
Scratch Response of Hollow Cathode Radiofrequency Plasma-Nitrided and Sintered 316L Austenitic Stainless Steel
 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Processing
2.2. Characterization of Nitrided Samples
3. Results and Discussion
3.1. Microstructure and Crystalline Phases of Nitrided Layers
3.2. Thickness of Nitrided Layers
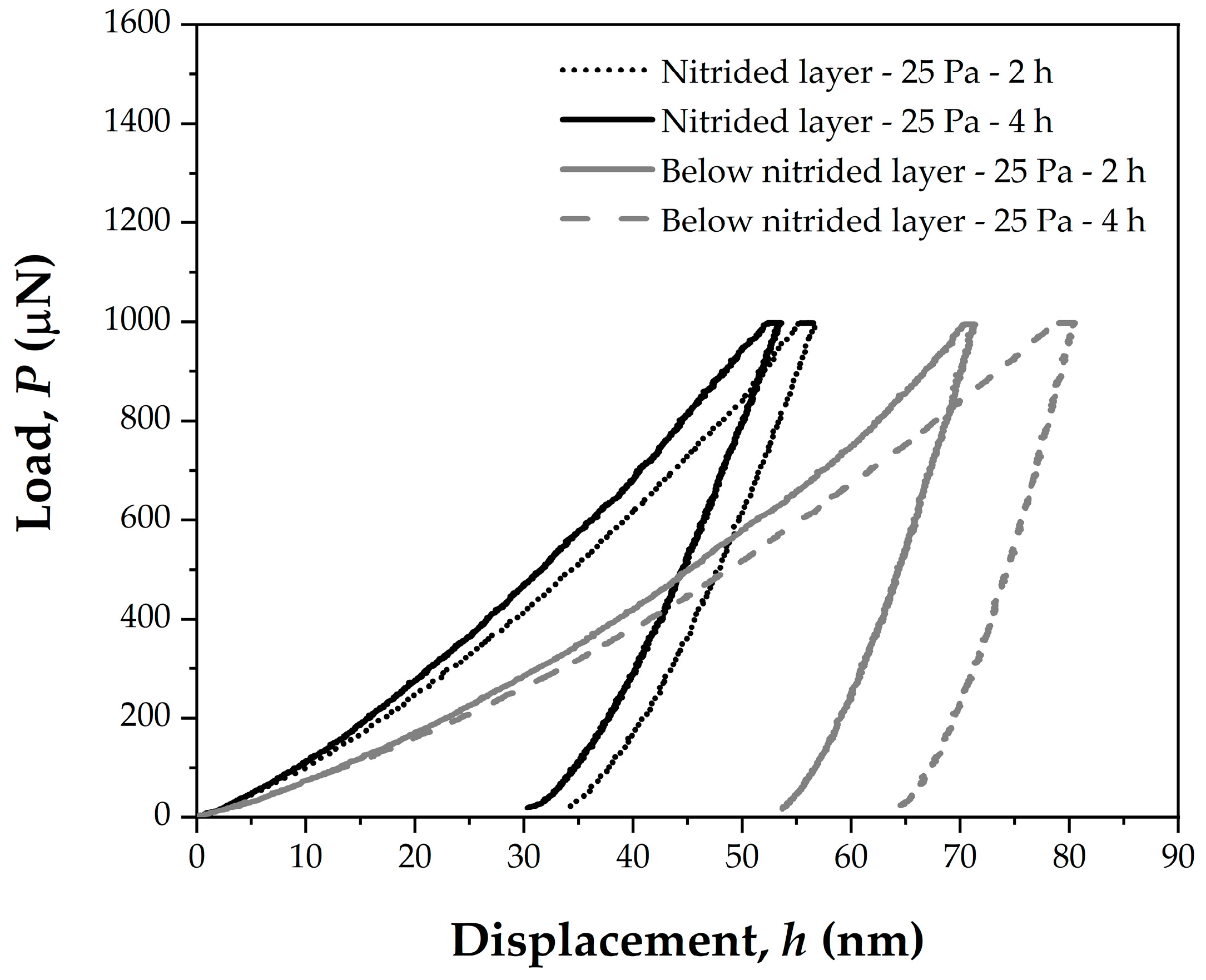
3.3. Hardness of Nitrided Layers
3.4. Surface Roughness
3.5. Scratch Characterization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Borgioli, F. The Corrosion Behavior in Different Environments of Austenitic Stainless Steels Subjected to Thermochemical Surface Treatments at Low Temperatures: An Overview. Metals 2023, 13, 776. [Google Scholar] [CrossRef]
- Asgari, M.; Barnoush, A.; Johnsen, R.; Hoel, R. Microstructural Characterization of Pulsed Plasma Nitrided 316L Stainless Steel. Mater. Sci. Eng. A 2011, 529, 425–434. [Google Scholar] [CrossRef]
- Stinville, J.C.; Villechaise, P.; Templier, C.; Riviere, J.P.; Drouet, M. Plasma Nitriding of 316L Austenitic Stainless Steel: Experimental Investigation of Fatigue Life and Surface Evolution. Surf. Coat. Technol. 2010, 204, 1947–1951. [Google Scholar] [CrossRef]
- Li, C.X.; Bell, T. Sliding Wear Properties of Active Screen Plasma Nitrided 316 Austenitic Stainless Steel. Wear 2004, 256, 1144–1152. [Google Scholar] [CrossRef]
- Li, C.X.; Bell, T. Corrosion Properties of Active Screen Plasma Nitrided 316 Austenitic Stainless Steel. Corros. Sci. 2004, 46, 1527–1547. [Google Scholar] [CrossRef]
- Bell, T. Surface Engineering of Austenitic Stainless Steel. Surf. Eng. 2002, 18, 415–422. [Google Scholar] [CrossRef]
- Menthe, E.; Bulak, A.; Olfe, J.; Zimmermann, A.; Rie, K.T. Improvement of the Mechanical Properties of Austenitic Stainless Steel after Plasma Nitriding. Surf. Coat. Technol. 2000, 133–134, 259–263. [Google Scholar] [CrossRef]
- Maliska, A.M.; De Oliveira, A.M.; Klein, A.N.; Muzart, J.L.R. Surface Porosity Sealing Effect of Plasma Nitrocarburizing on Sintered Unalloyed Iron. Surf. Coat. Technol. 2001, 141, 128–134. [Google Scholar] [CrossRef]
- Maliska, A.M.; Klein, A.N.; de Souza, A.R. Microstructural Characterization of Plasma Nitriding Surface of Sintered Steels Containing Si. Surf. Coat. Technol. 1995, 70, 175–179. [Google Scholar] [CrossRef]
- Bocchini, G.F.; Molinari, A.; Tesi, B.; Bacci, T. Ion-Nitriding of Sintered Steels—Present Situation and Perspectives. Met. Powder Rep. 1990, 45, 772–778. [Google Scholar] [CrossRef]
