
Effect of Process Parameters on Electrodeposition Process of Co-Mo Alloy Coatings

Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Coating Characteristics
3. Results and Discussion
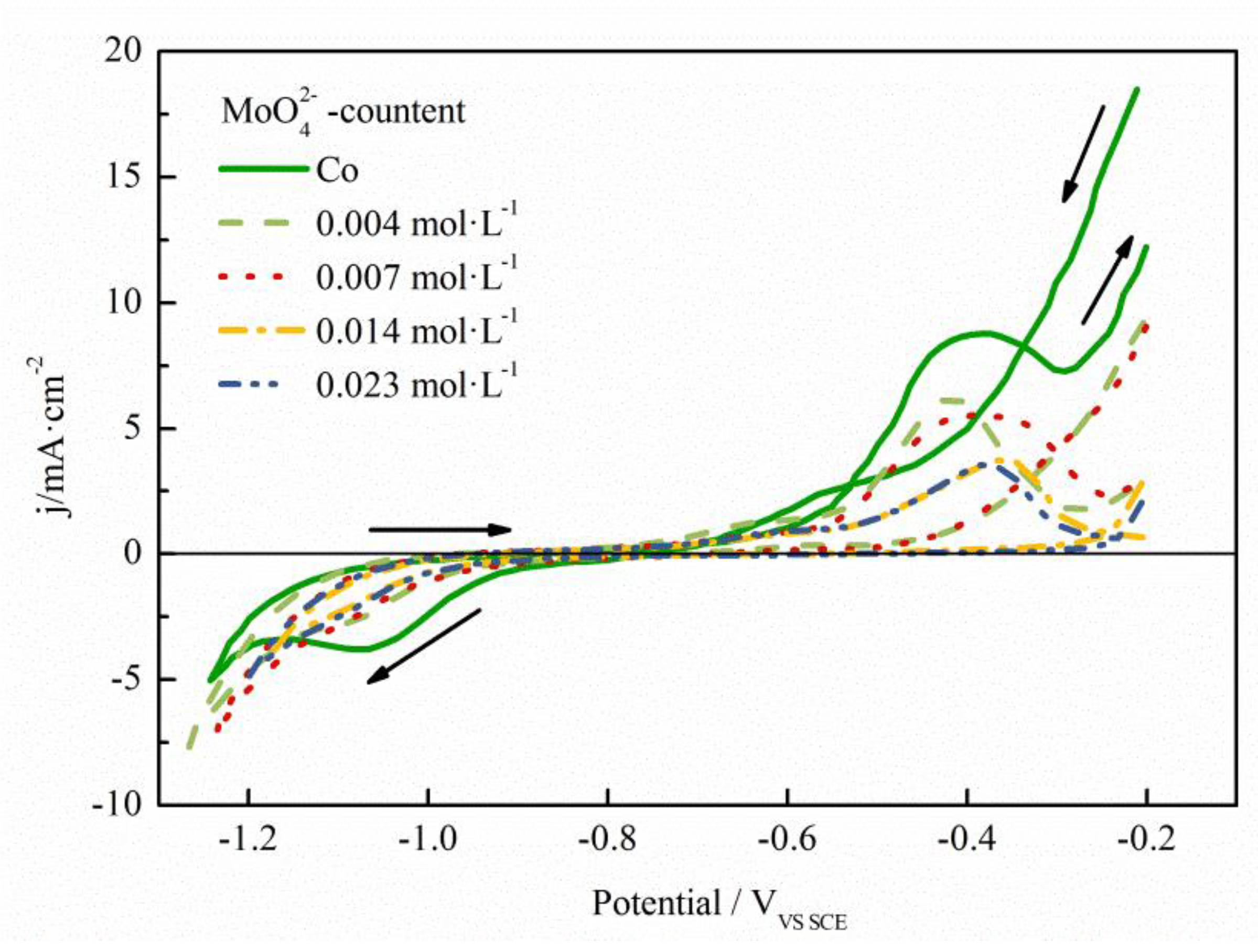
3.1. Effect of Sodium Molybdate Content on Cyclic Voltammetry Curve of Co-Mo Alloy Coating
