
Novel Effect of Post-Oxidation on the Comprehensive Performance of Plasma Nitriding Layer

Abstract
:1. Introduction
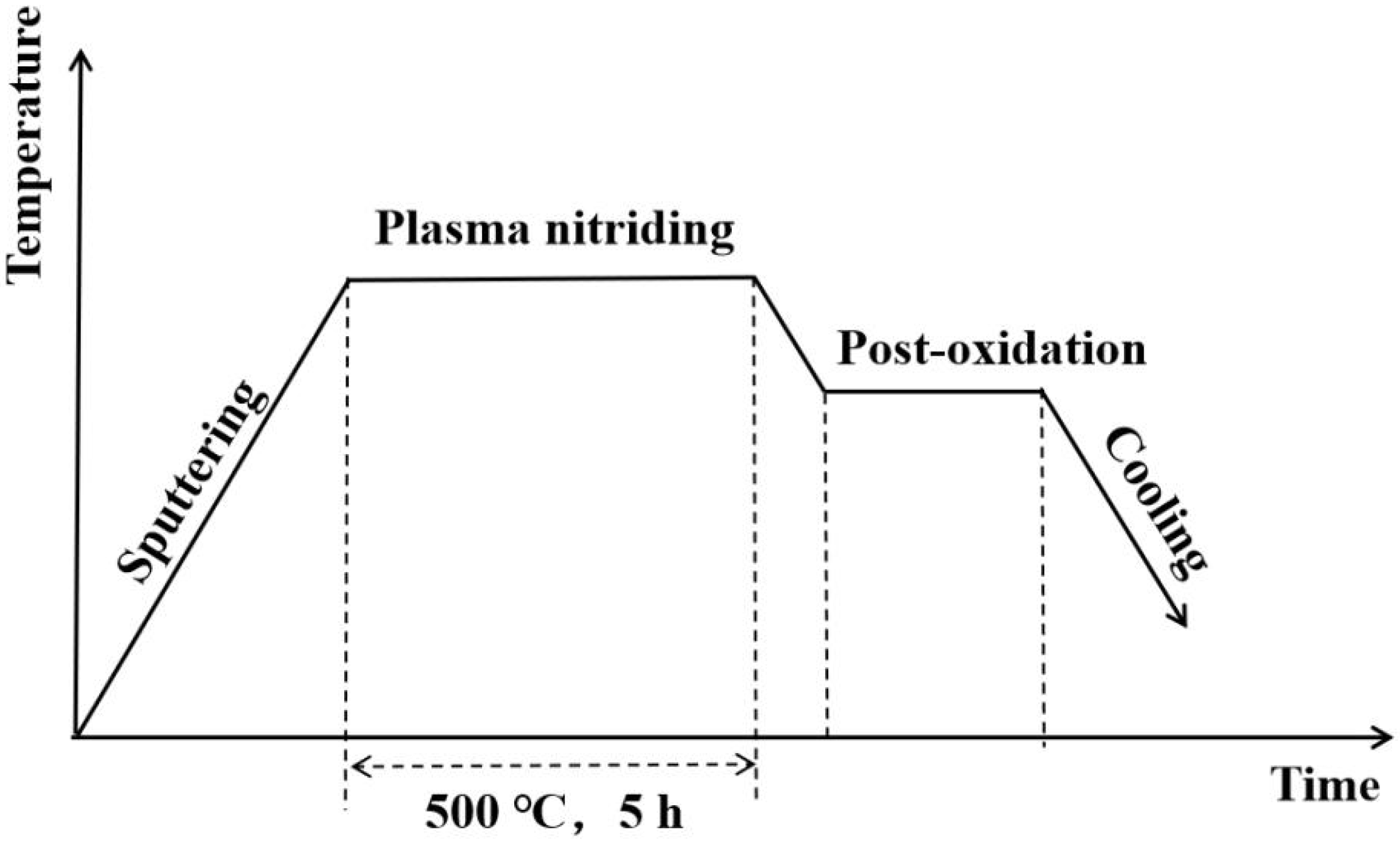
2. Experimental
3. Results
3.1. Sectional Microstructure and Compound Layer Thickness
3.2. Phase Composition Analysis
3.3. Sectional Microhardness Profile and Effective Hardening Layer Thickness
3.4. Toughness Analysis
3.5. Wear Resistance Analysis
3.6. Corrosion Resistance Analysis
4. Discussions
5. Conclusions
- (1)
- Post-oxidation (PO) was primarily used to enhance the comprehensive properties of heavy load components, which can enhance the wear resistance and the toughness of the nitrided layer by making the compound layer thinner and the diffusion layer thicker. Thus it holds great application value.