- Borgioli, F. The “Expanded” Phases in the Low-Temperature Treated Stainless Steels: A Review. Metals 2022, 12, 331. [Google Scholar] [CrossRef]
- Borgioli, F. From Austenitic Stainless Steel to Expanded Austenite-S Phase: Formation, Characteristics and Properties of an Elusive Metastable Phase. Metals 2020, 10, 187. [Google Scholar] [CrossRef]
- Mingolo, N.; Tschiptschin, A.P.; Pinedo, C.E. On the Formation of Expanded Austenite during Plasma Nitriding of an AISI 316L Austenitic Stainless Steel. Surf. Coat. Technol. 2006, 201, 4215–4218. [Google Scholar] [CrossRef]
- Fewell, M.P.; Mitchell, D.R.G.; Priest, J.M.; Short, K.T.; Collins, G.A. The Nature of Expanded Austenite. Surf. Coat. Technol. 2000, 131, 300–306. [Google Scholar] [CrossRef]
- Sun, Y.; Bailey, R. Comparison of Wear Performance of Low Temperature Nitrided and Carburized 316L Stainless Steel under Dry Sliding and Corrosive-Wear Conditions. J. Mater. Eng. Perform. 2023, 32, 1238–1247. [Google Scholar] [CrossRef]
- Borowski, T. Enhancing the Corrosion Resistance of Austenitic Steel Using Active Screen Plasma Nitriding and Nitrocarburising. Materials 2021, 14, 3320. [Google Scholar] [CrossRef]
- Lu, Y.; Li, D.; Ma, H.; Liu, X.; Wu, M.; Hu, J. Enhanced Plasma Nitriding Efficiency and Properties by Severe Plastic Deformation Pretreatment for 316L Austenitic Stainless Steel. J. Mater. Res. Technol. 2021, 15, 1742–1746. [Google Scholar] [CrossRef]
- Kajzer, A.; Ceglarska, M.; Sura, N.; Kajzer, W.; Borowski, T.; Tarnowski, M.; Pilecki, Z. Effect of Nitrided and Nitrocarburised Austenite on Pitting and Crevice Corrosion Resistance of 316 LVM Steel Implants. Materials 2020, 13, 5484. [Google Scholar] [CrossRef] [PubMed]
- dos Reis, R.F.; da Silva, P.G.H.M.; Villanova, R.L.; Vianna, A.M.; Bernardelli, E.A. Plasma Nitriding of ISO 5832-1 Stainless Steel with Intermittent Nitrogen Flow at 450 °C. Mater. Res. 2020, 23, e20190501. [Google Scholar] [CrossRef]
- Olzon-Dionysio, M.; Olzon-Dionysio, D.; Campos, M.; Shigeyosi, W.T.; de Souza, S.D.; de Souza, S. Corrosion Resistance of AISI 316L Plasma Nitrided at Different Temperatures and Times. Hyperfine Interact. 2019, 240, 26. [Google Scholar] [CrossRef]
- Borgioli, F.; Galvanetto, E.; Bacci, T. Low Temperature Nitriding of AISI 300 and 200 Series Austenitic Stainless Steels. Vacuum 2016, 127, 51–60. [Google Scholar] [CrossRef]
- Mendes, A.F.; Scheuer, C.J.; Joanidis, I.L.; Cardoso, R.P.; Mafra, M.; Klein, A.N.; Brunatto, S.F. Low-Temperature Plasma Nitriding of Sintered PIM 316L Austenitic Stainless Steel. Mater. Res. 2014, 17, 100–108. [Google Scholar] [CrossRef]