3.2. Effect of Temperature on Cyclic Voltammetry Curve of Co-Mo Alloy Coating
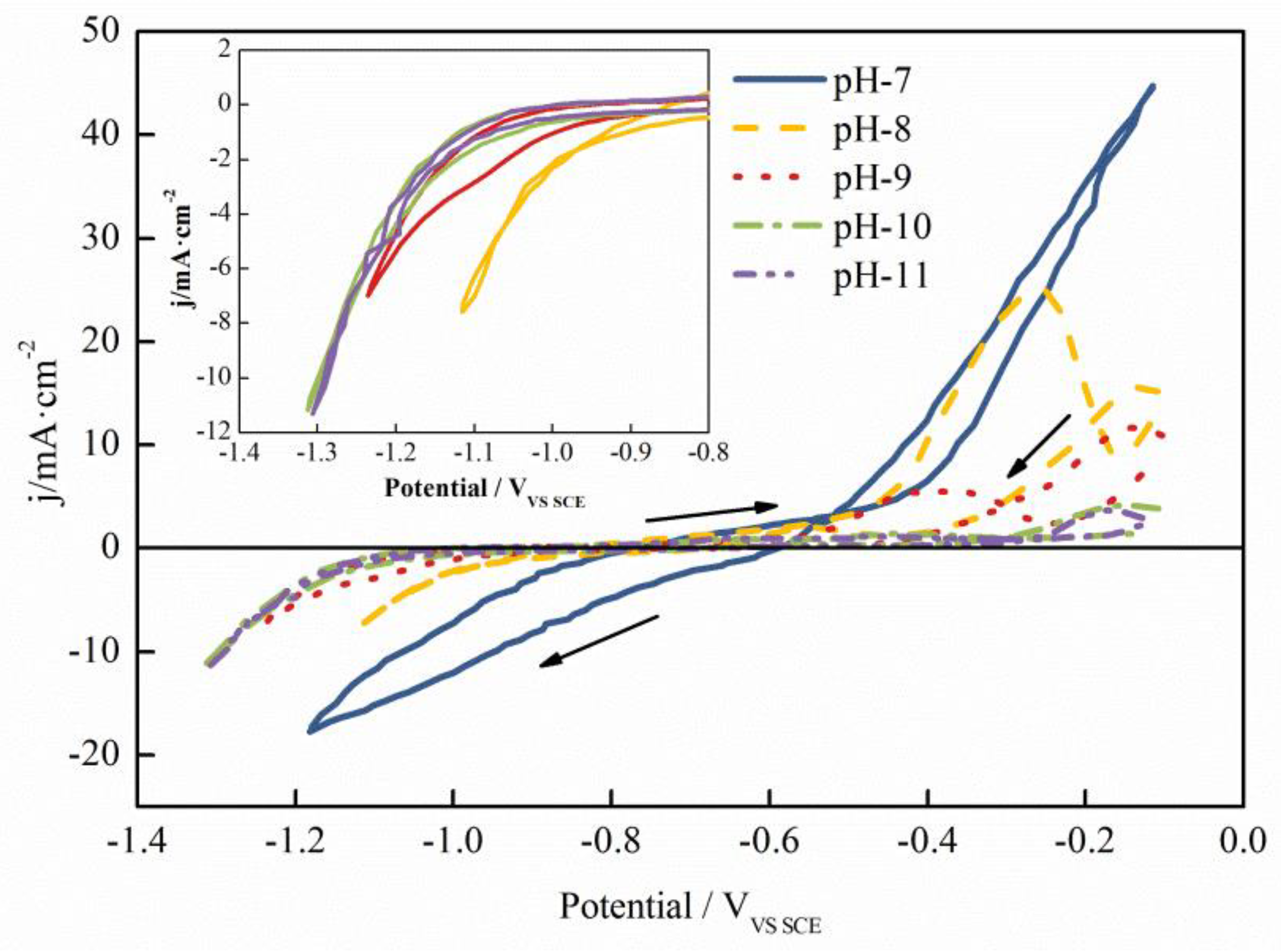
3.3. Effect of pH on Cyclic Voltammetry Curve of Co-Mo Alloy Coating
3.4. The Electrochemical Impedance Analysis of Co-Mo alloy Coating Electrode Surface
