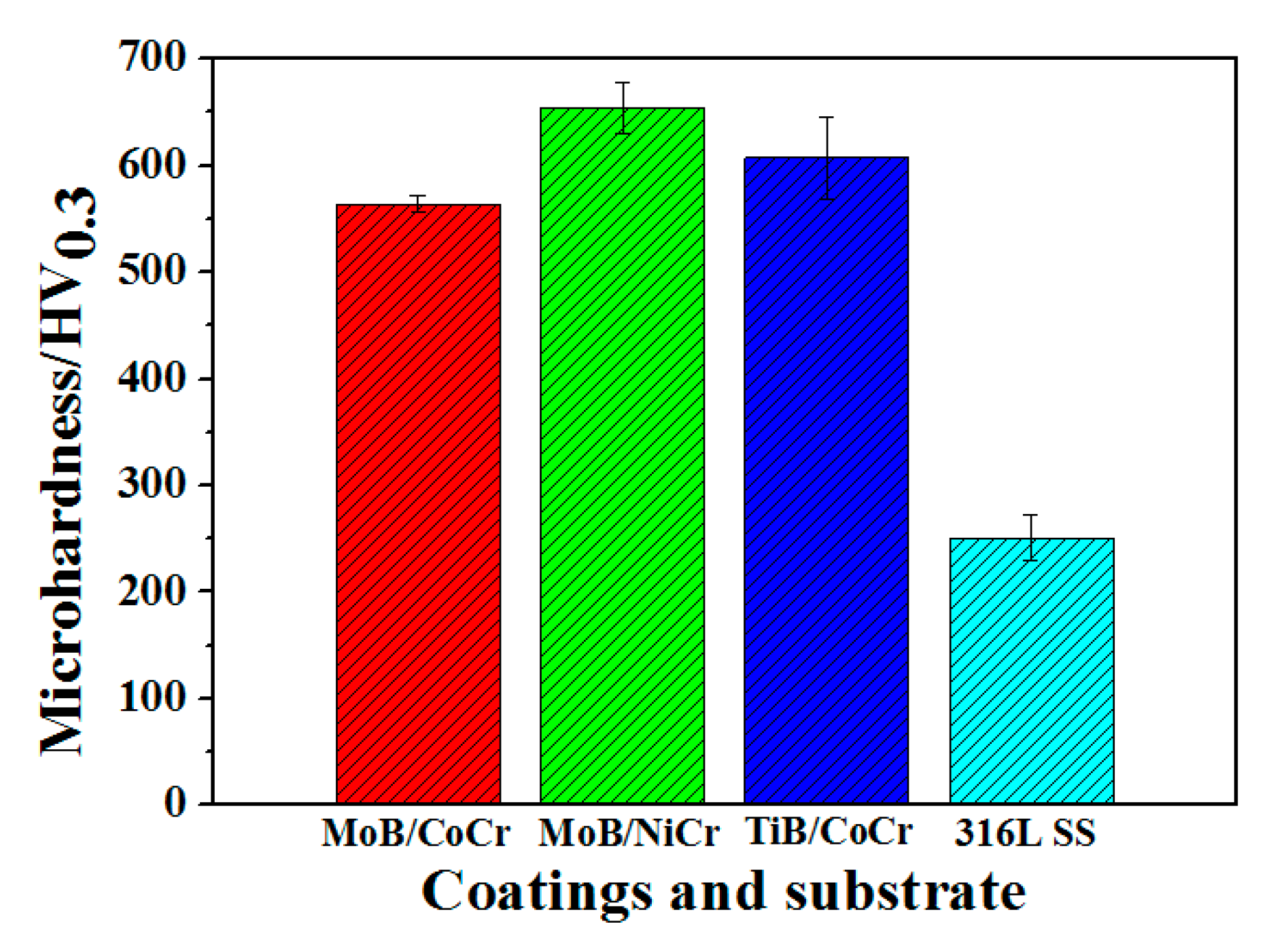
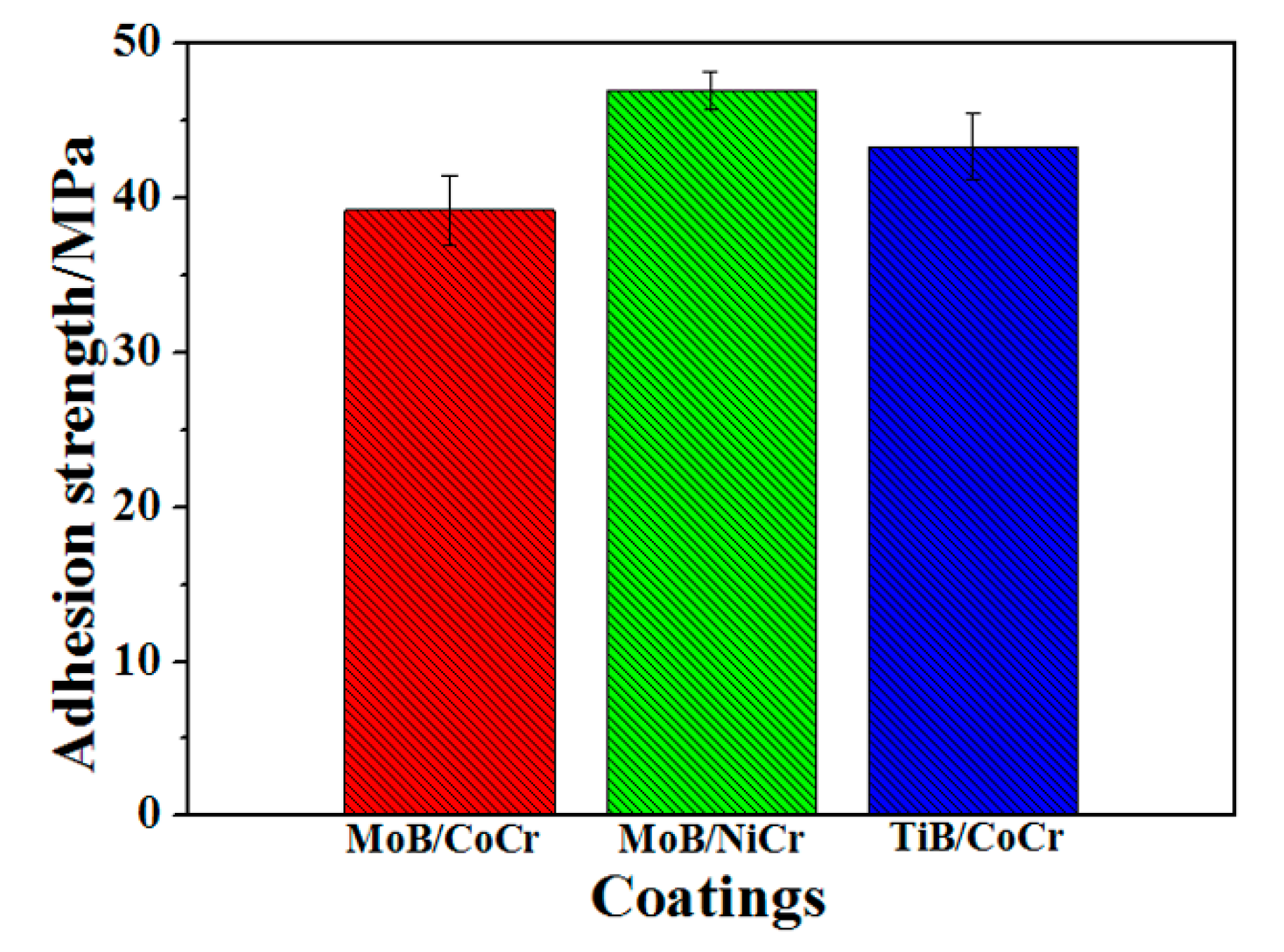
- The MoB/NiCr coating had the highest microhardness (654.45 ± 23.78 HV0.3) among the coatings, and that was 2.6 times higher than that of the 316L stainless steel substrate. Meanwhile, te MoB/NiCr coating had the highest bond strength (46.99 ± 1.20 MPa).
