

Effect of Ni Coating on Microstructure and Property of Al Alloy/Steel CMT Welding-Brazing Joints

Abstract
:1. Introduction
2. Experimental Materials and Methods
2.1. Experimental Materials
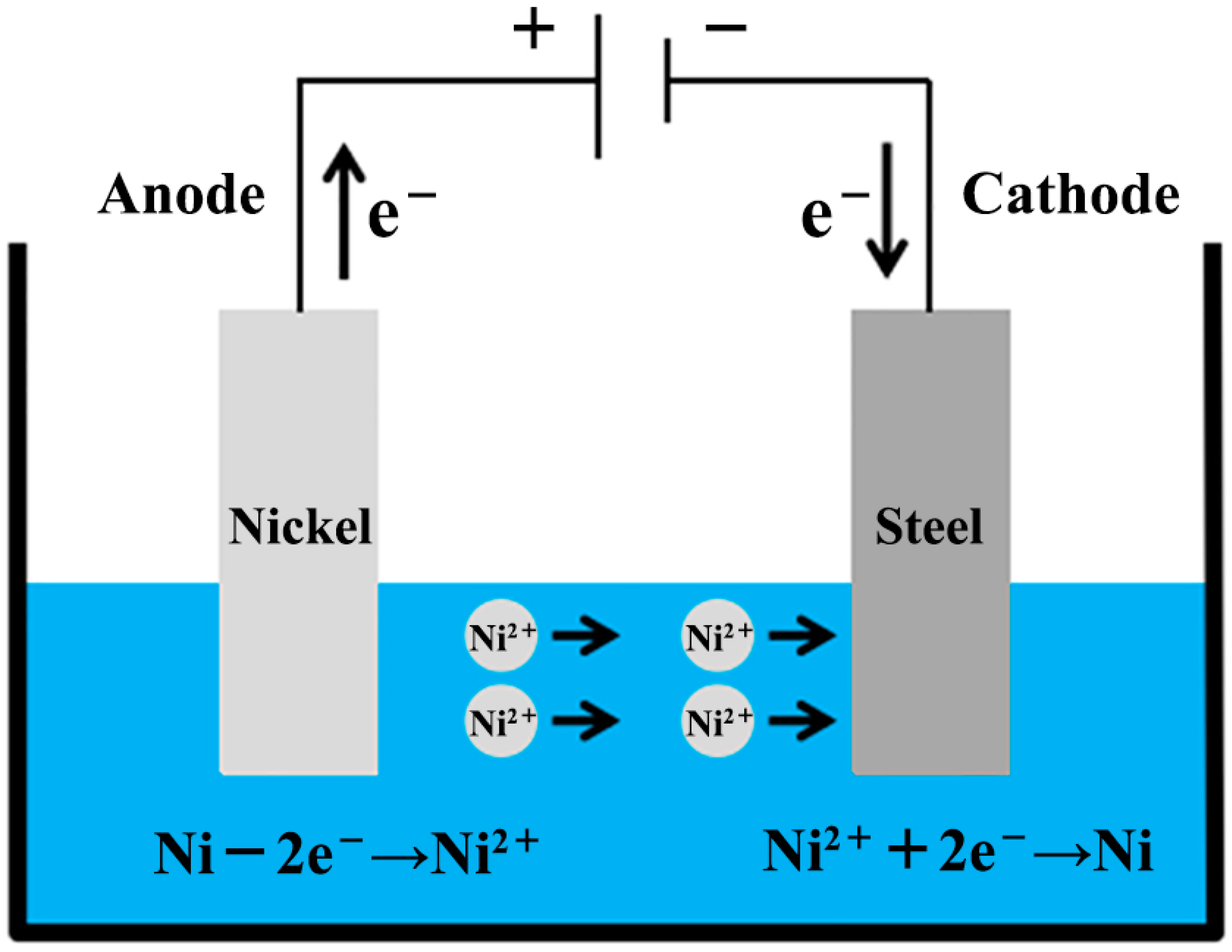
2.2. Coating Process of Ni on the Steel Surface
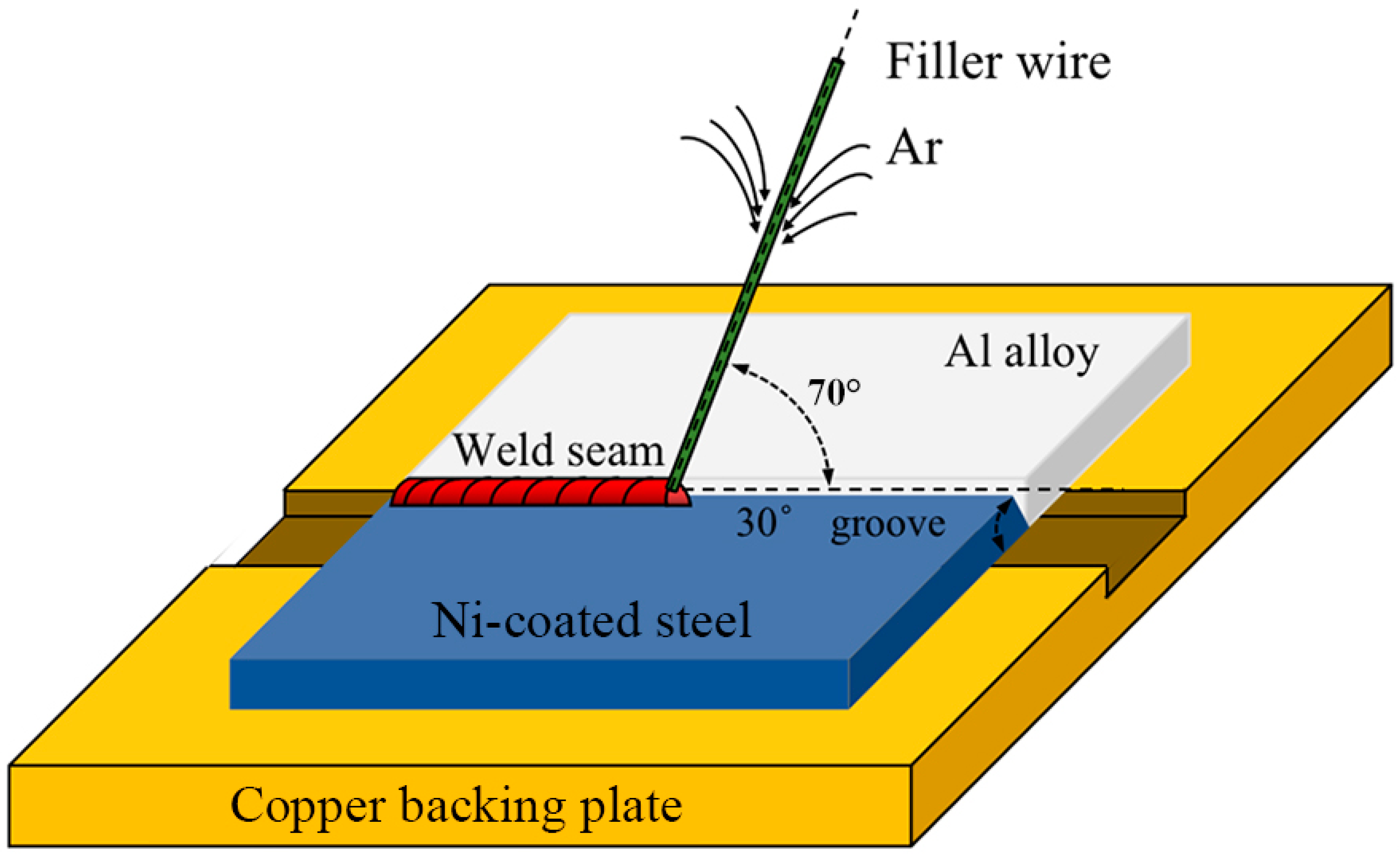
2.3. CMT Welding-Brazing Process to Join Al Alloy/Steel
