
Physicomechanical Properties of Gypsum with Mineral Additions at Elevated Temperatures



Abstract
:1. Introduction
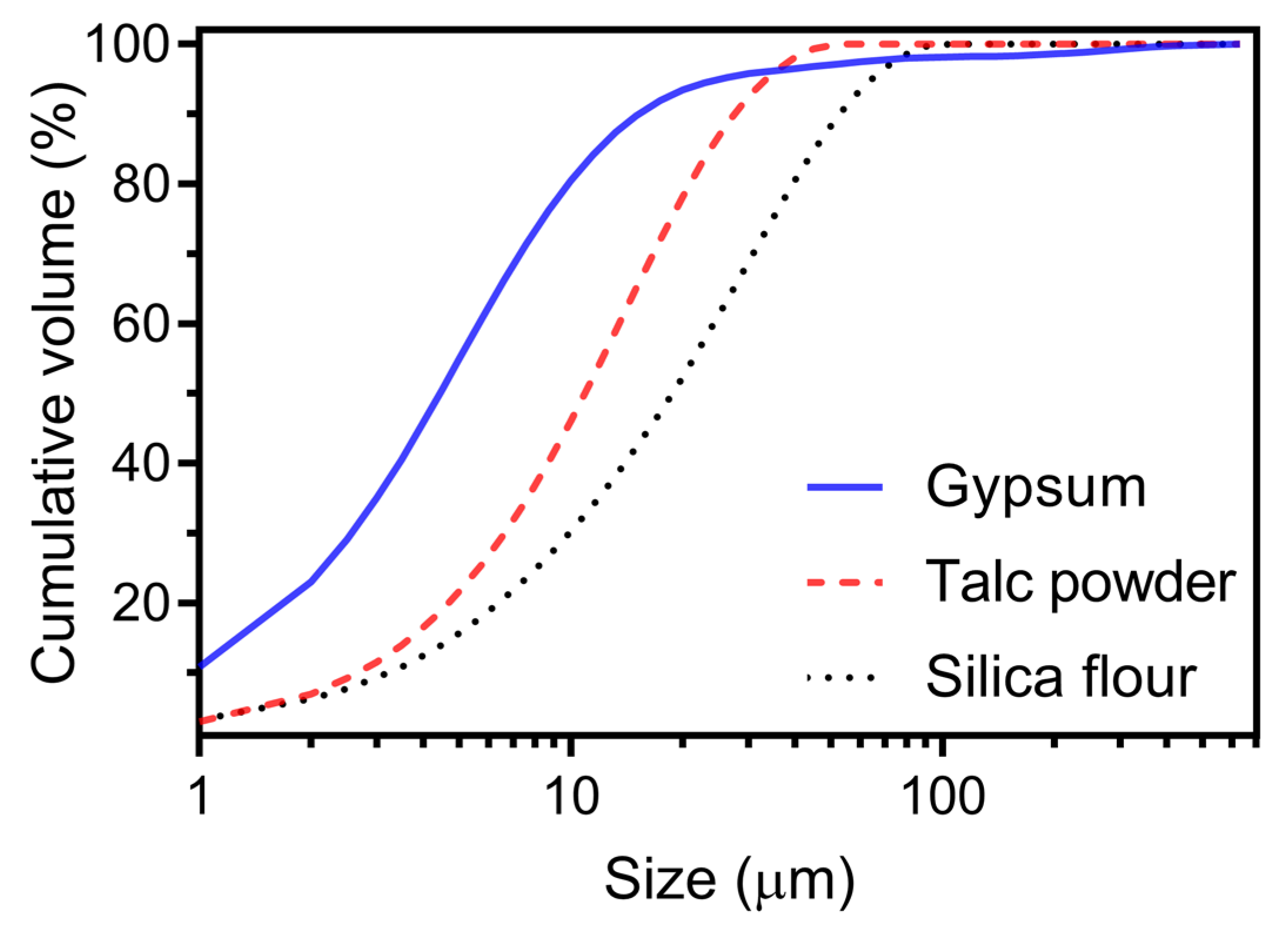
2. Experimental Program
3. Experimental Results
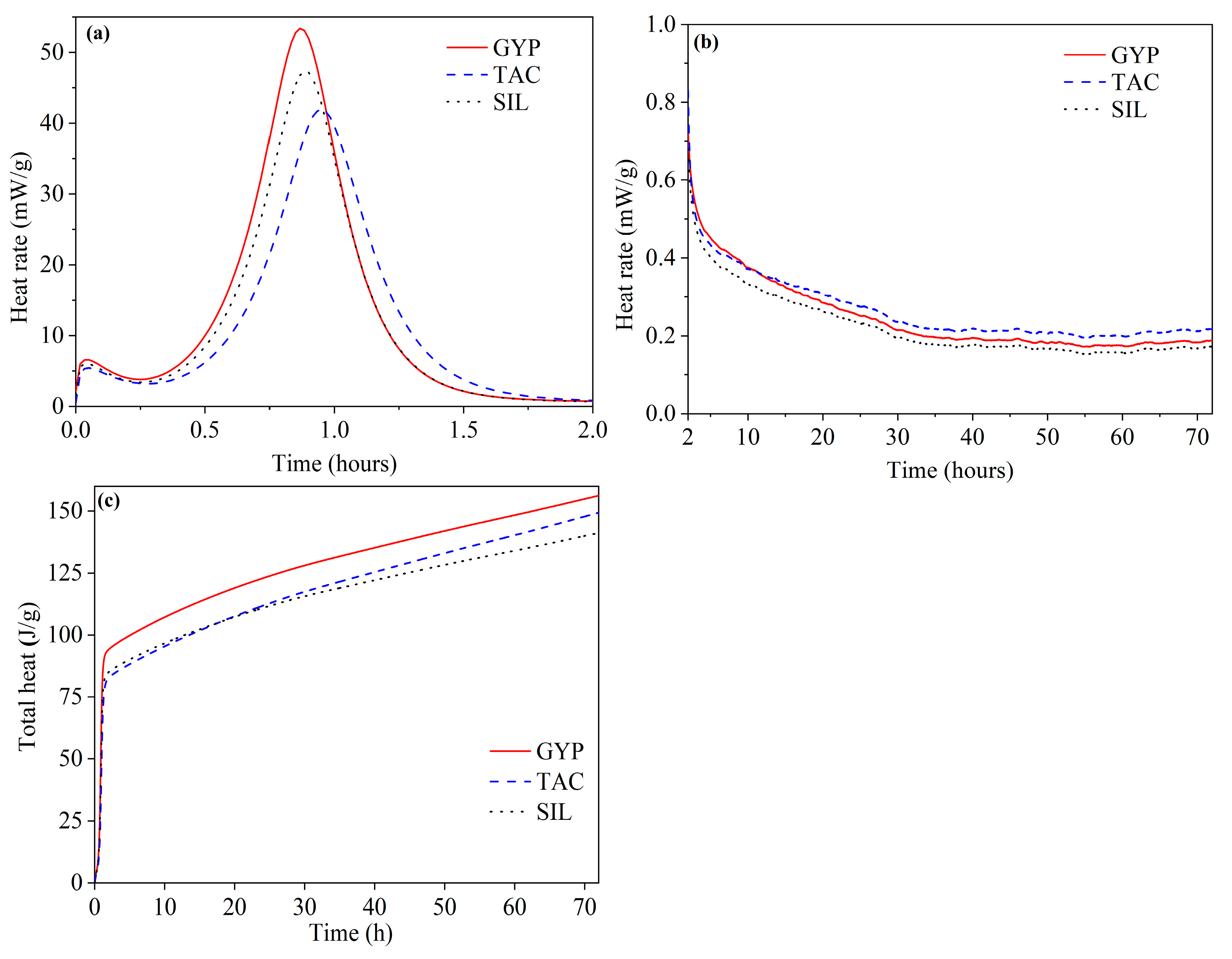
3.1. Hydration Heat
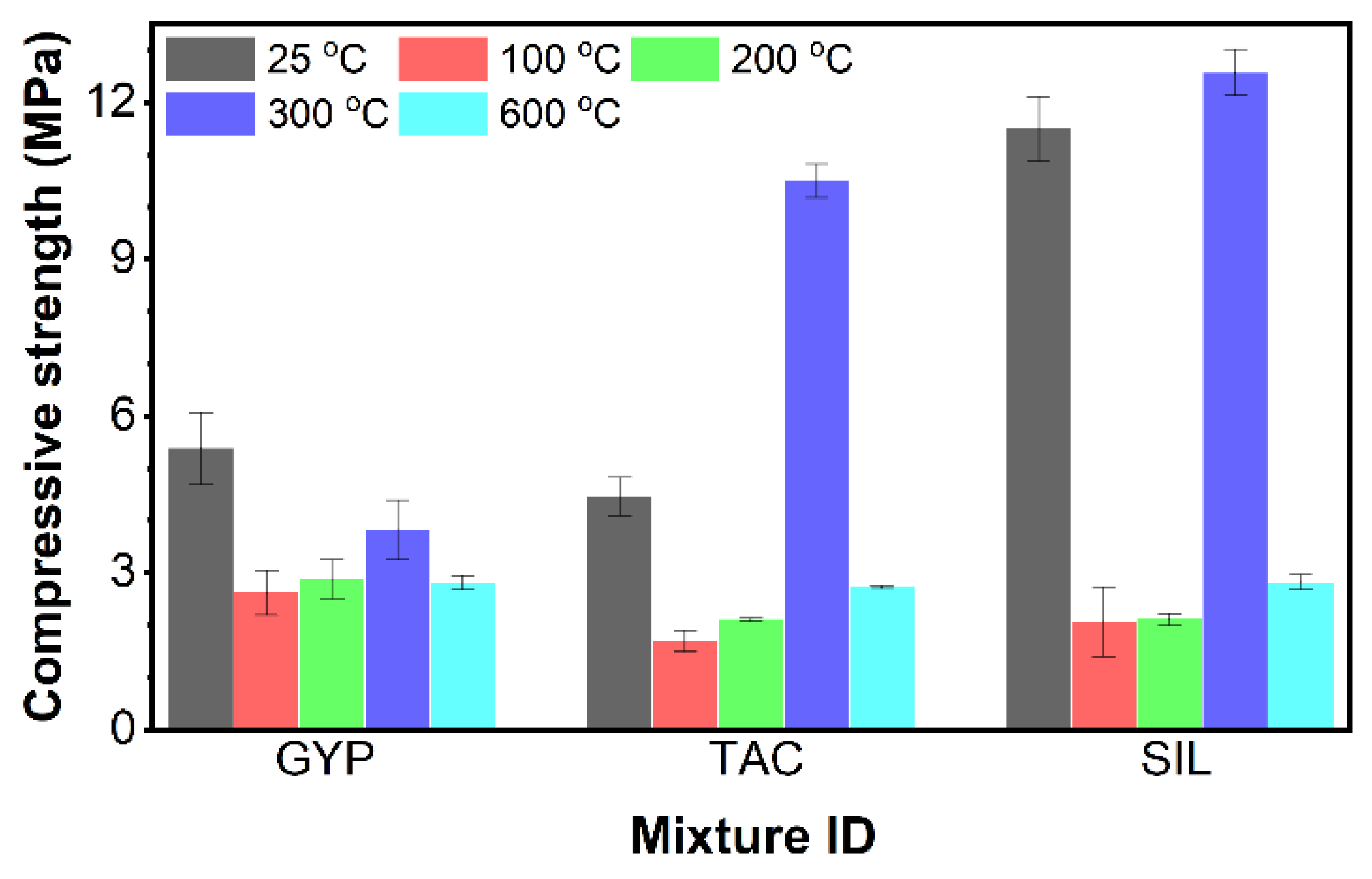
3.2. Compressive Strength
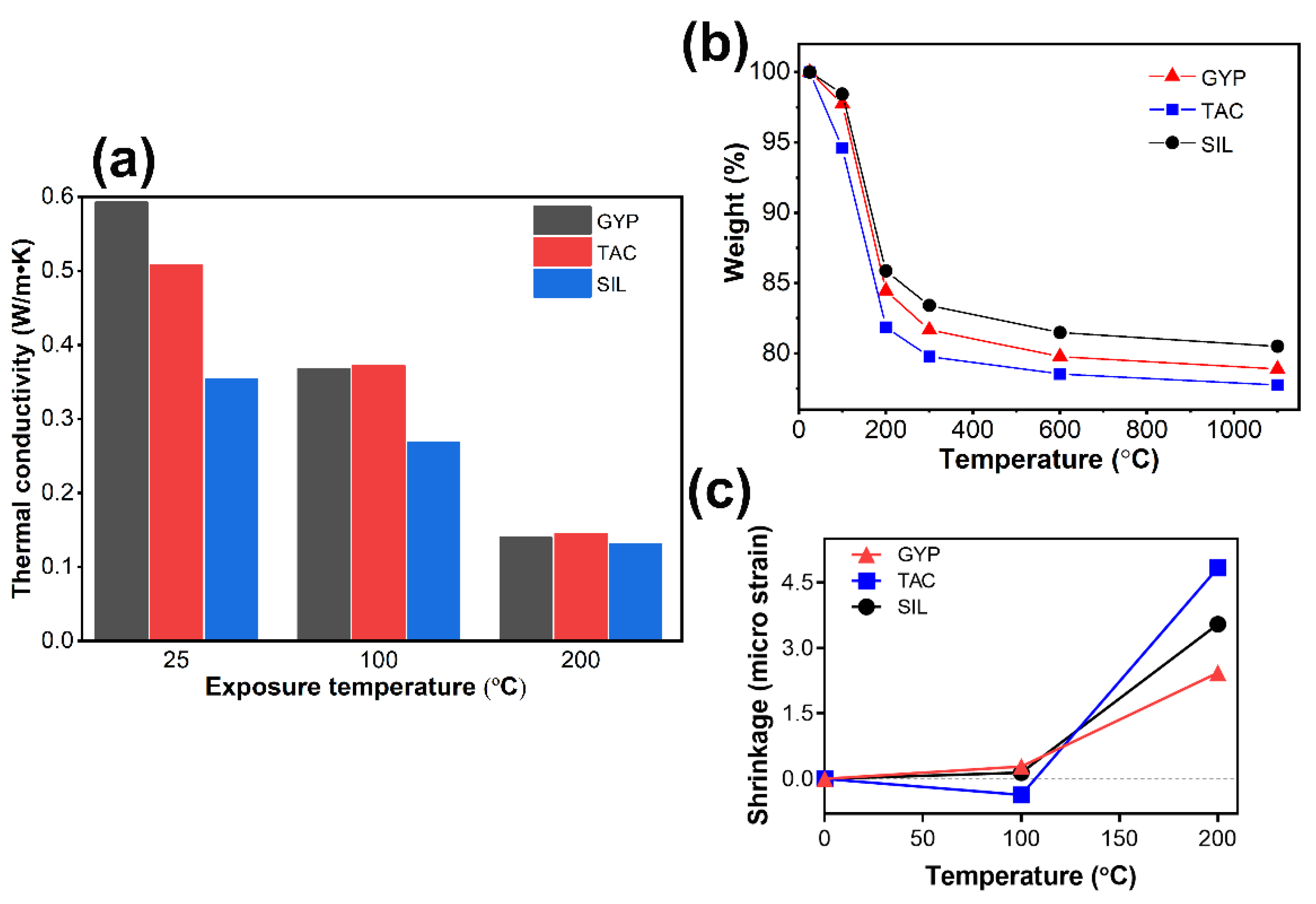
3.3. Thermal Conductivity, Weight Loss, and Shrinkage
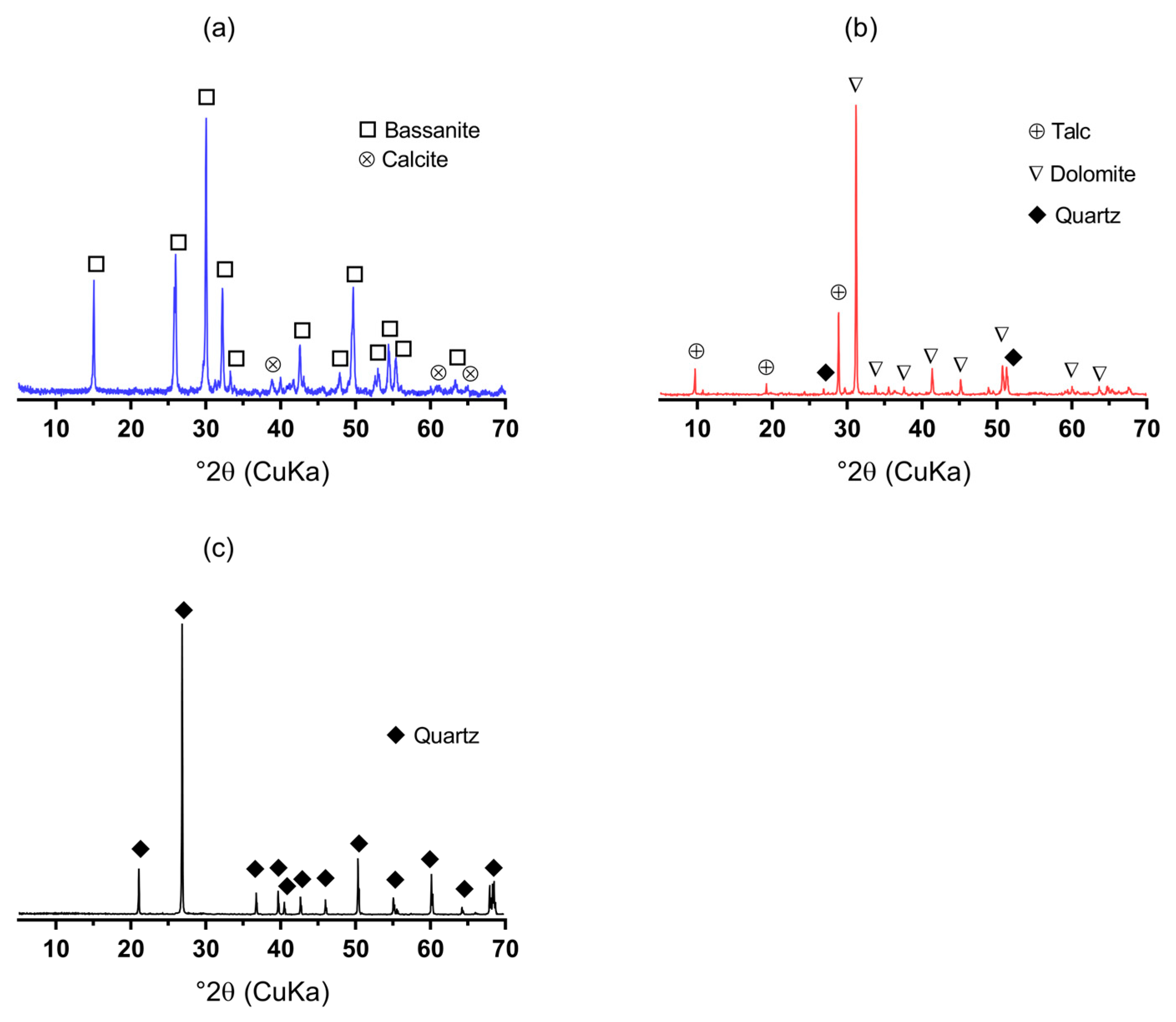
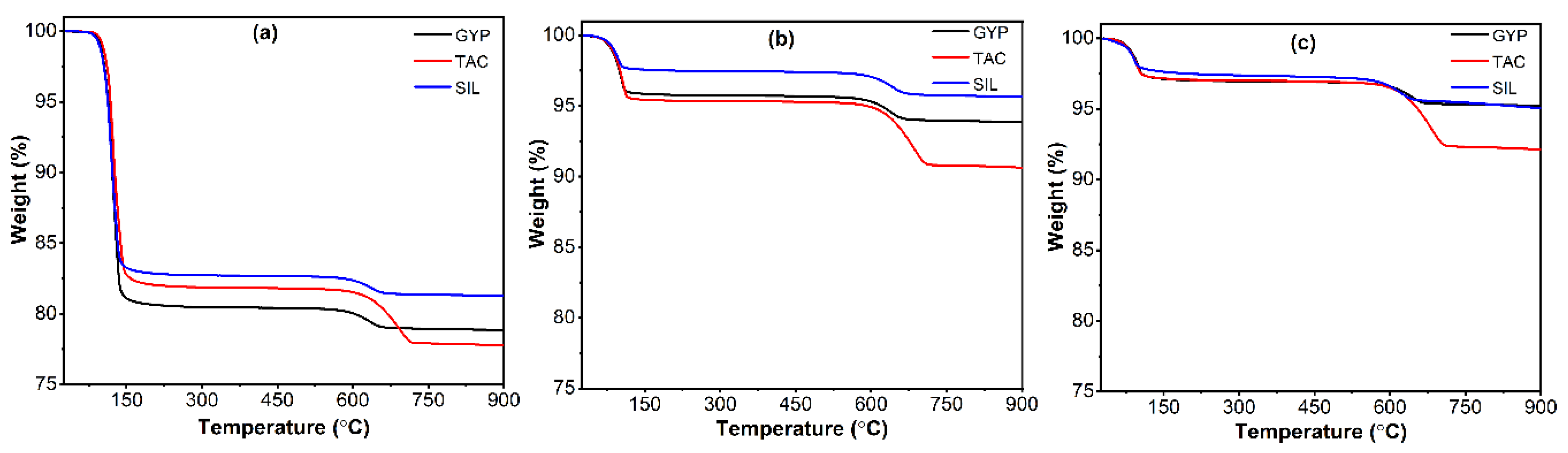
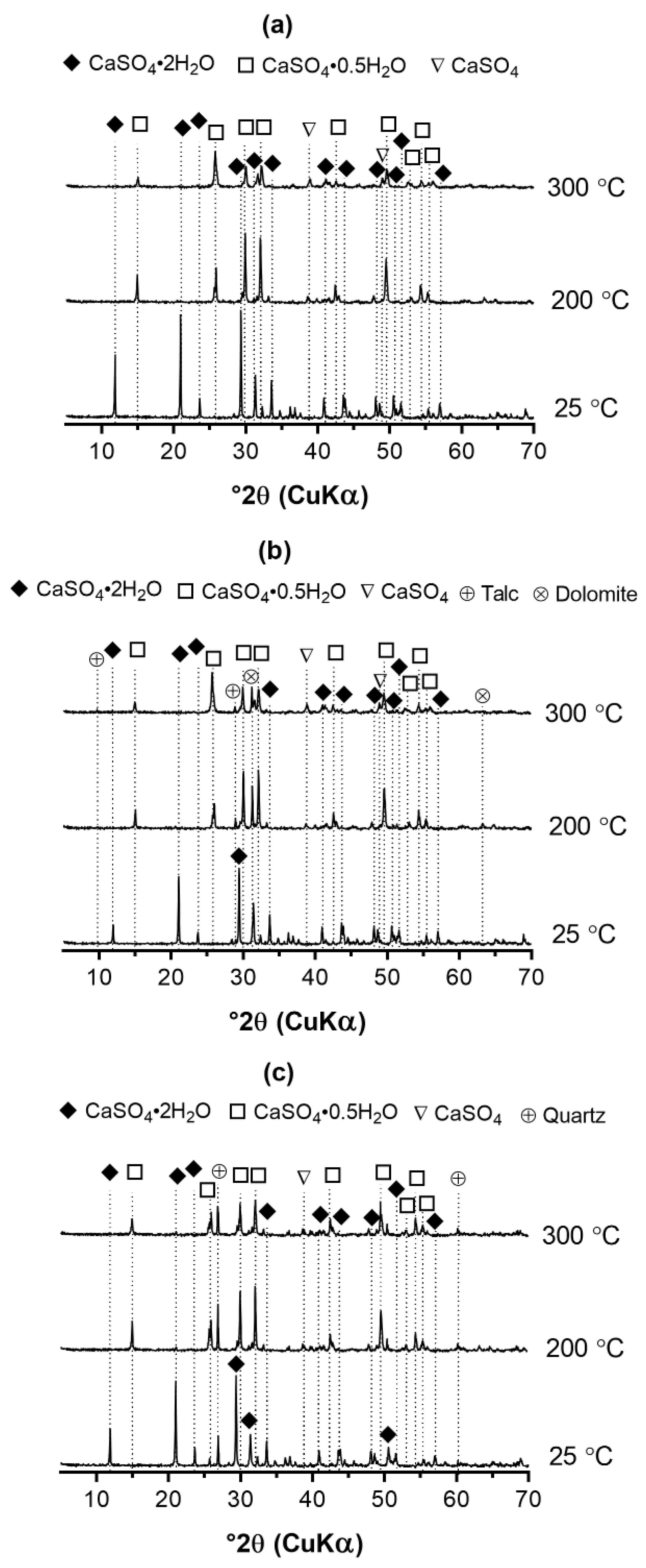
3.4. TGA and XRD
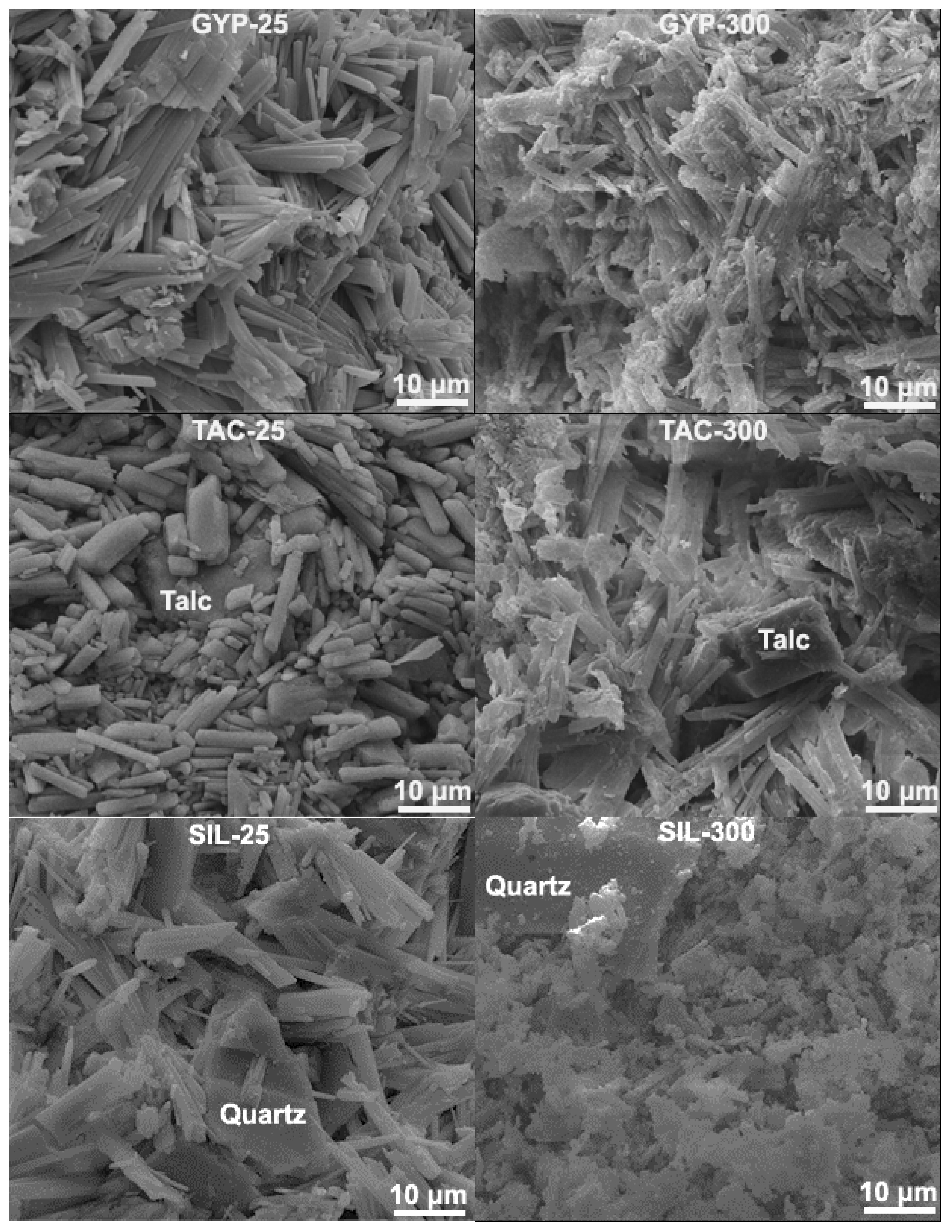
3.5. Microstructural Morphology
4. Discussion
5. Conclusions
- (1)
- The addition of silica flour (10% replacement of gypsum) improved gypsum’s physical and mechanical properties, such as compressive strength, thermal conductivity, and shrinkage at elevated temperatures. Silica flour performed better than talc powder (at the same dosage) in achieving blended gypsum’s physical and mechanical properties in this work. It is suggested that silica flour can be added to gypsum for better performance in normal temperatures and high-temperature resistance. The addition of silica powder could fill in some micropores, thereby increasing the density of the gypsum board.
- (2)
