
Mechanical Strengths of Alkali-Activated Blast Furnace Slag Powder with Different Alkali Activators and Plant Fibers
 , ,
, ,
Abstract
:1. Introduction
2. Experimental
2.1. Raw Materials
2.2. Specimens’ Preparation
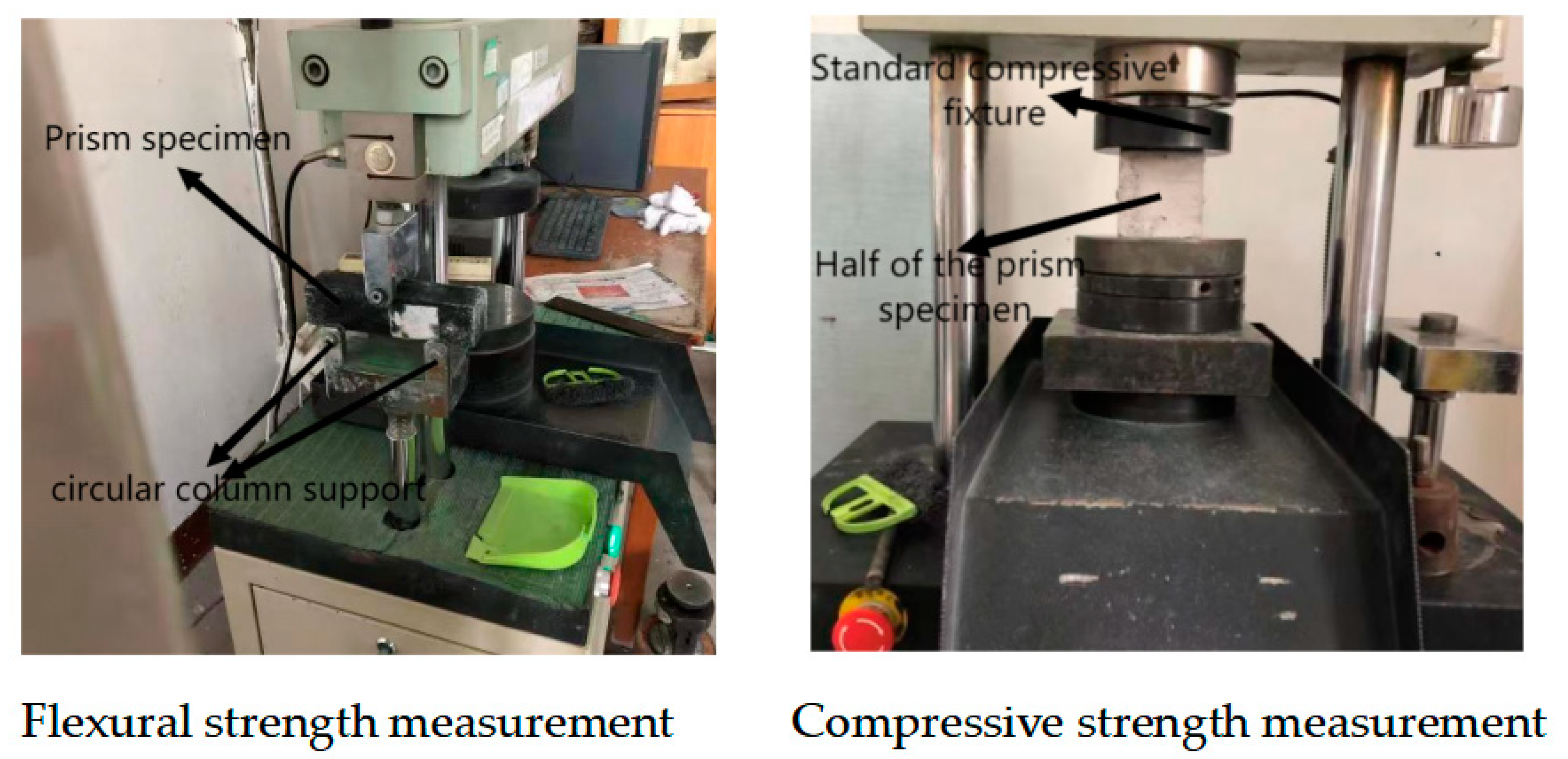
2.3. Measurement Methods
Measurement of Mechanical Strength
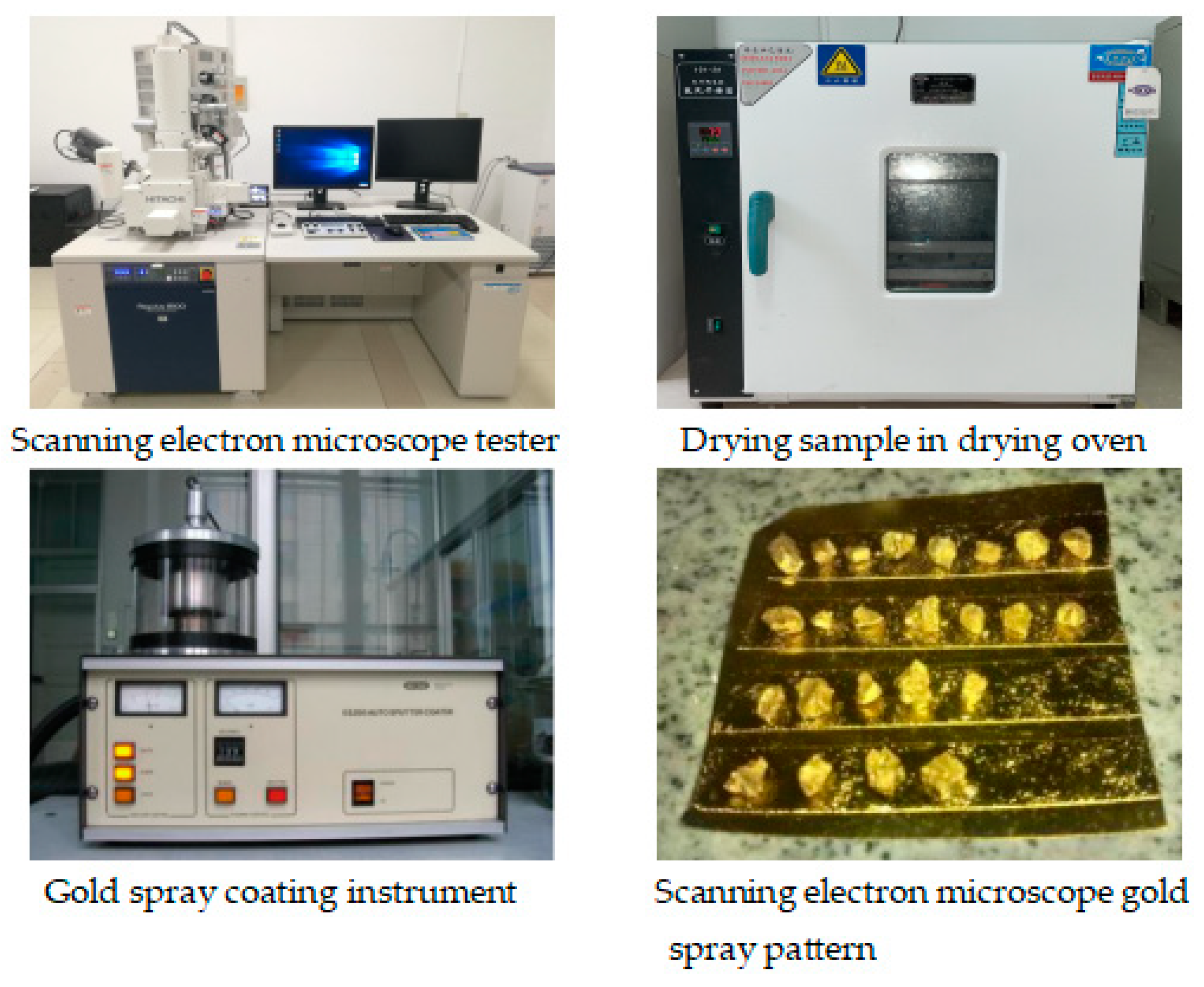
2.4. Steps of Micro-Performance
3. Results and Discussion
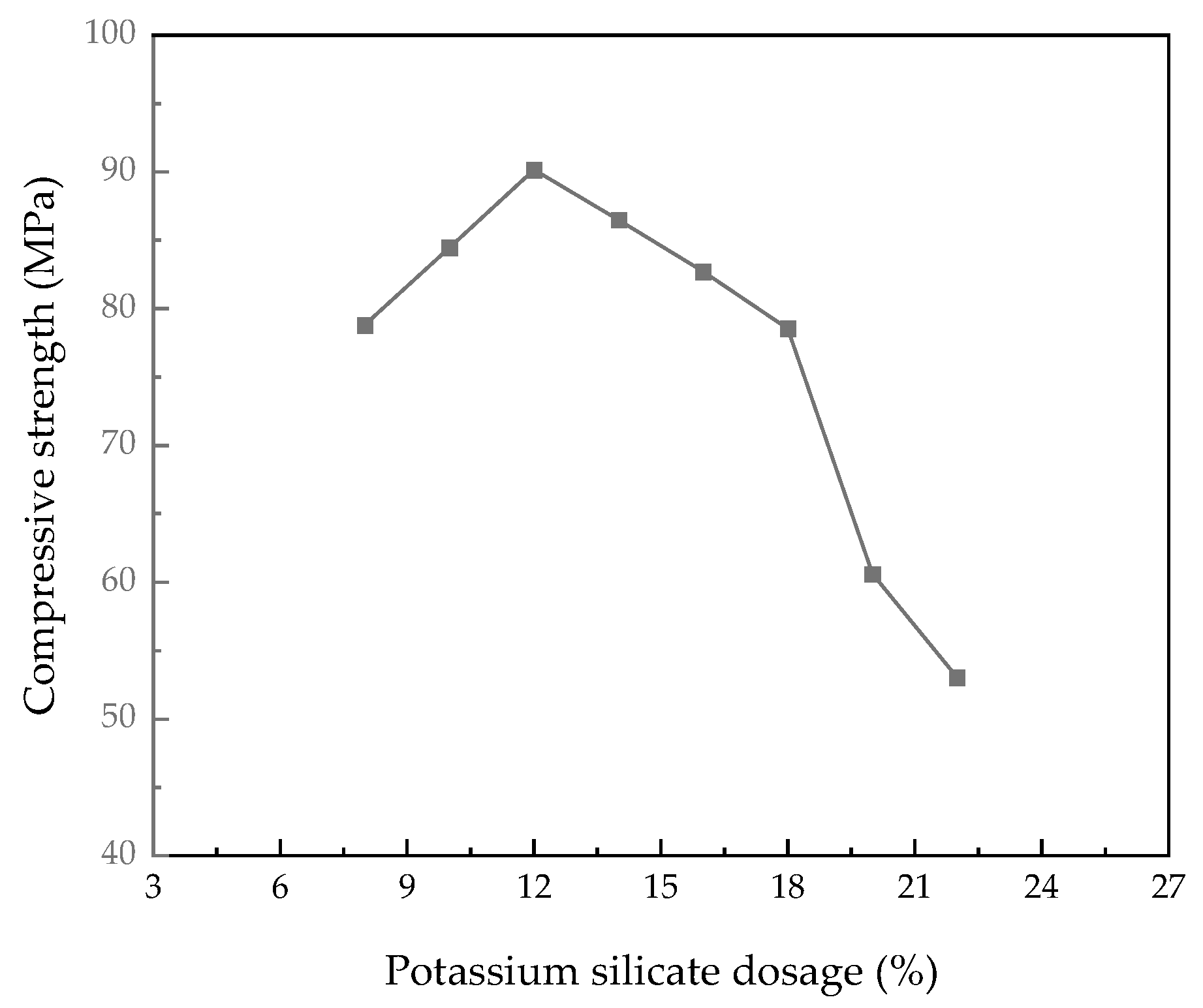
3.1. Influence of Silicate Type
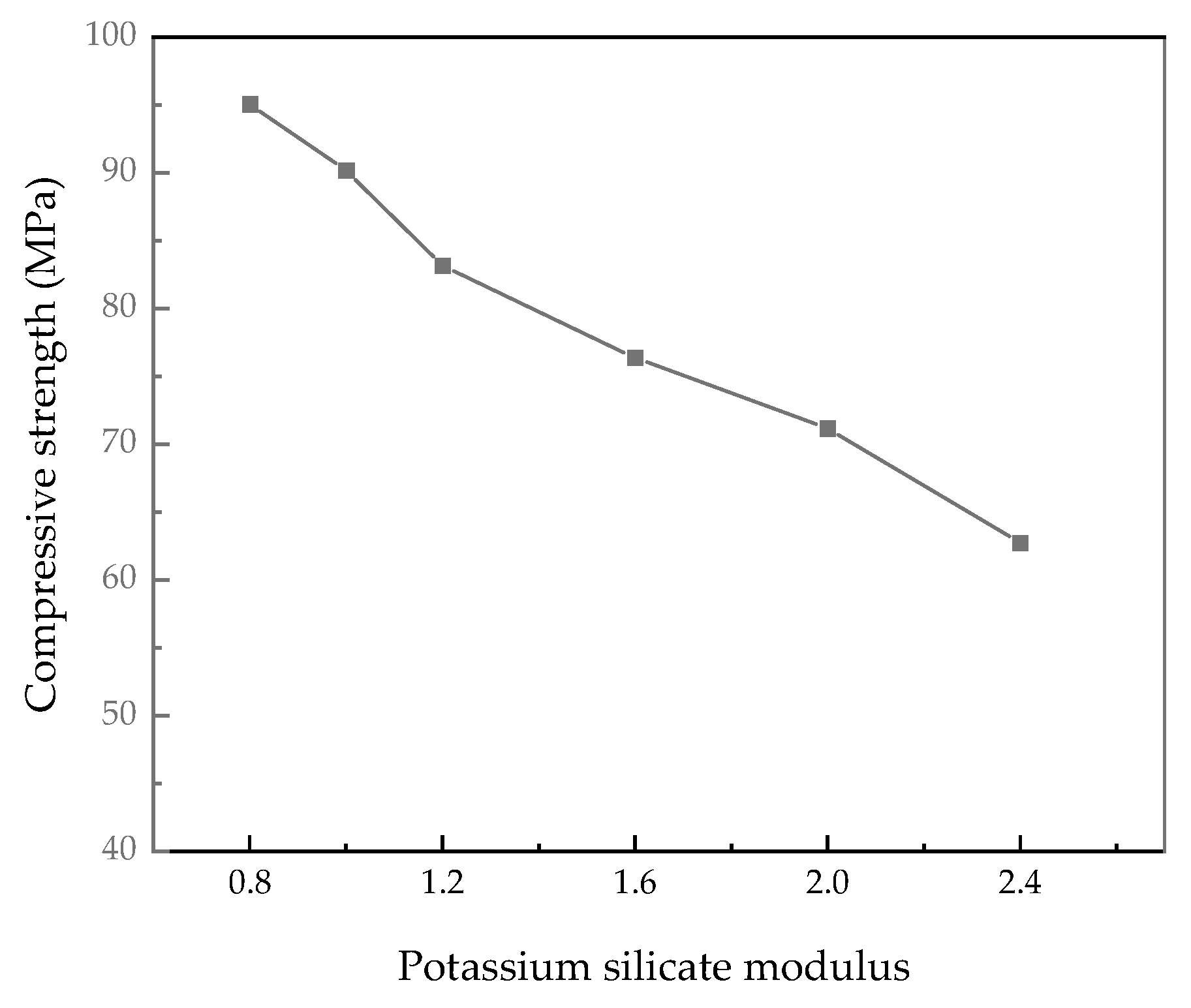
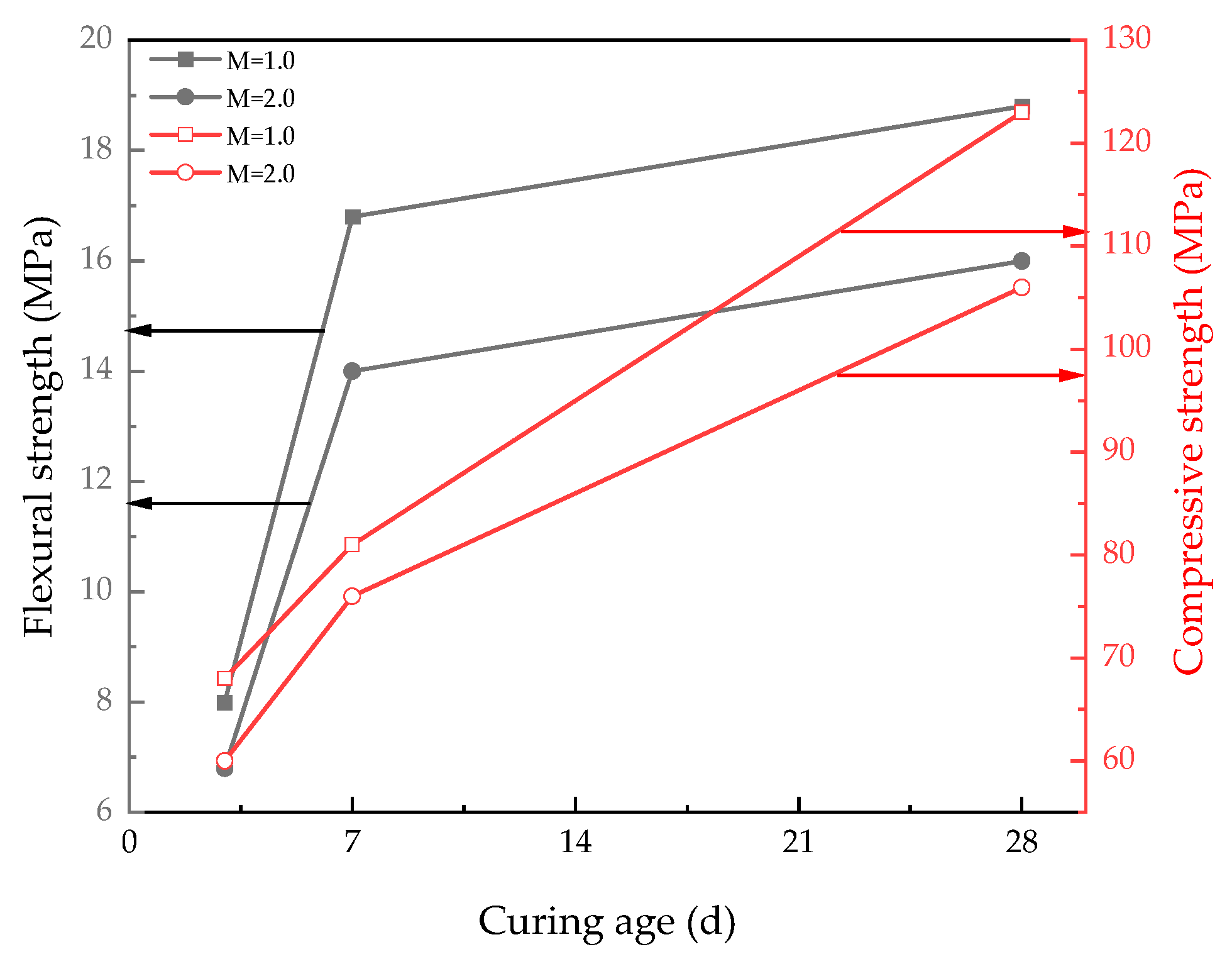
3.2. Influence of Modulus
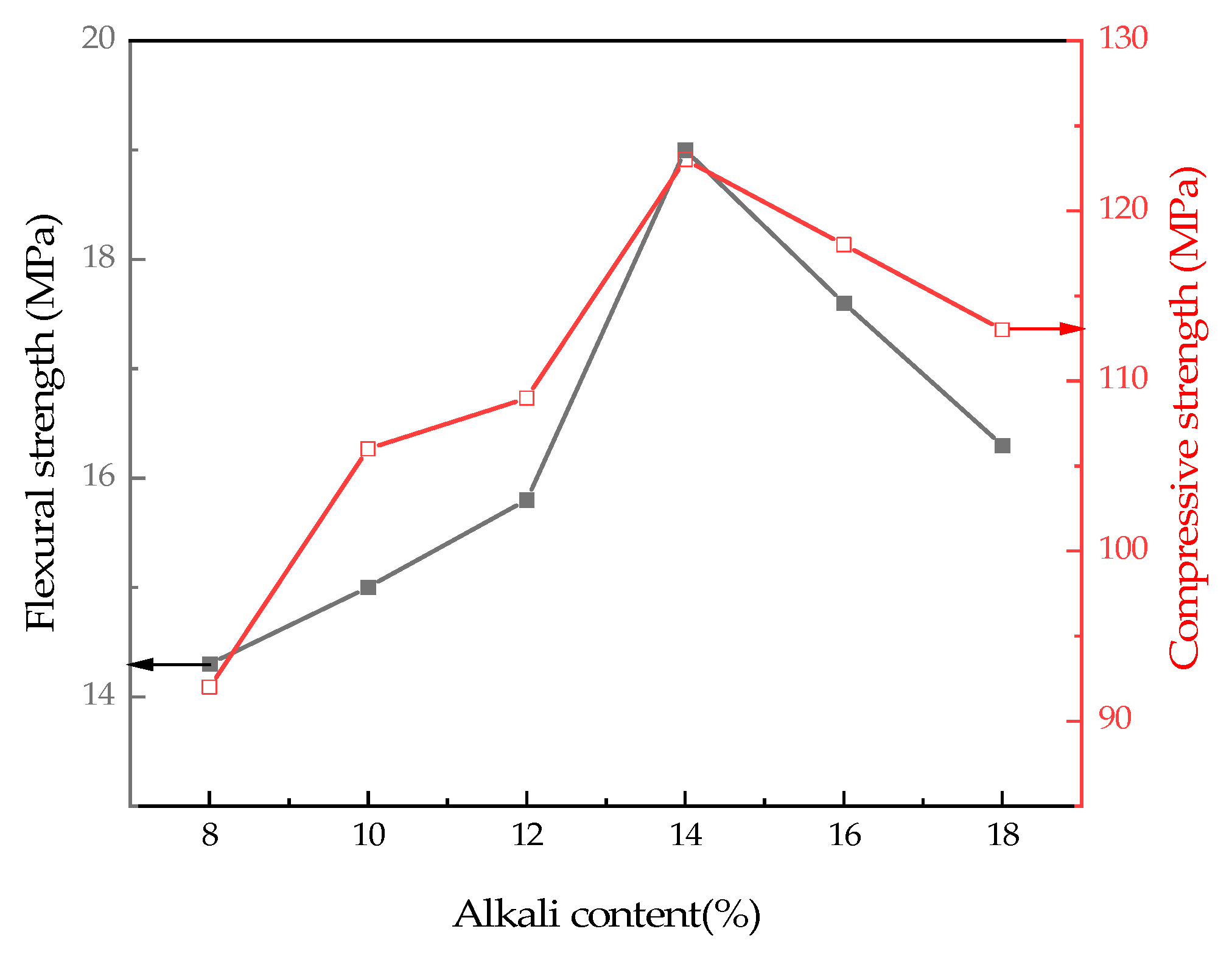
3.3. Effect of Alkali Content
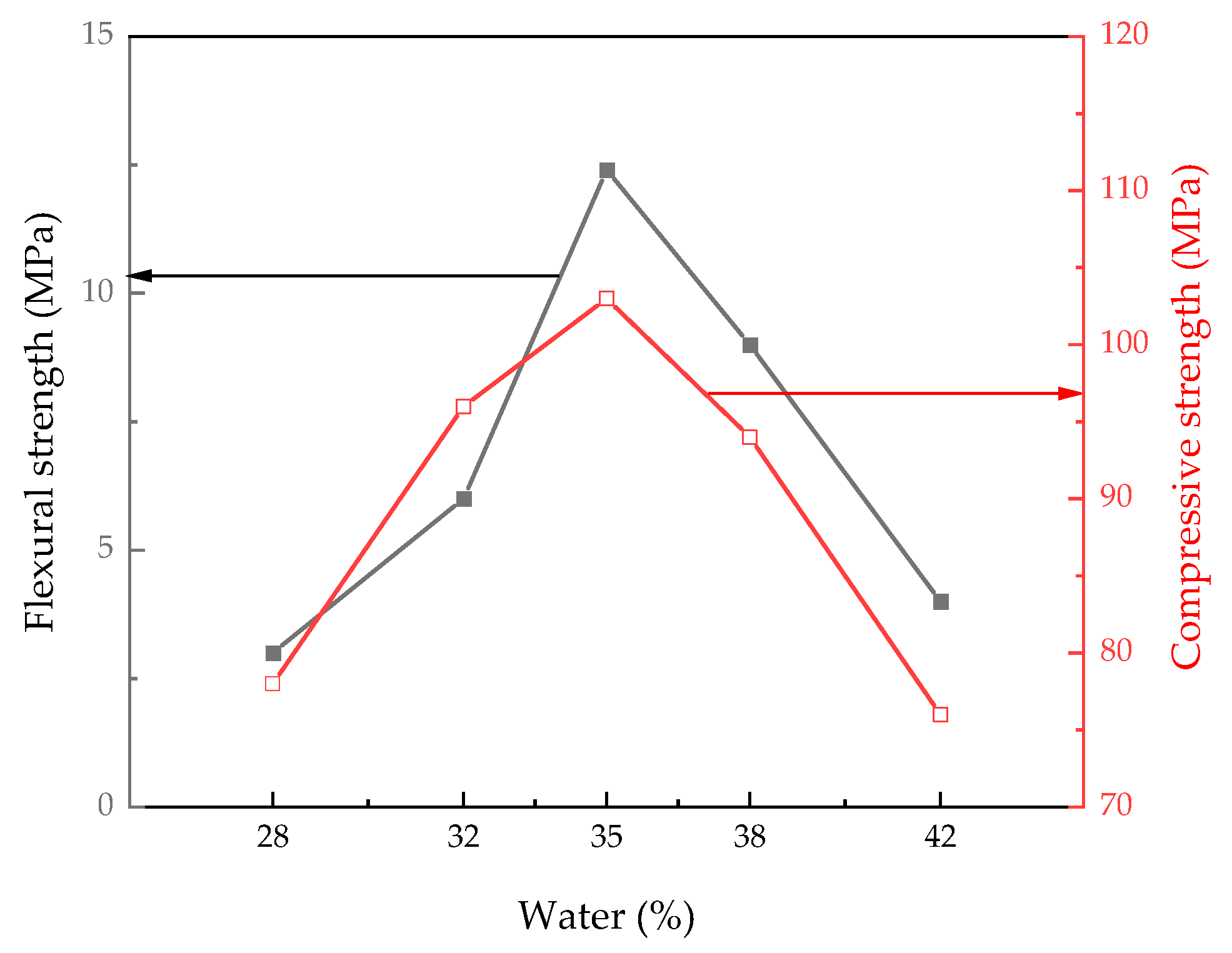
3.4. Effect of Water Consumption
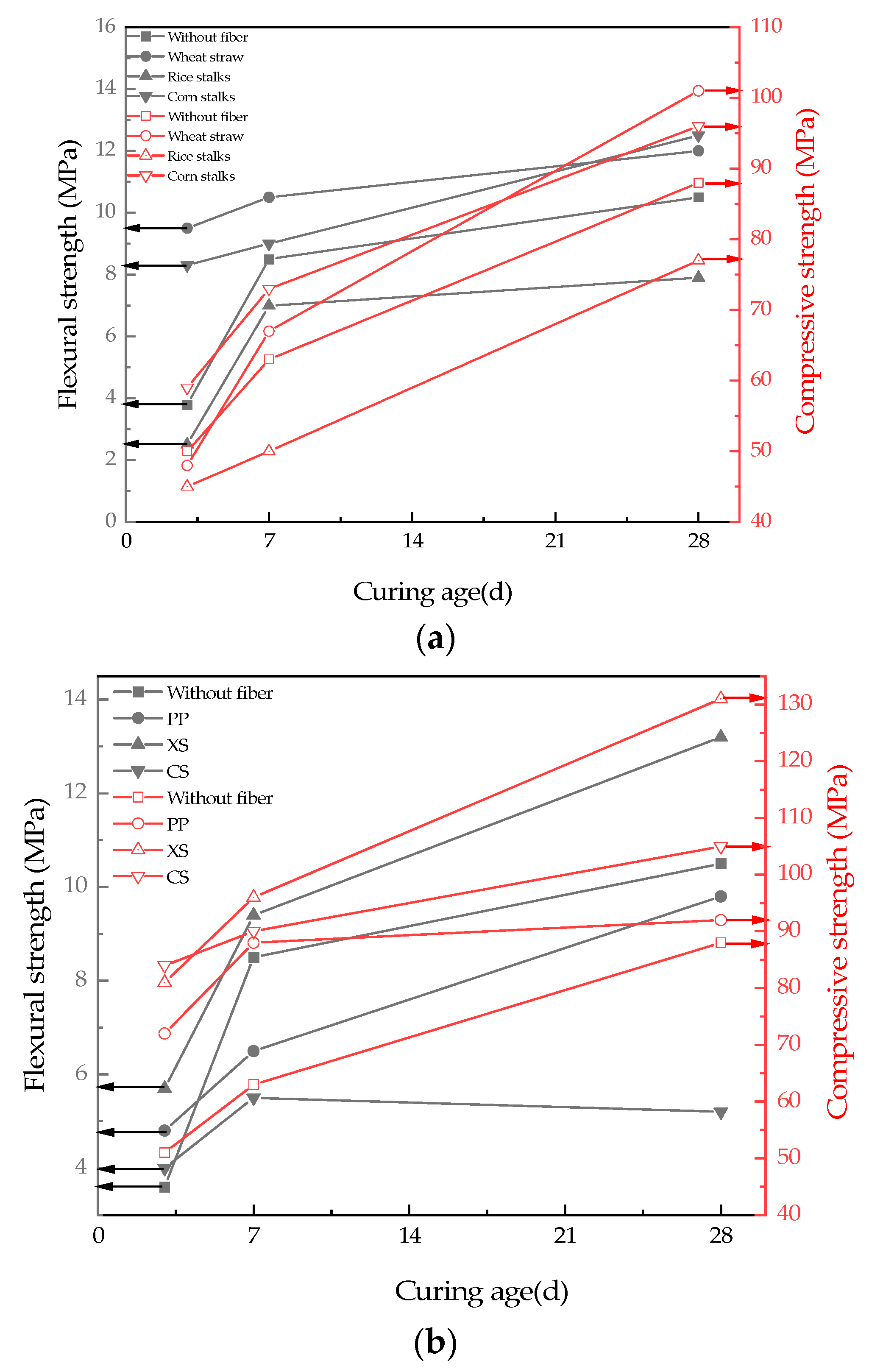
3.5. Effect of Plant Fiber Types
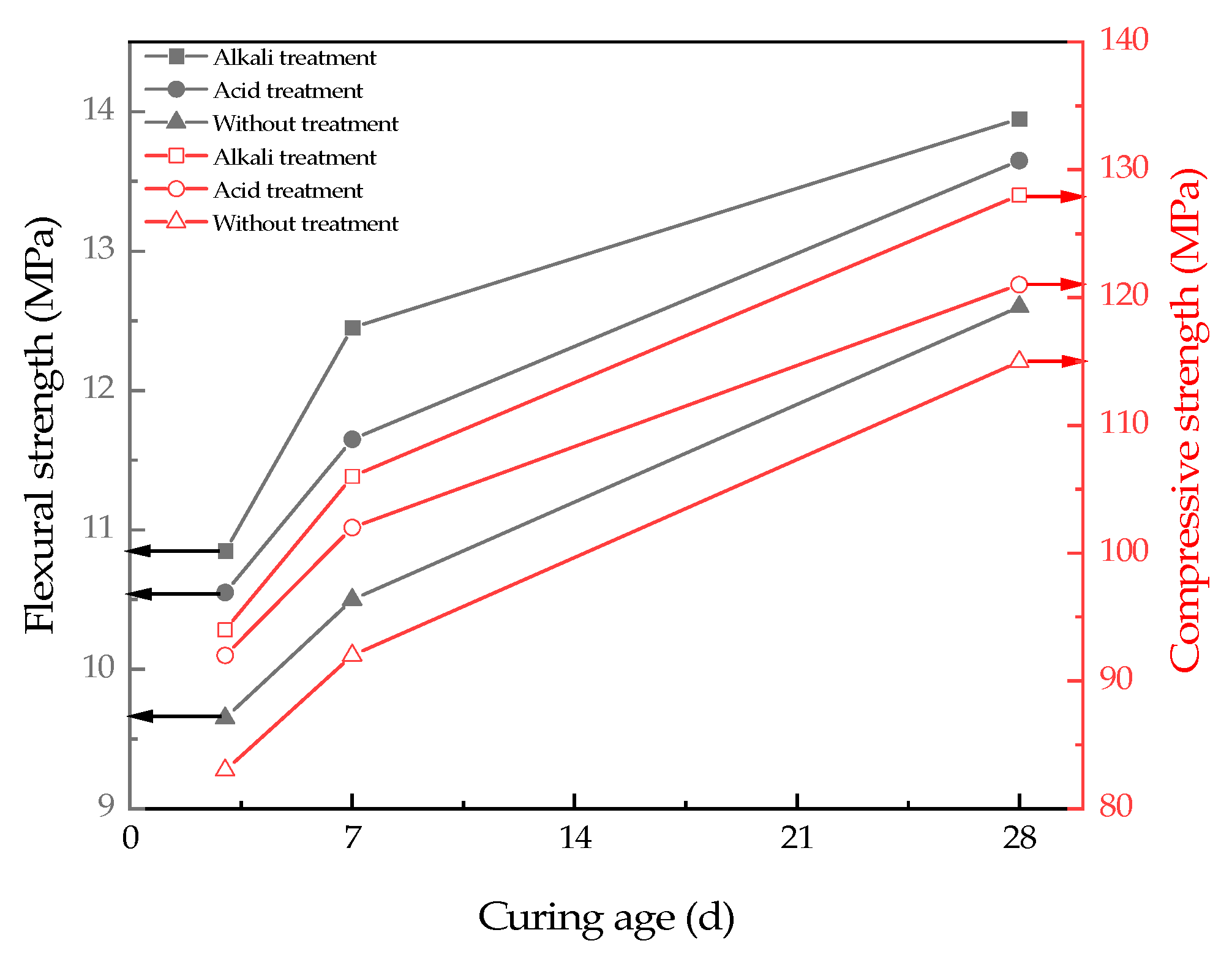
3.6. Effects of Different Treatment Methods on Plant Fiber
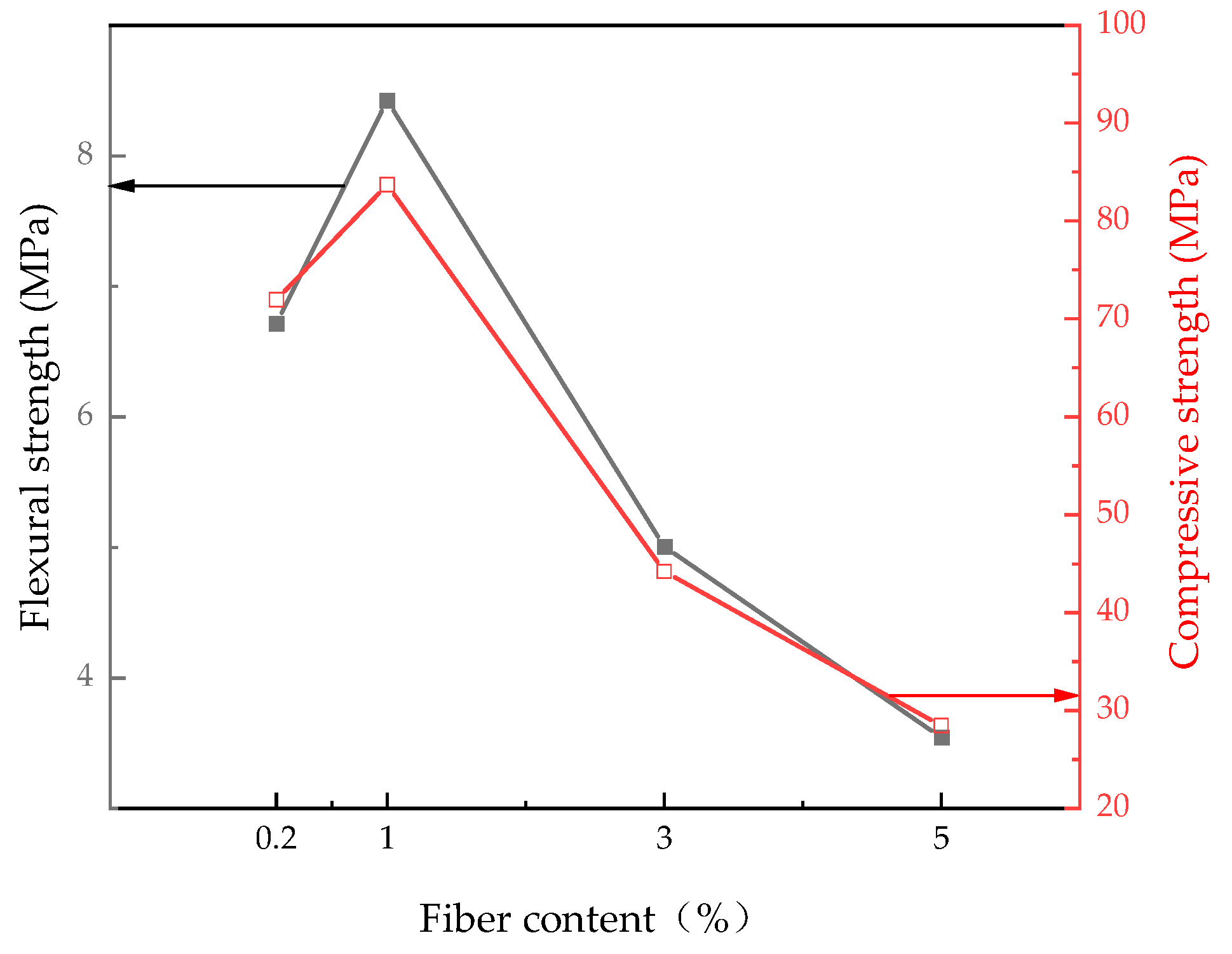
3.7. Effects of Plant Fiber Content
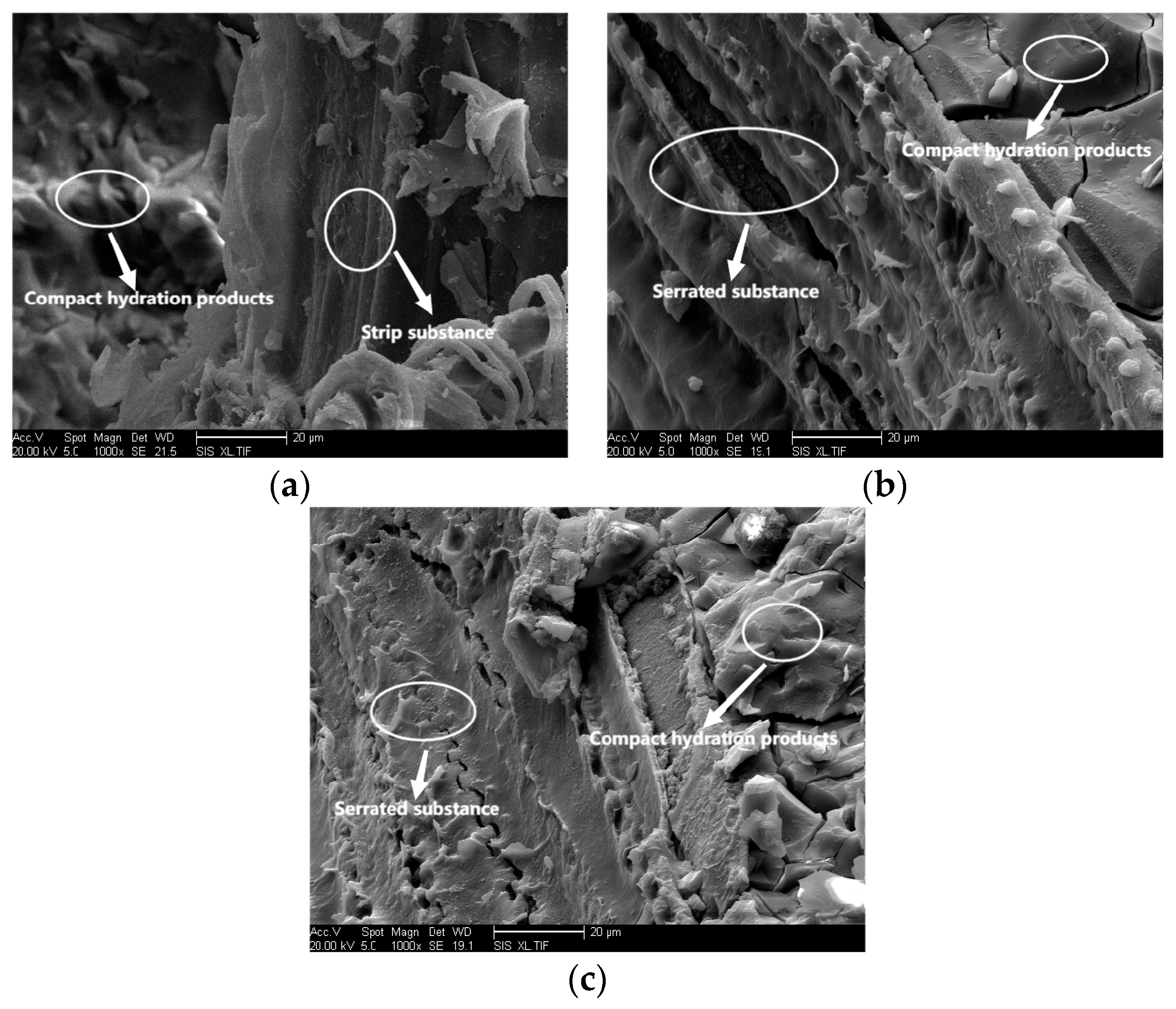
3.8. Scanning Electron Microscope
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Poudyal, L.; Adhikari, K. Environmental sustainability in cement industry: An integrated approach for green and economical cement production. Curr. Opin. Environ. Sustain. 2021, 4, 100024. [Google Scholar] [CrossRef]
