

Investigation of the Change in Roughness and Microhardness during Laser Surface Texturing of Copper Samples by Changing the Process Parameters


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
- (a)
- Setting tasks to be performed in the present experiments:
- Determination of roughness dependence on velocity—Ra = Ra (v)—for a fiber laser for two pulse durations.
- Determining the dependence of microhardness on speed—HV = HV(v)—for a fiber laser for two pulse durations.
- Determining the dependence of roughness on the raster step—Ra = Ra(Δx)—for a fiber laser and a copper bromide laser.
- Determining the dependence of microhardness on the raster step—HV = HV(Δx)—for a fiber laser and a copper bromide laser.
- (b)
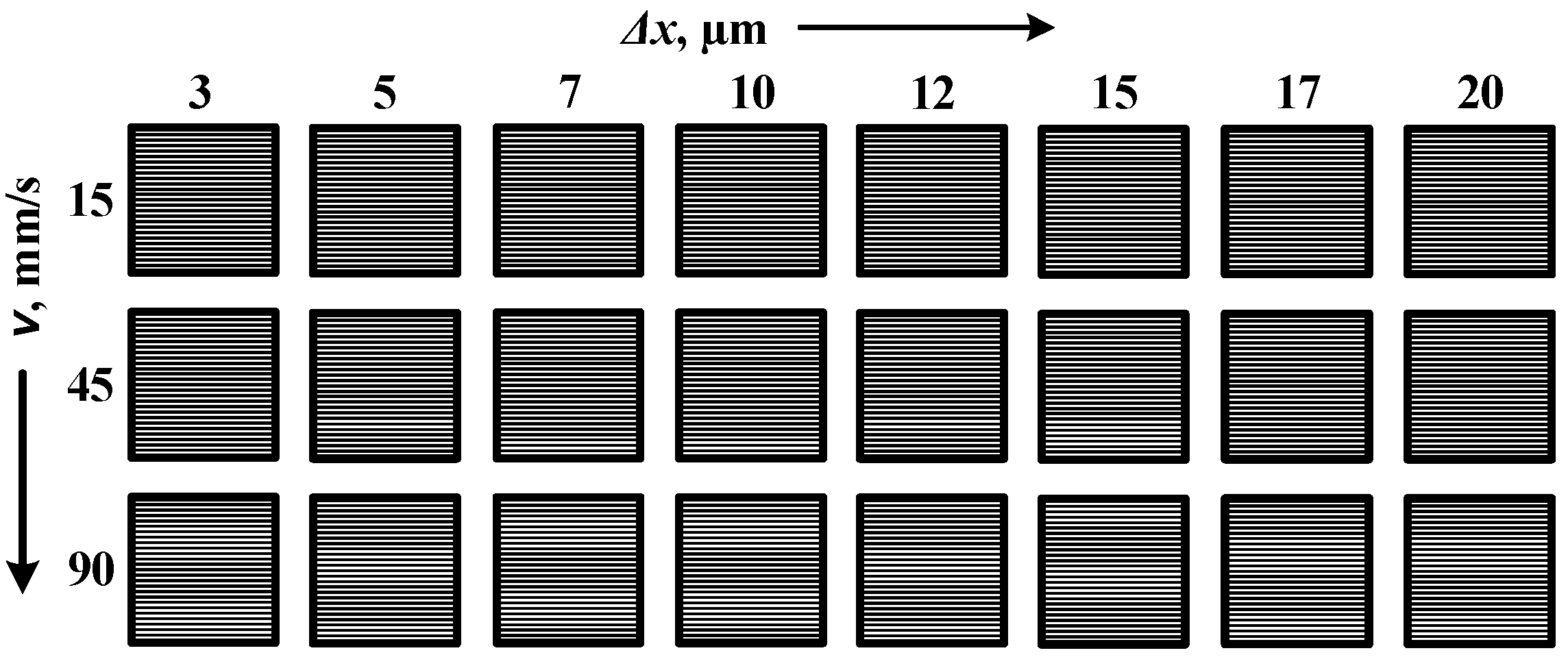
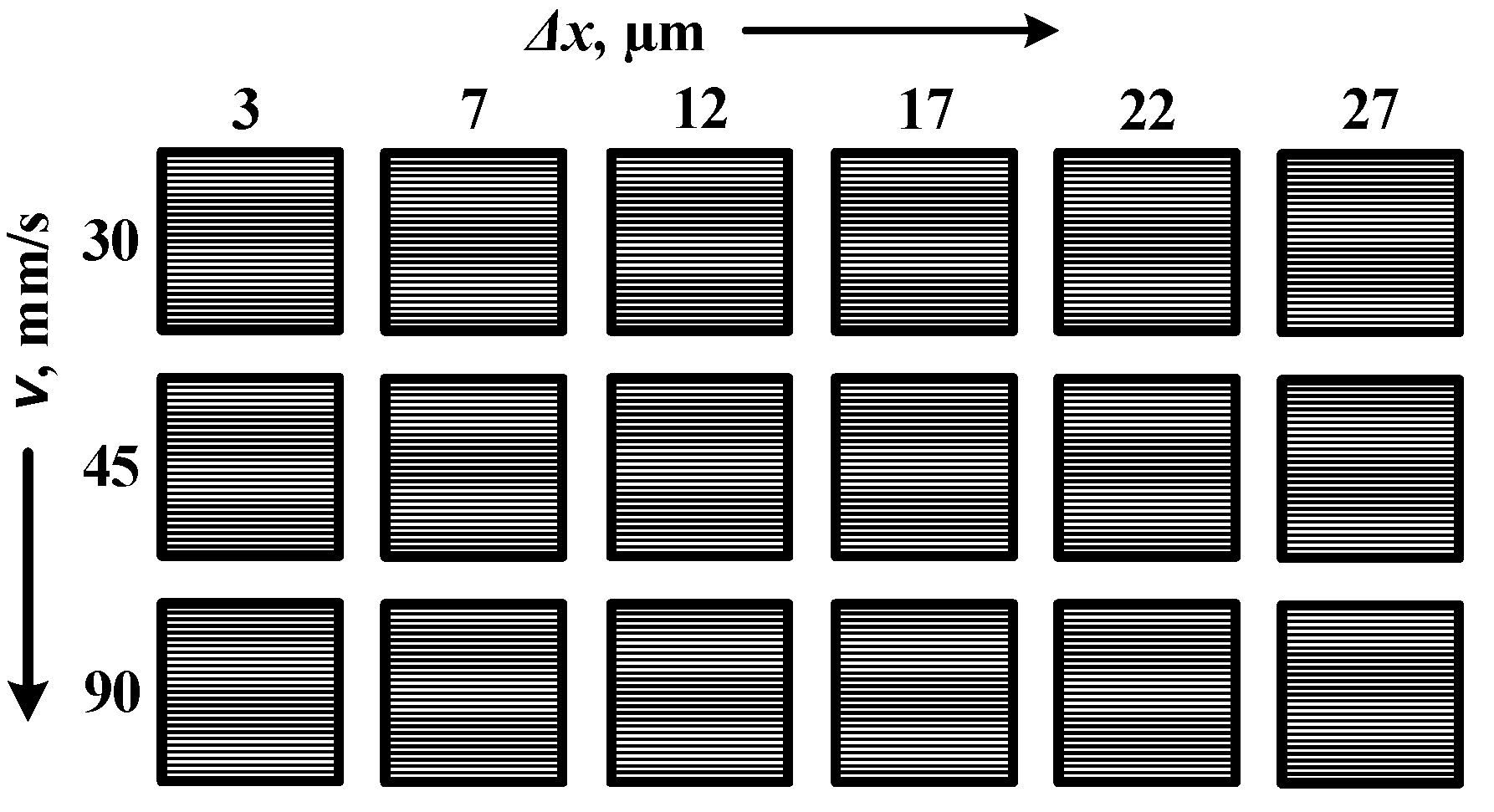
- Designing matrices for performing the experiments:
- (c)
- Performing experiments and marking of samples:
- (d)
- Roughness measurement (for each square):
- (e)
- Microhardness measurement (for each square):
3. Results
3.1. Determination of Roughness Dependence on Velocity—Ra = Ra(v)—For a Fiber Laser for Two Pulse Durations
- For the three average powers P, with the increasing laser marking speed, a decrease in the roughness can be observed for τ = 100 ns and τ = 200 ns.
- For the pulse duration of τ = 100 ns: At the power P of 4.72 W with a change in speed from 10 mm/s to 80 mm/s, the roughness changes from 5.5 μm to 0.38 μm. At the power of 6.61 W with a change in speed from 10 mm/s to 80 mm/s, the roughness Ra changes from 5.99 μm to 0.38 μm. At the power of 9.31 W with a change in speed v from 10 mm/s to 80 mm/s, the roughness Ra changes from 7.65 μm to 0.38 μm.