- The thermal treatment at 100 °C and 200 °C decreased the mechanical properties of gypsum paste owing to the loss of water, phase change, and formation of pores. However, the mechanical strength of gypsum paste recovered to some extent after being treated at 300 °C due to the formation of a more robust anhydrite phase. With the addition of talc powder or silica flour, the strength regained in the gypsum paste after being treated at 300 °C was remarkable, owing to the filler and skeletal effects of the talc powder and silica flour particles in the gypsum matrix combined with gypsum’s phase change.
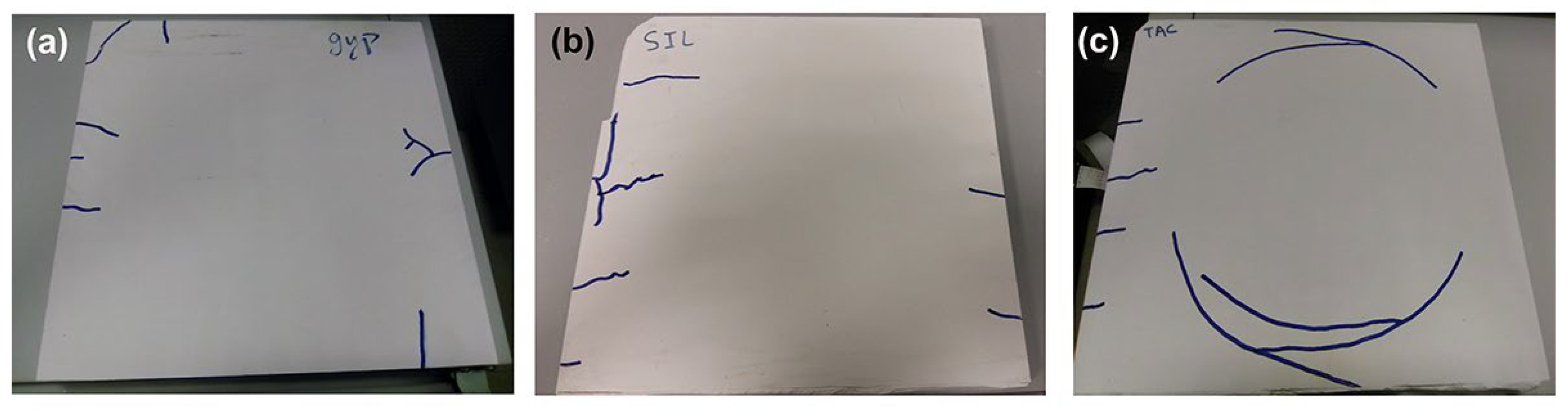
- (3)
- The thermal-induced cracking seemed to cause no structural damage to the specimens when this work’s thermal treatment temperature was lower than 300 °C. To a certain extent, microcracks can enhance the ability of gypsum boards to absorb more energy. However, further investigations were needed to explore the relationship between thermal-induced cracking and mechanical properties. Both silica flour and talc powder demonstrated no apparent roles in controlling thermal-induced crack formation in the gypsum matrix.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Monteiro, P.J.; Miller, S.A.; Horvath, A. Towards sustainable concrete. Nat. Mater. 2017, 16, 698–699. [Google Scholar] [CrossRef] [PubMed]
- Xu, L.; Wang, J.J.; Li, K.F.; Lin, S.Y.; Li, M.L.; Hao, T.Y.; Ling, Z.; Xiang, D.; Wang, T.Y. A systematic review of factors affecting properties of thermal-activated recycled cement. Resour. Conserv. Recycl. 2022, 185, 106432. [Google Scholar] [CrossRef]