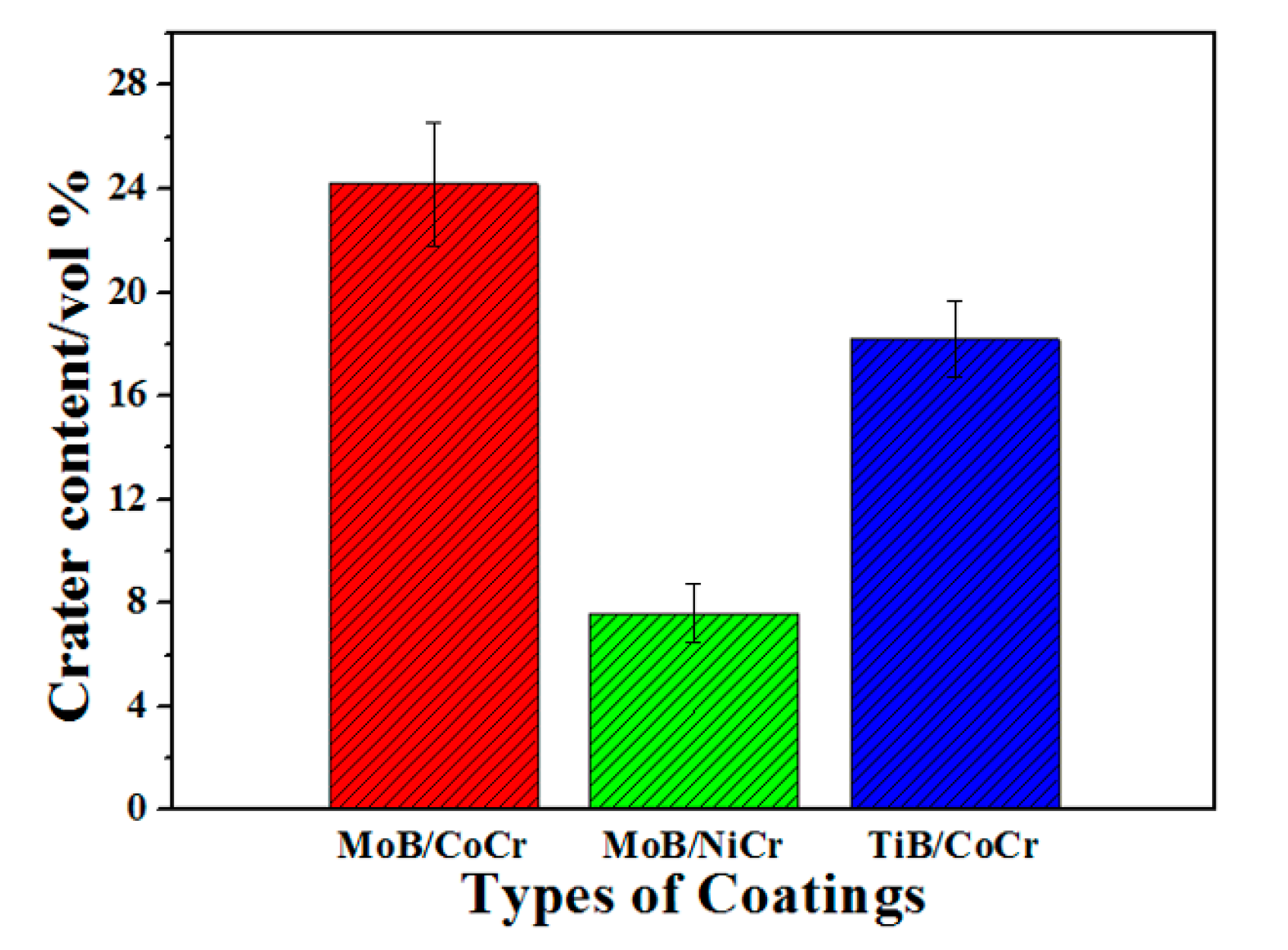
- The wear mechanism of the MoB/CoCr, MoB/NiCr, and TiB/CoCr coatings was grooves, craters, and pits. Compared to the other coatings, the MoB/NiCr coating had the smoothest worn surface, with shallower grooves and smaller craters/pits. The groove formation mechanism of the boride-based coatings was that metal phases with low microhardness (e.g., Co, Ni, or Cr) retained in the coatings were preferentially and easily removed by SiC abrasive grits. The depth and width of grooves on the worn-out surface of the coatings decreased as the volume fraction of borides increased. The MoB/CoCr coating had the highest crater content of the worn-out surface among the coatings. The main reason for the crater or pit formation was that the coating materials peeled off due to the weak interfacial bonding between the particles or phases.
