Effect of HfO2 Particles on Ceramic Coating Fabricated on Ti6Al4V Alloy via Plasma Electrolytic Oxidation

Abstract
:1. Introduction
2. Experimental Procedure
2.1. Sample Preparation
2.2. Coating Characterization
3. Results and Discussion
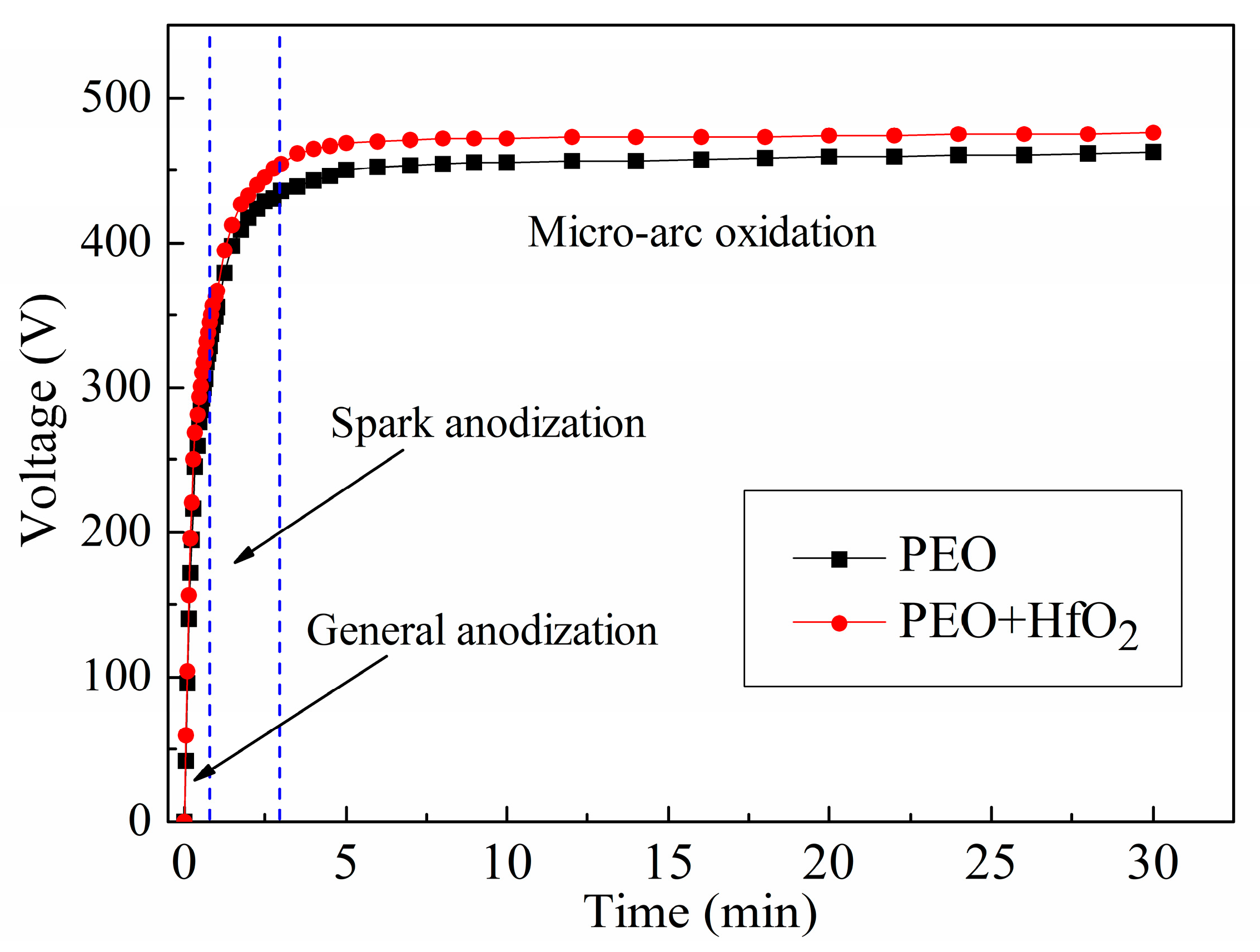
3.1. Voltage–Time Response
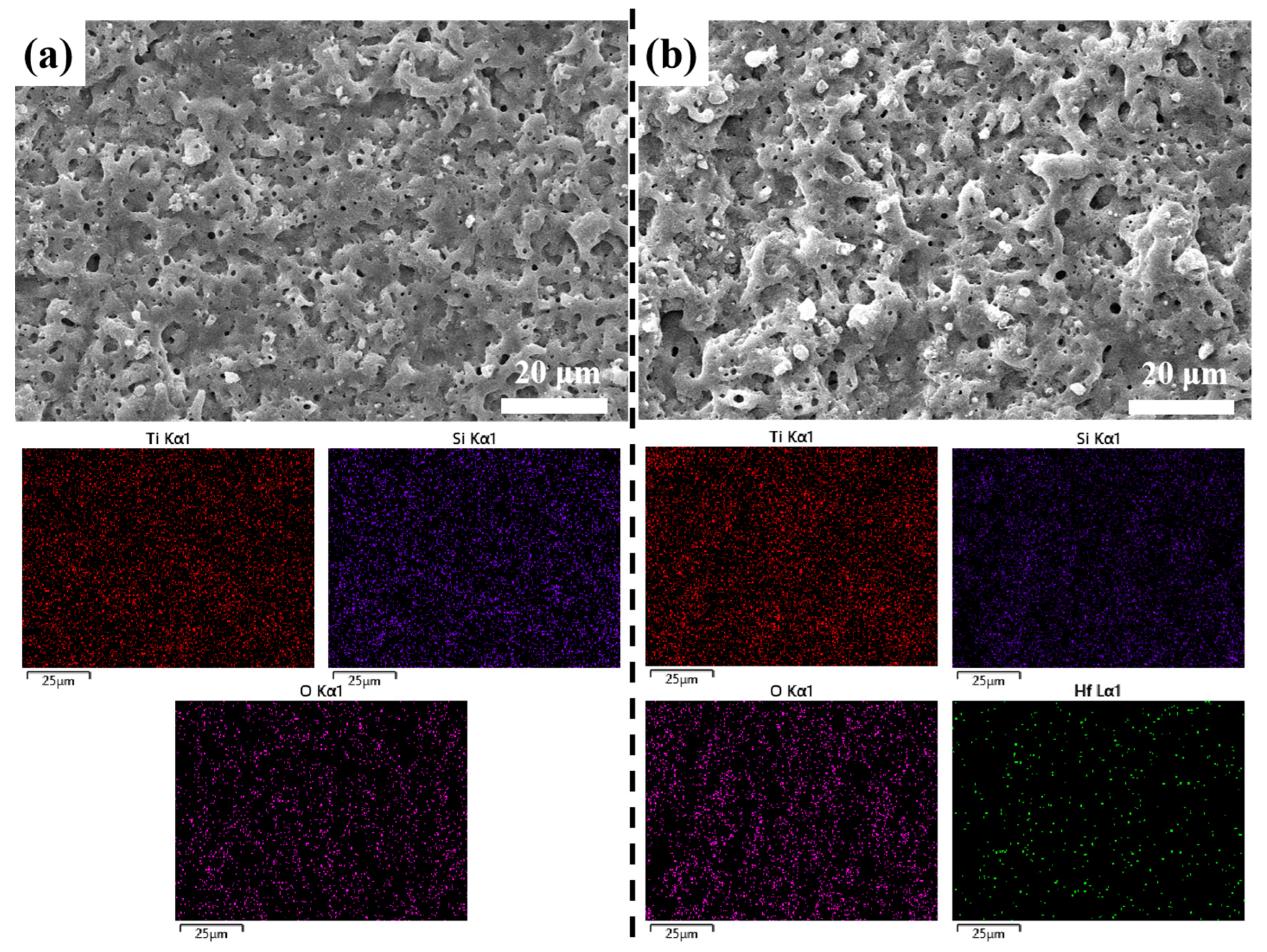
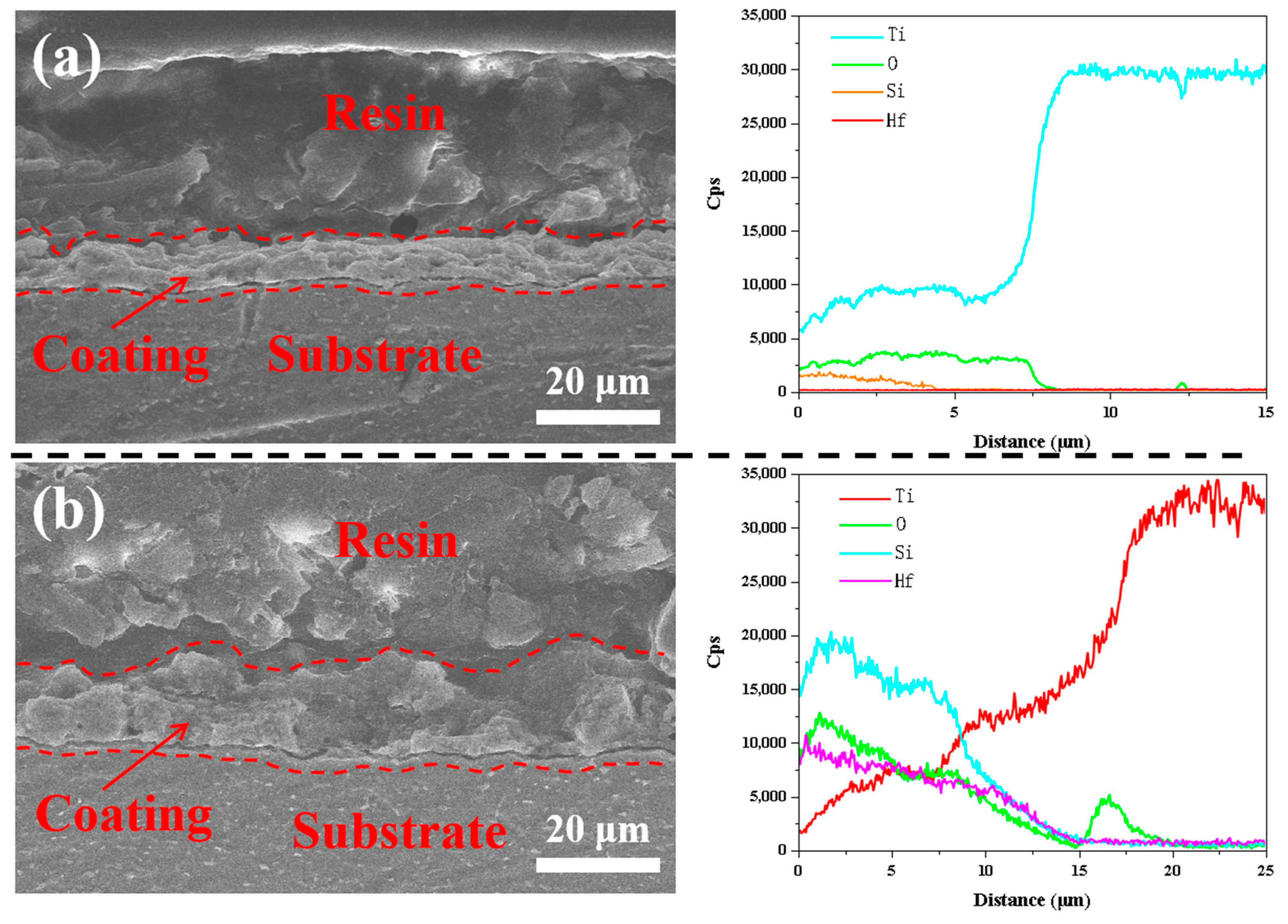
3.2. Morphology of the Coatings
