
Assessing the Effects of Different Fillers and Moisture on Asphalt Mixtures’ Mechanical Properties and Performance

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Test Methods
2.1. Raw Materials
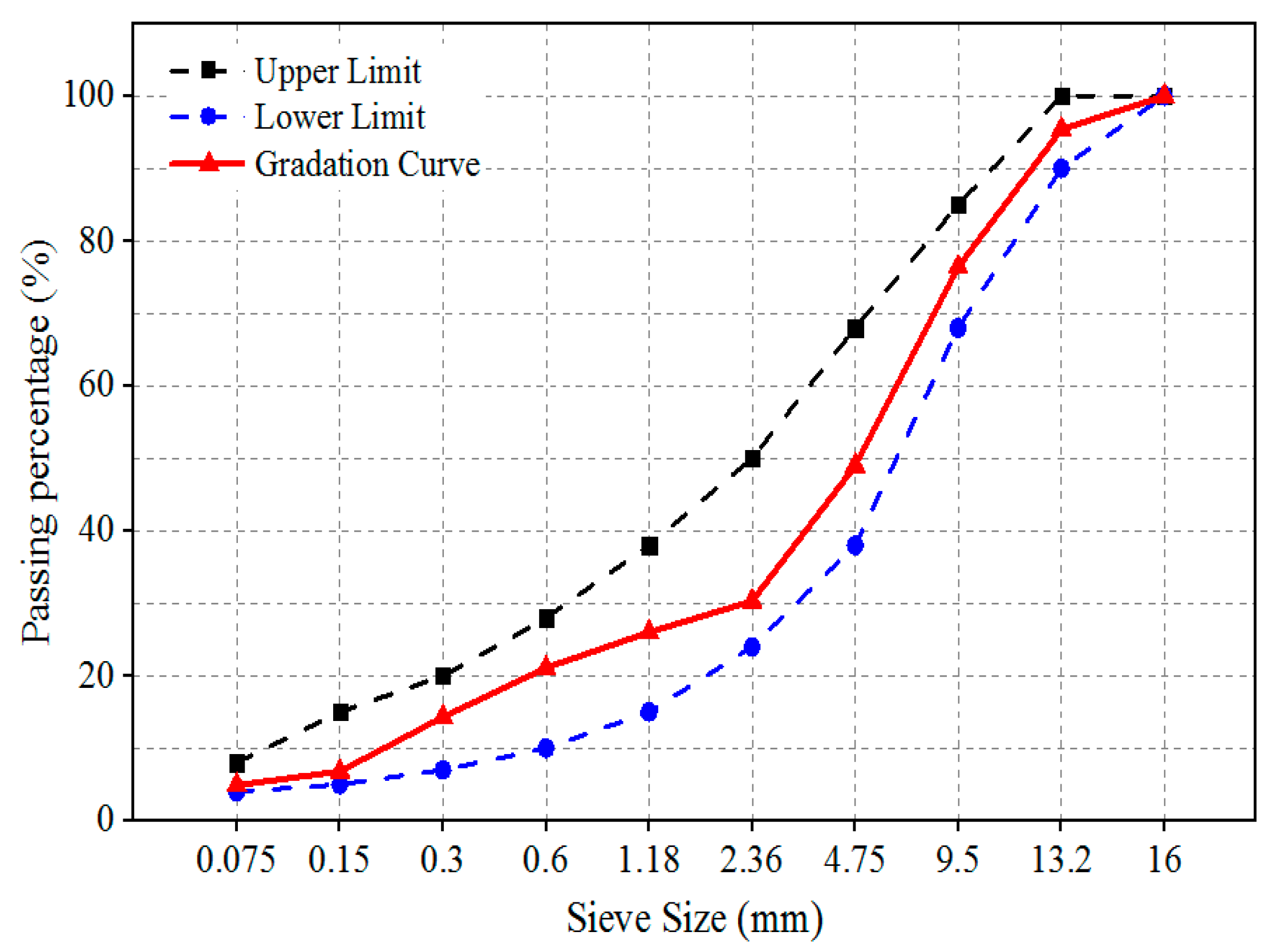
2.1.1. Aggregates
2.1.2. Filler Materials
2.1.3. Asphalt (Asphalt-Binder, Binder, Bitumen)
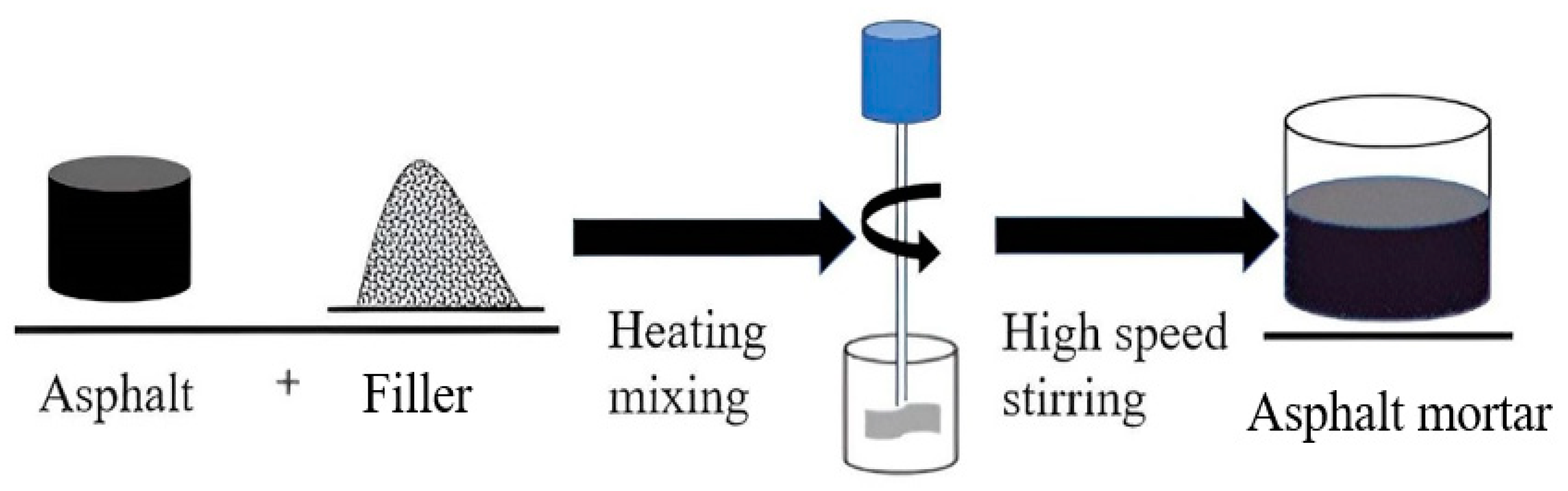