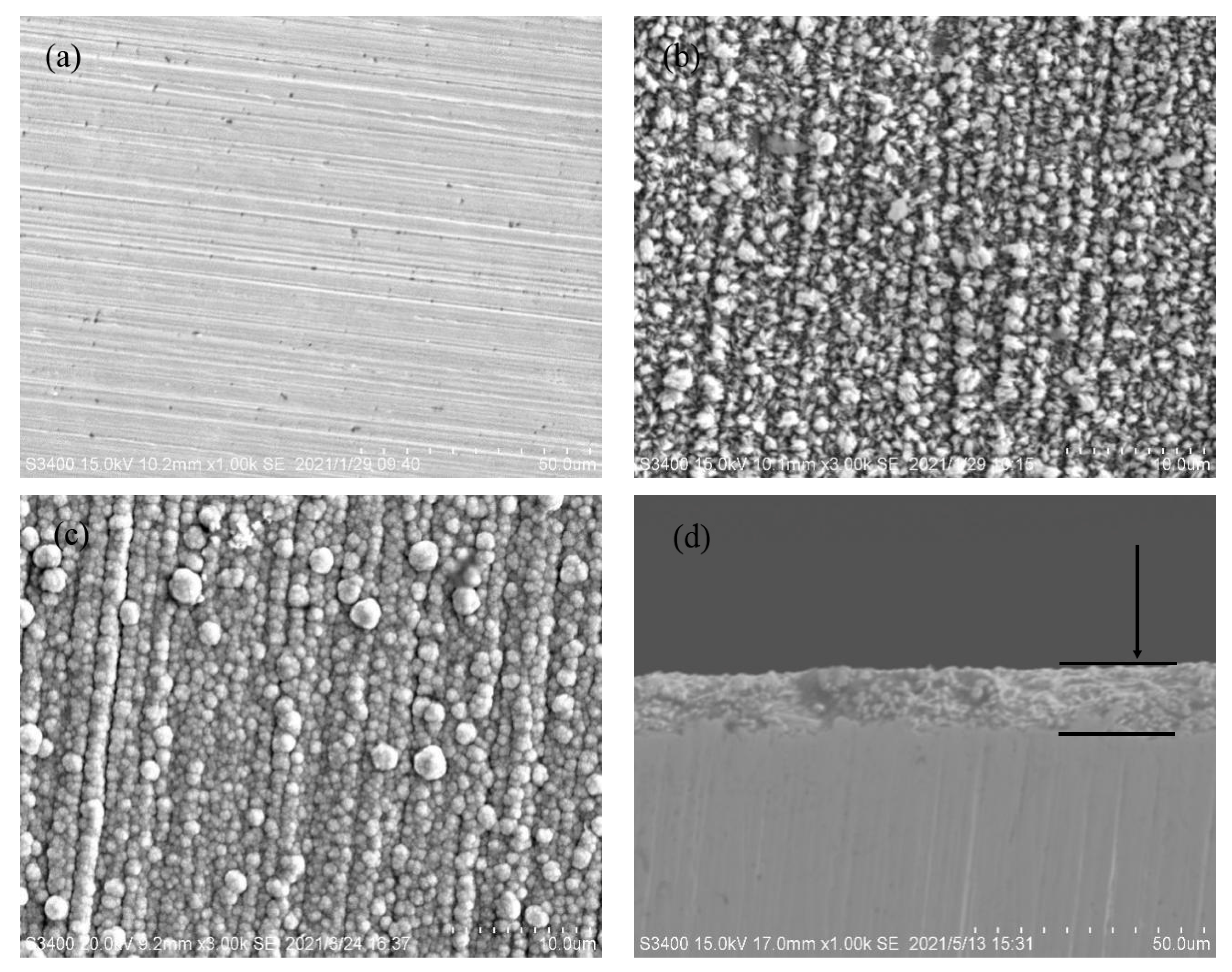
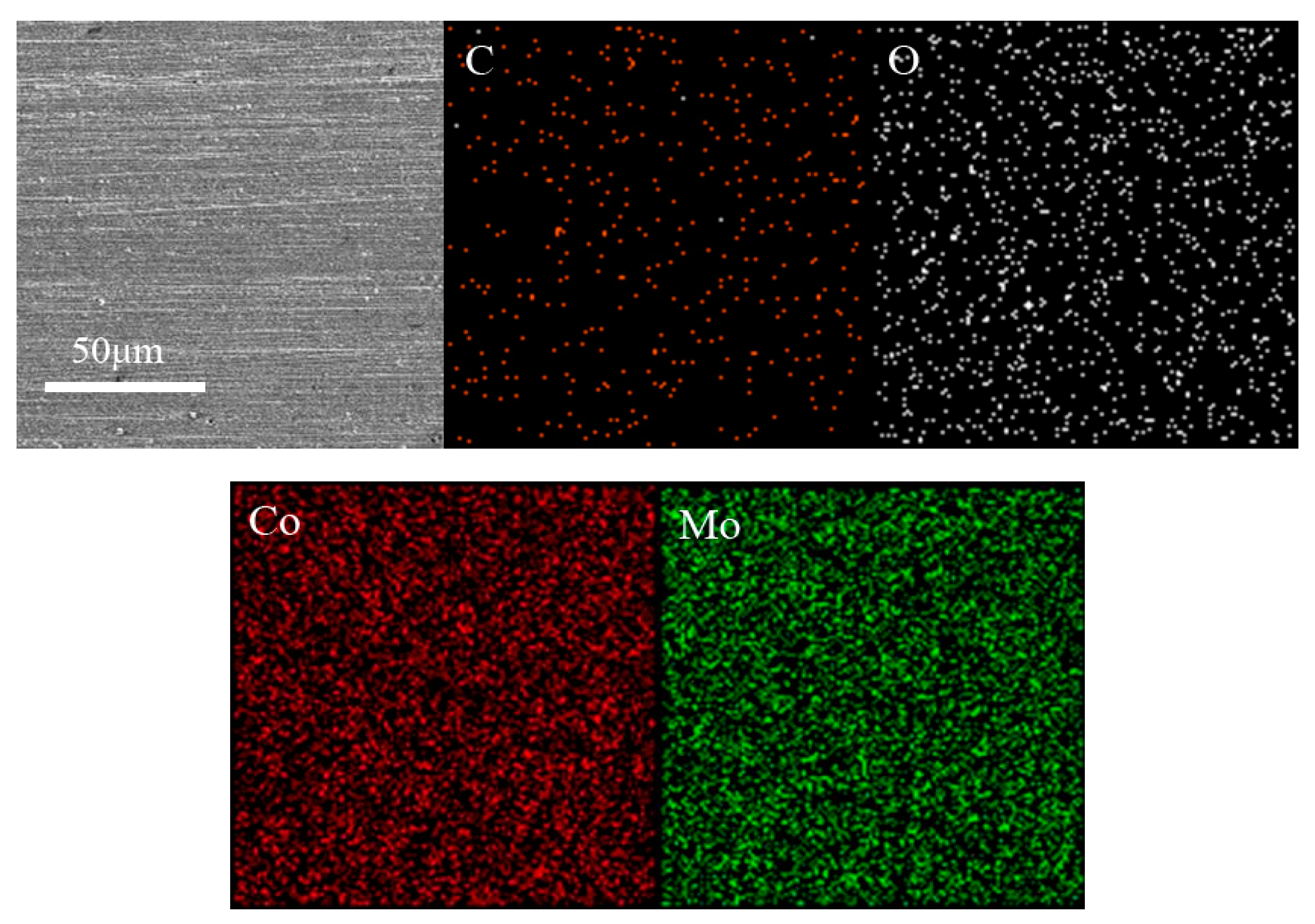
3.5. The Microstructure of the Coating under the Optimal Process Parameters
4. Conclusions
- (1)
- As the content of sodium molybdate increases, more Mo elements participate in the deposition process, and the current density of the cathode reduction reaction increases. At the same time, a higher Mo content can reduce the dissolution of the coating as an anode and improve the service life of the coating. However, excessive Mo element content will lead to cracks on the surface of the coating and affect its performance.