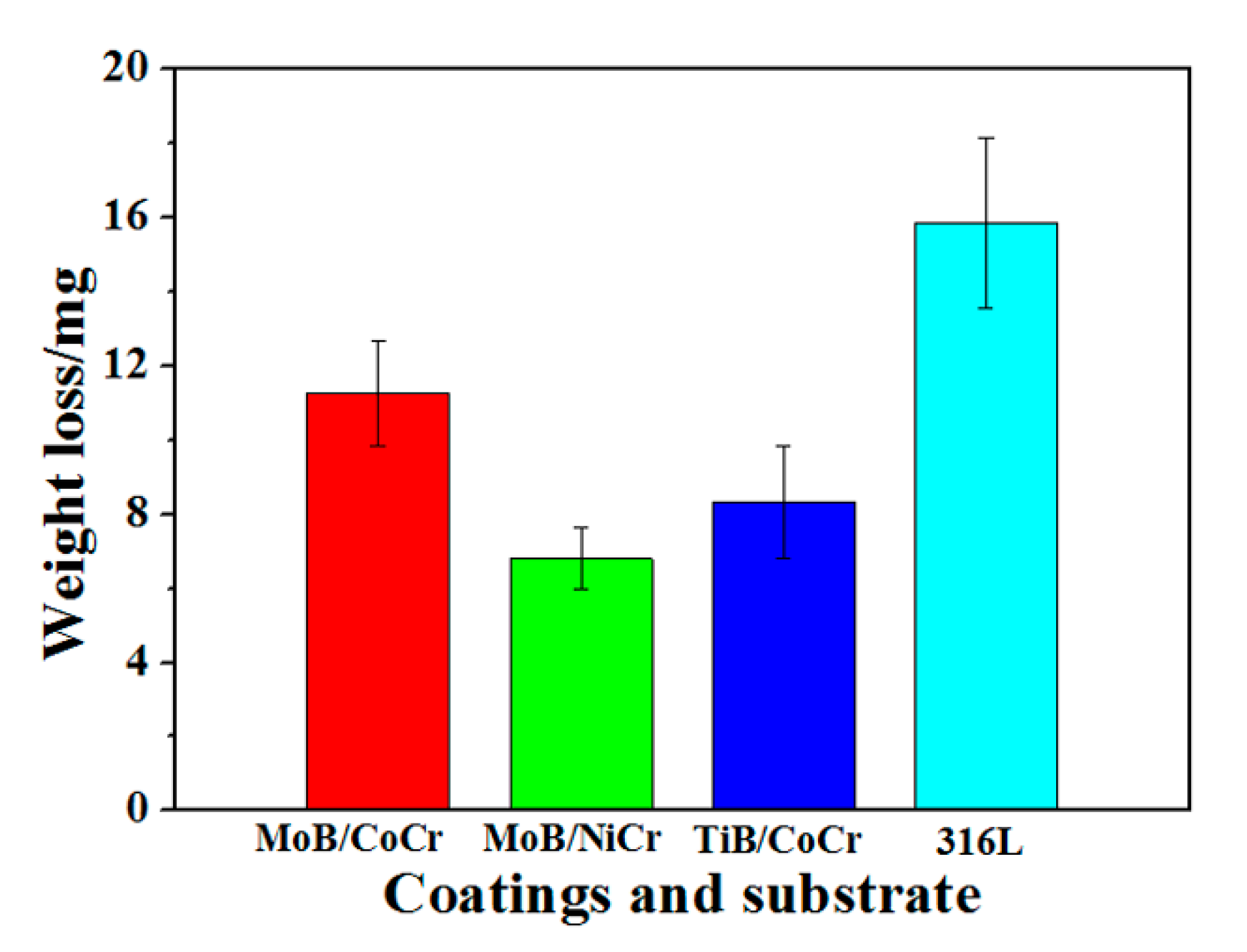
- The weight loss of the MoB/CoCr, MoB/NiCr, and TiB/CoCr coatings was 11.25 ± 1.4, 6.8 ± 0.84, and 8.33 ± 1.5 mg, respectively. The weight loss value of the 316L stainless steel substrate (15.86 ± 2.3 mg) was more than two times that of the MoB/NiCr coating.
- The in situ synthesized borides (e.g., CoMoB, CoMo2B2, NiMo2B2, and TiB2) in this study could improve the corrosion resistance of the coatings to molten zinc. After an immersion test for 360 h, the thickness of MoB/NiCr coating was similar to that of as-sprayed coating. The MoB/NiCr coating had the highest corrosion resistance to molten zinc, compared to the MoB/CoCr and TiB/CoCr coatings.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wang, W.J.; Lin, J.P.; Wang, Y.L.; Chen, G.L. The corrosion of Fe3Al alloy in liquid zinc. Corros. Sci. 2007, 49, 1340–1349. [Google Scholar] [CrossRef]
- Tsipas, D.N.; Triantafyllidis, G.K.; Kiplagat Kipkemoi, J.; Psillaki, P. Degradation behaviour of boronized carbon and high alloy steels in molten aluminium and zinc. Mater. Lett. 1998, 37, 128–131. [Google Scholar] [CrossRef]
- Chen, L.; Fourmentin, R.; McDermid, J.R. Morphology and kinetics of interfacial layer formation during continuous hot-dip galvanizing and galvannealing. Metall. Mater. Trans. A 2008, 39, 2128–2142. [Google Scholar] [CrossRef]
- Wang, J.H.; Tu, H.; Peng, B.C.; Wang, X.M.; Yin, F.C.; Su, X.P. The effects of zinc bath temperature on the coating growth behavior of reactive steel. Mater. Charact. 2009, 60, 1276–1279. [Google Scholar] [CrossRef]
- Bai, K.; Wu, P. Assessment of the Zn-Fe-Al system for kinetic study of galvanizing. J. Alloys Compd. 2002, 347, 156–164. [Google Scholar] [CrossRef]
- Yan, D.R.; Yang, Y.; Dong, Y.C.; Chen, X.G.; Wang, L.; Zhang, J.X.; He, J.N. Phase transitions of plasma sprayed Fe-Al intermetallic coating during corrosion in molten zinc at 640 °C. Intermetallics 2012, 22, 160–165. [Google Scholar] [CrossRef]
- Yan, D.R.; He, J.N.; Dong, Y.C.; Li, X.Z.; Zhang, J.X.; Xiao, L.S.; Jing, W.N. The corrosion behavior of plama sprayed Fe2Al5 coating in molten Zn. Surf. Coat. Technol. 2006, 201, 2662–2666. [Google Scholar] [CrossRef]