- Murat, M.; Attari, A. Modification of some physical properties of gypsum plaster by addition of clay minerals. Cem. Concr. Res. 1991, 21, 378–387. [Google Scholar] [CrossRef]
- Lushnikova, N.; Dvorkin, L. Sustainability of Gypsum Products as a Construction Material, Sustainability of Construction Materials; Elsevier: Amsterdam, The Netherlands, 2016; pp. 643–681. [Google Scholar]
- Khaliullin, M.; Dimieva, A. Composite gypsum binder under introducing thermally activated clay as a pozzolanic component and adding ground limestone. IOP Conf. Ser. Mater. Sci. Eng. 2020, 890, 012093. [Google Scholar] [CrossRef]
- Sophia, M.; Sakthieswaran, N. Synergistic effect of mineral admixture and bio-carbonate fillers on the physico-mechanical properties of gypsum plaster. Constr. Build. Mater. 2019, 204, 419–439. [Google Scholar] [CrossRef]
- Khaliullin, M.; Gilmanshina, A. The effect of additives of mechanically activated mineral fillers on the properties of composite gypsum binders. In Proceedings of the International Scientific Conference on Socio-Technical Construction and Civil Engineering, Kazan, Russia, 21–28 April 2021; Springer: Cham, Switzerland, 2021; pp. 334–342. [Google Scholar]
- Lanzón, M.; Castellón, F.J.; Ayala, M. Effect of the expanded perlite dose on the fire performance of gypsum plasters. Constr. Build. Mater. 2022, 346, 128494. [Google Scholar] [CrossRef]
- Huang, Y.; Xu, C.; Li, H.; Jiang, Z.; Gong, Z.; Yang, X.; Chen, Q. Utilization of the black tea powder as multifunctional admixture for the hemihydrate gypsum. J. Clean. Prod. 2019, 210, 231–237. [Google Scholar] [CrossRef]
