
Corrosion Hazards in Urban Infrastructure Structures Using the Example of the Al Bayt Stadium in Katar

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
- (1)
- Increase awareness of high corrosion costs and potential savings;
- (2)
- Change the misconception that nothing can be done about corrosion;
- (3)
- Change policies, regulations, standards, and management practices to increase corrosion cost-savings through sound corrosion management;
- (4)
- Advance design practices for better corrosion management;
- (5)
- Advance life prediction and performance assessment methods;
- (6)
- Advance corrosion technology through research, development, and updating;
- (7)
- Improve education and training of staff in recognition of corrosion control.
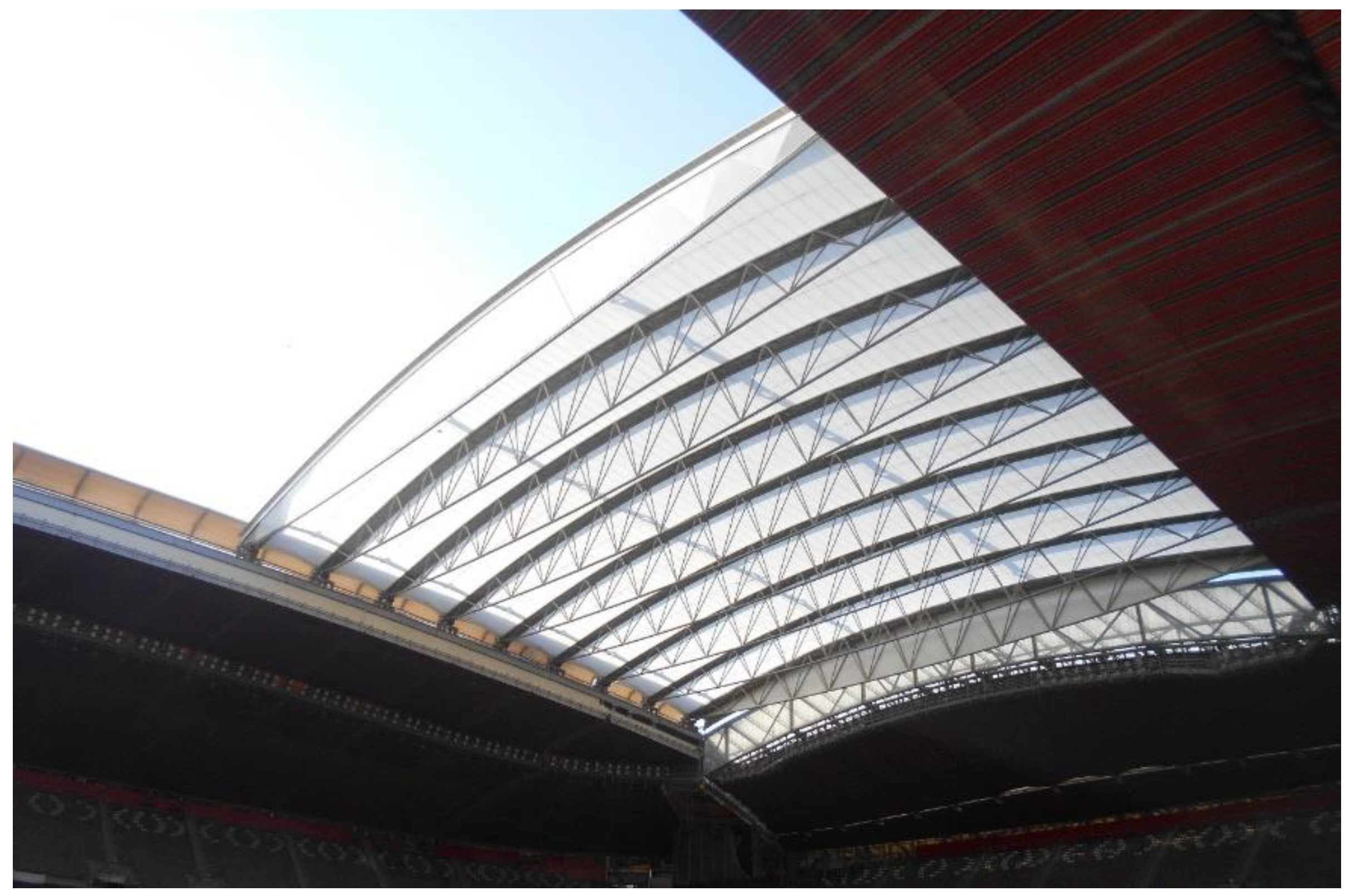
2. Corrosion Problems on Al-Bayt Stadium
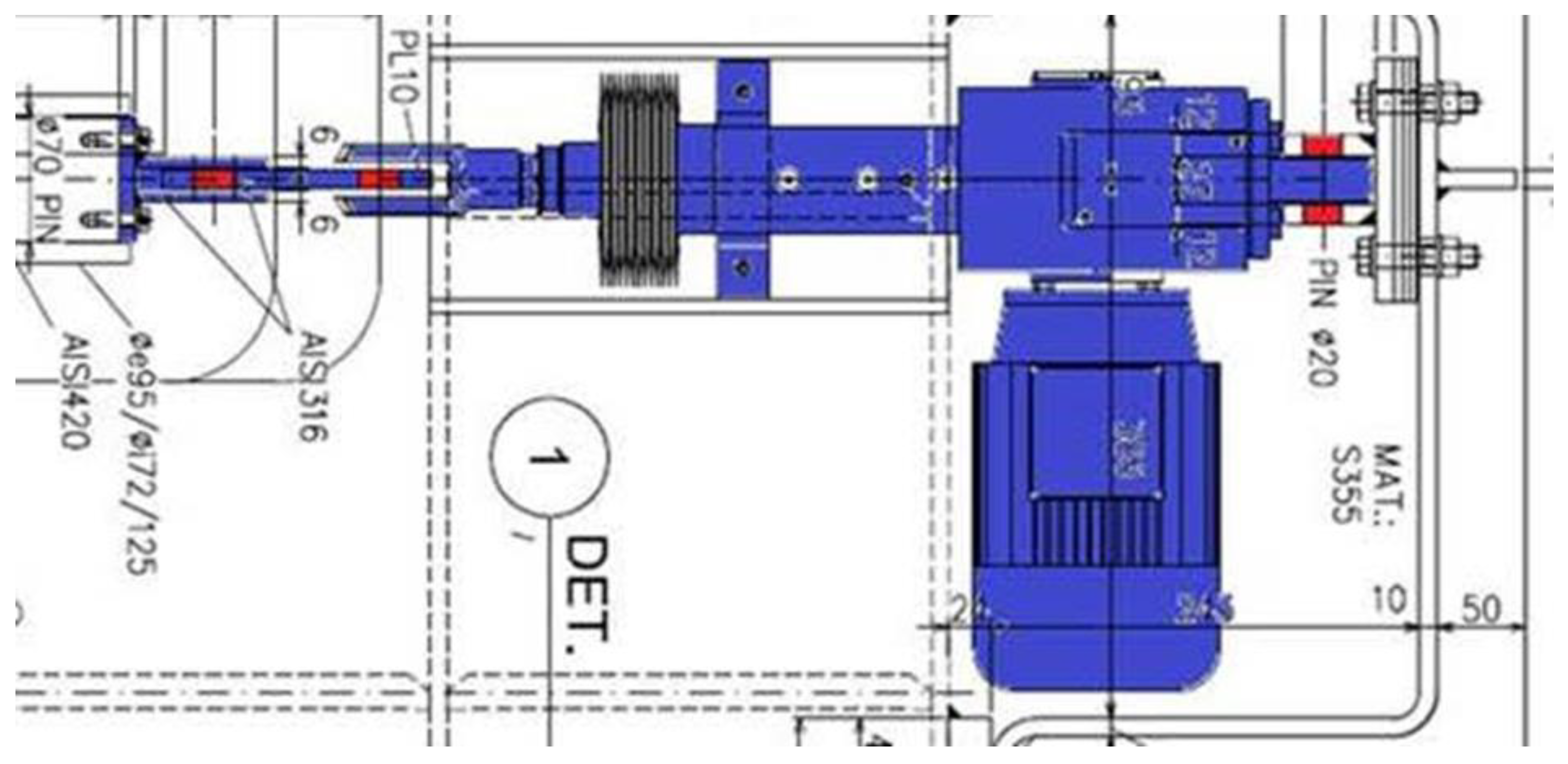
2.1. Material Solutions in the Stadium
2.2. Description of the Corrosion Phenomena in the Stadium