2.4. Analysis of Microstructure and Tensile Properties of Al Alloy/Steel Joints
2.5. Electrochemical Corrosion Measurements of Al Alloy/Steel Joints
3. Results and Discussions
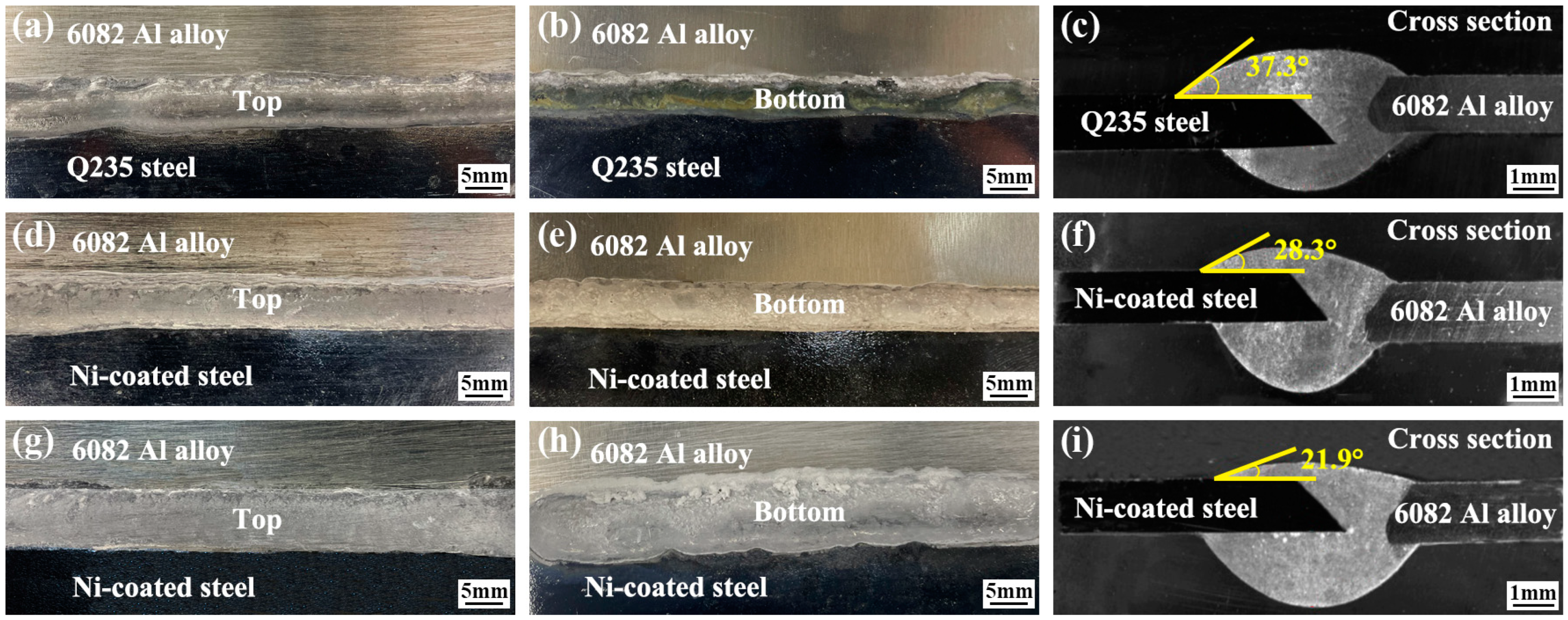
3.1. Effect of Ni Coating on Macrostructure of Al Alloy/Steel Joints
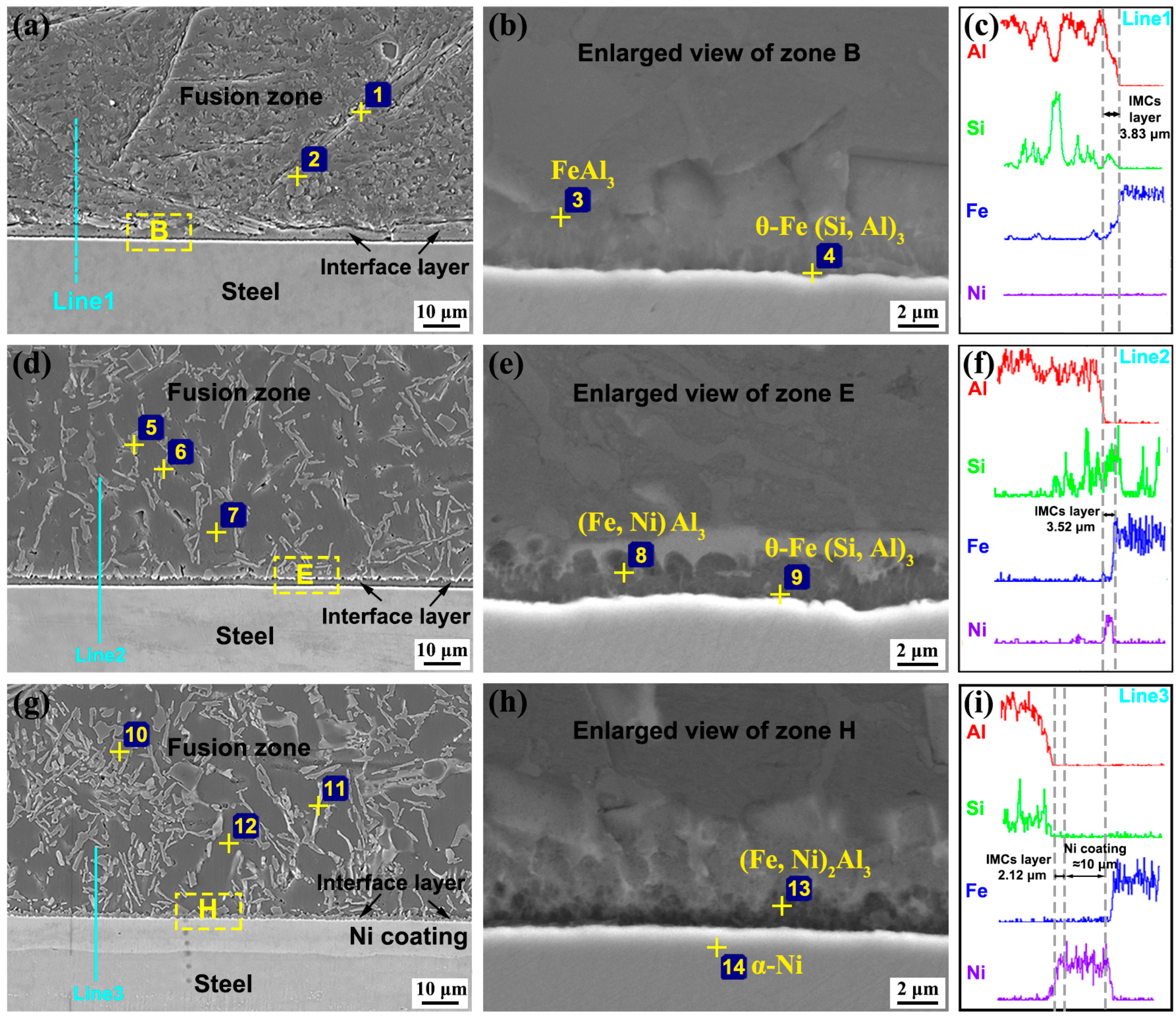
3.2. Influence of Ni Coating on Microstructure of Al Alloy/Steel Joints