- Dong, Y.C.; Yan, D.R.; He, J.N.; Zhang, J.X.; Li, X.Z. Degradation behaviour of ZrO2-NiAl gradient coatings in molten Zn. Surf. Coat. Technol. 2006, 201, 2455–2459. [Google Scholar] [CrossRef]
- Seong, B.G.; Hwang, S.Y.; Kim, M.C.; Kim, K.Y. Reaction of WC-Co coating with molten zinc in a zinc pot of a continuous galvanizing line. Surf. Coat. Technol. 2001, 138, 101–110. [Google Scholar] [CrossRef]
- Tomita, T.; Tatatani, Y.; Kobayashi, Y.; Harada, Y.; Nakahira, H. Durability of WC/Co sprayed coatings in molten pure zinc. Isij Int. 1993, 33, 982–988. [Google Scholar] [CrossRef]
- Tani, K.; Tomita, T.; Kobayashi, Y.; Tatatani, Y.; Harada, Y. Durability of sprayed WC/Co coatings in Al-added zinc bath. Isij Int. 1994, 34, 822–828. [Google Scholar] [CrossRef]
- Mizuno, H.; Kitamura, J.; Osawa, S.; Itsukaichi, T. Development of Durable Spray Coatings in Molten Aluminum Alloy. In Proceedings of the 2005 International Thermal Spray Conference, Basel, Switzerland, 2–4 May 2005; Lugscheider, E., Ed.; ASM International-Materials Park: Materials Park, OH, USA, 2005. [Google Scholar]
- Khan, F.F.; Bae, G.; Kang, K.; Na, H.; Kim, J.; Jeong, T.; Lee, C. Evaluation of die-soldering and erosion resistance of high velocity oxy-fuel sprayed MoB-based cermet coatings. J. Therm. Spray Technol. 2011, 20, 1022–1034. [Google Scholar] [CrossRef]
- Takagi, K.I.; Koike, W.; Momozawa, A.; Fujima, T. Effects of Cr on the properties of Mo2NiB2 ternary boride. Solid State Sci. 2012, 14, 1643–1647. [Google Scholar] [CrossRef]
- Kim, J.S.; Kwon, Y.S.; Lomovsky, O.I.; Dudina, D.V.; Kosarev, V.F.; Klinkov, S.V.; Kwon, D.H.; Smurov, I. Cold spraying of in situ produced TiB2-Cu nanocomposite powders. Compos. Sci. Technol. 2007, 67, 2292–2296. [Google Scholar] [CrossRef]
- Mizuno, H.; Kitamura, J. MoB/CoCr cermet coatings by HVOF spraying against erosion by Molten Al-Zn alloy. J. Therm. Spray Technol. 2007, 16, 404–413. [Google Scholar] [CrossRef]
- Lv, H.P.; Wang, J.; Yan, Y.; An, Q.; Nie, P.; Sun, B. Characterisation of detonation sprayed Mo-Co-Cr-B alloy coatings. Mater. Sci. Technol. 2010, 26, 950–955. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, R.Y.; Li, F. Research on microstructure and performance of MoB/CoCr cermet coatings sprayed on 20G steel surface. J. Synth. Cryst. 2011, 40, 266–272. [Google Scholar]