- Provis, J.L.; Bernal, S.A. Geopolymers and related alkali-activated materials. Adv. Mater. Res. 2014, 44, 299–327. [Google Scholar] [CrossRef]
- Jegan, M.; Annadurai, R.; Kannan Rajkumar, P.R. A state of the art on effect of alkali activator, precursor, and fibers on properties of geopolymer composites. Constr. Mater. 2023, 18, e01891. [Google Scholar] [CrossRef]
- Van den Heede, P.; De Belie, N. Environmental impact and life cycle assessment (LCA) of traditional and ‘green’concretes: Literature review and theoretical calculations. Cem. Concr. Compos. 2012, 34, 431–442. [Google Scholar] [CrossRef]
- Bhutta, A.; Farooq, M.; Zanotti, C. Pull-out behavior of different fibers in geopolymer mortars: Effects of alkaline solution concentration and curing. Mater. Struct. 2017, 50, 80. [Google Scholar] [CrossRef]
- Hasanbeigi, A.; Price, L.; Lin, E. Emerging energy-efficiency and CO2 emission-reduction technologies for cement and concrete production: A technical review. Renew. Sustain. Energy Rev. 2012, 16, 6220–6238. [Google Scholar] [CrossRef] [Green Version]
- Guo, Y.; Luo, L.; Liu, T.; Hao, L.; Li, Y.; Liu, P.; Zhu, T. A review of low-carbon technologies and projects for the global cement industry. J. Environ. Sci. 2024, 136, 682–697. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, J.; Yang, X.; Ning, Y.; Ji, T. Effect mechanism of slag activity on the basic tensile creep of alkali-activated slag mortar. J. Build. Eng. 2023, 68, 105903. [Google Scholar] [CrossRef]