- (2)
- The thickness of the compound layer decreased from 9.41 μm to 3.62 μm, while the thickness of the effective hardening layer increased from 300 μm to 378 μm by PO at 400 °C for 2 h.
- (3)
- PO simultaneously improved the toughness, hardness, wear resistance, and corrosion resistance of the samples. The optimal comprehensive performance could be obtained by PO at 400 °C for 2 h, with the highest surface hardness of 825 HV0.05, lowest brittleness level of Grade 1, lowest wear rate of 1.19 × 10−5 g·m−1·N−1, and maximum self-corrosion potential of −429.23 mV.
- (4)
- An oxidation layer mainly composed of Fe3O4 and Fe2O3 was formed by PO. The Fe3O4 phase reached the maximum value by PO at 400 °C for 2 h. Meanwhile, the γ’-Fe4N and ε-Fe2-3N phase diffraction peaks markedly decreased.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, Z.Y.; Xing, Z.G.; Wang, H.D.; Li, G.L.; Liu, K.J.; Xing, Z. Research status of test method for bending fatigue life of heavy duty gear. Mater. Rev. 2018, 32, 3051–3059. [Google Scholar]
- Li, B.K.; Wang, A.X.; Gu, M. Research status on distortion control of carburizing and hardening gears. Heat. Treat. Met. 2006, 31, 6–11. [Google Scholar]
- Lu, J.S.; Li, B.K. Discussion of precision heat treatment and anti-fatigue manufacturing of gear. J. Mech. Eng. 2019, 43, 170–175. [Google Scholar]
- Li, J.; Tao, X.; Wu, W.; Xie, G.; Yang, Y.; Zhou, X.; Zhang, S. Effect of arc current on the microstructure, tribological and corrosion performances of AISI 420 martensitic stainless steel treated by arc discharge plasma nitriding. J. Mater. Sci. 2023, 58, 2294–2309. [Google Scholar] [CrossRef]
- Hong, H.; Xie, G.; Sun, L.; Yang, Y.; Zhang, Z.; Li, J.; Zhang, S. The diffusion behavior and surface properties of catalytic nitriding with LaFeO3 film prepared by the sol-gel method. Surf. Coat. Technol. 2023, 467, 129720. [Google Scholar] [CrossRef]
- Du, C.; Zhang, J.; Zhang, L.; Lian, Y.; Fang, M. Acceleration effects of rare earths on salt bath nitriding: Diffusion kinetics and first-principles calculations. Surf. Eng. 2021, 37, 764–774. [Google Scholar] [CrossRef]
- Shi, T.; Sun, J.Q.; Wang, X.W.; He, Q.K.; Si, J.W.; Wang, D.R.; Xie, K.; Li, W.S. Effect of trace water in ammonia on breaking passive film of stainless steel during gas nitriding. Vacuum. 2022, 202, 111216. [Google Scholar] [CrossRef]
- Liu, R.L.; Yan, F.Y.; Yan, M.F. Surface grain nanocrystallization of Fe-Cr-Ni alloy steel by plasma thermochemical treatment. Surf. Coat. Technol. 2019, 370, 136–143. [Google Scholar] [CrossRef]
- Samal, S.; Cibulková, J.; Čtvrtlík, R.; Tomáštík, J.; Václavek, L.; Kopeček, J.; Šittner, P. Tribological Behavior of NiTi Alloy Produced by Spark Plasma Sintering Method. Coatings 2021, 11, 10. [Google Scholar] [CrossRef]
- Men, S.W.; Xie, J.M.; Liu, X.; Yang, Y.; Yang, K.; Zhang, S.H. A novel crack healing in sprayed FeCrBSi coatings by plasma nitriding. Vacuum. 2023, 209, 111768. [Google Scholar] [CrossRef]
- Li, J.; Men, S.W.; Zhang, Z.; Yang, Y.; Sun, Y.; Ding, J.C.; Wang, Q.M. Structural, mechanical, and tribological properties of GLC film on a nitrided layer prepared in a glow-discharge plasma nitriding system. Vacuum. 2021, 193, 110543. [Google Scholar] [CrossRef]
- Sun, J.; Li, J.; Xie, J.M.; Yang, Y.; Wu, W.P.; Zhou, X.; Zhang, S.H.; Wang, Q.M. Properties of rapid arc discharge plasma nitriding of AISI 420 martensitic stainless: Effect of nitriding temperatures. J. Mater. Res. Technol. 2022, 19, 4804–4814. [Google Scholar] [CrossRef]
- Li, L.; Liu, R.; Liu, Q.; Wu, Z.; Meng, X.; Fang, Y. Effects of Initial Microstructure on the Low-Temperature Plasma Nitriding of Ferritic Stainless Steel. Coatings 2022, 12, 1404. [Google Scholar] [CrossRef]