- Lesovik, V.; Chernysheva, N.; Fediuk, R.; Amran, M.; Murali, G.; de Azevedo, A.R. Optimization of fresh properties and durability of the green gypsum-cement paste. Constr. Build. Mater. 2021, 287, 123035. [Google Scholar] [CrossRef]
- Doleželová, M.; Scheinherrová, L.; Krejsová, J.; Vimmrová, A. Effect of high temperatures on gypsum-based composites. Constr. Build. Mater. 2018, 168, 82–90. [Google Scholar] [CrossRef]
- Bicer, A.; Kar, F. Thermal and mechanical properties of gypsum plaster mixed with expanded polystyrene and tragacanth. Therm. Sci. Eng. Prog. 2017, 1, 59–65. [Google Scholar] [CrossRef]
- Gencel, O.; del Coz Diaz, J.J.; Sutcu, M.; Koksal, F.; Rabanal, F.P.Á.; Martinez-Barrera, G. A novel lightweight gypsum composite with diatomite and polypropylene fibers. Constr. Build. Mater. 2016, 113, 732–740. [Google Scholar] [CrossRef]
- Camarini, G.; Pinto, M.C.C.; de Moura, A.G.; Manzo, N.R. Effect of citric acid on properties of recycled gypsum plaster to building components. Constr. Build. Mater. 2016, 124, 383–390. [Google Scholar] [CrossRef]
- Lanzón, M.; García-Ruiz, P. Effect of citric acid on setting inhibition and mechanical properties of gypsum building plasters. Constr. Build. Mater. 2012, 28, 506–511. [Google Scholar] [CrossRef]
- Khalil, A.; Tawfik, A.; Hegazy, A. Plaster composites modified morphology with enhanced compressive strength and water resistance characteristics. Constr. Build. Mater. 2018, 167, 55–64. [Google Scholar] [CrossRef]