- (2)
- The deposition temperature will affect the processes of reduction deposition and oxidation dissolution of the coating. At low deposition temperatures, the deposition rate of the coating is slow, especially in the range of 30–40 °C, the deposited coating thickness is very thin, the content of Co and Mo elements is also very low, and the deposition efficiency is poor. This may be because the ions in the bath move at a relatively slow rate at low temperatures. With the increase in temperature, the characteristics of the reduction peak gradually become clearer, and the speed of ion movement in the bath increases the deposition rate of the coating, which promotes the deposition process of the coating. However, higher temperatures will also cause adverse effects on the stability of the plating solution. A high-quality coating with excellent corrosion resistance can be obtained at 50 °C with high deposition efficiency.
- (3)
- The pH of the plating bath will directly affect the reduction reaction process of MoO42− ions in the plating bath. With the increase in pH value, the reduction reaction rate of MoO42− ions decreases, and the cathodic reduction reaction current density decreases. At the same time, the peak current density of anodizing decreases with the decrease in the pH value of the plating solution, indicating that the alkaline plating solution has an inhibitory effect on the plating dissolution process.
- (4)
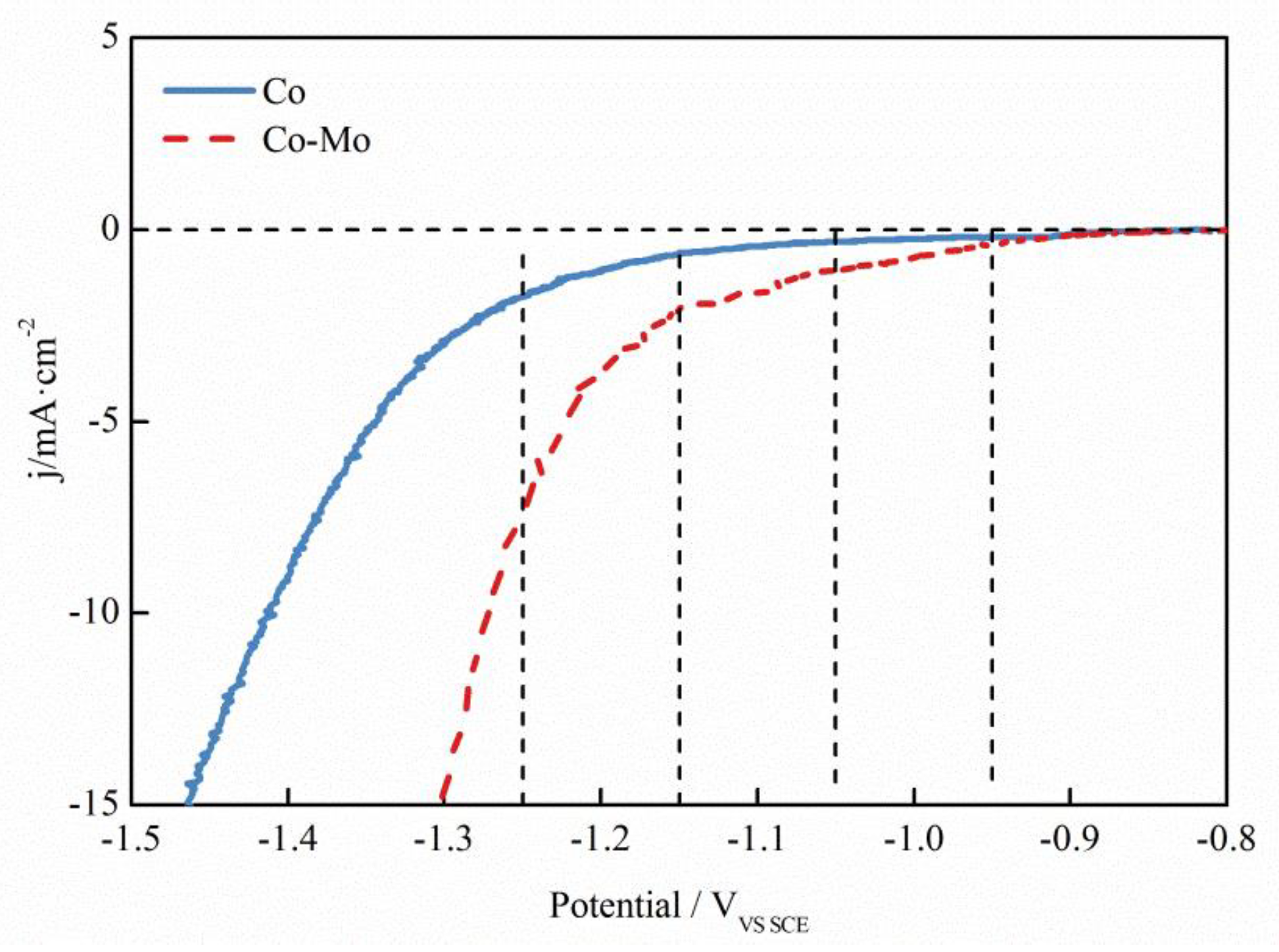
- In the deposition process, the Co coating maintains three time-constant characteristics, which represent the Faraday process, the double-layer capacitance and charge transfer process, and the diffusion process. The Co-Mo coating maintains two time-constant characteristics during deposition, corresponding to the Faraday process and diffusion process, and the Faraday process is the main process.
- (5)
- Based on the studies performed, the optimal coating parameters are as follows (such as those shown in Table 5): the main bath composition was adjusted to CoSO4·7H2O (0.14 mol/L), Na2MoO4·2H2O (0.007 mol/L) and Na3C6H5O7·2H2O (0.2 mol/L). We adjusted the plating solution pH (9) and used a constant temperature magnetic agitator to stir the composite plating solution (280–300 rad/min) before and during plating. We selected a current density of 30 mA·cm−2 and a temperature of 50 °C. Under the above technological parameters, the Co-Mo coating prepared by electrodeposition at 3600 s has better performance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, F.; Zhang, F.; Zheng, L.; Zhang, H. Structure and corrosion properties of Cr coating deposited on aerospace bearing steel. Appl. Surf. Sci. 2017, 423, 695–703. [Google Scholar] [CrossRef]