3. Discussion of the Design Mistakes and of the Causes of Damages
- (a)
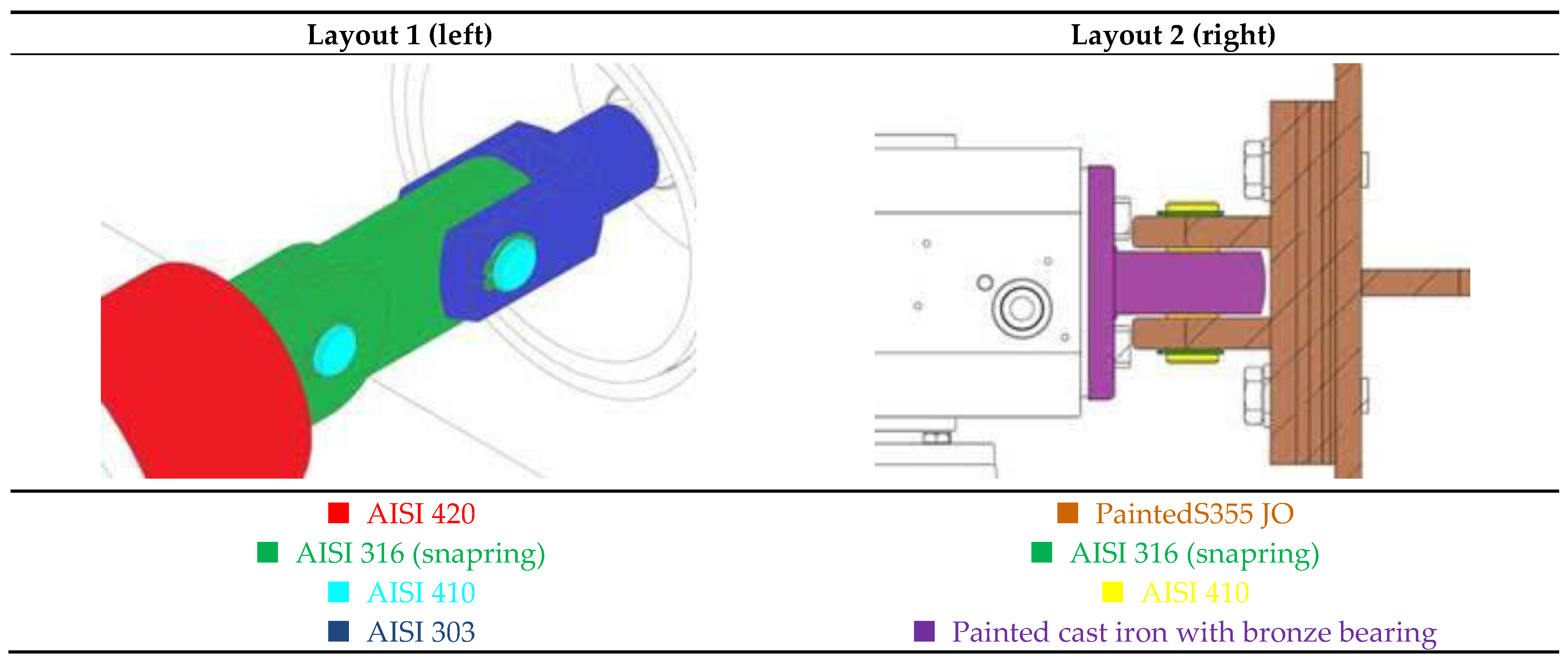
- The object is composed of a chain of different stainless steels of different compositions and structures with obvious differences in behavior in terms of corrosion [5,12]: AISI 316 steel is the noblest one and acts as a cathode compared to AISI 303 steel, which is not recommended for use in highly corrosive environments due to the presence of sulfur in the composition.