- Pundir, A.; Garg, M.; Singh, R. Evaluation of properties of gypsum plaster-superplasticizer blends of improved performance. J. Build. Eng. 2015, 4, 223–230. [Google Scholar] [CrossRef]
- Tokarev, Y.; Ginchitsky, E.; Sychugov, S.; Krutikov, V.; Yakovlev, G.; Buryanov, A.; Senkov, S. Modification of gypsum binders by using carbon nanotubes and mineral additives. Procedia Eng. 2017, 172, 1161–1168. [Google Scholar] [CrossRef]
- Zhu, C.; Zhang, J.; Peng, J.; Cao, W.; Liu, J. Physical and mechanical properties of gypsum-based composites reinforced with PVA and PP fibers. Constr. Build. Mater. 2018, 163, 695–705. [Google Scholar] [CrossRef]
- Azad, A.; Mousavi, S.-F.; Karami, H.; Farzin, S. Application of talc as an eco-friendly additive to improve the structural behavior of porous concrete, Iranian Journal of Science and Technology. Trans. Civ. Eng. 2019, 43, 443–453. [Google Scholar]
- Berodier, E.; Scrivener, K. Understanding the Filler Effect on the Nucleation and Growth of C-S-H. J. Am. Ceram. Soc. 2014, 97, 3764–3773. [Google Scholar] [CrossRef]
- Tavares, L.R.C.; Junior, J.F.T.; Costa, L.M.; da Silva Bezerra, A.C.; Cetlin, P.R.; Aguilar, M.T.P. Influence of quartz powder and silica fume on the performance of Portland cement. Sci. Rep. 2020, 10, 21461. [Google Scholar] [CrossRef]
- Rashad, A.M. Effect of quartz-powder on the properties of conventional cementitious materials and geopolymers. Mater. Sci. Technol. 2018, 34, 2043–2056. [Google Scholar] [CrossRef]