2.2. Filler Proportions and Preparation of the Asphalt Mortar
2.3. Mix-Design Proportions and Preparation of the Asphalt Mixture
2.4. Laboratory Test Methods
2.4.1. Moisture Sensitivity Evaluation
2.4.2. High-Temperature Stability Evaluation
2.4.3. Low-Temperature Crack Resistance Evaluation
2.4.4. Fatigue Resistance Performance Evaluation
3. Laboratory Results and Discussions
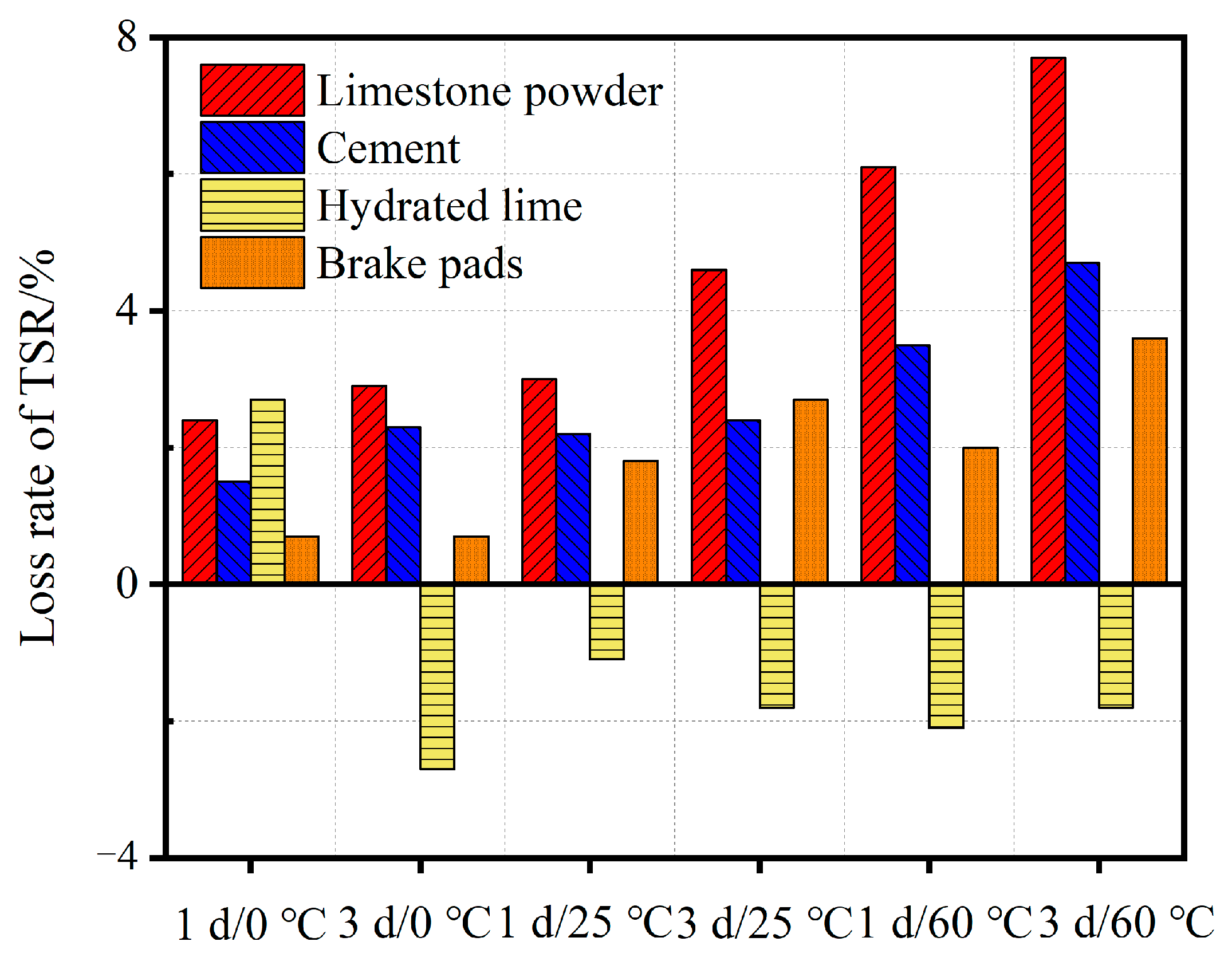
3.1. Moisture Sensitivity Analysis and Synthesis
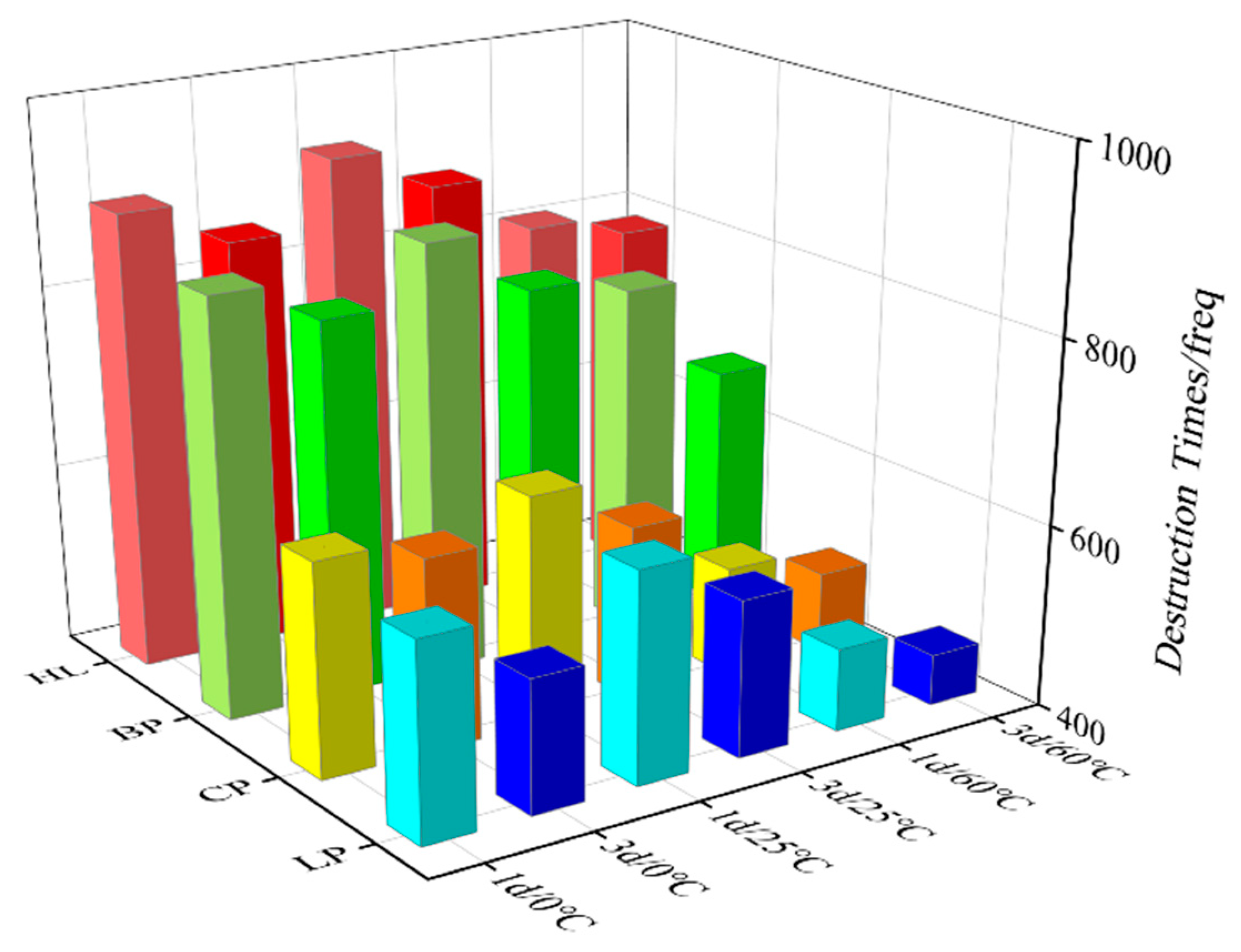
3.2. High-Temperature Stability Analysis and Synthesis
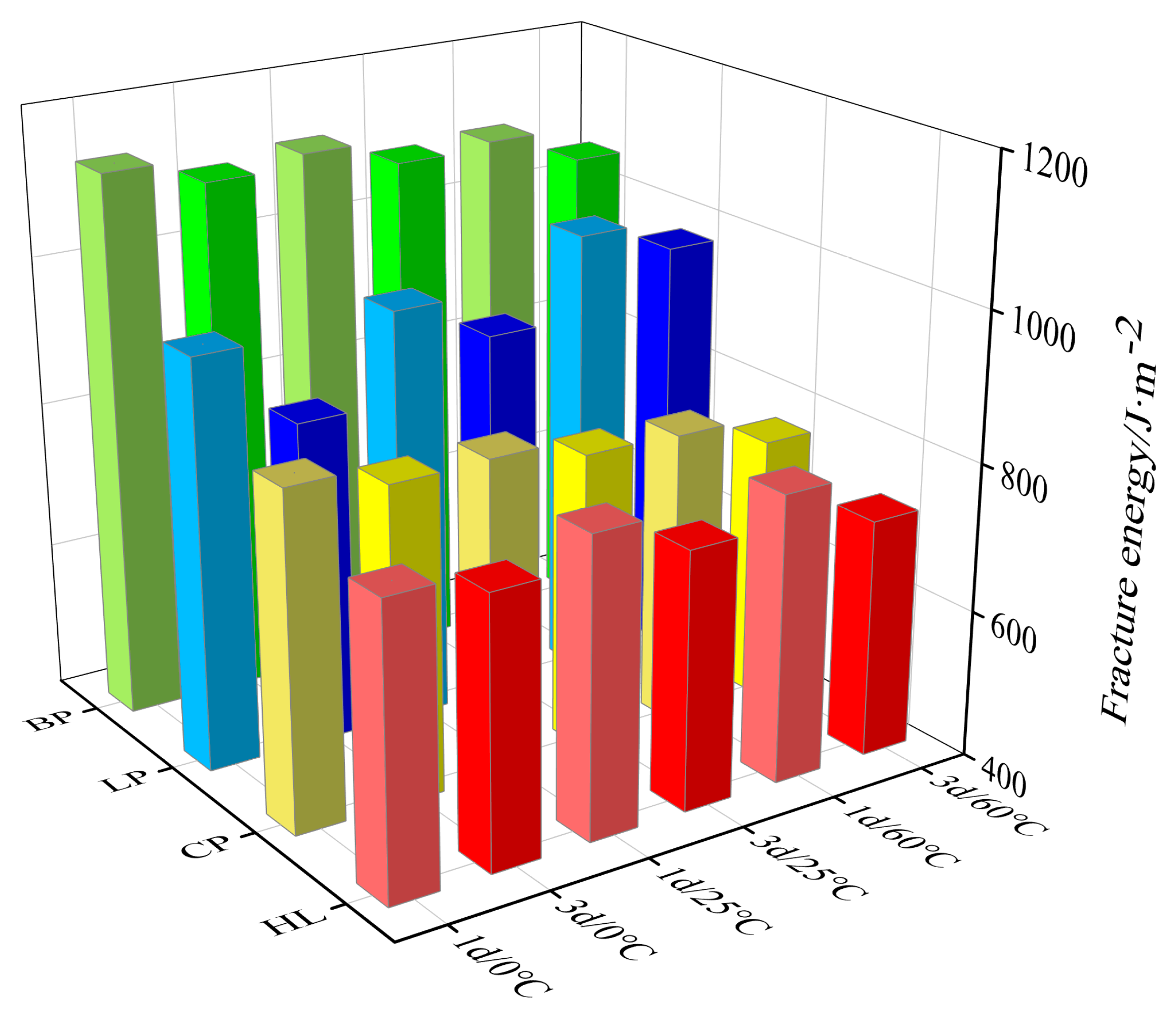
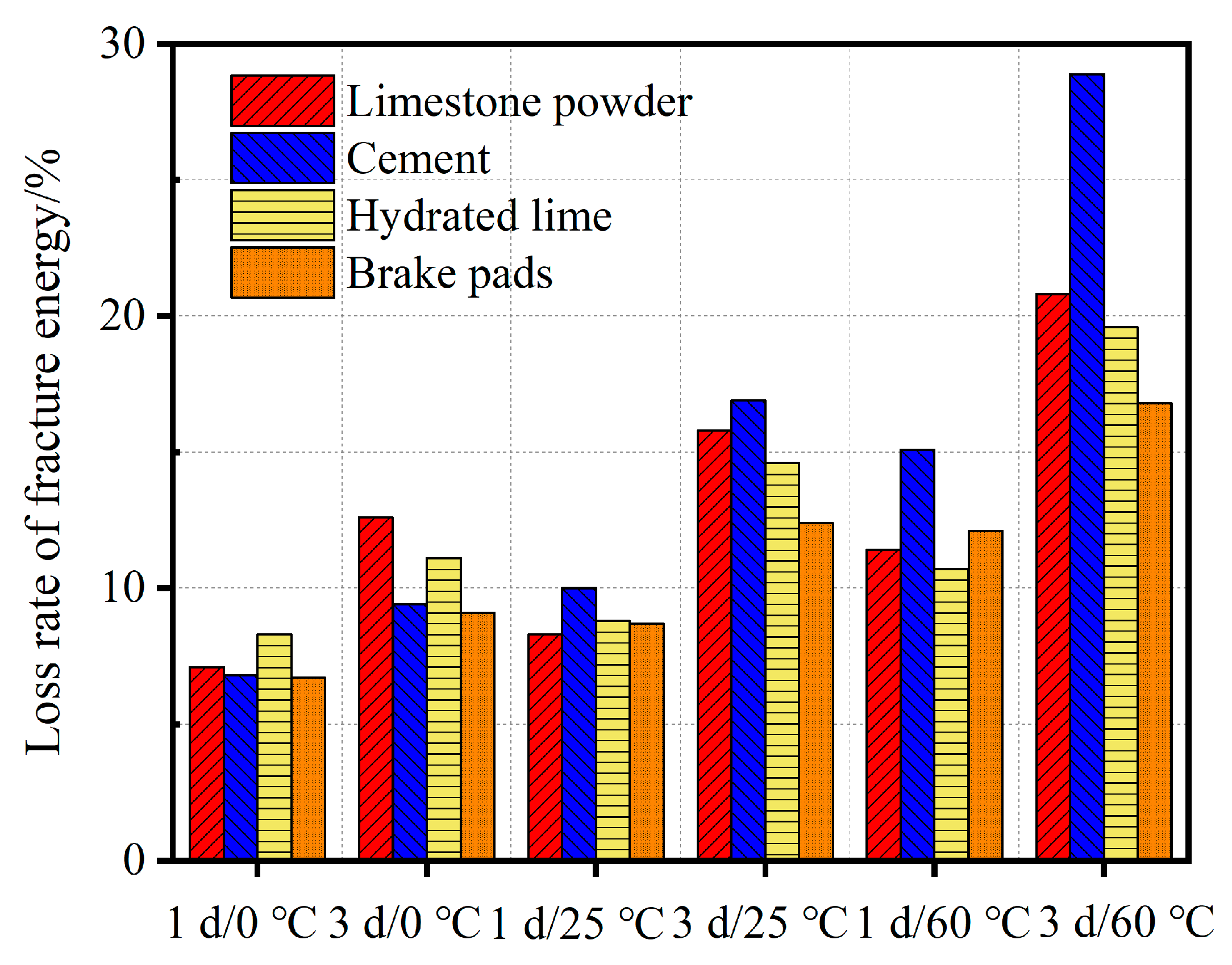
3.3. Low-Temperature Crack Resistance Analysis and Synthesis