- Borgioli, F.; Galvanetto, E.; Bacci, T.; Pradelli, G. Influence of the Treatment Atmosphere on the Characteristics of Glow-Discharge Treated Sintered Stainless Steels. Surf. Coat. Technol. 2002, 149, 192–197. [Google Scholar] [CrossRef]
- Bacci, T.; Borgioli, F.; Galvanetto, E.; Pradelli, G. Glow-Discharge Nitriding of Sintered Stainless Steels. Surf. Coat. Technol. 2001, 139, 251–256. [Google Scholar] [CrossRef]
- Ordoñez, M.F.C.; Amorim, C.L.G.; Krindges, I.; Aguzzoli, C.; Baumvol, I.J.R.; Figueroa, C.A.; Sinatora, A.; Souza, R.M.; Farias, M.C.M. Microstructure and Micro-Abrasive Wear of Sintered Yttria-Containing 316L Stainless Steel Treated by Plasma Nitriding. Surf. Coat. Technol. 2019, 374, 700–712. [Google Scholar] [CrossRef]
- Bell, T.; Dearnley, P.A. Environmental Issues in Surface Engineering and Related Industrial Sectors. Surf. Eng. 1994, 10, 123–128. [Google Scholar] [CrossRef]
- Klein, A.N.; Cardoso, R.P.; Pavanati, H.C.; Binder, C.; Maliska, A.M.; Hammes, G.; Fusao, D.; Seeber, A.; Brunatto, S.F.; Muzart, J.L.R. DC Plasma Technology Applied to Powder Metallurgy: An Overview. Plasma Sci. Technol. 2013, 15, 70–81. [Google Scholar] [CrossRef]
- Aghajani, H.; Behrangi, S. Radiofrequency (RF) Plasma Nitriding; Springer: Berlin/Heidelberg, Germany, 2017; pp. 161–181. [Google Scholar]
- Fewell, M.P.; Priest, J.M.; Baldwin, M.J.; Collins, G.A.; Short, K.T. Nitriding at Low Temperature. Surf. Coat. Technol. 2000, 131, 284–290. [Google Scholar] [CrossRef]
- Priest, J.M.; Baldwin, M.J.; Fewell, M.P. The Action of Hydrogen in Low-Pressure r.f. -Plasma Nitriding. Surf. Coat. Technol. 2001, 145, 152–163. [Google Scholar] [CrossRef]
- Kumar, S.; Baldwin, M.J.; Fewell, M.P.; Haydon, S.C.; Short, K.T.; Collins, G.A.; Tendys, J. The Effect of Hydrogen on the Growth of the Nitrided Layer in r.f.-Plasma-Nitrided Austenitic Stainless Steel AISI 316. Surf. Coat. Technol. 2000, 123, 29–35. [Google Scholar] [CrossRef]
- Baldwin, M.J.; Collinss, G.A.; Fewell, M.P.; Haydon, S.C.; Kumar, S.; Short, K.T.; Tendys, J. The Low-Pressure Rf Plasma as a Medium for Nitriding Iron and Steel. Jpn. J. Appl. Phys. 1997, 36, 4941. [Google Scholar] [CrossRef]
- Baldwin, M.J.; Fewell, M.P.; Haydon, S.C.; Kumar, S.; Collins, G.A.; Short, K.T.; Tendys, J. Rf-Plasma Nitriding of Stainless Steel. Surf. Coat. Technol. 1998, 98, 1187–1191. [Google Scholar] [CrossRef]
- Priest, J.M.; Baldwin, M.J.; Fewell, M.P.; Haydon, S.C.; Collins, G.A.; Short, K.T.; Tendys, J. Low Pressure r.f. Nitriding of Austenitic Stainless Steel in an Industrial-Style Heat-Treatment Furnace. Thin Solid Film. 1999, 345, 113–118. [Google Scholar] [CrossRef]