- Li, Y.; Wang, L.; Zhang, D.; Shen, L. Improvement of corrosion resistance of nitrided low alloy steel by plasma post-oxidation. Appl. Surf. Sci. 2010, 256, 4149–4152. [Google Scholar] [CrossRef]
- Yan, M.F.; Wang, X.A.; Liu, R.L.; Zhang, Y.X.; Yang, Y. Kinetics and wear behavior of M50NiL steel plasma nitrided at low temperature. Mater. Sci. Tech-Lond. 2016, 33, 370–376. [Google Scholar] [CrossRef]
- Liu, R.L.; Yan, M.F. Characteristics of AISI 420 Stainless Steel Modified by Low-Temperature Plasma Carburizing with Gaseous Acetone. Coatings 2019, 9, 75. [Google Scholar] [CrossRef]
- Yan, M.F.; Wu, Y.Q.; Liu, R.L.; Yang, M.; Tang, L.N. Microstructure and mechanical properties of the modified layer obtained by low temperature plasma nitriding of nanocrystallized 18Ni maraging steel. Mater. Des. 2013, 47, 575–580. [Google Scholar] [CrossRef]
- Yan, M.F.; Chen, B.F.; Li, B. Microstructure and mechanical properties from an attractive combination of plasma nitriding and secondary hardening of M50 steel. Appl. Surf. Sci. 2018, 455, 1–7. [Google Scholar] [CrossRef]
- Yan, M.F.; Wu, Y.Q.; Liu, R.L. Grain and grain boundary characters in surface layer of untreated and plasma nitrocarburized 18Ni maraging steel with nanocrystalline. Appl. Surf. Sci. 2013, 273, 520–526. [Google Scholar] [CrossRef]
- Wang, B.; Liu, B.; Zhang, X.; Gu, J. Enhancing heavy load wear resistance of AISI 4140 steel through the formation of a severely deformed compound-free nitrided surface layer. Surf. Coat. Technol. 2018, 356, 89–95. [Google Scholar] [CrossRef]
- Kim, Y.M.; Son, S.W.; Lee, W.B. Thermodynamic and kinetic analysis of formation of compound layer during gas nitriding of AISI1018 carbon steel. Met. Mater. Int. 2018, 24, 180–186. [Google Scholar] [CrossRef]
- Saeed, A.; Khan, A.W.; Jan, F.; Shah, H.U.; Abrar, M.; Zaka-Ul-Islam, M.; Khalid, M.; Zakaullah, M. Optimization study of pulsed DC nitrogen-hydrogen plasma in the presence of an active screen cage. Plasma Sci. Technol. 2014, 16, 460–464. [Google Scholar] [CrossRef]
- Ma, H.; Wei, K.; Zhao, X.; Liu, X.; Hu, J. Performance enhancement by novel plasma boron-nitriding for 42CrMo4 steel. Mater. Lett. 2021, 304, 130709. [Google Scholar] [CrossRef]
- Nishimoto, A.; Nagatsuka, K.; Narita, R.; Nii, H.; Akamatsu, K. Effect of the distance between screen and sample on active screen plasma nitriding properties. Surf. Coat. Technol. 2010, 205, S365–S368. [Google Scholar] [CrossRef]
- Tang, L.; Jia, W.; Hu, J. An enhanced rapid plasma nitriding by laser shock peening. Mater. Lett. 2018, 231, 91–93. [Google Scholar] [CrossRef]
- Peng, T.; Zhao, X.; Chen, Y.; Tang, L.; Wei, K.; Hu, J. Improvement of stamping performance of H13 steel by compound-layer free plasma nitriding. Surf. Eng. 2020, 36, 492–497. [Google Scholar] [CrossRef]
- Shen, H.Y.; Wang, L. Oxide layer formed on AISI 5140 steel by plasma nitriding and post-oxidation in a mixture of air and ammonia. J. Alloys Compd. 2019, 806, 1517–1521. [Google Scholar] [CrossRef]
- Alsaran, A.; Altun, H.; Karakan, M.; Çelik, A. Effect of post-oxidizing on tribological and corrosion behaviour of plasma nitrided AISI 5140 steel. Surf. Coat. Technol. 2004, 176, 344–348. [Google Scholar] [CrossRef]
- Prakash, N.A.; Bennett, C.J. The effect of plasma nitriding and post oxidation on fretting wear behaviour of a high strength alloy steel. J. Phys. Conf. Ser. 2017, 843, 012079. [Google Scholar] [CrossRef]
- Zhang, L.; Ren, C.; Yu, Q.; Zhang, J.; Sun, S.; Ren, Q.; Lian, Y.; Chen, X.; Gao, W. Microstructure and properties of 1Cr12Ni2WMoVNb (GX-8) steel bored barrels with and without QPQ treatment. Surf. Coat. Technol. 2017, 315, 95–104. [Google Scholar] [CrossRef]
- GB/T 11354-2005; Determination of Nitrided Case Depth and Metallographic Microstructure Examination for Steel and Iron Parts. Standardization Administration of China: Beijing, China, 2005.