- Koppoju, M.; Mudimby, A.; Abhinay, A. Fracture parameters of flyash and GGBS based Alkali activated concrete. Mater. Today 2022, 65, 2053–2059. [Google Scholar] [CrossRef]
- Mohanty, S.; Roy, N.; Singh, S.P.; Sihag, P. Strength and durability of flyash, GGBS and cement clinker stabilized dispersive soil. Cold Reg. Sci. Technol. 2021, 191, 103358. [Google Scholar] [CrossRef]
- Varadharajan, S. Determination of mechanical properties and environmental impact due to inclusion of flyash and marble waste powder in concrete. Structures 2020, 25, 613–630. [Google Scholar] [CrossRef]
- Nishanth, L.; Patil, N.N. Experimental evaluation on workability and strength characteristics of self-consolidating geopolymer concrete based on GGBFS, flyash and alccofine. Mater. Today 2022, 59, 51–57. [Google Scholar] [CrossRef]
- Liu, H.; Wang, C.; Liu, X.; Wu, D.; Yang, H.; Zhang, Z.; Jan Khan, K.U. Deformation characteristics and prediction of unbound volcanic ash pavement based on the mechanistic-empirical design guide. Constr. Build. Mater. 2022, 327, 126975. [Google Scholar] [CrossRef]
- Guler, S.; Akbulut, Z.F. Workability & mechanical properties of the single and hybrid basalt fiber reinforced volcanic ash-based cement mortars after freeze–thaw cycles. Structures 2023, 48, 1537–1547. [Google Scholar]