- (b)
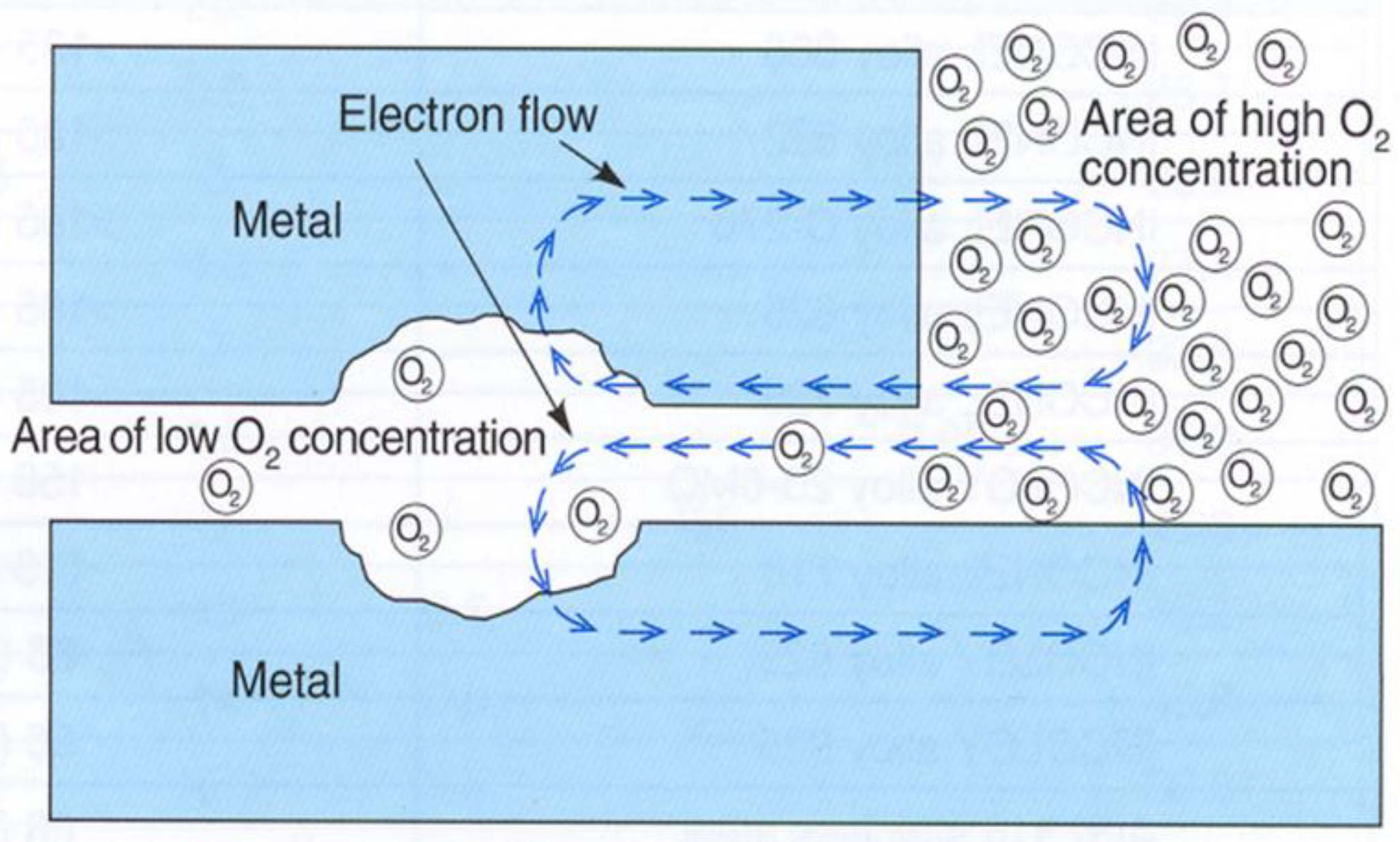
- The electrochemical corrosion due to the presence of a galvanic chain of different corrosion potentials of the differently “noble” components might have been minimized by the peculiar property of stainless steels to be “passivable alloys”: the main feature of all stainless steels is that they are suitable for building a nanometric surface layer consisting mainly of chromium oxide, named the passive layer. It is self-healing, and the rate of restoring passivity after damage is a feature of the quality of the alloy. Thus, the stability of the passive film is the result of a compromise between two kinetic processes: film growth and film dissolution [17]. Moreover, the surface stationary electrochemical conditions are driven mainly by adsorption/desorption equilibria of external substances rather than via redox electrochemical reactions, the reason why for passive stainless steels an electrochemical corrosion potential does not exist. In the active state, on the other hand, stainless steels have an often higher corrosion rate than carbon steels. Nevertheless, heat treatments, mechanical working, and handling produce many surface defects, hence reducing the corrosion resistance of the passive layer. To increase and optimize the formation of the chromium oxide layer, it is necessary to perform a repassivation procedure. The immersion of stainless steel in an acid bath dissolves free iron or other foreign substances from the surface while leaving the chromium intact, according to ASTM380 [18]. The acid chemically removes the free iron, leaving behind a uniform surface with a higher proportion of chromium than the underlying material [19]. This treatment was not performed on the structure. In our case, the AISI 303 s.s, both for the galvanic coupling and for the poor finish, is subject to widespread pitting.