- Ahmed, A.; Mahmoud, A.A.; Elkatatny, S. The Use of the Granite Waste Material as an Alternative for Silica Flour in Oil-Well Cementing. ACS Omega 2020, 5, 32341–32348. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Liu, X.; Hu, Y. Investigation of the thermal decomposition of talc. Clays Clay Miner. 2014, 62, 137–144. [Google Scholar] [CrossRef]
- Wentzensen, N.; O’Brien, K.M. Talc, body powder, and ovarian cancer: A summary of the epidemiologic evidence. Gynecol. Oncol. 2021, 163, 199–208. [Google Scholar] [CrossRef]
- Carretero, M.I.; Pozo, M. Clay and non-clay minerals in the pharmaceutical industry: Part I. Excipients and medical applications. Appl. Clay Sci. 2009, 46, 73–80. [Google Scholar] [CrossRef]
- Xu, L.; Wang, J.J.; Li, K.F.; Hao, T.Y.; Li, Z.; Li, L.; Ran, B.; Du, H. New insights on dehydration at elevated temperature and rehydration of GGBS blended cement. Cem. Concr. Compos. 2023, 139, 105068. [Google Scholar] [CrossRef]
- Xu, L.; Wang, J.J.; Li, K.F.; Li, M.L.; Lin, S.Y.; Hao, T.Y.; Wang, T.Y.; Guo, Y.P.; Ling, Z. Investigations on the rehydration of recycled blended SCMs cement. Cem. Concr. Res. 2023, 163, 107036. [Google Scholar] [CrossRef]
- Zhang, L.; Liu, C.; Liu, L.; Zhang, H. Study on early hydration of gypsum-based materials containing different chemical admixtures by isothermal calorimetry and oscillation rheology. J. Therm. Anal. Calorim. 2022, 147, 6099–6107. [Google Scholar] [CrossRef]