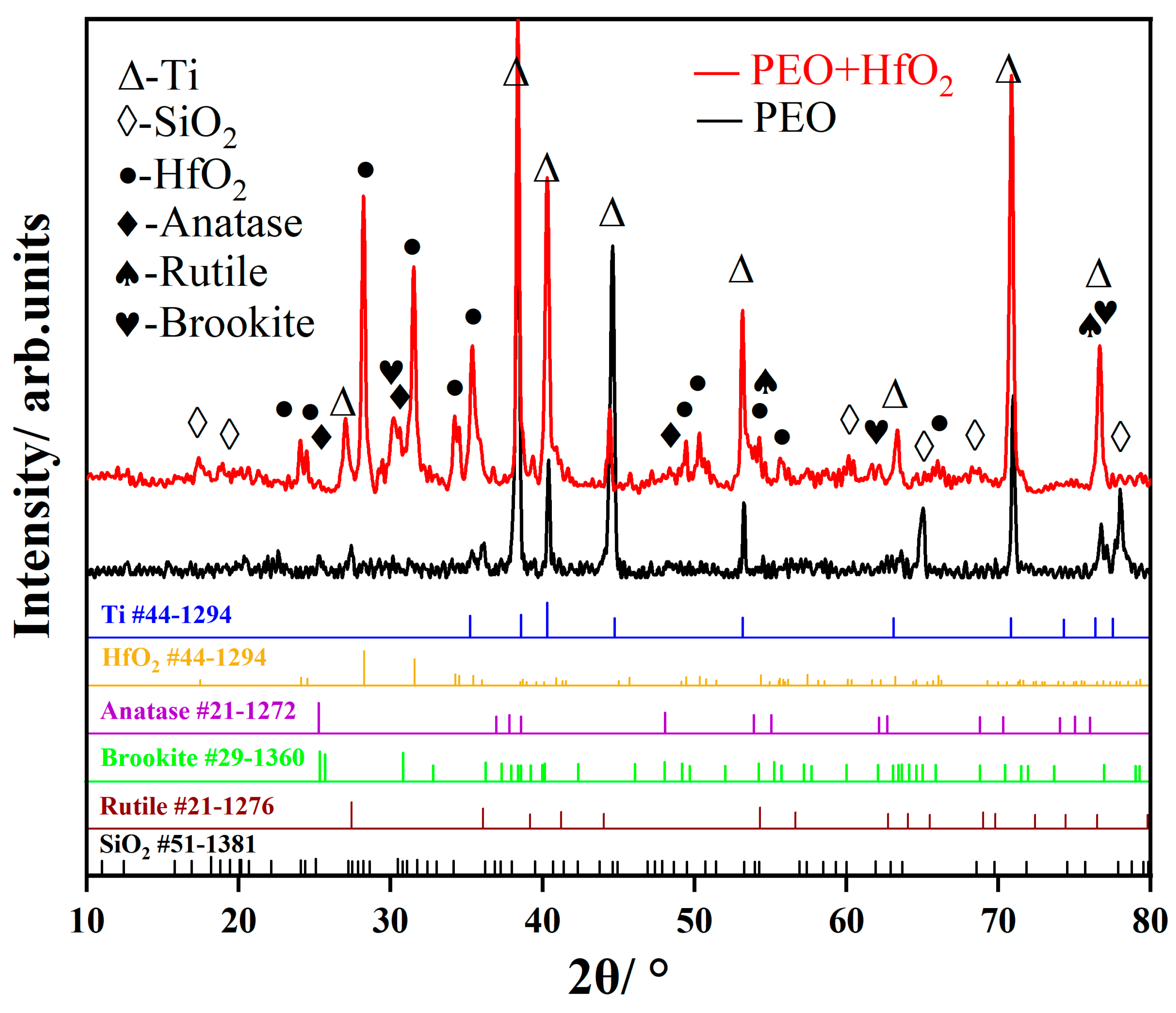
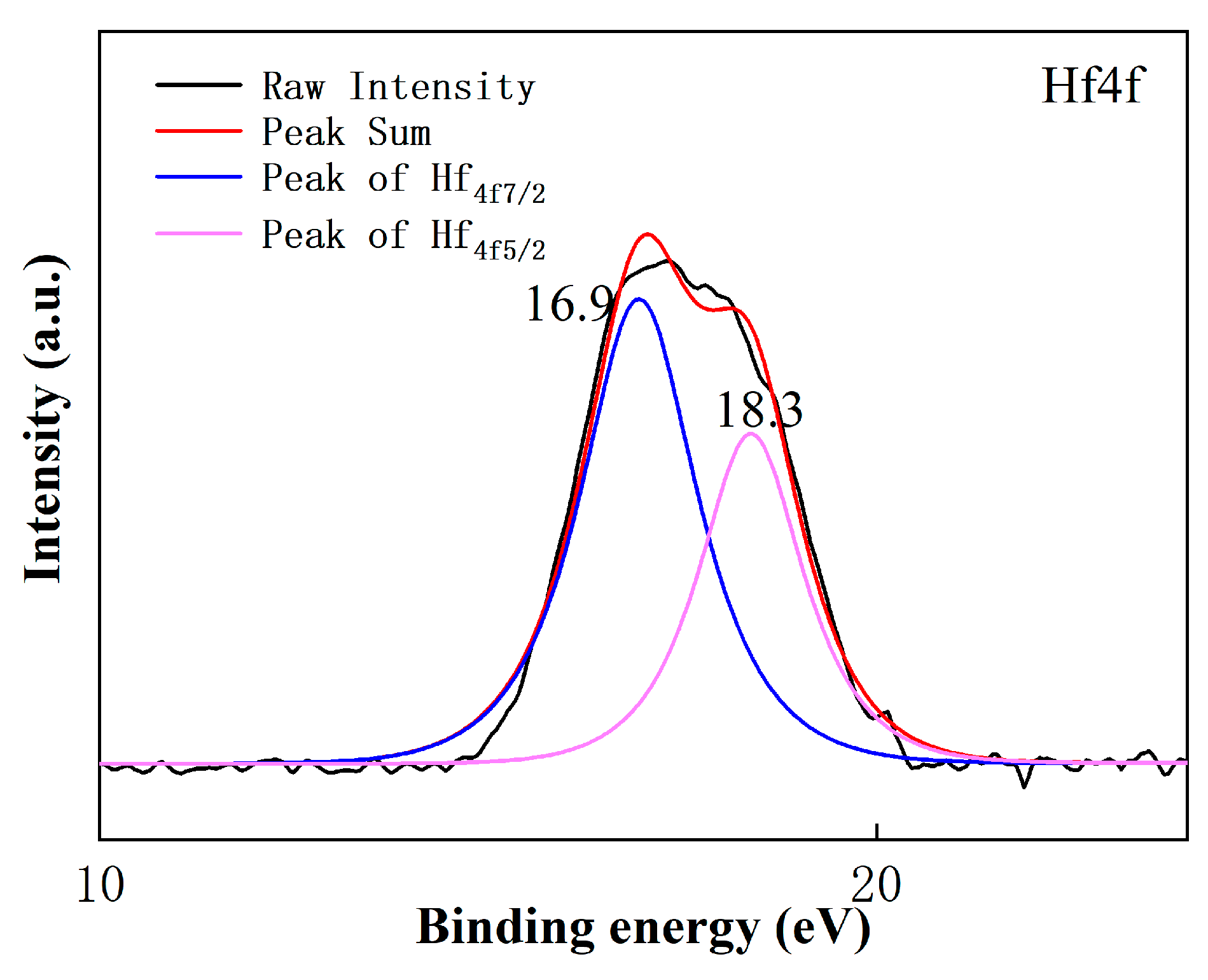
3.3. Phase Compositions of Coatings
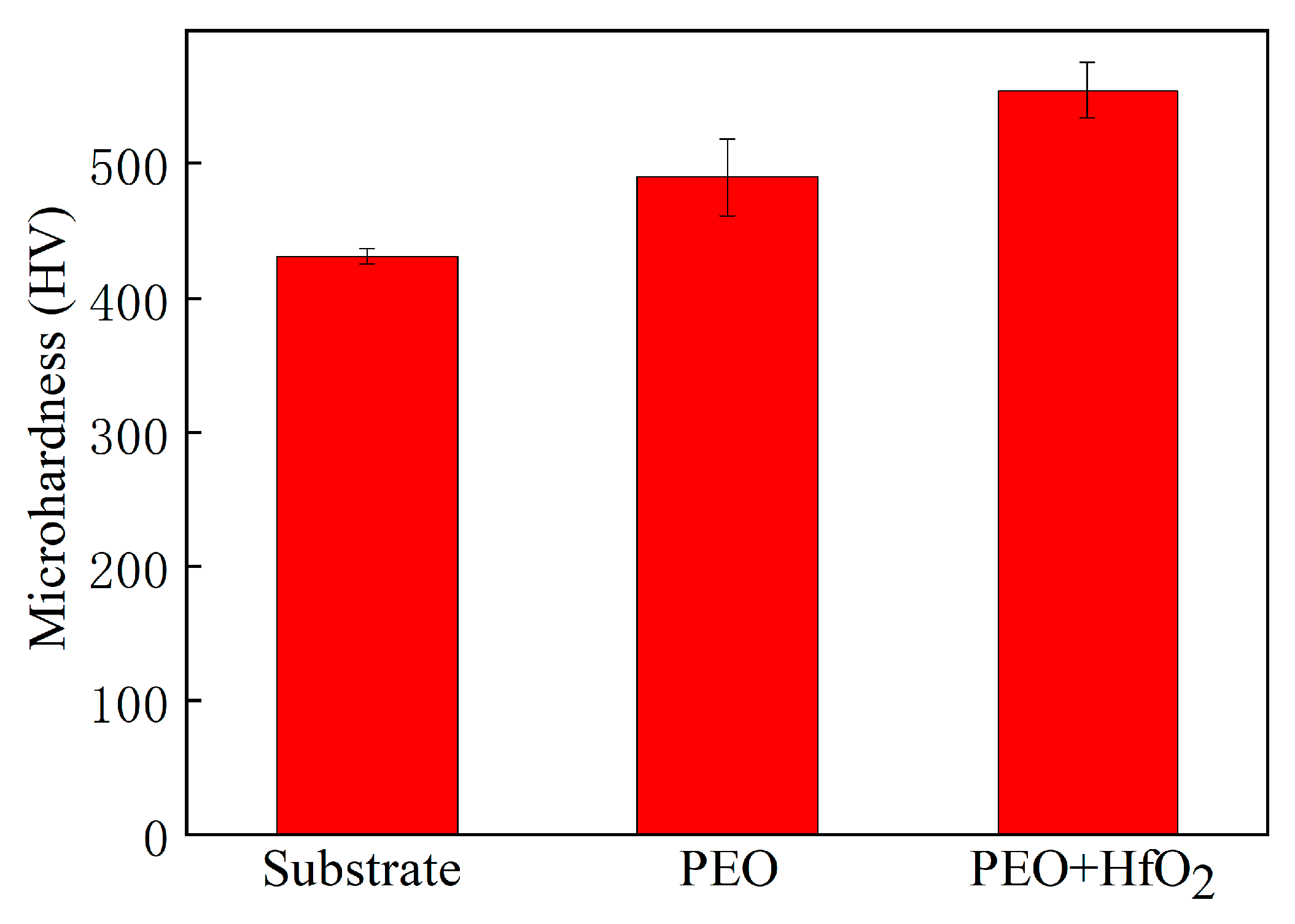
3.4. Thicknesses and Microhardnesses of Coatings