- Liang, A.; Li, Y.; Liang, H.; Ni, L.; Zhang, J. A favorable chromium coating electrodeposited from Cr(III) electrolyte reveals anti-wear performance similar to conventional hard chromium. Mater. Lett. 2017, 189, 221–224. [Google Scholar] [CrossRef]
- Huang, C.A.; Lin, C.K.; Chen, C.Y. Hardness variation and corrosion behavior of as-plated and annealed Cr–Ni alloy deposits electroplated in a trivalent chromium-based bath. Surf. Coat. Technol. 2009, 203, 3686–3691. [Google Scholar] [CrossRef]
- Cao, S.; Hu, S.-Z.; Luo, D.; Huang, T.; Zhang, N.; Lei, Y.-Z.; Wang, Y. Bio-inspired one-step structure adjustment and chemical modification of melamine foam toward highly efficient removal of hexavalent chromium ions. Sep. Purif. Technol. 2021, 275, 119257. [Google Scholar] [CrossRef]
- Ukhurebor, K.E.; Aigbe, U.O.; Onyancha, R.B.; Nwankwo, W.; Osibote, O.A.; Paumo, H.K.; Ama, O.M.; Adetunji, C.O.; Siloko, I.U. Effect of hexavalent chromium on the environment and removal techniques: A review. J. Environ. Manag. 2020, 280, 111809. [Google Scholar] [CrossRef]
- Xu, G.-R.; Wang, J.-N.; Li, C.-J. Preparation of hierarchically nanofibrous membrane and its high adaptability in hexavalent chromium removal from water. Chem. Eng. J. 2012, 198–199, 310–317. [Google Scholar] [CrossRef]
- Prabhakar, J.M.; Varanasi, R.S.; da Silva, C.C.; Saba; de Vooys, A.; Erbe, A.; Rohwerder, M. Chromium coatings from trivalent chromium plating baths: Characterization and cathodic delamination behaviour. Corros. Sci. 2021, 187, 109525. [Google Scholar] [CrossRef]
- Smart, D.; Such, T.; Wake, S. A novel trivalent chromium electroplating bath. Trans. IMF 2017, 61, 105–110. [Google Scholar] [CrossRef]
- Van Phuong, N.; Kwon, S.-C.; Lee, J.-Y.; Shin, J.; Huy, B.T.; Lee, Y.-I. Mechanistic study on the effect of PEG molecules in a trivalent chromium electrodeposition process. Microchem. J. 2011, 99, 7–14. [Google Scholar] [CrossRef]
- Barnes, C.; Ward, J.J.B.; House, J.R. Development of a wholly aqueous, wholly inorganic trivalent chromium plating process. Trans. IMF 2017, 55, 73–77. [Google Scholar] [CrossRef]
- Kwon, S.; Kim, M.; Park, S.; Kim, D.; Nam, K.; Choi, Y. Characterization of intermediate Cr-C layer fabricated by electrodeposition in hexavalent and trivalent chromium baths. Surf. Coatings Technol. 2004, 183, 151–156. [Google Scholar] [CrossRef]