3.3. Action Mechanism of Ni Coating in Interface Reaction Layer
3.4. Effect of Ni Coating on Tensile Properties of Al Alloy/Steel Joints
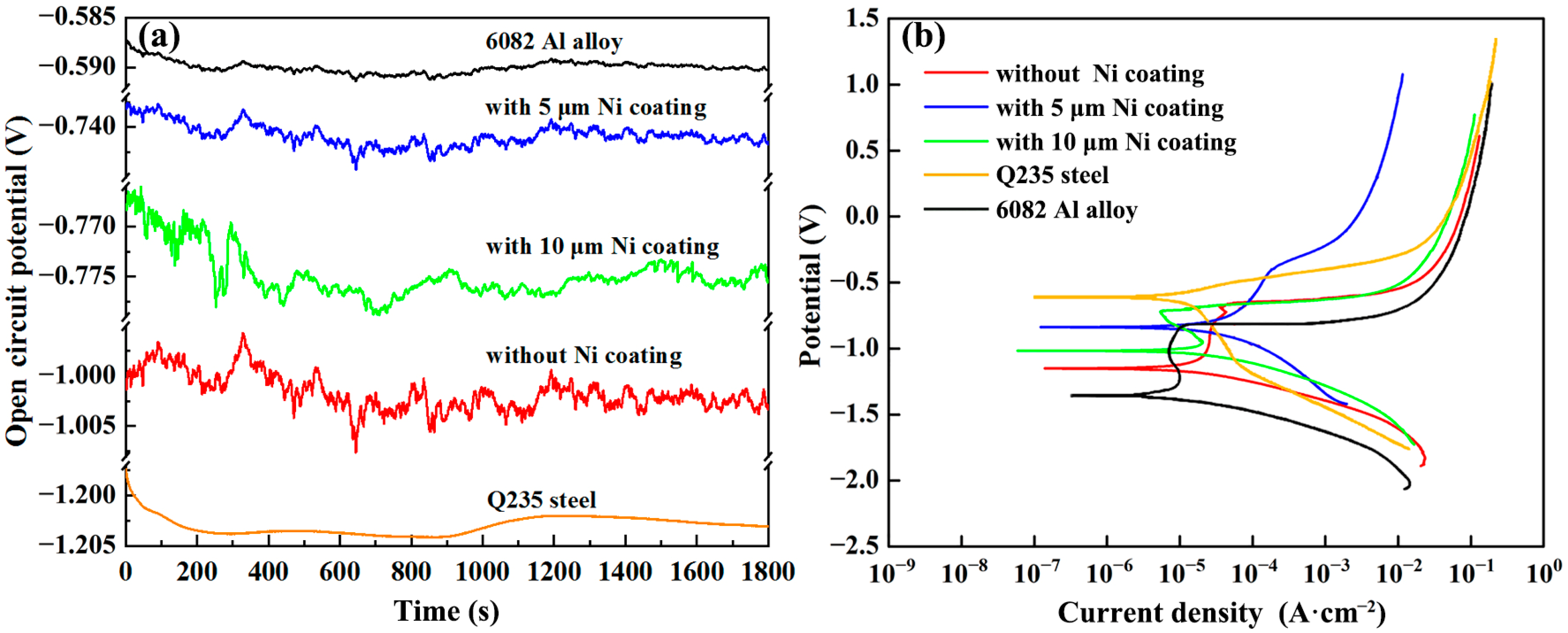
3.5. Effect of Ni Coating on Corrosion Resistance of Al Alloy/Steel Joints
4. Conclusions
- (1)
- Ni coating can improve the wettability and spreadability of molten AlSi12 filler metal on the steel surface to obtain a good appearance of Al alloy/Steel joints.