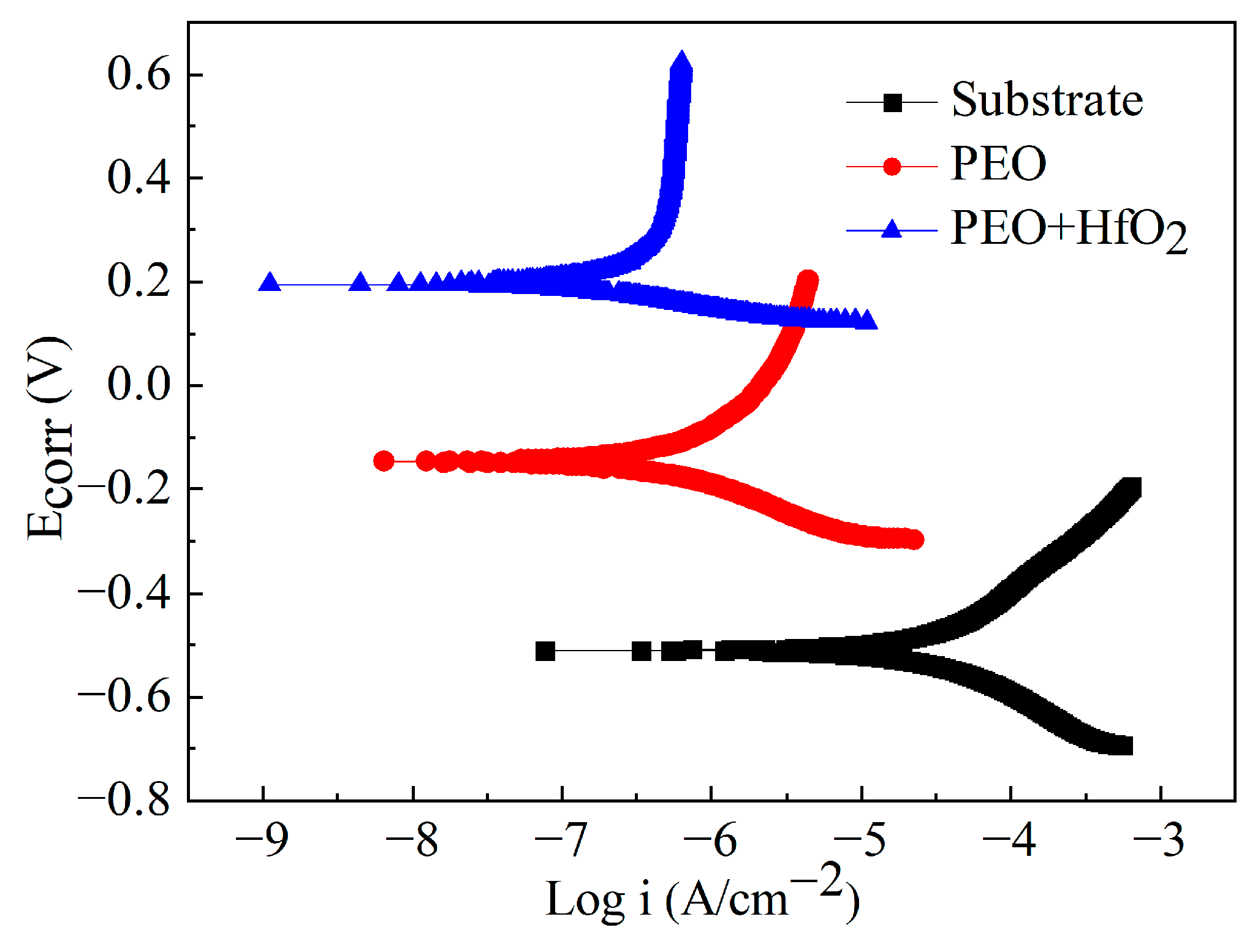
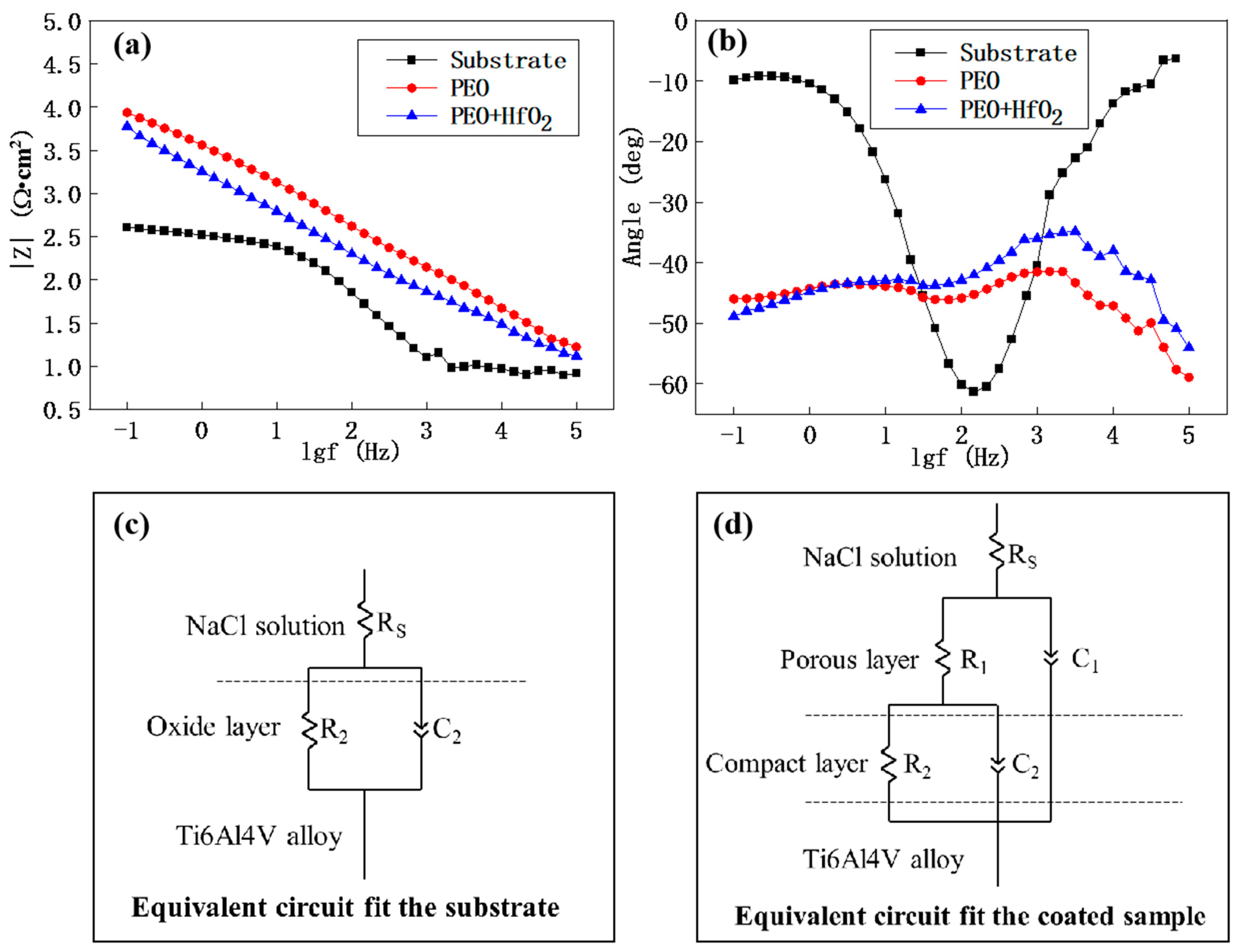
3.5. Corrosion Resistances of the Coatings
4. Conclusions
- With the addition of HfO2, the breakdown voltage increased from 355 to 367 V, and the plateau voltage increased from 462 to 476 V. The higher oxidation voltage led to more severe discharge and accelerated the coating formation.
- The HfO2 could be introduced into the PEO coating through remelting caused by the plasma discharge.
- The HfO2-doped PEO coating had fewer discharge micropores with larger sizes. The HfO2 refined the grain and increased the microhardness of the coating because of the TiO2 and SiO2.