- Zhang, J.F.; Deng, C.M.; Song, J.B.; Deng, C.G.; Liu, M.; Zhou, K.S. MoB-CoCr as alternatives to WC-12Co for stainless steel protective coating and its corrosion behavior in molten zinc. Surf. Coat. Technol. 2013, 235, 811–818. [Google Scholar] [CrossRef]
- Khan, F.F.; Bae, G.; Kang, K.; Kumar, S.; Jeong, T.; Lee, C.H. Development of cermet coatings by kinetic spray technology for the application of die-soldering and erosion resistance. Surf. Coat. Technol. 2009, 204, 345–352. [Google Scholar] [CrossRef]
- Horlock, A.; Mccartney, D.G.; Shipway, P.H.; Wood, J.V. Thermally sprayrd Ni(Cr)-TiB2 coatings using powder produced by self-propagating high temperature synthesis: Microstructure and abrasive wear behaviour. Mater. Sci. Eng. A 2002, 336, 88–98. [Google Scholar] [CrossRef]
- Lotfi, B.; Shipway, P.H.; Mccartney, D.G.; Edris, H. Abrasive wear behaviour of Ni(Cr)-TiB2 coatings depostied by HVOF spraying of SHS-derived cermet powders. Wear 2003, 254, 340–349. [Google Scholar] [CrossRef]
- Chen, X.; Wang, H.T.; Ji, G.C.; Bai, X.B.; Fu, W. Microstructure and properties of TiB2-Ni coatings with different binder phase contents deposited by HVOF spray process. Rare Met. 2015, 1–9. [Google Scholar] [CrossRef]
- Stewart, D.A.; Shipway, P.H.; McCartney, D.G. Microstructure evolution in thermal sprayed WC-Co coatings: Comparison between nanocomposite and conventional starting powders. Acta Mater. 2000, 48, 1593–1604. [Google Scholar] [CrossRef]
- Vashishtha, N.; Khatirkar, R.K.; Sapate, S.G. Tribological behaviour of HVOF sprayed WC-12Co, WC-10Co-4Cr and Cr3C2-25NiCr coatings. Tribol. Int. 2017, 105, 55–68. [Google Scholar] [CrossRef]
- Lv, H.P.; Wang, J.; Zhai, C.S.; Li, F.; Sun, B.D. Study of microstructure, vickers microindentation, and microhardness distribution of HVOF sprayed composite MoB/CoCr coating. In Proceedings of the 2007 International Thermal Spray Conference, Beijing, China, 14–16 May 2007; Marple, B.R., Hyland, M.M., Lau, Y.C., Li, C.J., Lima, R.S., Eds.; ASM International: Materials Park, OH, USA, 2007. [Google Scholar]
- ASTM G40-15 Standard Terminology Relating to Wear and Erosion; ASTM: West Conshohocken, PA, USA, 1987; Volume 03.02, pp. 243–250.