- (2)
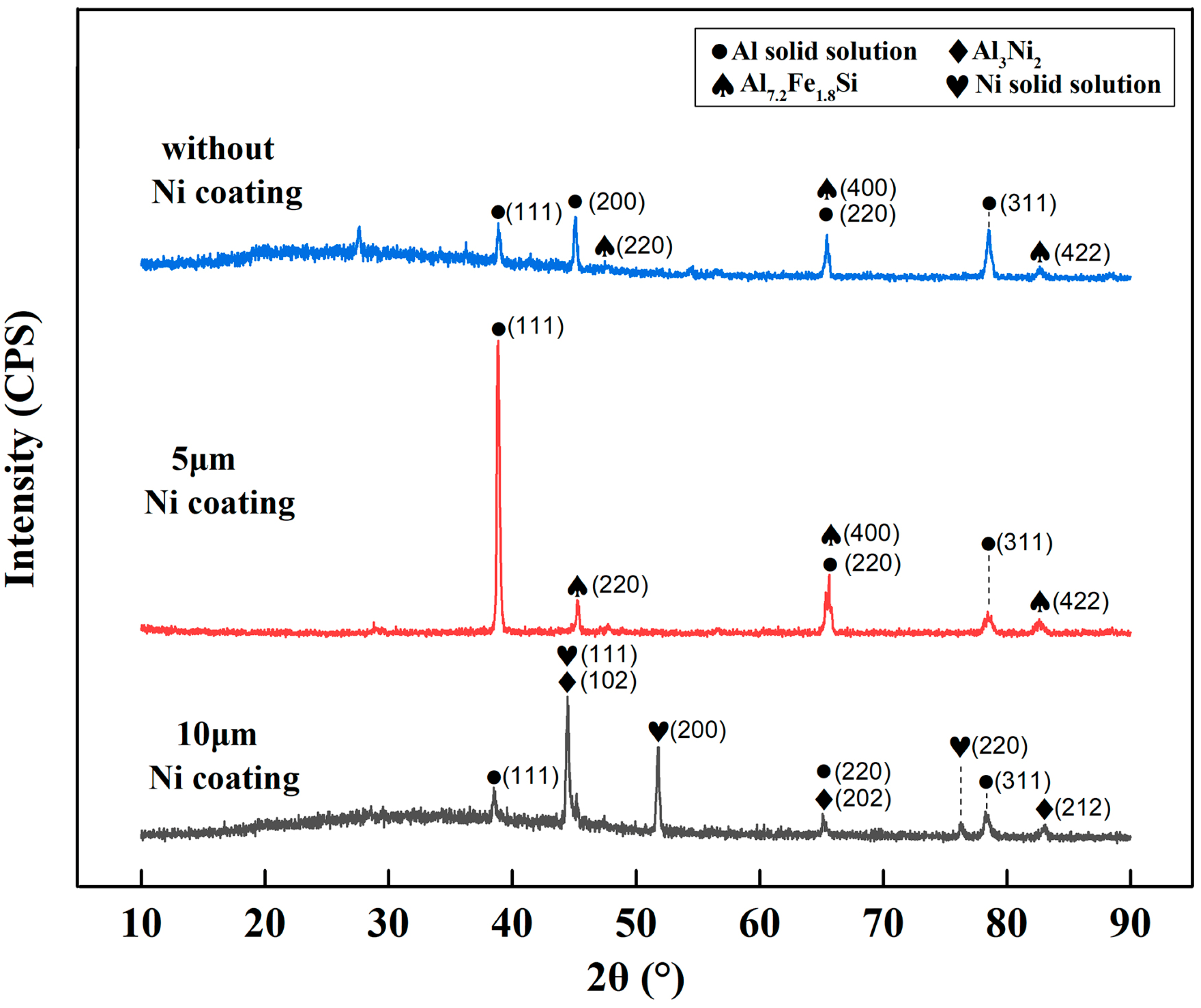
- For the joint without Ni coating, the weld seam zone of the joint was mainly composed of α-Al solid solution and τ5-Al7.2Fe1.8Si. For the joint with Ni coatings of 5 μm and 10 μm thicknesses, the weld seam zone of joints consisted of α-Al solid solution, τ5-Al7.2(Fe,Ni)1.8Si, and newly formed Al3Ni2.