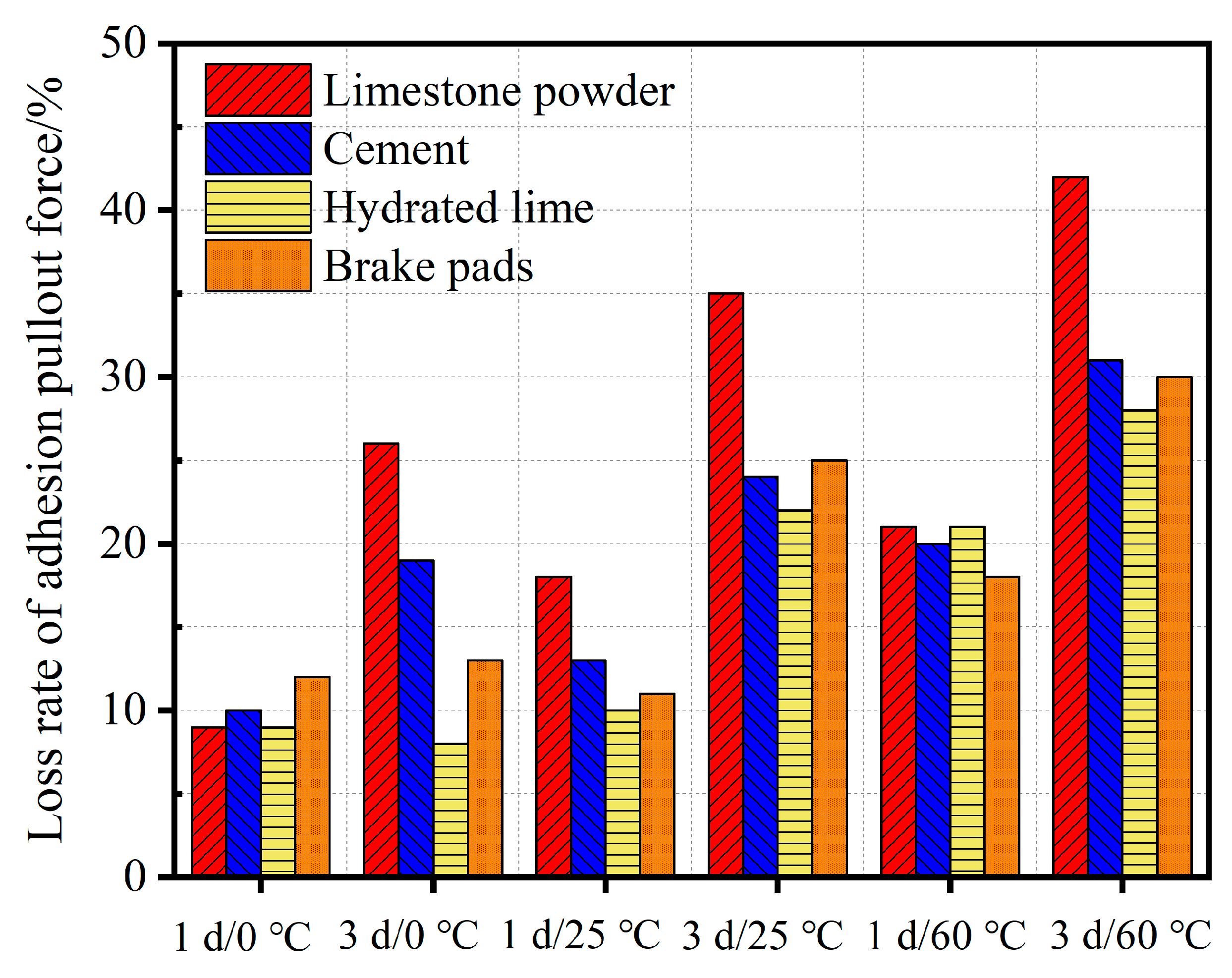
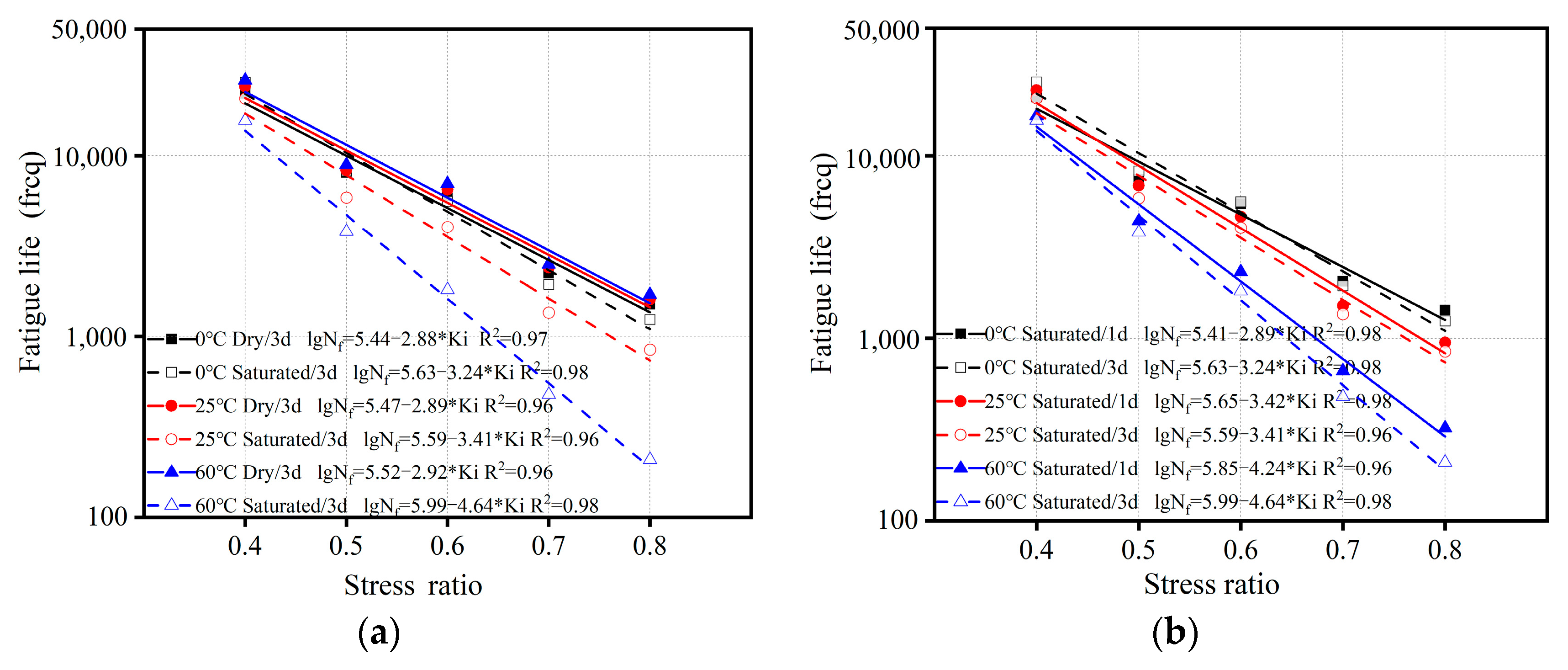
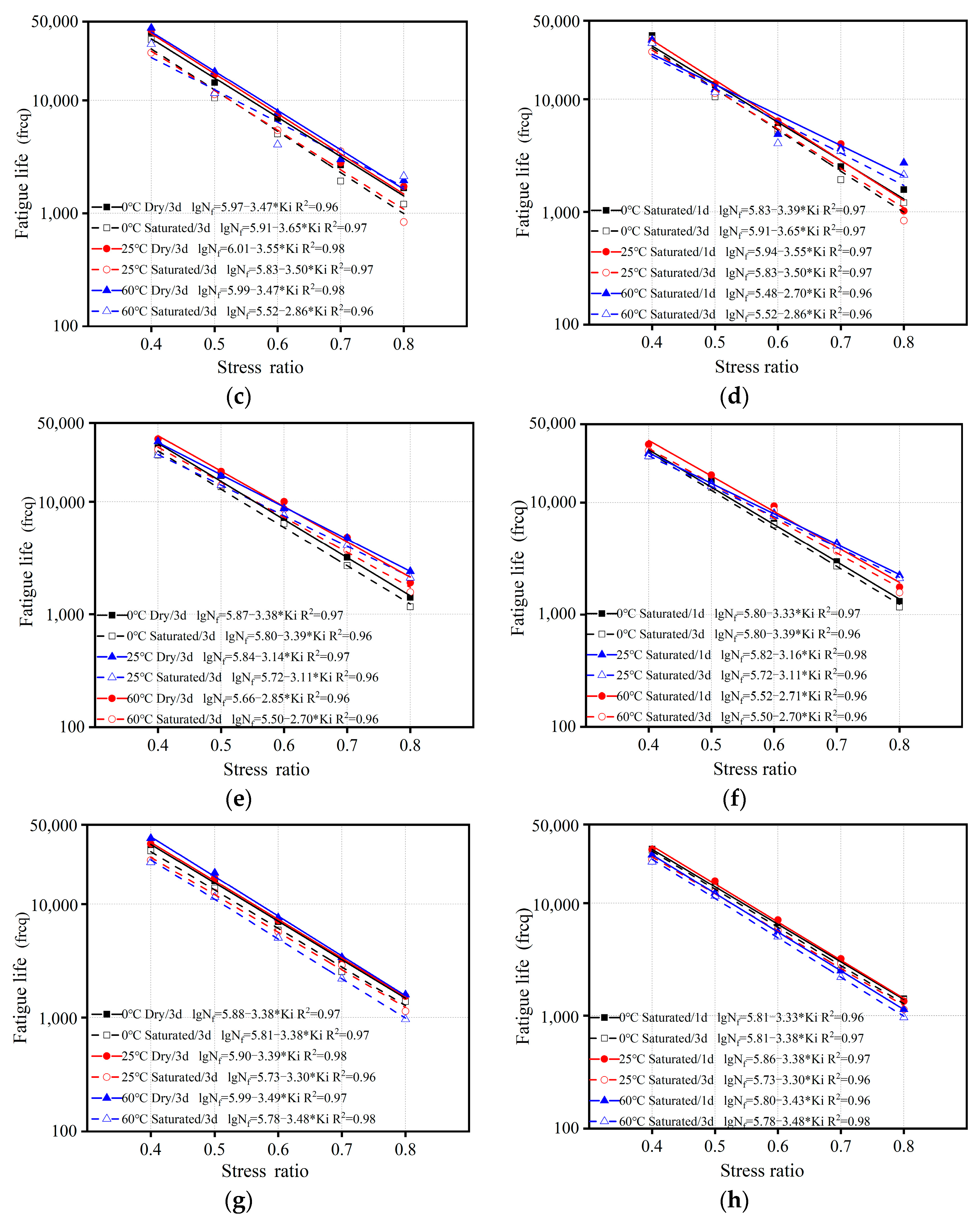
3.4. Fatigue Resistance Analysis and Synthesis
4. Conclusions
- (1)
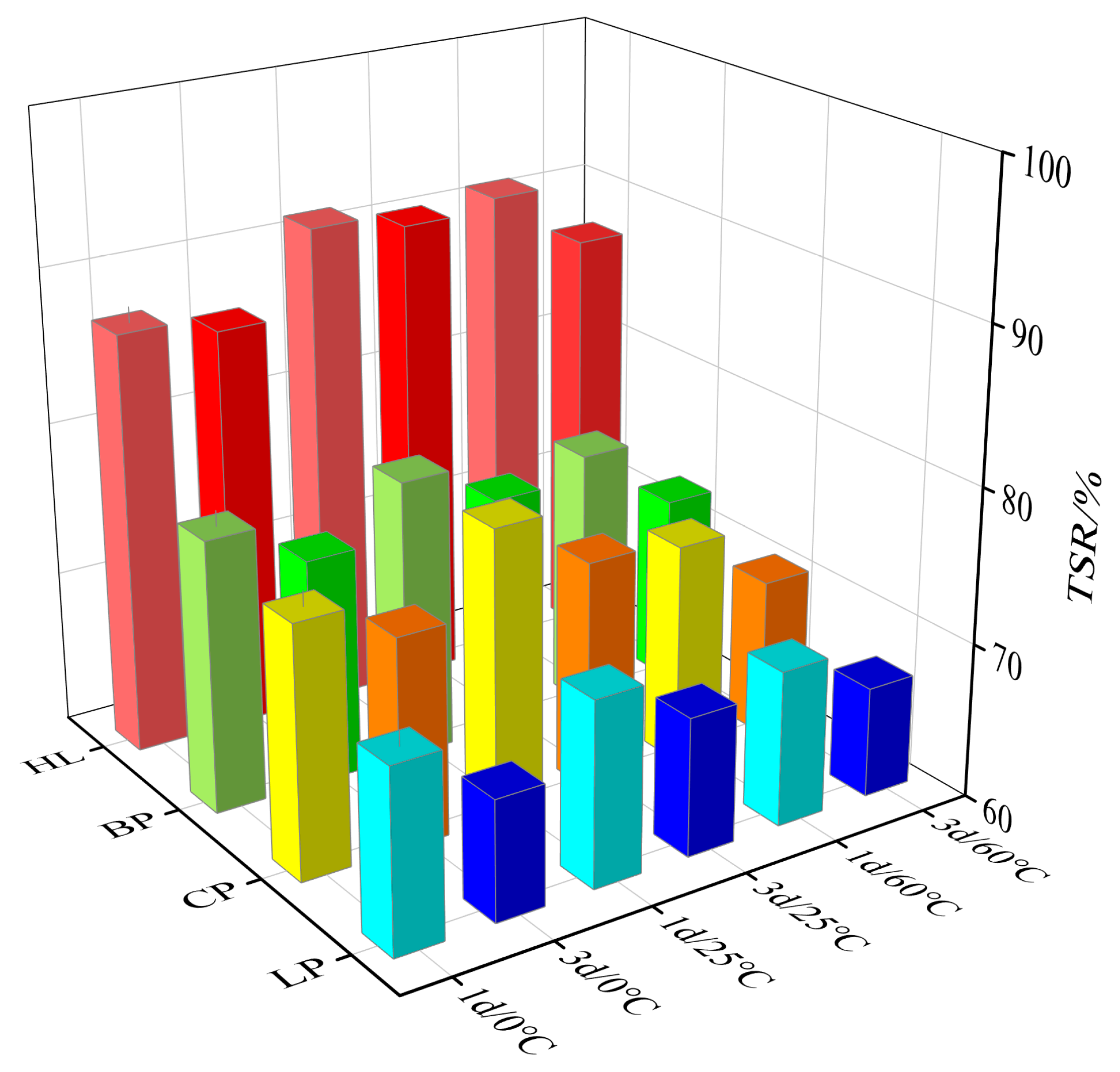
- As theoretically expected, moisture conditioning and water saturation yielded negative impacts on the mechanical properties of the asphalt mixtures, with a general decay in the tensile strength (i.e., TSR), high-temperature stability (i.e., Nd), cracking resistance (i.e., FE), and fatigue life (i.e., Nf). However, the addition of mineral fillers, such as slaked (hydrated) lime, tended to enhance the moisture tolerance and water damage resistance of the asphalt mixtures.