- Shen, L.; Wang, L.; Xu, J.J. Plasma Nitriding of AISI 304 Austenitic Stainless Steel Assisted with Hollow Cathode Effect. Surf. Coat. Technol. 2013, 228, S456–S459. [Google Scholar] [CrossRef]
- Petraconi, G.; Neto, A.B.G.; Maciel, H.S.; Pessoa, R.S. Studies of the Cathode Sheath of a Low Pressure Hollow Cathode Discharge. J. Phys. Conf. Ser. 2012, 370, 012041. [Google Scholar] [CrossRef]
- Muhl, S.; Pérez, A. The Use of Hollow Cathodes in Deposition Processes: A Critical Review. Thin Solid Film. 2015, 579, 174–198. [Google Scholar] [CrossRef]
- Bárdoš, L.; Baránková, H.; Lebedev, Y.A. Performance of Radio Frequency Hollow Cathodes at Low Gas Pressures. Surf. Coat. Technol. 2003, 163–164, 654–658. [Google Scholar] [CrossRef]
- Lu, J.; Dou, H.; Zhou, Z.; Li, H.; Wang, Z.; Jiang, M.; Li, F.; Gao, Y.; Song, C.; Fang, D.; et al. Effect of Rapid Hollow Cathode Plasma Nitriding Treatment on Corrosion Resistance and Friction Performance of AISI 304 Stainless Steel. Materials 2023, 16, 7616. [Google Scholar] [CrossRef] [PubMed]
- Shenlie; Suijianghua; Sunpeng; Baolin. Comparison of Nitriding Kinetics of Austenitic Stainless Steel Assisted with Hollow Cathode Discharge in Different Potentials. J. Phys. Conf. Ser. 2020, 1653, 012036. [Google Scholar] [CrossRef]
- Zhang, Z.; Bi, Y.; Zhang, M.; Li, Y.; Zhao, F.; Zhang, S.; He, Y. Properties of Stainless-Steel Surface after Hollow Cathode Assisted Plasma Nitriding. Mater. Res. Express 2020, 7, 116524. [Google Scholar] [CrossRef]
- Li, Y.; He, Y.; Zhang, S.; Wang, W.; Zhu, Y. Microstructure and Corrosion Resistance of Nitrogen-Rich Surface Layers on AISI 304 Stainless Steel by Rapid Nitriding in a Hollow Cathode Discharge. Appl. Phys. A 2018, 124, 65. [Google Scholar] [CrossRef]
- Bardos, L.; Baránková, H. Radio Frequency Powered Spiral Hollow Cathodes. Vacuum 2020, 175, 109241. [Google Scholar] [CrossRef]
- Bárdoš, L. Radio Frequency Hollow Cathodes for the Plasma Processing Technology. Surf. Coat. Technol. 1996, 86, 648–656. [Google Scholar] [CrossRef]
- Pessoa, R.; Sismanoglu, B.; Amorim, J.; Maciel, H.; Filho, G. Hollow Cathode Discharges: Low and High-Pressure Operation. Gas Disch. Fundam. Appl. 2007, 27, 176–190. [Google Scholar]
- Ahadi, A.M.; Trottenberg, T.; Rehders, S.; Strunskus, T.; Kersten, H.; Faupel, F. Characterization of a Radio Frequency Hollow Electrode Discharge at Low Gas Pressures. Phys. Plasmas 2015, 22, 083513. [Google Scholar] [CrossRef]