- (3)
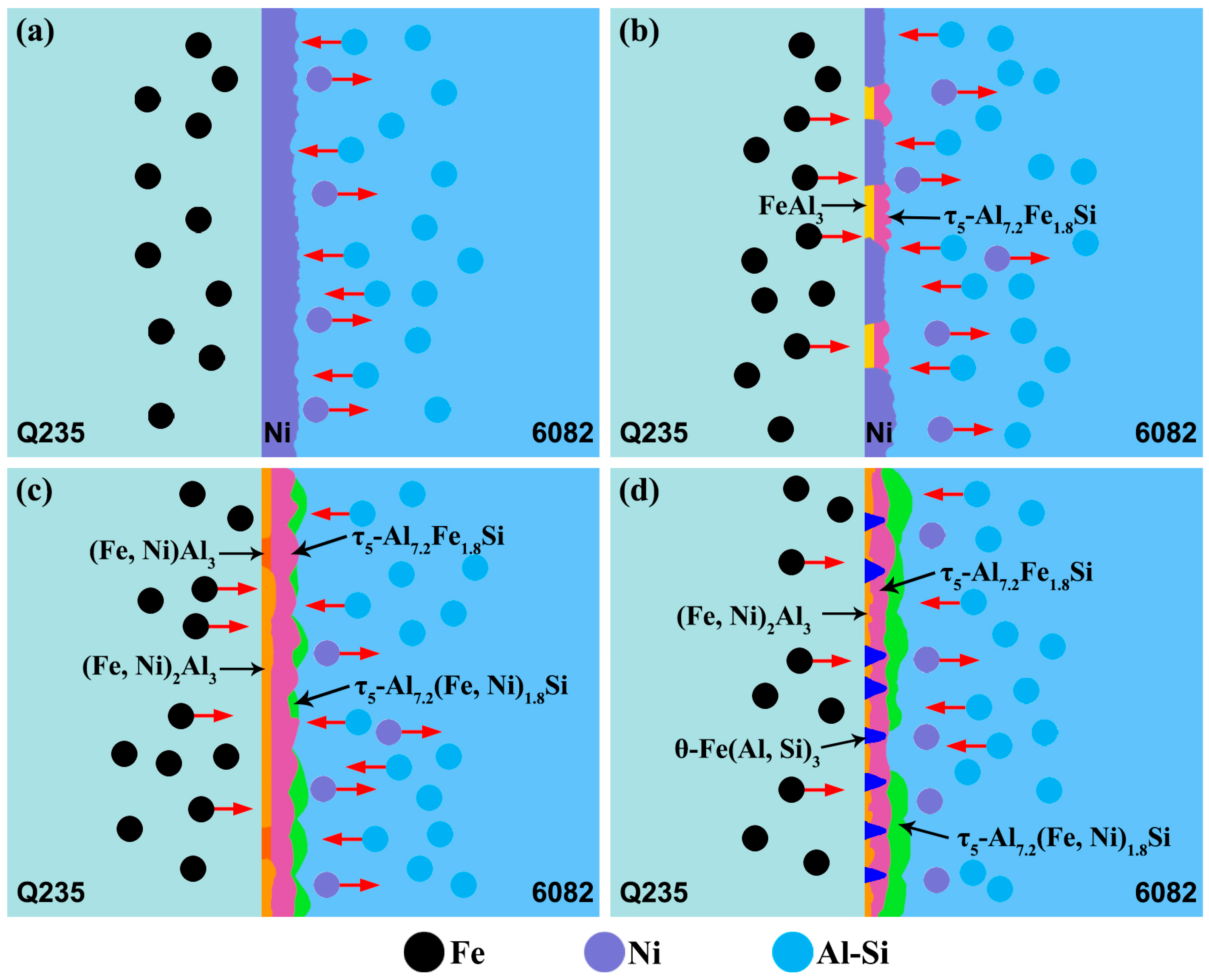
- Ni coating can change the phase composition, and the brittle IMCs were from FeAl3 to (Fe, Ni) Al3 and (Fe, Ni)2Al3 at the interface reaction layer.