- The HfO2 implanted into the PEO coating formed on the Ti6Al4V alloy could effectively increase its corrosion resistance.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Boyer, R.R. An overview on the use of titanium in the aerospace industry. Mater. Sci. Eng. A 1996, 213, 103–114. [Google Scholar] [CrossRef]
- Diamanti, M.; Sebastiani, M.; Mangione, V.; Del Curto, B.; Pedeferri, M.; Bemporad, E.; Cigada, A.; Carassiti, F. Multi-step anodizing on Ti6Al4V components to improve tribomechanical performances. Surf. Coatings Technol. 2013, 227, 19–27. [Google Scholar] [CrossRef]
- Williams, J.C.; Starke, E.A., Jr. Progress in structural materials for aerospace systems. Acta Mater. 2003, 51, 5775. [Google Scholar] [CrossRef]
- Chen, L.; Jin, X.; Qu, Y.; Wei, K.; Zhang, Y.; Liao, B.; Xue, W. High temperature tribological behavior of microarc oxidation film on Ti-39Nb-6Zr alloy. Surf. Coatings Technol. 2018, 347, 29–37. [Google Scholar] [CrossRef]
- Critchlow, G.; Brewis, D. Review of surface pretreatments for titanium alloys. Int. J. Adhes. Adhes. 1995, 15, 161–172. [Google Scholar] [CrossRef]
- Wang, P.; Wu, T.; Hao, P.; Guo, X.Y. Effect of NaAlO2 concentrations on the properties of micro-arc oxidation coatings on pure titanium. Mater. Lett. 2016, 170, 171–174. [Google Scholar]
- Liu, S.; Chen, J.; Zhang, D.; Wang, Y.; He, Z.; Guo, P. Properties of Micro-Arc Oxidation Coatings on 5052 Al Alloy Sealed by SiO2 Nanoparticles. Coatings 2022, 12, 373. [Google Scholar] [CrossRef]
- Rodriguez, L.; Paris, J.; Denape, J.; Delbé, K. Micro-arcs oxidation layer formation on aluminium and coatings tribological properties—A Review. Coatings 2023, 13, 373. [Google Scholar] [CrossRef]
- Wang, P.; Gong, Z.Y.; Li, H.L.; Yang, Q.G.; Cao, W.J.; Hu, J.; Pu, J.; Guo, X.Y.; Xiang, D. Effect of CoSO4 on the characteristics of micro-arc oxidation coatings. Surf. Eng. 2020, 36, 216–224. [Google Scholar] [CrossRef]
- Bai, Y.; Park, I.S.; Lee, S.J.; Bae, T.S.; Duncan, W.; Swain, M.; Lee, M.H. One-step approach for hydroxyapatite-incorporated TiO2 coating on titanium via a combined technique of micro-arc oxidation and electrophoretic deposition. Appl. Surf. Sci. 2011, 257, 7010–7018. [Google Scholar] [CrossRef]
- Li, H.; Sun, Y.; Zhang, J. Effect of ZrO2 particle on the performance of micro-arc oxidation coatings on Ti6Al4V. Appl. Surf. Sci. 2015, 342, 183–190. [Google Scholar] [CrossRef]
- Guo, Q.; Xu, D.; Yang, W.; Guo, Y.; Yang, Z.; Li, J.; Gao, P. Synthesis, corrosion, and wear resistance of a black microarc oxidation coating on pure titanium. Surf. Coatings Technol. 2020, 386, 125454. [Google Scholar] [CrossRef]
- Yang, W.; Wu, S.; Xu, D.; Gao, W.; Yao, Y.; Guo, Q.; Chen, J. Preparation and performance of alumina ceramic coating doped with aluminum nitride by micro arc oxidation. Ceram. Int. 2020, 46, 17112–17116. [Google Scholar] [CrossRef]
- Chen, Q.; Jiang, Z.; Tang, S.; Dong, W.; Tong, Q.; Li, W. Influence of graphene particles on the micro-arc oxidation behaviors of 6063 aluminum alloy and the coating properties. Appl. Surf. Sci. 2017, 423, 939–950. [Google Scholar] [CrossRef]
- Zheng, Z.; Zhao, M.-C.; Tan, L.; Zhao, Y.-C.; Xie, B.; Yin, D.; Yang, K.; Atrens, A. Corrosion behavior of a self-sealing coating containing CeO2 particles on pure Mg produced by micro-arc oxidation. Surf. Coatings Technol. 2020, 386, 125456. [Google Scholar] [CrossRef]
- Ma, X.; Jin, S.; Wu, R.; Zhang, S.; Hou, L.; Krit, B.; Betsofen, S.; Liu, B. Influence of combined B4C/C particles on the properties of microarc oxidation coatings on Mg-Li alloy. Surf. Coatings Technol. 2022, 438, 128399. [Google Scholar] [CrossRef]
- Liu, J.W.; Wang, P.; Tang, Y.T.; Xiong, D.; Sun, X.Y.; Hu, J.; Gong, Z.Y.; Yang, B.; Gong, Y.B.; Xiang, D. Effect of Bi2S3 on Characteristics of Micro-arc Oxidation Coating formed on TC4 Alloy. Int. J. Electrochem. Sci. 2021, 16, 150919. [Google Scholar] [CrossRef]