- Tian, X.B.; Jiang, H.F.; Yang, S.Q.; Luo, Z.J.; Fu, R.K.Y.; Chu, P.K. Plasma Processing of AISI 304 Stainless Steel Using Radio Frequency Hollow Cathode Discharge. Surf. Coat. Technol. 2007, 201, 8650–8653. [Google Scholar] [CrossRef]
- Randall, N.X. The Current State-of-the-Art in Scratch Testing of Coated Systems. Surf. Coat. Technol. 2019, 380, 125092. [Google Scholar] [CrossRef]
- Bull, S.J.; Berasetegui, E.G. An Overview of the Potential of Quantitative Coating Adhesion Measurement by Scratch Testing. Tribol. Int. 2006, 39, 99–114. [Google Scholar] [CrossRef]
- Yildiz, F.; Alsaran, A. Multi-Pass Scratch Test Behavior of Modified Layer Formed during Plasma Nitriding. Tribol. Int. 2010, 43, 1472–1478. [Google Scholar] [CrossRef]
- Espitia, L.A.; Dong, H.; Li, X.Y.; Pinedo, C.E.; Tschiptschin, A.P. Scratch Test of Active Screen Low Temperature Plasma Nitrided AISI 410 Martensitic Stainless Steel. Wear 2017, 376–377, 30–36. [Google Scholar] [CrossRef]
- Manfrinato, M.D.; de Almeida, L.S.; Rossino, L.S.; Kliauga, A.M.; Melo-Máximo, L.; Melo-Máximo, D.V.; Morón, R.C. Scratch Testing of Plasma Nitrided and Nitrocarburized AISI 321 Steel: Influence of the Treatment Temperature. Mater. Lett. 2022, 317, 132083. [Google Scholar] [CrossRef]
- Fontoura, C.P.; Rodrigues, M.M.; Garcia, C.S.C.; dos Santos Souza, K.; Henriques, J.A.P.; Zorzi, J.E.; Roesch-Ely, M.; Aguzzoli, C. Hollow Cathode Plasma Nitriding of Medical Grade Ti6Al4V: A Comprehensive Study. J. Biomater. Appl. 2020, 35, 353–370. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An Improved Technique for Determining Hardness and Elastic Modulus Using Load and Displacement Sensing Indentation Experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Leach, R. Characterisation of Areal Surface Texture; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- David, J. Whitehouse Surfaces and Their Measurement; Hermes Penton: London, United Kingdon, 2002. [Google Scholar]
- Stout, K.J.; Blunt, L. Three Dimensional Surface Topography; Elsevier: Amsterdam, The Netherlands, 2000. [Google Scholar]
- Gadelmawla, E.S.; Koura, M.M.; Maksoud, T.M.A.; Elewa, I.M.; Soliman, H.H. Roughness Parameters. J. Mater. Process. Technol. 2002, 123, 133–145. [Google Scholar] [CrossRef]
- Campos, M.; de Souza, S.; Davim, J.P.; de Souza, S.D.; Olzon-Dionysio, M. Influence of the Gas Pressure of Plasma Nitriding on the Structural, Mechanical and Tribological Surface Properties of AISI 316L. Mater. Res. 2019, 22, e20190302. [Google Scholar] [CrossRef]
- Olzon-Dionysio, M.; Campos, M.; Kapp, M.; de Souza, S.; de Souza, S.D. Influences of Plasma Nitriding Edge Effect on Properties of 316L Stainless Steel. Surf. Coat. Technol. 2010, 204, 3623–3628. [Google Scholar] [CrossRef]