- (c)
- Poor surface finishing is the third construction mistake. Both reliability and durability of the passive layer are strictly connected with the smoothness of the surface; it is not obviously possible to reach a perfectly planar surface, and at the crystallographic level, all surfaces are rough. Hence, passivity is a dynamic situation where activation phenomena happen in a very high number of sites, quickly followed by repassivation. The speed of reestablishing passivity is a function of both surface uniformity and quality. All functional accessories of the actuator (the colored parts of Figure 4) have been produced in the mechanical workshop leaving the degree of finish produced by the tool. However, this roughness deviation from the optimum could have been minimized by a suitable repassivation process.
- (d)
- All edges should be rounded, not only to allow more uniform distribution of possible coatings but also to avoid the accumulation of current density on sharp edges, enhancing both localized rust and pitting, as clearly shown in Figure 7.
- (e)
- Moreover, the designer coated the cast iron and SS355JO steel components, which are anodic, to both the joined S.S. and the bronze bearings: huge cathode, small anode, high corrosion current density through the pores of the paint (see the archetypic example of such a mistake in the book: Corrosion Engineering, by M. Fontana, N. Green) [20].
4. Solutions to Reduce Further Corrosion
- -
- Disassembly of the snap ring;
- -
- Cleaning the seat and adjacent areas with a bronze brush;
- -
- Spraying of the entire surface area of the roller;
- -
- Spraying or immersion of the snap ring;
- -
- Assembly of the snap ring.
5. Conclusive Remark
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- International Measures of Prevention, Application and Economics of Corrosion Technology (IMPACT)—NACE. International Report—2016. Available online: http://impact.nace.org/documents/Nace-International-Report.pdf (accessed on 1 July 2023).
- Beach, M.; Davey, T.; Such, G. Self-healing organic coatings—Fundamental chemistry to commercial application. POC 2023, 183, 107759. [Google Scholar] [CrossRef]
- Zhang, T.; Zhang, T.; Bi, Y. Corrosion and aging of organic aviation coatings: A review. Chin. J. Aeronaut. 2023, 36, 1–35. [Google Scholar] [CrossRef]
- Nazari, M.H.; Zhang, Y.; Sh, X. Nanocomposite organic coatings for corrosion protection of metals: A review of recent advances. POC 2022, 162, 106573. [Google Scholar]
- ASM International Handbook Committee. Metals Handbook Desk Edition, 2nd ed.; Joseph, R.D., Ed.; CRC Press: Boca Raton, FL, USA, 1998. [Google Scholar]
- Mohammad, M.; Zehra, S. Corrosion control by cathodic protection. In Electrochemical and Analytical Techniques for Sustainable Corrosion Monitoring—Advances, Challenges and Opportunities; Chapter 13; Elsevier: Amsterdam, The Netherlands, 2023; pp. 265–279. [Google Scholar]
- Hussain, A.K.; Seetharamaiah, N.; Shilpa, C.C. Research progress in organic zinc rich primer coatings for cathodic protection of metals—A comprehensive review. POC 2021, 153, 106040. [Google Scholar] [CrossRef]
- Al Jahdaly, B.; Maghraby, Y.R.; El-Shabasy, R. Role of green chemistry in sustainable corrosion inhibition: A review on recent developments. Mater. Today Sustain. 2022, 20, 100242. [Google Scholar] [CrossRef]
- Sharma, S.; Kumar, A. Recent advances in metallic corrosion inhibition: A review. J. Mol. Liq. 2021, 322, 114862. [Google Scholar] [CrossRef]
- Królikowska, A.; Bonora, P.L. Lack of basic corrosion control results in catastrophes. Mater. Perform. 2015, 54, 52–54. [Google Scholar]
- Królikowska, A.; Komorowski, L.; Bonora, P.L. The effect of size and distribution of inert pigment on the performance of organic coatings. Corros. Eng. Sci. Technol. 2021, 56, 137–143. [Google Scholar] [CrossRef]
- Available online: https://www.makeitfrom.com (accessed on 1 July 2023).