- Liu, H.; Wang, C.; Wu, D.; Liu, X.; Zhang, Z. Deformation and critical dynamic stress for compacted volcanic ash subjected to monotonic and dynamic loads. Constr. Build. Mater. 2022, 358, 129454. [Google Scholar] [CrossRef]
- Gobin, M.; Yasufuku, N.; Liu, G.; Watanabe, M.; Ishikura, R. Small strain stiffness, microstructure and other characteristics of an allophanic volcanic ash. Eng. Geol. 2023, 313, 106967. [Google Scholar] [CrossRef]
- Zhang, H.; Ai, J.; Ren, Q.; Zhu, X.; He, B.; Jiang, Z. Understanding the strength evolution of alkali-activated slag pastes cured at subzero temperature. Cem. Concr. Compos. 2023, 138, 104993. [Google Scholar] [CrossRef]
- Khaled, Z.; Mohsen, A.; Soltan, A.M.; Kohail, M. Optimization of kaolin into Metakaolin:Calcination Conditions, mix design and curing temperature to develop alkali activated binder. Ain Shams Eng. J. 2023, 14, 102142. [Google Scholar] [CrossRef]
- Xu, Z.; Guo, Z.; Zhao, Y.; Li, S.; Luo, X.; Chen, G.; Liu, C.; Gao, J. Hydration of blended cement with high-volume slag and nano-silica. J. Build. Eng. 2023, 64, 105657. [Google Scholar] [CrossRef]
- Jawad Ahmed, M.; Santos, W.F.; Brouwers, H.J.H. Air granulated basic Oxygen furnace (BOF) slag application as a binder: Effect on strength, volumetric stability, hydration study, and environmental risk. Constr. Build. Mater. 2023, 367, 130342. [Google Scholar] [CrossRef]