- Alves, C.; de Araújo, F.O.; Ribeiro, K.J.B.; da Costa, J.A.P.; Sousa, R.R.M.; de Sousa, R.S. Use of Cathodic Cage in Plasma Nitriding. Surf. Coat. Technol. 2006, 201, 2450–2454. [Google Scholar] [CrossRef]
- Aizawa, T.; Rsadi, I.; Yunata, E.E. High Density RF-DC Plasma Nitriding under Optimized Conditions by Plasma-Diagnosis. Appl. Sci. 2022, 12, 3706. [Google Scholar] [CrossRef]
- Borgioli, F.; Fossati, A.; Galvanetto, E.; Bacci, T.; Pradelli, G. Glow Discharge Nitriding of AISI 316L Austenitic Stainless Steel: Influence of Treatment Pressure. Surf. Coat. Technol. 2006, 200, 5505–5513. [Google Scholar] [CrossRef]
- Luo, Q.; Oluwafemi, O.; Kitchen, M.; Yang, S. Tribological Properties and Wear Mechanisms of DC Pulse Plasma Nitrided Austenitic Stainless Steel in Dry Reciprocating Sliding Tests. Wear 2017, 376–377, 1640–1651. [Google Scholar] [CrossRef]
- Moskalioviene, T.; Galdikas, A. Crystallographic Orientation Dependence of Nitrogen Mass Transport in Austenitic Stainless Steel. Metals 2020, 10, 615. [Google Scholar] [CrossRef]
- Sun, Y. X-Ray Diffraction Characterisation of Low Temperature Plasma Nitrided Austenitic Stainless Steels. J. Mater. Sci. 1999, 34, 4793–4802. [Google Scholar] [CrossRef]
- Borgioli, F.; Fossati, A.; Galvanetto, E.; Bacci, T. Glow-Discharge Nitriding of AISI 316L Austenitic Stainless Steel: Influence of Treatment Temperature. Surf. Coat. Technol. 2005, 200, 2474–2480. [Google Scholar] [CrossRef]
- Marić, D.; Škoro, N.; Malović, G.; Petrović, Z.L.; Mihailov, V.; Djulgerova, R. Hollow Cathode Discharges: Volt-Ampere Characteristics and Space-Time Resolved Structure of the Discharge. J. Phys. Conf. Ser. 2009, 162, 012007. [Google Scholar] [CrossRef]
- Kumar, A.; Li, D.Y. Can the H/E Ratio Be Generalized as an Index for the Wear Resistance of Materials? Mater. Chem. Phys. 2022, 275, 125245. [Google Scholar] [CrossRef]
- Zhai, W.; Bai, L.; Zhou, R.; Fan, X.; Kang, G.; Liu, Y.; Zhou, K. Recent Progress on Wear-Resistant Materials: Designs, Properties, and Applications. Adv. Sci. 2021, 8, 2003739. [Google Scholar] [CrossRef] [PubMed]
- Pintaude, G. Introduction of the Ratio of the Hardness to the Reduced Elastic Modulus for Abrasion. In Tribology—Fundamentals and Advancements; InTech: London, UK, 2013. [Google Scholar]
- Leyland, A.; Matthews, A. On the Significance of the H/E Ratio in Wear Control: A Nanocomposite Coating Approach to Optimised Tribological Behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Liu, M.; Cong, Z.; Fu, H.; Li, P. Relationships in Instrumented Indentation by Berkovich Indenter. J. Mater. Res. 2022, 37, 4084–4102. [Google Scholar] [CrossRef]