- (4)
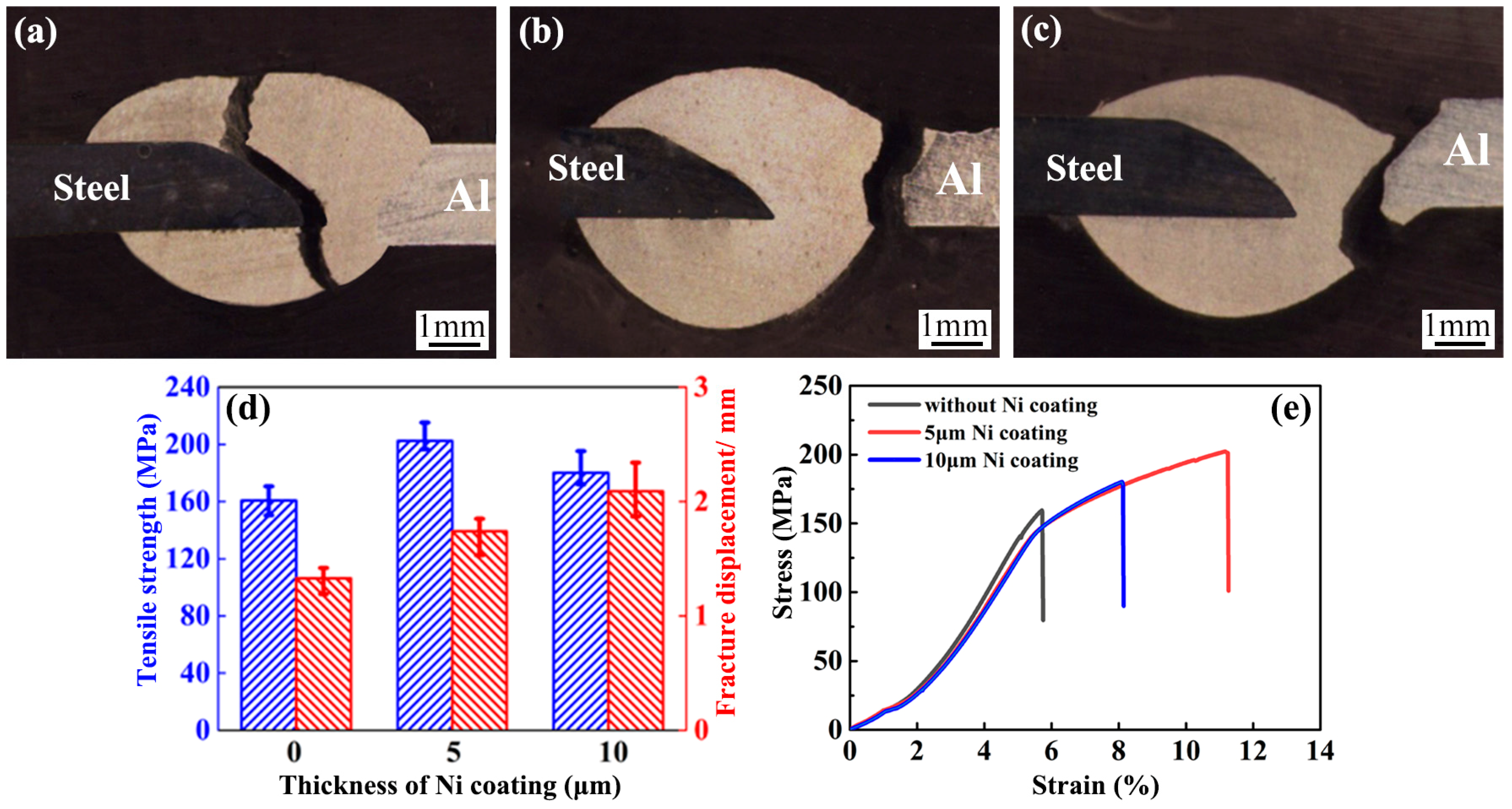
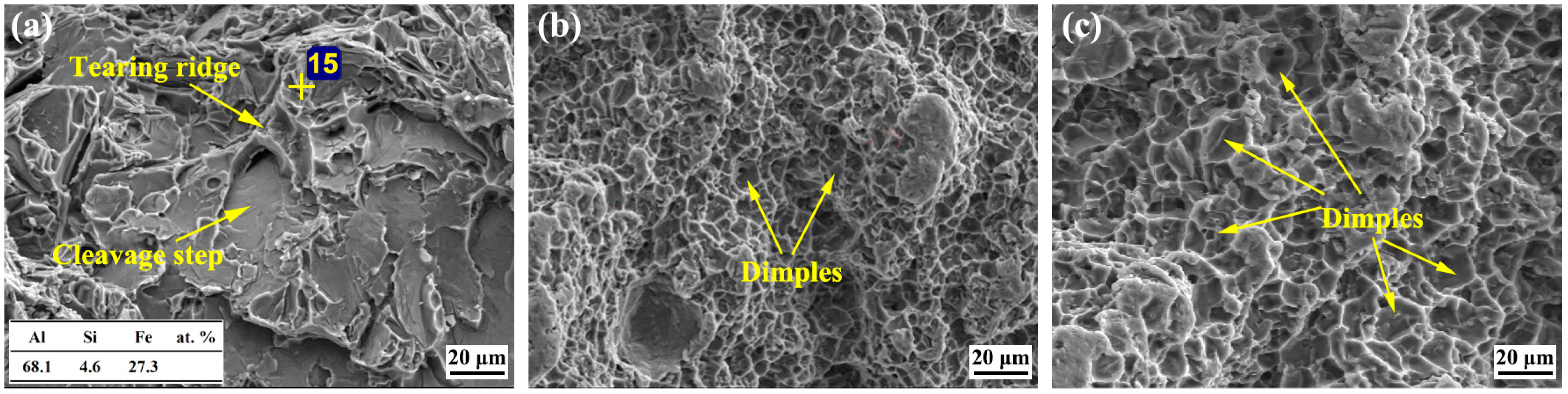
- Ni coating can improve the tensile strength of Al alloy/Steel joints such that these joints cracked at the weld seam zone near the Al alloy. When the thickness of the Ni coating was 5 μm, the tensile strength of the joint reached a maximum of 202.5 Mpa. Additionally, Ni coating on the steel surface can improve the corrosion resistance of the joints.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, Z.; Li, Y.; Zhao, J.; Fu, L.; Li, L.; Yu, K.; Mao, X.; Zhao, P. Research on Aluminum Alloy Materials and Application Technology for Automobile Lightweigh. Mater. China 2022, 41, 786–795. [Google Scholar]
- Kang, Y. Lightweight Vehicle Advanced High Strength Steel and Energy-Saving and Emission Reduction. Iron Steel. 2008, 6, 1–7. [Google Scholar]
- Singh, J.; Arora, K.; Shukla, D. Dissimilar MIG-CMT weld-brazing of aluminium to steel: A review. J. Alloys Compd. 2019, 783, 753–764. [Google Scholar] [CrossRef]
- Chen, Y.; Xue, S.; Wang, B.; Han, Y. Development Status and Future Direction of Welding Technology in the Automotive Lightweight. Mater Rep. 2019, 33, 431–440. [Google Scholar]
- Li, L.; Xia, C.; Song, Y.B.; Zhou, D.J. Application status and outlook of aluminum alloys in new energy vehicles. Light Alloy Fabr. Technol. 2017, 45, 18–25. [Google Scholar]
- Wu, J.; Xue, S.; Fei, W.P.; Han, Y.; Zhang, P. Present Status and Development Trend for Brazing Aluminum to Steel. Mater Rep. 2019, 33, 3533–3540. [Google Scholar]
- Gao, C.; Yang, J.; Li, Z.; Zhao, Y.; Liu, H.; Zhang, L. Research progress on advanced dissimilar joining methods of aluminum/steel. Weld. Join. 2021, 29, 7–20. [Google Scholar]
- Farhad, O.; Ehsan, S.; Meysam, T.; Fadhlina, M.; Masoud, S. On the role of molybdenum on the microstructural, mechanical and corrosion properties of the GTAW AISI 316 stainless steel welds. Journal of Materials Research and Technology 2021, 13, 2115–2125. [Google Scholar]
- Farhad, O.; Ehsan, H.; Meysam, T.; Ehsan, S.; Khairur, J.; Astuty, A. Microstructure, Hardness and Corrosion Be-havior of Gas Tungsten Arc Welding Clad Inconel 625 Super Alloy over A517 Carbon Steel Using ERNiCrMo3 Filler Metal. J. Mater. Eng. Perform. 2020, 29, 6919–6930. [Google Scholar]
- Amiri, E.; Farhad, O.; Meysam, T.; Ehsan, S.; Fadhlina, M.I. Study and selection of most appropriate filler rod for GTAW of S32750 super duplex steel joints: A comprehensive study on microstructural, mechanical and corrosion properties. Mater. Chem. Phys. 2021, 270, 124839. [Google Scholar] [CrossRef]
- Qin, G.L.; Wu, C.S. State-of-art of Brazing-fusion Welding Processes of Dissimilar Metals between Aluminum Alloy and Steel. J. Mech. Eng. 2016, 52, 24–35. [Google Scholar] [CrossRef]
- Maryam, R.; Nima, R.; Ali, M. Improvement of mechanical properties of aluminum base composite reinforced by steel Ck75 wire through explosive welding. Rev. Metal. Madrid. 2021, 57, 196. [Google Scholar]