- Yao, W.; Xia, K.; Liu, Y.; Shi, Y.; Peterson, K. Dependences of dynamic compressive and tensile strengths of four alkali-activated mortars on the loading rate and curing time. Constr. Build. Mater. 2019, 202, 891–903. [Google Scholar] [CrossRef]
- Fang, S.; Shu Lam, E.S.; Li, B.; Wu, B. Effect of alkali contents, moduli and curing timeon engineering properties of alkali activated slag. Constr. Build. Mater. 2020, 249, 118799. [Google Scholar] [CrossRef]
- Zhang, S.; Niu, D. Hydration and mechanical properties of cement-steel slag system incorporating different activators. Constr. Build. Mater. 2023, 363, 129981. [Google Scholar] [CrossRef]
- Shi, J.; Liu, B.; Chu, S.H.; Zhang, Y.; Zhang, Z.; Han, K. Recycling air-cooled blast furnace slag in fiber reinforced alkali-activated mortar. Powder Technol. 2022, 407, 117686. [Google Scholar] [CrossRef]
- Chen, X.; Chen, J.; Li, M.; Wang, J.; Zhou, Z.; Du, P.; Zhang, X. Synthesis of kaliophilite from high calcium fly ash: Effect of alkali concentration. Constr. Mater. 2022, 17, e01542. [Google Scholar] [CrossRef]
- Raj, R.S.; Arulraj, P.; Anand, N.; Kanagaraj, B.; Lubloy, E.; Naser, M.Z. Nanomaterials in geopolymer composites: A review. Dev. Built Environ. 2023, 13, 100114. [Google Scholar]