- (2)
- After water saturation treatment, the performance of the asphalt mixture decreased due to water damage, in particular the low-temperature cracking properties of the asphalt mixture were significantly degraded. Under high-temperature water saturation conditions, the fracture energy (FE) loss rate was more than 20%, with the cement asphalt mixture incurring the greatest FE degradation of approximately 29.3%.
- (3)
- The degree of water damage to the asphalt mixtures was found to be significantly affected by temperature and water saturation time. Both high temperatures and prolonged water saturation periods tended to detrimentally aggravate the impacts of moisture damage on the asphalt mixtures with the latter being more impactful.
- (4)
- In terms of filler material comparisons, the study results indicated the following rank order of superiority with respected to moisture tolerance, mitigating water damage, optimum mechanical properties, and good performance for the asphalt mixtures: slaked (hydrated) lime > brake pads > cement > limestone mineral powder. That is, for the materials evaluated and the laboratory test conditions considered, limestone mineral powder was found to be the most moisture-sensitive filler material, whilst slaked (hydrated) lime was observed to be the most moisture-tolerant and water-damage resistant filler material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nobakht, M.; Zhang, D.; Sakhaeifar, M.S.; Lytton, R.L. Characterization of the adhesive and cohesive moisture damage for asphalt concrete. Constr. Build. Mater. 2020, 247, 118616. [Google Scholar] [CrossRef]
- Polo-Mendoza, R.; Martinez-Arguelles, G.; Walubita, L.F.; Moreno-Navarro, F.; Giustozzi, F.; Fuentes, L.; Navarro-Donado, T. Ultraviolet ageing of bituminous materials: A comprehensive literature review from 2011 to 2022. Constr. Build. Mater. 2022, 350, 128889. [Google Scholar] [CrossRef]
- Al-Khateeb, G.G. Conceptualizing the asphalt film thickness to investigate the Superpave VMA criteria. Int. J. Pavement Eng. 2016, 19, 957–965. [Google Scholar] [CrossRef]
- Li, F.; Yang, Y.; Wang, L. The interfacial interaction between asphalt binder and mineral filler: A comprehensive review on mechanisms, evaluation methods and influence factors. Int. J. Pavement Eng. 2021, 23, 4291–4305. [Google Scholar] [CrossRef]
- Chen, Z.; Jiao, Y.; Wu, S.; Tu, F. Moisture-induced damage resistance of asphalt mixture entirely composed of gneiss and steel slag. Constr. Build. Mater. 2018, 177, 332–341. [Google Scholar] [CrossRef]
- Guo, M.; Tan, Y. Interaction between asphalt and mineral fillers and its correlation to mastics’ viscoelasticity. Int. J. Pavement Eng. 2019, 22, 1–10. [Google Scholar] [CrossRef]
- Yang, J.; Tang, S.G.; Xu, X.Q. Influence of fine aggregate properties on the technical performance of GAC-16 asphalt mixture. J. Chongqing Jiaotong Univ. 2022, 41, 112–119. [Google Scholar]
- Wang, J.; Guo, M.; Tan, Y. Study on application of cement substituting mineral fillers in asphalt mixture. Int. J. Transp. Sci. Technol. 2018, 7, 189–198. [Google Scholar] [CrossRef]
- Tian, Y.G.; Zhang, M.Y.; Ma, R.H.; Yan, B.B.; Qi, L.; Xu, O.M.; Wang, Z.J. Effects of different fillers on adhesion performance of asphalt mortar/aggregate. Appl. Chem. Ind. 2020, 49, 902–910. [Google Scholar]
- Al-Tameemi, A.F.; Wang, Y.; Albayati, A.; Haynes, J. Moisture Susceptibility and Fatigue Performance of Hydrated Lime–Modified Asphalt Concrete: Experiment and Design Application Case Study. J. Mater. Civ. Eng. 2019, 31, 04019019. [Google Scholar] [CrossRef] [Green Version]
- Grajales, J.A.; Pérez, L.M.; Schwab, A.P.; Little, D.N. Quantum Chemical Modeling of the Effects of Hydrated Lime (Calcium Hydroxide) as a Filler in Bituminous Materials. ACS Omega 2021, 6, 3130–3139. [Google Scholar] [CrossRef]
- Hu, X.; Wang, N.; Pan, P.; Bai, T. Performance evaluation of asphalt mixture using brake pad waste as mineral filler. Constr. Build. Mater. 2017, 138, 410–417. [Google Scholar] [CrossRef]
- Hu, X.; Zhang, H.; Bai, T.; Pan, P.; Xu, P.; Walubita, L.F. Effects of using brake pad waste powder as a filler material on the rheological and mechanical properties of a sulfur modified asphalt mixture. Constr. Build. Mater. 2018, 198, 742–750. [Google Scholar] [CrossRef]
- Zhao, Y.C.; Hu, X.D.; Wang, N.; Gan, W.X.; Pan, P. The long term performance of asphalt mixture using brake pads waste as filler after freezing-thawing cycles. Highw. Eng. 2021, 46, 217–221. [Google Scholar]
- Choudhary, J.; Kumar, B.; Gupta, A. Utilization of solid waste materials as alternative fillers in asphalt mixes: A review. Constr. Build. Mater. 2019, 234, 117271. [Google Scholar] [CrossRef]
- Guang, X.; Zhang, J.Z.; Shen, Q.J.; Ji, P.; Wang, J. Ti influence of filler type and rheological properties of asphalt mastic on the asphalt Mastic-Aggregate interaction. Materials. 2023, 16, 574. [Google Scholar] [CrossRef]
- Walubita, L.F.; Faruk, A.N.; Zhang, J.; Hu, X.; Lee, S.I. The Hamburg rutting test—Effects of HMA sample sitting time and test temperature variation. Constr. Build. Mater. 2016, 108, 22–28. [Google Scholar] [CrossRef]
- Yin, F.; Chen, C.; West, R.; Martin, A.E.; Arambula-Mercado, E. Determining the Relationship Among Hamburg Wheel-Tracking Test Parameters and Correlation to Field Performance of Asphalt Pavements. Transp. Res. Rec. J. Transp. Res. Board 2020, 2674, 281–291. [Google Scholar] [CrossRef]