- Maryam, R.; Nima, R.; Mehdipour, O. Production of steel 1006 wire reinforced aluminum base composite by explo-sive welding. Rev. Metal. Madrid. 2020, 56, 165. [Google Scholar]
- Shao, Z.Y.; Zhang, C.; Lin, Y.M.; Tan, Z.Y. Effect of Different Wire Composition on Microstructure and Properties of CMT Welding-brazing of Aluminum/Steel. H. Work. Technol. 2022, 51, 114–119. [Google Scholar]
- Shi, Z.; Li, R.; Yu, Z.; Ge, Q.; Wu, M. Effect of wettability and spreadability of AlSi5 filler and interfacial behavior of AlSi5 filler and galvanized steel with TIG welding-brazing. Weld. Technol. 2014, 43, 7–9+5. [Google Scholar]
- Zhang, C.; Wu, M.; Pu, J.; Shan, Q.; Sun, Y.; Wang, S.Q.; Hermann, S.K.U.G. Effect of Cu Coating on Microstructure and Properties of Al/Steel Welding-Brazing Joints Obtained by Cold Metal Transfer (CMT). Coatings 2022, 12, 1123. [Google Scholar] [CrossRef]
- Huang, J.-K.; Wang, Z.-Y.; Liu, N.; Yu, S.R.; Fan, D. Effect of Metal Coating on Microstructure and Properties of Aluminum/Steel Laser Welding-Brazing Joint. J. Mater. Eng. 2018, 46, 99–105. [Google Scholar]
- Yang, G.J.; Liu, J.W.; Han, L. Effect of Cu,Sn,Ni on property of Al-Si based solder. Weld Join. 2015, 5, 50–55+70–71. [Google Scholar]
- Sun, P.; Dong, Z.; Chen, Y.; Yan, H.; Luo, C.; Song, H.; Hu, Z. Characterization of Ni coating layer of Al2O3 particles and their wettability behavior in Al2O3@Ni/Al-10Si composites. Appl. Surf. Sci. 2020, 526, 146660. [Google Scholar] [CrossRef]
- Yang, J.; Hu, A.M.; Li, Y.L.; Zhang, P.; Chandra, S.; Yu, Z. Heat input, intermetallic compounds and mechanical properties of Al/steel cold metal transfer joints. J. Mater. Process. Technol. 2018, 272, 40–46. [Google Scholar] [CrossRef]
- Singh, J.; Arora, K.S.; Shukla, D.K. Lap weld-brazing of aluminium to steel using novel cold metal transfer process. J. Mater. Process. Technol. 2020, 283, 116728. [Google Scholar] [CrossRef]
- Hultgren, R.; Desai, P.D.; Hawkins, D.T.; Gleiser, M.; Kelley, K.K. Selected values of the thermodynamic properties of binary alloys; American Society for Metals: Metals Park, OH, USA, 1973; p. 536. [Google Scholar]
- Richards, R.W.; Jones, R.D.; Clements, P.D.; Clarke, H. Metallurgy of continuous hot dip aluminizing. Int. Mater. Rev. 1994, 39, 191–212. [Google Scholar] [CrossRef]
- Qi, J.; Song, Y.Q. Experimental studies on the diffusion reaction of Al /Ni /Fe interface. Met. Mater. Metall. Eng 2007, 8–10+14. [Google Scholar]
- Liu, C.T.; Jemian, W.; Inouye, H.; Cathcart, J.V.; David, S.A.; Horton, J.A.; Santella, M.L. Initial Development of Nickel and Nickel-Iron Aluminides for Structural Uses; No. ORNL-6067; Oak Ridge Natl. Lab.: Oak Ridge, TN, USA, 1984. [Google Scholar]
- Bertoncello, J.C.; Manhabosco, S.M.; Dick, L.F. Corrosion study of the friction stir lap joint of AA7050-T76511 on AA2024-T3 using the scanning vibrating electrode technique. Corros. Sci. 2015, 94, 359–367. [Google Scholar] [CrossRef]
- Pu, J.; Xie, P.; Long, W.; Wu, M.; Sheng, Y.; Sheng, J. Effect of current on corrosion resistance of duplex stainless steel layer obtained by plasma arc cladding. Crystals 2022, 12, 341. [Google Scholar] [CrossRef]