- Magallanes-Rivera, R.; Escalante-Garcia, J.; Gorokhovsky, A. Hydration reactions and microstructural characteristics of hemihydrate with citric and malic acid. Constr. Build. Mater. 2009, 23, 1298–1305. [Google Scholar] [CrossRef]
- Yang, L.; Shi, C.; Liu, J.; Wu, Z. Factors affecting the effectiveness of internal curing: A review. Constr. Build. Mater. 2021, 267, 121017. [Google Scholar] [CrossRef]
- Baux, C.; Melinge, Y.; Lanos, C.; Jauberthie, R. Enhanced gypsum panels for fire protection. J. Mater. Civ. Eng. 2008, 20, 71–77. [Google Scholar] [CrossRef]
- Rahmanian, I.; Wang, Y. A combined experimental and numerical method for extracting temperature-dependent thermal conductivity of gypsum boards. Constr. Build. Mater. 2012, 26, 707–722. [Google Scholar] [CrossRef]
- Ritterbach, L.; Becker, P. Temperature and humidity dependent formation of CaSO4· xH2O (x= 0... 2) phases. Glob. Planet. Change 2020, 187, 103132. [Google Scholar] [CrossRef]
- Borrachero, M.; Paya, J.; Bonilla, M.; Monzó, J. The use of thermogravimetric analysis technique for the characterization of construction materials: The gypsum case. J. Therm. Anal. Calorim. 2008, 91, 503–509. [Google Scholar] [CrossRef]
- Piga, L.; Villieras, F.; Yvon, J. Thermogravimetric analysis of a talc mixture. Thermochim. Acta 1992, 211, 155–162. [Google Scholar] [CrossRef]