- Mueller, M.; Hilpert, K.; Singheiser, L. High temperature corrosion of MoSi2–HfO2 composites in coal slag. J. Phys. Chem. Solids 2005, 66, 509–512. [Google Scholar] [CrossRef]
- Badawy, W.A.; Al-Kharafi, F.M. The electrochemical behaviour of naturally passivated hafnium in aqueous solutions of different pH. J. Mater. Sci. 1999, 34, 2483–2491. [Google Scholar] [CrossRef]
- Daubert, J.S.; Hill, G.T.; Gotsch, H.N.; Gremaud, A.P.; Ovental, J.S.; Williams, P.S.; Oldham, C.J.; Parsons, G.N. Corrosion Protection of Copper Using Al2O3, TiO2, ZnO, HfO2, and ZrO2 Atomic Layer Deposition. ACS Appl. Mater. Interfaces 2017, 9, 4192–4201. [Google Scholar] [CrossRef]
- Esplandiu, M.J.; Patrito, E.M.; Macagno, V.A. Characterization of hafnium anodic oxide films: An AC impedance investigation. Electrochim. Acta 1995, 40, 809–815. [Google Scholar] [CrossRef]
- Xiong, D.; Wang, P.; Shen, X.W.; Liu, J.W.; Yang, B.; Gong, Y.B.; Gong, Z.Y.; Hu, J.; Xiang, D. Addition of LuCl3 for Improving Micro-structure and Corrosion Resistance of Micro-arc Oxidation Coating Formed on 6061. Int. J. Electrochem. Sci. 2021, 16, 210460. [Google Scholar] [CrossRef]
- Huang, H.; Qiu, J.; Sun, M.; Liu, W.; Wei, X. Morphological evolution and burning behavior of oxide coating fabricated on aluminum immersed in etidronic acid at high current density. Surf. Coatings Technol. 2019, 374, 83–94. [Google Scholar] [CrossRef]
- Huang, H.; Wei, X.; Yang, J.; Wang, J. Influence of surface micro grooving pretreatment on MAO process of aluminum alloy. Appl. Surf. Sci. 2016, 389, 1175–1181. [Google Scholar] [CrossRef]
- Li, M.; Jin, Z.-X.; Zhang, W.; Bai, Y.-H.; Cao, Y.-Q.; Li, W.-M.; Wu, D.; Li, A.-D. Comparison of chemical stability and corrosion resistance of group IV metal oxide films formed by thermal and plasma-enhanced atomic layer deposition. Sci. Rep. 2019, 9, 10438. [Google Scholar] [CrossRef]
- Murr, L.; Inal, O. Crystal defects in coatings and their influence on coating properties. Thin Solid Films 1979, 64, 77–90. [Google Scholar] [CrossRef]
- Mareci, D.; Chelariu, R.; Iacoban, S.; Munteanu, C.; Bolat, G.; Sutiman, D. The Estimation of Localized Corrosion Behavior of Ni-Based Dental Alloys Using Electrochemical Techniques. J. Mater. Eng. Perform. 2011, 21, 1431–1439. [Google Scholar] [CrossRef]
- Mareci, D.; Bolat, G.; Istrate, B.; Munteanu, C.; Cailean, A. Effect of thermal oxidation on electrochemical corrosion behaviour of ZrTi alloys for dental applications. Mater. Corros. 2015, 66, 1529–1535. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element (wt/%) | O | Si | Ti | Hf |
|---|---|---|---|---|
| PEO | 49.4 | 16.7 | 33.9 | —— |
| PEO + HfO2 | 41.6 | 28.6 | 19.6 | 10.2 |
| Sample | Ecoor (V) | Icoor (A/cm2) | Corrosion Rate (mpy) |
|---|---|---|---|
| Substrate | −0.510 | 4.40 × 10−5 | 20.10 |
| PEO | −0.147 | 1.210 × 10−6 | 1.756 × 10−1 |
| PEO + HfO2 | 0.194 | 2.420 × 10−7 | 1.148 × 10−3 |
| Sample | RS (Ω·cm2) | C1 (Ω−1·cm−2 Sn) | n1 | R1 (Ω·cm2) | C2 (Ω−1·cm−2 Sn) | n2 | R2 (Ω·cm2) |
|---|---|---|---|---|---|---|---|
| Substrate | 9.63 | − | − | − | 2.146 × 10−5 | 0.8276 | 313.5 |
| PEO | 20.5 | 4.134 × 10−6 | 1 | 302.2 | 9.454 × 10−6 | 0.4739 | 6468 |
| PEO + HfO2 | 41.69 | 4.145 × 10−6 | 0.4498 | 442 | 6.13 × 10−5 | 0.7793 | 13,730 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, M.; Jiang, M.; Huang, H.; Yang, B.; Lin, Y.; Wang, P. Effect of HfO2 Particles on Ceramic Coating Fabricated on Ti6Al4V Alloy via Plasma Electrolytic Oxidation. Coatings 2023, 13, 967. https://doi.org/10.3390/coatings13050967
Sun M, Jiang M, Huang H, Yang B, Lin Y, Wang P. Effect of HfO2 Particles on Ceramic Coating Fabricated on Ti6Al4V Alloy via Plasma Electrolytic Oxidation. Coatings. 2023; 13(5):967. https://doi.org/10.3390/coatings13050967
Chicago/Turabian StyleSun, Manxi, Meiling Jiang, Hongjian Huang, Biao Yang, Yuhang Lin, and Ping Wang. 2023. "Effect of HfO2 Particles on Ceramic Coating Fabricated on Ti6Al4V Alloy via Plasma Electrolytic Oxidation" Coatings 13, no. 5: 967. https://doi.org/10.3390/coatings13050967