- Ward, J.J.B.; Christie, I.R.A.; Carter, V.E. A pilot scale evaluation of a trivalent chromium plating process. Trans. IMF 2017, 49, 97–104. [Google Scholar] [CrossRef]
- Szczygieł, B.; Laszczyńska, A.; Tylus, W. Influence of molybdenum on properties of Zn–Ni and Zn–Co alloy coatings. Surf. Coat. Technol. 2010, 204, 1438–1444. [Google Scholar] [CrossRef]
- Bigos, A.; Beltowska-Lehman, E.; Kot, M. Studies on electrochemical deposition and physicochemical properties of nanocrystalline Ni-Mo alloys. Surf. Coatings Technol. 2017, 317, 103–109. [Google Scholar] [CrossRef]
- Gómez, E.; Pellicer, E.; Vallés, E. Structural, magnetic and corrosion properties of electrodeposited cobalt–nickel–molybdenum alloys. Electrochem. Commun. 2005, 7, 275–281. [Google Scholar] [CrossRef]
- Kazimierczak, H.; Ozga, P.; Berent, K.; Kot, M. Microstructure and micromechanical properties of electrodeposited Zn–Mo coatings on steel. J. Alloys Compd. 2015, 636, 156–164. [Google Scholar] [CrossRef]
- Kazimierczak, H.; Ozga, P.; Świątek, Z.; Bielańska, E. Characterisation of Zn–Mo alloy layers electrodeposited from aqueous citrate solution. J. Alloys Compd. 2013, 578, 82–89. [Google Scholar] [CrossRef]
- Zeng, Y.; Li, Z.; Ma, M.; Zhou, S. In situ surface Raman study of the induced codeposition mechanism of Ni–Mo alloys. Electrochem. Commun. 2000, 2, 36–38. [Google Scholar] [CrossRef]
- Pellicer, E.; Gómez, E.; Vallés, E. Use of the reverse pulse plating method to improve the properties of cobalt–molybdenum electrodeposits. Surf. Coat. Technol. 2006, 201, 2351–2357. [Google Scholar] [CrossRef]
- Costovici, S.; Manea, A.-C.; Visan, T.; Anicai, L. Investigation of Ni-Mo and Co-Mo alloys electrodeposition involving choline chloride based ionic liquids. Electrochim. Acta 2016, 207, 97–111. [Google Scholar] [CrossRef]
- Krawiec, H.; Vignal, V.; Krystianiak, A.; Gaillard, Y.; Zimowski, S. Mechanical Properties and Corrosion Behaviour after scratch and tribological tests of electrodeposited Co-Mo/Tio2 nano-composite coatings. Appl. Surf. Sci. 2019, 475, 162–174. [Google Scholar] [CrossRef]
- Krawiec, H.; Vignal, V.; Latkiewicz, M.; Herbst, F. Structure and Corrosion Behaviour of Electrodeposited Co-Mo/Tio2 Nano-Composite Coatings. Appl. Surf. Sci. 2018, 427, 1124–1134. [Google Scholar] [CrossRef]
- Liu, J.; Li, W.; Pei, Z.; Gong, J.; Sun, C. Investigations on the structure and properties of nanocrystalline Ni-Mo alloy coatings. Mater. Charact. 2020, 167, 110532. [Google Scholar] [CrossRef]
- Bigos, A.; Janusz-Skuza, M.; Szczerba, M.J.; Kot, M.; Zimowski, S.; Dębski, A.; Beltowska-Lehman, E. The effect of heat treatment on the microstructural changes in electrodeposited Ni-Mo coatings. J. Mater. Process. Technol. 2020, 276, 116397. [Google Scholar] [CrossRef]