- Tang, Y.; Gao, J.; Liu, C.; Chen, X.; Zhao, Y. Dehydration pathways of gypsum and the rehydration mechanism of soluble anhydrite γ-CaSO4. ACS Omega 2019, 4, 7636–7642. [Google Scholar] [CrossRef]
- He, H.; Wang, Y.; Wang, J. Effects of aggregate micro fines (AMF), aluminum sulfate and polypropylene fiber (PPF) on properties of machine-made sand concrete. Appl. Sci. 2019, 9, 2250. [Google Scholar] [CrossRef]
- Wang, Y.; Lu, H.; Wang, J.; He, H. Effects of highly crystalized nano C-S-H particles on performances of Portland cement paste and its mechanism. Crystals 2020, 10, 816. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxides | Gypsum Powder | Talc Powder | Silica Flour |
|---|---|---|---|
| CaO | 32.60 | 21.40 | 0.24 |
| SiO2 | 0.68 | 17.40 | 94.00 |
| SO3 | 35.30 | 0.10 | 0.05 |
| SrO | 0.24 | — | — |
| ZrO2 | 0.56 | 0.42 | 0.34 |
| MnO | — | 0.07 | — |
| MgO | — | 12.00 | 0.13 |
| Fe2O3 | 0.09 | 1.27 | 0.05 |
| LOI | 30.53 | 47.34 | 5.19 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Liu, E. Physicomechanical Properties of Gypsum with Mineral Additions at Elevated Temperatures. Coatings 2023, 13, 2091. https://doi.org/10.3390/coatings13122091
Wang J, Liu E. Physicomechanical Properties of Gypsum with Mineral Additions at Elevated Temperatures. Coatings. 2023; 13(12):2091. https://doi.org/10.3390/coatings13122091
Chicago/Turabian StyleWang, Junjie, and Engui Liu. 2023. "Physicomechanical Properties of Gypsum with Mineral Additions at Elevated Temperatures" Coatings 13, no. 12: 2091. https://doi.org/10.3390/coatings13122091