- Moghaddam, S.R.; Kaya, F.; Derin, B. Production of Mo2MB2-type (M = Ni, Fe, Co) ternary boride containing alloys by self-propagating high temperature synthesis. J. Eng. Sci. Technol. 2019, in press. [Google Scholar] [CrossRef]
- Lin, L.; Li, G.L.; Wang, H.D.; Kang, J.J.; Xu, Z.L.; Wang, H.J. Structure and wear behavior of NiCr-Cr3C2 coatings sprayed by supersonic plasma spraying and high velocity oxy-fuel technologies. Appl. Surf. Sci. 2015, 356, 383–390. [Google Scholar] [CrossRef]
- Cho, T.Y.; Yoon, J.H.; Cho, J.Y.; Joo, Y.K.; Kang, J.H.; Zhang, S.H.; Chun, H.G.; Hwang, S.Y.; Kwon, S.C. Surface properties and tensile bond strength of HVOF thermal spray coatings of WC-Co powder onto the surface of 420J2 steel and the bond coats of Ni, NiCr, and Ni/NiCr. Surf. Coat. Technol. 2009, 203, 3250–3253. [Google Scholar] [CrossRef]
- Wang, Y.Y.; Li, C.J.; Ohmori, A. Influence of substrate roughness on the bonding mechanisms of high velocity oxy-fuel sprayed coatings. Thin Solid Films 2005, 485, 141–147. [Google Scholar] [CrossRef]
- Wang, Y.Y.; Li, C.J.; Ohmori, A. Examination of factors influencing the bond strength of high velocity oxy-fuel sprayed coatings. Surf. Coat. Technol. 2006, 200, 2923–2928. [Google Scholar] [CrossRef]
- Li, C.J.; Wang, Y.Y.; Wua, T.; Ji, G.C.; Ohmori, A. Effect of types of ceramic materials in aggregated powder on the adhesive strength of high velocity oxy-fuel sprayed cermet coatings. Surf. Coat. Technol. 2001, 145, 113–120. [Google Scholar] [CrossRef]
- Wang, Q.; Luo, S.S.; Wang, S.Y.; Wang, H.; Ramachandran, C.S. Wear, erosion and corrosion resistance of HVOF-sprayed WC and Cr3C2 based coatings for electrolytic hard chrome replacement. Int. J. Refract. Met. Hard Mater. 2019, 81, 242–252. [Google Scholar] [CrossRef]
- Ji, G.C.; Li, C.J.; Wang, Y.Y.; Li, W.Y. Microstructure characterization and abrasive wear performance of HVOF sprayed Cr3C2-NiCr coating. Surf. Coat. Technol. 2006, 200, 6749–6757. [Google Scholar] [CrossRef]
- Kumari, K.; Anand, K.; Bellacci, M.; Giannozzi, M. Effect of microstructure on abrasive wear behavior of thermally sprayed WC-10Co-4Cr coatings. Wear 2010, 268, 1309–1319. [Google Scholar] [CrossRef]