- Sun, J.; Wang, D.; Yang, J.; Li, F.; Zuo, L.; Ge, F.; Chen, Y. In Situ Preparation of Nano-Cu/Microalloyed Gradient Coating with Improved Antifriction Properties. Coatings 2022, 12, 1336. [Google Scholar] [CrossRef]
- Wu, J.Q.; Mao, C.J.; Wei, K.X.; Hu, J. Titanium-modified plasma nitriding layer and enhanced properties for 42CrMo steel. J. Mater. Res. Technol. 2022, 18, 3819–3825. [Google Scholar] [CrossRef]
- Wu, J.Q.; Li, H.; Li, J.C.; Hu, J. Post-oxidation treatments of plasma nitrided 42CrMo steel. Trans. Mater. Heat Treat. 2015, 36, 78–82. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grade | Description of the Cracking Degree of Indentation after Vickers Hardness Test |
|---|---|
| 1 | Indentation corners intact |
| 2 | Indentation cracking on one side or corner |
| 3 | Indentation cracking on two sides or corners |
| 4 | Indentation cracking on three sides or corners |
| 5 | Indentation cracking on four sides or corners |
| Treatment Process | Compound Layer/μm | Effective Hardening Layer/μm | Maximum Hardness /HV0.05 | Brittleness Grade | Wear Rate/ g·m−1·N−1 | Corrosion Resistance | |
|---|---|---|---|---|---|---|---|
| Ecorr (mV) | Icorr (×10−6 A/cm2) | ||||||
| PN (without PO) | 9.41 | 300 | 765 | 4 | 3 | −658.72 | 12.010 |
| PN + PO (350 °C × 1 h) | 8.50 | 323 | 789 | 3 | 2.59 | −628.12 | 10.197 |
| PN + PO (400 °C × 1 h) | 5.29 | 347 | 820 | 1 | 1.36 | −433.98 | 3.8966 |
| PN + PO (450 °C × 1 h) | 4.89 | 331 | 796 | 1 | 2.04 | −455.79 | 4.2463 |
| PN + PO (400 °C × 2 h) | 3.62 | 378 | 825 | 1 | 1.19 | −429.23 | 1.0508 |
| PN + PO (400 °C × 4 h) | 5.06 | 340 | 792 | 3 | 2.35 | −470.57 | 6.4040 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ni, J.; Ma, H.; Wei, W.; An, X.; Yu, M.; Hu, J. Novel Effect of Post-Oxidation on the Comprehensive Performance of Plasma Nitriding Layer. Coatings 2024, 14, 86. https://doi.org/10.3390/coatings14010086
Ni J, Ma H, Wei W, An X, Yu M, Hu J. Novel Effect of Post-Oxidation on the Comprehensive Performance of Plasma Nitriding Layer. Coatings. 2024; 14(1):86. https://doi.org/10.3390/coatings14010086
Chicago/Turabian StyleNi, Jia, Heng Ma, Wei Wei, Xulong An, Minhua Yu, and Jing Hu. 2024. "Novel Effect of Post-Oxidation on the Comprehensive Performance of Plasma Nitriding Layer" Coatings 14, no. 1: 86. https://doi.org/10.3390/coatings14010086