- Chen, J.; Bull, S.J. Relation between the Ratio of Elastic Work to the Total Work of Indentation and the Ratio of Hardness to Young’s Modulus for a Perfect Conical Tip. J. Mater. Res. 2009, 24, 590–598. [Google Scholar] [CrossRef]
- Malzbender, J. Comment on the Determination of Mechanical Properties from the Energy Dissipated during Indentation. J. Mater. Res. 2005, 20, 1090–1092. [Google Scholar] [CrossRef]
- Cheng, Y.-T.; Cheng, C.-M. Relationships between Hardness, Elastic Modulus, and the Work of Indentation. Appl. Phys. Lett. 1998, 73, 614–616. [Google Scholar] [CrossRef]
- Fossati, A.; Borgioli, F.; Galvanetto, E.; Bacci, T. Glow-Discharge Nitriding of AISI 316L Austenitic Stainless Steel: Influence of Treatment Time. Surf. Coat. Technol. 2006, 200, 3511–3517. [Google Scholar] [CrossRef]
- Fossati, A.; Galvanetto, E.; Bacci, T.; Borgioli, F. Improvement of Corrosion Resistance of Austenitic Stainless Steels by Means of Glow-Discharge Nitriding. Corros. Rev. 2011, 29, 209–221. [Google Scholar] [CrossRef]
- de Souza Lamim, T.; Anselmo, L.M.; Bendo, T.; Bernardelli, E.A.; Binder, C.; Nelmo Klein, A.; Biasoli de Mello, J.D. Effect of Low-Temperature Plasma Carburizing on Surface Topography, Mechanical and Tribological Properties of Sintered Iron and Nitrided Sintered Iron. Tribol. Int. 2022, 168, 107452. [Google Scholar] [CrossRef]
- Pavanati, H.C.; Straffelini, G.; Maliska, A.M.; Klein, A.N. Dry Sliding of Plasma-Sintered Iron-The Influence of Nitriding on Wear Resistance. Wear 2008, 265, 301–310. [Google Scholar] [CrossRef]
- Seriacopi, V.; Prados, E.F.; Fukumasu, N.K.; Souza, R.M.; Machado, I.F. Mechanical Behavior and Abrasive Mechanism Mapping Applied to Micro-Scratch Tests on Homogeneous and Heterogeneous Materials: FEM and Experimental Analyses. Wear 2020, 450–451, 203240. [Google Scholar] [CrossRef]
- Gachot, C.; Rosenkranz, A.; Hsu, S.M.; Costa, H.L. A Critical Assessment of Surface Texturing for Friction and Wear Improvement. Wear 2017, 372–373, 21–41. [Google Scholar] [CrossRef]
- Bull, S.J. Failure Modes in Scratch Adhesion Testing. Surf. Coat. Technol. 1991, 50, 25–32. [Google Scholar] [CrossRef]
- Espitia, L.A.; Dong, H.; Li, X.Y.; Pinedo, C.E.; Tschiptschin, A.P. Cavitation Erosion Resistance and Wear Mechanisms of Active Screen Low Temperature Plasma Nitrided AISI 410 Martensitic Stainless Steel. Wear 2015, 332–333, 1070–1079. [Google Scholar] [CrossRef]