- Tian, B.; Ma, W.; Li, X.; Jiang, D.; Zhang, C.; Xu, J.; He, C.; Niu, Y.; Dan, J. Effectof ceramic polishing waste on the properties of alkali-activatedslag pastes: Shrinkage, hydration and mechanical property. J. Build. Eng. 2023, 63, 105448. [Google Scholar] [CrossRef]
- Ionescu, B.A.; Barbu, A.-M.; Lăzărescu, A.-V.; Rada, S.; Gabor, T.; Florean, C. The Influence of Substitution of Fly Ash with Marble Dust or Blast Furnace Slag on the Properties of the Alkali-Activated Geopolymer Paste. Coatings 2023, 13, 403. [Google Scholar] [CrossRef]
- Jamaludin, L.; Razak, R.A.; Al Bakri Abdullah, M.M.; Vizureanu, P.; Sandu, A.V.; Abd Rahim, S.Z.; Ahmad, R. Solid-to-Liquid Ratio Influenced on Adhesion Strength of Metakaolin Geopolymer Coating Paste Added Photocatalyst Materials. Coatings 2023, 13, 236. [Google Scholar] [CrossRef]
- Cheng, H.; Chen, P.; Rong, X.; Cao, S.; Zhao, W. Effect of steel fibre and manufactured sand on mechanical properties of alkali-activated slag green cementitious material after high temperature. Constr. Mater. 2023, 18, e01919. [Google Scholar] [CrossRef]
- Mastali, M.; Mohammad, S.K.; Abdollahnejad, Z. Towards sustainable bricks made withfiber-reinforced alkali-activated desulfurization slag mortars incorporating carbonated basic oxygenfurnace aggregates. Constr. Build. Mater. 2020, 232, 117258. [Google Scholar] [CrossRef]
- Santana, H.A.; Amorim Júnior, N.S.; Ribeiro, D.V.; Cilla, M.S.; Dias, M.R. Vegetable fibers behavior in geopolymers and alkali-activated cement based matrices: A review. J. Build. Eng. 2021, 44, 103291. [Google Scholar] [CrossRef]