- Available online: https://www.matweb.com (accessed on 1 July 2023).
- Available online: https://www.matdat.com (accessed on 1 July 2023).
- Available online: http://www.totalmateria.com (accessed on 1 July 2023).
- De Moura, A.N.; de Alcântara, C.M.; Vieira, E.A.; da Silva Labiapari, W.; da Cunha, M.A.; de Oliveira, T.R.; Orlando, M.T.D.A. Microstructure, crystallographic aspects and mechanical properties of AISI 420 martensitic stainless steel after different thermomechanical process routes. Mat. Chem. Phys. 2023, 305, 33. [Google Scholar] [CrossRef]
- Macdonald, D.D. On the existence of our metals-based civilization: I. Phase space analysis. J. Electrochem. Soc. 2006, 153, B213. [Google Scholar] [CrossRef]
- ASTM A380-06; Standard Practice for Cleaning, Descaling, and Passivation of Stainless-Steel Parts, Equipment, and Systems. American National Standards Institute: Washington, DC, USA, 2017.
- Li, T.; Wu, J.; Frenkel, G.S. Localized corrosion: Passive film breakdown vs. Pit growth stability, Part VI: Pit dissolution kinetics of different alloys and a model for pitting and repassivation potentials. Corr. Sci. 2021, 182, 109277. [Google Scholar] [CrossRef]
- Fontana, M.; Green, N. Corrosion Engineering, 2nd ed.; McGraw-Hill Education: New York, NY, USA, 1981; p. 187. [Google Scholar]
- Wu, X.; Liu, Y.; Sun, Y.; Dai, N.; Li, J.; Jiang, Y. A discussion on evaluation criteria for crevice corrosion of various stainless steels. J. Mater. Sci. Technol. 2021, 64, 29. [Google Scholar] [CrossRef]
- Marcelin, S.; Pebere, N.; Regnier, S. Electrochemical investigations on crevice corrosion of a martensitic stainless steel in a thin-layer cell. J. Electroanal. Chem. 2015, 737, 198. [Google Scholar] [CrossRef]
- Scully, C. The interaction of strain-rate and repassivation rate in stress corrosion crack propagation. Corr. Sci. 1980, 20, 997–1016. [Google Scholar] [CrossRef]









Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krolikowska, A.; Bonora, P.L. Corrosion Hazards in Urban Infrastructure Structures Using the Example of the Al Bayt Stadium in Katar. Coatings 2023, 13, 1443. https://doi.org/10.3390/coatings13081443
Krolikowska A, Bonora PL. Corrosion Hazards in Urban Infrastructure Structures Using the Example of the Al Bayt Stadium in Katar. Coatings. 2023; 13(8):1443. https://doi.org/10.3390/coatings13081443
Chicago/Turabian StyleKrolikowska, Agnieszka, and Pier Luigi Bonora. 2023. "Corrosion Hazards in Urban Infrastructure Structures Using the Example of the Al Bayt Stadium in Katar" Coatings 13, no. 8: 1443. https://doi.org/10.3390/coatings13081443