- Wu, J.; Liu, Y.; Li, C.; Wu, Y.; Xia, X.; Li, H. Recent Progress of Microstructure Evolution and Performance of Multiphase Ni3Al-Based Intermetallic Alloy with High Fe and Cr Conten. Acta Metall. Sin. 2020, 56, 21–35. [Google Scholar]
- Popov, A. Effect of electronic nature and substitution behavior of ternary microadditions on the ductility of polycrystalline nickel aluminides. Acta Mater. 1997, 45, 1613. [Google Scholar] [CrossRef]
- David, S.; Jemian, W.; Liu, C.; Horton, J. Welding and weldability of nickel-iron aluminides. Weld J. 1985, 64, 22. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Elements (wt.%) | Tensile Strength Rm/MPa | ||||||
|---|---|---|---|---|---|---|---|---|
| 6082 Al alloy | Mg | Zn | Mn | Cu | Si | Fe | Al | 240 |
| 0.6–1.2 | 0.20 | 0.4–1.0 | 0.10 | 0.7–1.3 | 0.50 | Bal. | ||
| Q235B Steel | C | Si | Mn | S | P | Cr | Fe | 375 |
| 0.2 | 0.2 | 0.2 | 0.03 | 0.03 | 0.70 | Bal. | ||
| AlSi12 | Si | Cu | Zn | Mg | Mn | Fe | Al | |
| 12.15 | 0.0057 | 0.0048 | 0.0002 | 0.075 | 0.209 | Bal. | ||
| NOCLOCK flux | KAlF4 | CsAlF4 | ||||||
| 97 | 3 | |||||||
| Parameters | Value |
|---|---|
| Welding voltage, V | 12.0 |
| Welding current, A | 105 |
| Welding speed, mm/min | 300 |
| Shielding gas flow, L/min | 18 |
| Wire feeding speed, m/min | 5.5 |
| Points | Atomic Percentage (at. %) | Possible Phase | |||
|---|---|---|---|---|---|
| Al | Si | Fe | Ni | ||
| 1 | 77.5 | 4.9 | 17.6 | — | τ5-Al7.2Fe1.8Si |
| 2 | 97.5 | 1.2 | 1.3 | — | α-Al |
| 3 | 69.5 | 4.0 | 26.5 | — | FeAl3 |
| 4 | 76.6 | 11.1 | 12.3 | — | θ-Fe (Si, Al)3 |
| 5 | 61.3 | 0.5 | 0.2 | 38.0 | Al3Ni2 |
| 6 | 80.6 | 6.0 | 13.4 | 1.07 | τ5-Al7.2(Fe, Ni)1.8Si |
| 7 | 98.2 | 1.1 | 0.7 | — | α-Al |
| 8 | 69.4 | 3.4 | 15.7 | 11.5 | (Fe, Ni) Al3 |
| 9 | 70.8 | 8.7 | 20.5 | — | θ-Fe (Si, Al)3 |
| 10 | 61.6 | 0.8 | 0.2 | 37.4 | Al3Ni2 |
| 11 | 78.3 | 7.1 | 7.5 | 7.1 | τ5-Al7.2(Fe, Ni)1.8Si |
| 12 | 97.4 | 0.9 | 0.9 | 0.8 | α-Al |
| 13 | 69.3 | 2.4 | 18.1 | 10.2 | (Fe, Ni)2Al3 |
| 14 | 1.7 | — | 0.3 | 98.0 | α-Ni |
| Samples | Ecorr/V | Icorr/(A·cm−2) |
|---|---|---|
| Al alloy | −0.592 | 3.35 × 10−6 |
| Steel | −1.200 | 5.20 × 10−5 |
| Without Ni coating | −1.003 | 8.60 × 10−6 |
| 5 μm Ni coating | −0.742 | 5.65 × 10−6 |
| 10 μm Ni coating | −0.775 | 4.94 × 10−6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, C.; Wu, M.; Pu, J.; Rao, J.; Long, W.; Shen, Y. Effect of Ni Coating on Microstructure and Property of Al Alloy/Steel CMT Welding-Brazing Joints. Coatings 2023, 13, 418. https://doi.org/10.3390/coatings13020418
Zhang C, Wu M, Pu J, Rao J, Long W, Shen Y. Effect of Ni Coating on Microstructure and Property of Al Alloy/Steel CMT Welding-Brazing Joints. Coatings. 2023; 13(2):418. https://doi.org/10.3390/coatings13020418
Chicago/Turabian StyleZhang, Chao, Mingfang Wu, Juan Pu, Jiawei Rao, Weimin Long, and Yuanxun Shen. 2023. "Effect of Ni Coating on Microstructure and Property of Al Alloy/Steel CMT Welding-Brazing Joints" Coatings 13, no. 2: 418. https://doi.org/10.3390/coatings13020418