- Zhu, J.; Feng, S.; Liang, S. Experimental research on compressive performances of masonry after beiing subjected to high temperature. Ind. Constr. 2021, 51, 170–176. [Google Scholar]
- Gao, K.; Cui, Y.; Zhang, P.; Zhao, T. Research Progress on Reinforcement Corrosion in AlkaliActivated Concrete under Chloride Attack. Bull. Chin. Ceram. Soc. 2020, 39, 3070–3077. [Google Scholar]
- Shi, J.; Guan, X.; Ming, J.; Zhou, X. Improved corrosion resistance of reinforcing steel in mortars containing red mud after long-term exposure to aggressive environments. Cem. Concr. Compos. 2022, 130, 104522. [Google Scholar] [CrossRef]
- Vu, T.H.; Dang, L.C.; Kang, G.; Sirivivatnanon, V. Chloride induced corrosion of steel reinforcement in alkali activated slag concretes: A critical review. Constr. Mater. 2022, 16, e01112. [Google Scholar]
- Feng, L.; Jin, K.; Wang, H. Research on the thermal conductivity and water resistance of foamed phosphogypsum. Coatings 2021, 11, 802. [Google Scholar] [CrossRef]
- GB/T 17671-2021; Test Method of Cement Mortar Strength (ISO Method). The State Administration for Market Regulation: Beijing, China, 2021.
- GB/T 17362-2008; Analysis Method for Gold Products with X-ray EDS in SEM. The Standardization Administration: Beijing, China, 2008.