- Walubita, L.F.; Faruk, A.N.M.; Zhang, J.; Komba, J.J.; Alrashydah, E.I.; Simate, G.S. The Hamburg Rutting Test (HWTT) alternative data analysis methods and HMA screening criteria. Int. J. Pavement Res. Technol. 2019, 12, 110–116. [Google Scholar] [CrossRef]
- Kassem, E.; Walubita, L.; Scullion, T.; Masad, E.; Wimsatt, A. Evaluation of Full-Depth Asphalt Pavement Construction Using X-Ray Computed Tomography and Ground Penetrating Radar. J. Perform. Constr. Facil. 2008, 22, 408–416. [Google Scholar] [CrossRef]
- Soenen, H.; Vansteenkiste, S.; Kara De Maeijer, P. Fundamental approaches to predict moisture damage in asphalt mixtures: State-of-the-art review. Infrastructures 2020, 5, 20. [Google Scholar] [CrossRef] [Green Version]
- Omar, H.A.; Yusoff, N.I.M.; Mubaraki, M. Effects of moisture damage on asphalt mixtures. J. Traffic Transp. Eng. 2020, 7, 600–628. [Google Scholar] [CrossRef]
- Chen, Y.; Xu, S.; Tebaldi, G.; Romeo, E. Role of mineral filler in asphalt mixture. Road Mater. Pavement Des. 2020, 23, 247–286. [Google Scholar] [CrossRef]
- Das, A.K.; Singh, D. Evaluation of fatigue performance of asphalt mastics composed of nano hydrated lime filler. Constr. Build. Mater. 2020, 269, 121322. [Google Scholar] [CrossRef]
- Li, Y.; Hu, X.; Zhao, Y.; Zhu, G.; Wang, N.; Pan, P.; Peng, C.; Sun, Y. Performance evaluation of asphalt mixture using brake pad waste as aggregate. Case Stud. Constr. Mater. 2022, 17, e01639. [Google Scholar] [CrossRef]
- Razavi, S.H.; Kavussi, A. The role of nanomaterials in reducing moisture damage of asphalt mixes. Constr. Build. Mater. 2020, 239, 117827. [Google Scholar] [CrossRef]
- Preti, F.; Accardo, C.; Gouveia, B.C.S.; Romeo, E.; Tebaldi, G. Influence of high-surface-area hydrated lime on cracking performance of open-graded asphalt mixtures. Road Mater. Pavement Des. 2020, 22, 2654–2660. [Google Scholar] [CrossRef]
- Gedik, A. An exploration into the utilization of recycled waste glass as a surrogate powder to crushed stone dust in asphalt pavement construction. Constr. Build. Mater. 2021, 300, 123980. [Google Scholar] [CrossRef]
- Awed, A.M.; Tarbay, E.W.; El-Badawy, S.M.; Azam, A.M. Performance characteristics of asphalt mixtures with industrial waste/by-product materials as mineral fillers under static and cyclic loading. Road Mater. Pavement Des. 2020, 23, 335–357. [Google Scholar] [CrossRef]
- Dimulescu, C.; Burlacu, A. Industrial Waste Materials as Alternative Fillers in Asphalt Mixtures. Sustainability 2021, 13, 8068. [Google Scholar] [CrossRef]
- JTG E42-2005; Test Methods of Aggregate for Highway Engineering. Standardization Administration of China: Beijing, China, 2005.
- JTG E20-2011; Standard Test Methods of Bitumen and Bituminous Mixtures for Highway Engineering. Standardization Administration of China: Beijing, China, 2011.
- JTG F40-2004; Technical Specification for Construction of Highway Asphalt Pavements. Standardization Administration of China: Beijing, China, 2004.
- ASTM D3497-1979; Standard Test Method for Dynamic Modulus of Asphalt Mixtures. ASTM International: West Conshohocken, PA, USA, 2003.
- Walubita, L.F.; Fuentes, L.; Lee, S.I.; Dawd, I.; Mahmoud, E. Comparative evaluation of five HMA rutting-related laboratory test methods relative to field performance data: DM, FN, RLPD, SPST, and HWTT. Constr. Build. Mater. 2019, 215, 737–753. [Google Scholar] [CrossRef]
- Walubita, L.F.; Zhang, J.; Das, G.; Hu, X.; Mushota, C.; Alvarez, A.E.; Scullion, T. Hot-Mix Asphalt Permanent Deformation Evaluated by Hamburg Wheel Tracking, Dynamic Modulus, and Repeated Load Tests. Transp. Res. Rec. J. Transp. Res. Board 2012, 2296, 46–56. [Google Scholar] [CrossRef]
- American Association of State Highway and Transportation Officials. Standard Method of Tests for Determining the Fracture Energy of Asphalt Mixtures Using the Semi Circular Bend Geometry (SCB); American Association of State Highway and Transportation Officials: Washington, DC, USA, 2015. [Google Scholar]
- Walubita, L.F.; Jamison, B.P.; Das, G.; Scullion, T.; Martin, A.E.; Rand, D.; Mikhail, M. Search for a Laboratory Test to Evaluate Crack Resistance of Hot-Mix Asphalt. Transp. Res. Rec. J. Transp. Res. Board 2011, 2210, 73–80. [Google Scholar] [CrossRef]
- Walubita, L.F.; Faruk, A.N.; Koohi, Y.; Luo, R.; Scullion, T.; Lytton, R.L. The Overlay Tester (OT): Comparison with Other Crack Test Methods and Recommendations for Surrogate Crack Tests; Technical Report 0-6607-2; Texas Department of Transportation, Research and Technology Implementation Office: Austin, TX, USA, 2013.
- Walubita, L.F.; Faruk, A.N.; Alvarez, A.E.; Izzo, R.; Haggerty, B.; Scullion, T. Laboratory Hot-Mix asphalt cracking testing: Evaluation of three repeated loading crack tests. Transp. Res. Rec. 2013, 2373, 81–88. [Google Scholar] [CrossRef]
- Walubita, L.F.; Hugo, F.; Martin, A.E. Indirect tensile fatigue performance of asphalt after MMLS3 trafficking under different environmental conditions. S. Afr. Inst. Civ. Eng. 2022, 44, 2–11. [Google Scholar]
- Han, S.; Dong, S.; Liu, M.; Han, X.; Liu, Y. Study on improvement of asphalt adhesion by hydrated lime based on surface free energy method. Constr. Build. Mater. 2019, 227, 116794. [Google Scholar] [CrossRef]
- Walubita, L.F.; Hoeffner, J.; Scullion, T. New Generation Mix-Designs: Laboratory-Field Testing and Modifications to Texas HMA Mix-Design Procedures; Technical Report 0-6132-3; Texas Department of Transportation, Research and Technology Implementation Office: Austin, TX, USA, 2012.