- Venkateswarlu, K.; Rajinikanth, V.; Naveen, T.; Sinha, D.P.; Ray, A.K. Abrasive wear behavior of thermally sprayed diamond reinforced composite coating deposited with both oxy-acetylene and HVOF techniques. Wear 2009, 266, 995–1002. [Google Scholar] [CrossRef]
- Wang, X.B. Corrosion of Co-Cr-W in liqudi zinc. Metall. Mater. Trans. B 2003, 34, 881–886. [Google Scholar]



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixture Powder | Atomic Ratio | Mass Ratio |
|---|---|---|
| Mo-B-Co-Cr | at %Mo:at %B = 1:1 | m(Mo+B):m(Co+Cr) = 1:1 |
| at %Co:at %Cr = 1:1 | ||
| Mo-B-Ni-Cr | at %Mo:at %B = 1:1 | m(Mo+B):m(Ni+Cr) = 1:1 |
| at %Ni:at %Cr = 1:1 | ||
| Ti-B-Co-Cr | at %Ti:at %B = 1:1 | m(Ti+B):m(Co+Cr) = 1:1 |
| at %Co:at %Cr = 1:1 |
| Spray Parameters | Values |
|---|---|
| Oxygen flow rate (L/min) | 402 |
| Fuel (propane) flow rate (L/min) | 36 |
| Carrier gas (nitrogen) flow rate (L/min) | 45 |
| Powder feed rate (r/min) | 50 |
| Stand-off distance (mm) | 200 |
| Oxygen pressure (MPa) | 0.6 |
| Fuel (propane) pressure (Mpa) | 0.4 |
| Carrier gas (nitrogen) (Mpa) | 0.55 |
| Wear Parameters | Values |
|---|---|
| Applied load (N) | 6 |
| Wear distance (m) | 16 |
| Rotation speed of the disk (r/min) | 60 |
| Radial feed rate of the pin (mm/r) | 4 |
| SiC abrasive paper | 400 grit size |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, X.; Li, C.; Bai, X.; Wang, H.; Xu, S.; Song, S. Microstructure, Mechanical Properties, Abrasive Wear, and Corrosion Behavior in Molten Zinc of Boride-Based Coatings in Situ Synthesized by an HVOF Spraying Process. Coatings 2019, 9, 665. https://doi.org/10.3390/coatings9100665
Chen X, Li C, Bai X, Wang H, Xu S, Song S. Microstructure, Mechanical Properties, Abrasive Wear, and Corrosion Behavior in Molten Zinc of Boride-Based Coatings in Situ Synthesized by an HVOF Spraying Process. Coatings. 2019; 9(10):665. https://doi.org/10.3390/coatings9100665
Chicago/Turabian StyleChen, Xiao, Chengdi Li, Xiaobo Bai, Hongtao Wang, Shunjian Xu, and Su Song. 2019. "Microstructure, Mechanical Properties, Abrasive Wear, and Corrosion Behavior in Molten Zinc of Boride-Based Coatings in Situ Synthesized by an HVOF Spraying Process" Coatings 9, no. 10: 665. https://doi.org/10.3390/coatings9100665