- Zhang, B.; Yu, T.; Deng, L.; Li, Y.; Guo, H.; Zhou, J.; Li, L.; Peng, Y. Ion-adsorption type rare earth tailings for preparation of alkali-based geopolymer with capacity for heavy metals immobilization. Cem. Concr. Compos. 2022, 134, 104768. [Google Scholar] [CrossRef]
- Serdar, A.; Bulent, B. Effect of activator type and content on properties of alkali-activated slagmortars. Ann. Compos. 2014, 57, 166–172. [Google Scholar]
- Shi, Z.; Shi, C.; Zhang, J.; Wan, S.; Zhang, Z.; Ou, Z. Alkali-silica reaction in waterglass-activated slag mortars incorporating fly ash and metakaolin. Cem. Concr. Res. 2018, 108, 10–19. [Google Scholar] [CrossRef]
- Huang, W.; Wang, Y.; Zhang, Y.; Zheng, W. Experimental study of high-temperature resistance of alkali-activated slag crushed aggregate mortar. Mater. Technol. 2023, 23, 3961–3973. [Google Scholar] [CrossRef]
- Ma, Q.; Yang, J.; Zhu, X.; Sreejith, V.; Huang, L. Influence of alkali concentration and modulus on compressive strength of alkali activated slag concrete. New. Build. Mater. 2019, 46, 1–4. [Google Scholar]
- Shen, J.; Li, Y.; Lin, H.; Lv, J.; Feng, S.; Ci, J. Early properties and chemical structure analysis of alkali-activated brick geopolymer with varied alkali dosage. J. Build. Eng. 2022, 60, 105186. [Google Scholar] [CrossRef]
- Zhang, S.; Ghouleh, Z.; Mucci, A.; Bahn, O.; Provençal, R.; Shao, Y. Production of cleaner high-strength cementing material using steel slag under elevated-temperature carbonation. J. Cleaner Prod. 2022, 342, 130948. [Google Scholar] [CrossRef]
- Garanayak, L. Strength effect of alkali activated red mud slag cement in ambient condition. Mater. Today 2021, 44, 1437–1443. [Google Scholar] [CrossRef]
- Wang, Q.; Sun, S.; Yao, G.; Wang, Z.; Lyu, X. Preparation and characterization of an alkali-activated cementitious material with blast-furnace slag, soda sludge, and industrial gypsum. Constr. Build. Mater. 2022, 340, 127735. [Google Scholar] [CrossRef]
- Zhu, J.; Lesley, H.; Huang, Y.; Sun, Y. Experimental research on mechanical properties of different fibers reinforced alkali-activated slag cementitious material after high temperature. J. Wuhan Univ. Technol. 2020, 44, 97–102. [Google Scholar]
- Tong, W.; Chu, Q.; Li, J.; Xie, X.; Wang, J.; Jin, Y.; Wu, S.; Hu, J.; Song, K. Insight into understanding sequential two-stage pretreatment on modifying lignin physiochemical properties and improving holistic utilization of renewable lignocellulose biomass. Renew. Energy 2022, 187, 123–134. [Google Scholar] [CrossRef]
- Garlock, R.J.; Balan, V.; Dale, B.E. Comparative material balances around pretreatment technologies for the conversion of switchgrass to soluble sugars. Bioresour. Technol. 2011, 102, 11063–11071. [Google Scholar] [CrossRef]
- Zhu, J.; Zheng, W.; Lessley, H. Mechanical properties of plant fibers reinforced alkali-activated slag cementitious material at hightemperature. Ann. Chim. Sci. Mat. 2019, 43, 240–255. [Google Scholar] [CrossRef]
- Sellami, A.; Merzoud, M.; Amziane, S. Improvement of mechanical properties of green concrete by treatment of the vegetals fibers. Constr. Build. Mater. 2013, 47, 1117–1124. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Types | SiO2 | AL2O3 | CaO | MgO | Fe2O3 | TiO2 | MnO | K2O |
|---|---|---|---|---|---|---|---|---|
| BFS | 36.9 | 15.66 | 37.57 | 9.3 | 0.36 | 0.18 | 0.16 | 0.25 |
| Modulus | Alkali Content (%) | BFS (kg) | Water Glass Types | Water Glass (kg) | NaOH (kg) | Water–Binder Ratio | Fiber Types | Fiber Volume (%) | Fiber Treatment Method |
|---|---|---|---|---|---|---|---|---|---|
| 1.0 | 14 | 1562.5 | Potassium | 339.6 | 84.2 | 32 | - | - | - |
| 1.0 | 14 | 1562.5 | Sodium | 393 | 97.3 | 32 | - | - | - |
| 0.8 | 12 | 1562.5 | Potassium | 267.7 | 89.2 | 35 | - | - | - |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 35 | - | - | - |
| 1.2 | 12 | 1562.5 | Potassium | 323.7 | 57.2 | 35 | - | - | - |
| 1.6 | 12 | 1562.5 | Potassium | 361.7 | 35.7 | 35 | - | - | - |
| 2.0 | 12 | 1562.5 | Potassium | 388.9 | 21.1 | 35 | - | - | - |
| 2.4 | 12 | 1562.5 | Potassium | 409.5 | 8.3 | 35 | - | - | - |
| 1.0 | 8 | 1562.5 | Potassium | 199.1 | 47.7 | 35 | - | - | - |
| 1.0 | 10 | 1562.5 | Potassium | 248.8 | 59.6 | 35 | - | - | - |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 35 | - | - | - |
| 1.0 | 14 | 1562.5 | Potassium | 348.4 | 83.4 | 35 | - | - | - |
| 1.0 | 16 | 1562.5 | Potassium | 398.2 | 95.3 | 35 | - | - | - |
| 1.0 | 18 | 1562.5 | Potassium | 447.9 | 107.2 | 35 | - | - | - |
| 1.0 | 20 | 1562.5 | Potassium | 497.7 | 241.2 | 35 | - | - | - |
| 1.0 | 22 | 1562.5 | Potassium | 547.5 | 131.1 | 35 | - | - | - |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 28 | - | - | - |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 32 | - | - | - |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 35 | - | - | - |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 38 | - | - | - |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 42 | - | - | - |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 35 | Wheat straw | 1 | - |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 35 | Rice | 1 | - |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 35 | Corn | 1 | - |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 35 | PP | 1 | - |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 35 | XS | 1 | - |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 35 | CS | 1 | - |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 35 | Wheat | 1 | Acid |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 35 | Wheat | 1 | Acid |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 35 | Wheat | 1 | Alkali |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 35 | Wheat | 1 | Alkali |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 35 | Wheat | 1 | - |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 35 | Wheat | 0.2 | Alkali |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 35 | Wheat | 1 | Alkali |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 35 | Wheat | 3 | Alkali |
| 1.0 | 12 | 1562.5 | Potassium | 291 | 72.1 | 35 | Wheat | 5 | Alkali |
| Parameter | Mechanical Strength | Micro-Performance |
|---|---|---|
| Equipment | YAW-300 | FEI Sirion |
| Specification | Flexural strength: 0~10 KN Compressive strength: 0~300 KN | Magnification: 74×~300,000× |
| Manufacturer | Beijing Longchen Weiye, Beijing, China | Philips of The Netherlands |
| Standard | GB/T 17671-2021 | GB/T 17362-2008 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, J.; Song, L.; Qu, Z.; Wang, X.; Wen, Z.; Liu, X.; Wang, H. Mechanical Strengths of Alkali-Activated Blast Furnace Slag Powder with Different Alkali Activators and Plant Fibers. Coatings 2023, 13, 664. https://doi.org/10.3390/coatings13030664
Zhu J, Song L, Qu Z, Wang X, Wen Z, Liu X, Wang H. Mechanical Strengths of Alkali-Activated Blast Furnace Slag Powder with Different Alkali Activators and Plant Fibers. Coatings. 2023; 13(3):664. https://doi.org/10.3390/coatings13030664
Chicago/Turabian StyleZhu, Jing, Lizhuo Song, Zijian Qu, Xiaopeng Wang, Zijie Wen, Xiaodong Liu, and Hui Wang. 2023. "Mechanical Strengths of Alkali-Activated Blast Furnace Slag Powder with Different Alkali Activators and Plant Fibers" Coatings 13, no. 3: 664. https://doi.org/10.3390/coatings13030664