- Dzierwa, A.; Pawlus, P.; Zelasko, W. The Influence of Disc Surface Topography after Vapor Blasting on Wear of Sliding Pairs under Dry Sliding Conditions. Coatings 2020, 10, 102. [Google Scholar] [CrossRef]
- Sedlaček, M.; Podgornik, B.; Vižintin, J. Correlation between Standard Roughness Parameters Skewness and Kurtosis and Tribological Behaviour of Contact Surfaces. Tribol. Int. 2012, 48, 102–112. [Google Scholar] [CrossRef]
- Sedlaček, M.; Podgornik, B.; Vižintin, J. Influence of Surface Preparation on Roughness Parameters, Friction and Wear. Wear 2009, 266, 482–487. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pressure (Pa) | Time (h) | Layer Thickness (μm) |
|---|---|---|
| 25 | 2 | 2.25 ± 0.13 |
| 25 | 4 | 4.08 ± 0.24 |
| 50 | 4 | 2.73 ± 0.26 |
| 100 | 4 | 1.70 ± 0.01 |
| 160 | 4 | 2.00 ± 0.24 |
| Nitriding Condition | Region | H (GPa) | hr/hmax | Wp/Wt | We/Wt | H/E |
|---|---|---|---|---|---|---|
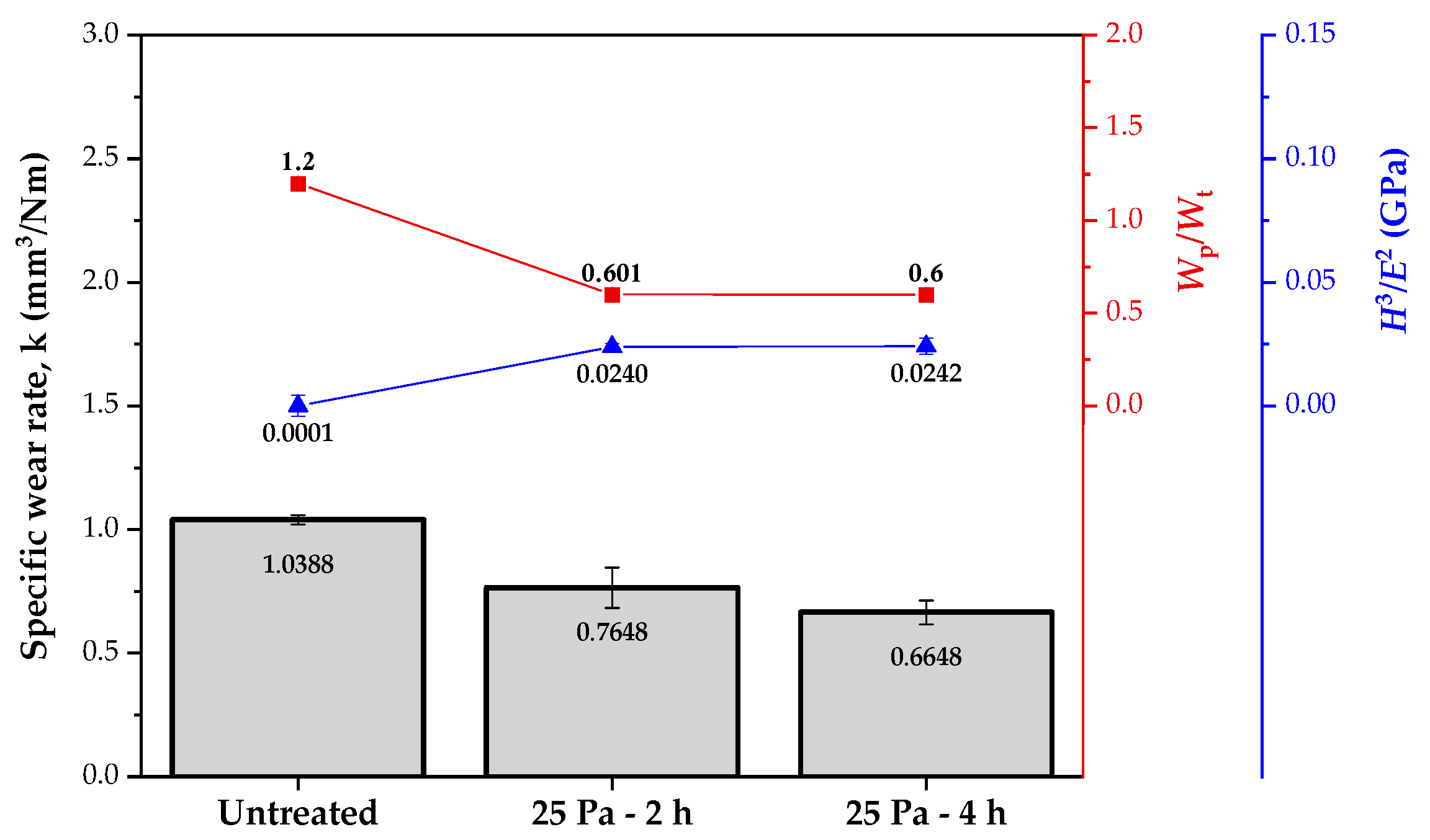
| 25 Pa 2 h | NL | 8.89 | 0.58 | 0.601 | 0.399 | 0.052 |
| BNL | 5.52 | 0.74 | 0.031 | |||
| 25 Pa 4 h | NL | 9.24 | 0.57 | 0.600 | 0.400 | 0.051 |
| BNL | 4.55 | 0.78 | 0.025 |
| Load (mN) | Untreated | Nitride 25 Pa—2 h | Nitride 25 Pa—4 h | |||
|---|---|---|---|---|---|---|
| Width (μm) | Depth (μm) | Width (μm) | Depth (μm) | Width (μm) | Depth (μm) | |
| 200 | 45.67 ± 3.25 | 2.06 ± 0.29 | 34.00 ± 0.60 | 1.91 ± 0.14 | 32.22 ± 0.23 | 2.18 ± 0.18 |
| 300 | 51.70 ± 3.88 | 2.52 ± 0.12 | 46.93 ± 0.45 | 2.35 ± 0.39 | 47.51 ± 0.14 | 2.41 ± 0.29 |
| 500 | 73.50 ± 3.90 | 3.82 ± 0.13 | 56.97 ± 1.06 | 3.56 ± 0.29 | 56.74 ± 7.43 | 3.19 ± 0.62 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Broch, M.; Fontoura, C.P.; Lima, A.O.; Ordoñez, M.F.C.; Machado, I.F.; Aguzzoli, C.; Farias, M.C.M. Scratch Response of Hollow Cathode Radiofrequency Plasma-Nitrided and Sintered 316L Austenitic Stainless Steel. Coatings 2024, 14, 334. https://doi.org/10.3390/coatings14030334
Broch M, Fontoura CP, Lima AO, Ordoñez MFC, Machado IF, Aguzzoli C, Farias MCM. Scratch Response of Hollow Cathode Radiofrequency Plasma-Nitrided and Sintered 316L Austenitic Stainless Steel. Coatings. 2024; 14(3):334. https://doi.org/10.3390/coatings14030334
Chicago/Turabian StyleBroch, Marcelo, Cristian Padilha Fontoura, Arnaldo Oliveira Lima, Michell Felipe Cano Ordoñez, Izabel Fernanda Machado, Cesar Aguzzoli, and María Cristina Moré Farias. 2024. "Scratch Response of Hollow Cathode Radiofrequency Plasma-Nitrided and Sintered 316L Austenitic Stainless Steel" Coatings 14, no. 3: 334. https://doi.org/10.3390/coatings14030334