- Gorkem, C.; Sengoz, B. Predicting stripping and moisture induced damage of asphalt concrete prepared with polymer modified bitumen and hydrated lime. Constr. Build. Mater. 2009, 23, 2227–2236. [Google Scholar] [CrossRef]
- Bai, T.; Mao, B.; Chen, A.; Li, Y.; Wu, S.; Hu, Z.; Lin, Z. Investigation of low-temperature construction additives (LCAs) effects on the technical properties of asphalt binder. Constr. Build. Mater. 2021, 304, 124634. [Google Scholar] [CrossRef]
- Mao, B.W.; Bai, T.; Zhang, S.C.; Zhang, D.Y.; Cheng, Z. Viscoelastic analysis of asphalt pavement considering measured wheel load and interlayer bonding. Highw. Transp. Res. Dev. 2022, 39, 1–10. [Google Scholar]
- Bai, T.; Liang, Y.; Li, C.; Jiang, X.; Li, Y.; Chen, A.; Wang, H.; Xu, F.; Peng, C. Application and validation of fly ash based geopolymer mortar as grouting material in porous asphalt concrete. Constr. Build. Mater. 2022, 332, 127154. [Google Scholar] [CrossRef]
- Walubita, L.F.; Alvarez, A.E.; Simate, G.S. Evaluating and comparing different methods and models for generating relaxation modulus master-curves for asphalt mixes. Constr. Build. Mater. 2011, 25, 2619–2626. [Google Scholar] [CrossRef]
- Bai, T.; Cheng, Z.; Hu, X.; Fuentes, L.; Walubita, L.F. Viscoelastic modelling of an asphalt pavement based on actual tire-pavement contact pressure. Road Mater. Pavement Des. 2020, 22, 2458–2477. [Google Scholar] [CrossRef]
- Bai, T.; Wu, F.; Zhang, Y.; Mao, C.; Wang, G.; Wu, Y.; Bai, H.; Li, Y. Sulfur modification with dipentene and ethylhexyl acrylate to enhance asphalt mixture performance. Constr. Build. Mater. 2022, 343, 128086. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Item | Test Results | Specification Requirement | |
|---|---|---|---|
| Water absorption (%) | 0.3 | ≤2.0 | |
| Crash value (%) | 21.8 | ≤28 | |
| Needle and flake particle content (%) | 9.8 | ≤15 | |
| Apparent specific gravity | 0–5 mm | 2.811 | ≥2.50 |
| 5–10 mm | 2.875 | ||
| 10–15 mm | 2.834 | ||
| Los Angeles wear value (%) | 15.8 | ≤28 | |
| Test Item | Test Results | Specification Requirement |
|---|---|---|
| Apparent specific gravity | 2.705 | ≥2.5 |
| Angularity (flow time method) (s) | 36 | ≥30 |
| Sand equivalent (%) | 76.8 | ≥60 |
| Element | SiO2 | CaO | MgO | Al2O3 | Fe2O3 | Others |
|---|---|---|---|---|---|---|
| Proportion (%) | 1.8 | 52.8 | 1.4 | 1.8 | 0.4 | 41.8 |
| Test Item | Test Results | Specification Requirement |
|---|---|---|
| Apparent specific gravity | 2.639 | / |
| Particle size range (mm) | <0.075 | / |
| Specific surface area (m²/g) | 7.8404 ± 0.0108 | / |
| Exterior | No lumps | / |
| Element | SiO2 | CaO | MgO | Al2O3 | Fe2O3 | SiO3 | K2O | Na2O | Others |
|---|---|---|---|---|---|---|---|---|---|
| Proportion (%) | 30.3 | 41.1 | 1.5 | 12.5 | 3.4 | 2.9 | 1.0 | 0.6 | 9.9 |
| Test Item | Test Results | Specification Requirement |
|---|---|---|
| Apparent specific gravity | 3.072 | / |
| Specific surface area (m²/g) | 2.0303 ± 0.0327 | / |
| Exterior | No caking granules | / |
| Element | Ca (OH)2 | Magnesium And Alkali Metals | Acid Insoluble | Iron (Fe) | Dry Burn Reduction |
|---|---|---|---|---|---|
| Proportion (%) | ≥96.0 | ≤2.0 | ≤0.1 | ≤0.05 | ≤0.5 |
| Test Item | Test Results | Specification Requirement |
|---|---|---|
| Apparent specific gravity | 2.325 | / |
| Specific surface area (m²/g) | 13.4644 ± 0.0468 | / |
| Exterior | No caking granules | / |
| Element | SiO2 | CaO | MgO | Fe2O3 | Al2O3 | SiO3 | BaO | Others |
|---|---|---|---|---|---|---|---|---|
| Proportion (%) | 22.3 | 15.2 | 7.0 | 4.9 | 4.0 | 3.8 | 4.4 | 38.4 |
| Test Item | Test Results | Specification Requirement |
|---|---|---|
| Apparent specific gravity | 2.235 | / |
| Specific surface area (m²/g) | 1.7750 ± 0.0200 m²/g | / |
| Exterior | No caking granules | / |
| Test Items | Units | Test Result | Specification Requirements | |
|---|---|---|---|---|
| Penetration (25 °C, 5 s, 100 g) | 0.1 mm | 63.4 | 60~80 | |
| Penetration Index (PI) | / | −0.88 | −1.5~+1.0 | |
| Softening point (R&B) | °C | 48.5 | ≥43 | |
| 15 °C elongation | cm | >100 | ≥100 | |
| Wax content (distillation method) | % | 1.0 | <2.2 | |
| Flash point | °C | 300 | ≥260 | |
| Density (15 °C) | g·cm−3 | 1.036 | Measured | |
| Solubility | % | 99.9 | ≥99.5 | |
| 60 °C dynamic viscosity | Pa·s | 290 | ≥160 | |
| The remains after TFOT | Residual ductility (10 °C) | cm | 7.8 | ≥6 |
| Quality loss | % | 0.2 | ≤±0.8 | |
| Residual penetration ratio 25 °C | % | 68.0 | ≥61 | |
| Filler Material | Filler Quantity (g) | Volume (cm3) | Base Asphalt (g) | Volume (cm3) |
|---|---|---|---|---|
| Limestone powder | 150.00 | 56.84 | 150.00 | 144.79 |
| Waste brake pad powder | 127.04 | 56.84 | 150.00 | 144.79 |
| Cement | 174.61 | 56.84 | 150.00 | 144.79 |
| Slaked lime powder | 132.15 | 56.84 | 150.00 | 144.79 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liang, Y.; Bai, T.; Zhou, X.; Wu, F.; Chenxin, C.; Peng, C.; Fuentes, L.; Walubita, L.F.; Li, W.; Wang, X. Assessing the Effects of Different Fillers and Moisture on Asphalt Mixtures’ Mechanical Properties and Performance. Coatings 2023, 13, 288. https://doi.org/10.3390/coatings13020288
Liang Y, Bai T, Zhou X, Wu F, Chenxin C, Peng C, Fuentes L, Walubita LF, Li W, Wang X. Assessing the Effects of Different Fillers and Moisture on Asphalt Mixtures’ Mechanical Properties and Performance. Coatings. 2023; 13(2):288. https://doi.org/10.3390/coatings13020288
Chicago/Turabian StyleLiang, Yongcai, Tao Bai, Xiaolong Zhou, Fan Wu, Changlong Chenxin, Chao Peng, Luis Fuentes, Lubinda F. Walubita, Wei Li, and Xingchen Wang. 2023. "Assessing the Effects of Different Fillers and Moisture on Asphalt Mixtures’ Mechanical Properties and Performance" Coatings 13, no. 2: 288. https://doi.org/10.3390/coatings13020288