- Han, L.; Jeurgens, L.P.; Cancellieri, C.; Wang, J.; Xu, Y.; Huang, Y.; Liu, Y.; Wang, Z. Anomalous texture development induced by grain yielding anisotropy in Ni and Ni-Mo alloys. Acta Mater. 2020, 200, 857–868. [Google Scholar] [CrossRef]
- Gómez, E.; Pellicer, E.; Vallés, E. Influence of the bath composition and the pH on the induced cobalt–molybdenum electrodeposition. J. Electroanal. Chem. 2003, 556, 137–145. [Google Scholar] [CrossRef]
- Krawiec, H.; Vignal, V.; Latkiewicz, M. Structure and electrochemical behaviour in the Ringer’s solution at 25 °C of electrodeposited Co-Mo nanocrystalline coating. Mater. Chem. Phys. 2016, 183, 121–130. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | C | Mn | Si | S | P |
|---|---|---|---|---|---|
| Balance | 0.142 | 0.311 | 0.330 | 0.041 | 0.043 |
| MoO42− Content | ENu | ECo | NOP |
|---|---|---|---|
| mol·L−1 | V | V | V |
| 0.000 | −0.758 | −0.868 | 0.110 |
| 0.004 | −0.720 | −0.947 | 0.227 |
| 0.007 | −0.689 | −0.950 | 0.261 |
| 0.014 | −0.555 | −0.917 | 0.362 |
| 0.023 | −0.514 | −0.944 | 0.430 |
| T/°C | ENu/V | ECo/V | NOP/V |
|---|---|---|---|
| 30 | −0.498 | −0.931 | 0.433 |
| 40 | −0.723 | −0.959 | 0.236 |
| 50 | −0.711 | −0.973 | 0.262 |
| 60 | −0.749 | −0.948 | 0.199 |
| 70 | −0.748 | −0.946 | 0.198 |
| pH | ENu/V | ECo/V | NOP/V |
|---|---|---|---|
| 7 | −0.613 | −0.763 | 0.150 |
| 8 | −0.693 | −0.831 | 0.138 |
| 9 | −0.689 | −0.950 | 0.261 |
| 10 | −0.679 | −0.973 | 0.294 |
| 11 | −0.671 | −0.993 | 0.322 |
| Category | Name | Condition |
|---|---|---|
| Plating bath composition | CoSO4·7H2O | 0.14 mol/L |
| Na2MoO4·2H2O | 0.007 mol/L | |
| Na3C6H5O7·2H2O | 0.2 mol/L | |
| Process parameters | Current density | 30 mA·cm−2 |
| pH | 9 | |
| Temperature | 50 °C | |
| Time | 3600 s | |
| Rotate speed | 280–300 rad/min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nan, X.; Wang, F.; Xin, S.; Zhu, X.; Zhou, Q. Effect of Process Parameters on Electrodeposition Process of Co-Mo Alloy Coatings. Coatings 2023, 13, 665. https://doi.org/10.3390/coatings13040665
Nan X, Wang F, Xin S, Zhu X, Zhou Q. Effect of Process Parameters on Electrodeposition Process of Co-Mo Alloy Coatings. Coatings. 2023; 13(4):665. https://doi.org/10.3390/coatings13040665
Chicago/Turabian StyleNan, Xiang, Fu Wang, Sensen Xin, Xuewei Zhu, and Qiongyu Zhou. 2023. "Effect of Process Parameters on Electrodeposition Process of Co-Mo Alloy Coatings" Coatings 13, no. 4: 665. https://doi.org/10.3390/coatings13040665