- For the pulse duration of τ = 200 ns: At the power P of 10 W with a change in speed v from 10 mm/s to 80 mm/s, the roughness Ra decreases from 6.33 μm to 4.87 μm. At the power P of 14 W with a change in speed v from 10 mm/s to 80 mm/s, the roughness Ra increases from 9.5 μm to 6.33 μm. At the power P of 19.4 W with a change in speed v from 10 mm/s to 50 mm/s, the roughness Ra increases from 14.5 μm to 10.2 μm.
- When compared with the results of τ = 100 ns pulse duration, it was noticed that the roughness Ra obtained at 200 ns is more stable, rather than the downfall of the achieved graph at 100 ns. The reason is the larger pulse energy at a τ = 200 ns pulse duration than that at τ = 100 ns. At high speeds v of 70–80 mm/s, the roughness Ra of the marked surface approaches that of the background for τ = 100 ns.
3.2. Determining the Dependence of Microhardness on Speed—HV = HV(v)—For a Fiber Laser for Two Pulse Durations
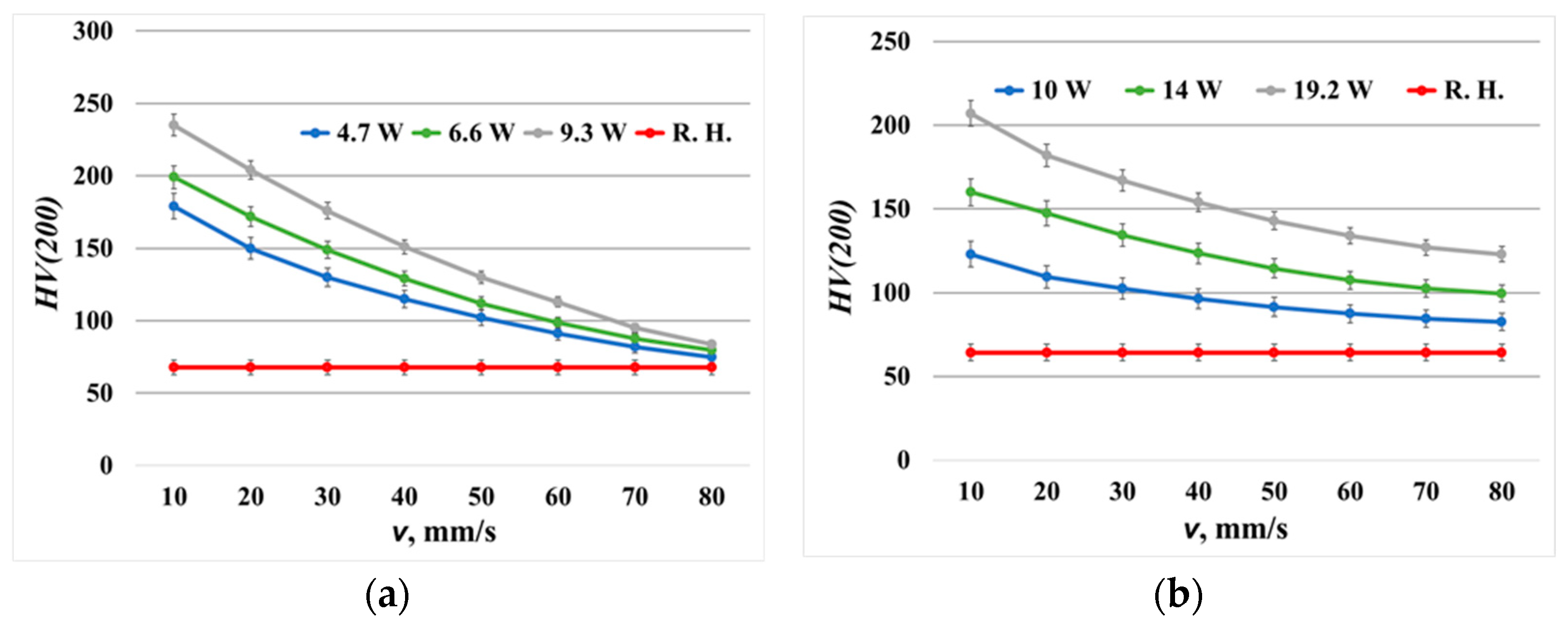
- For the three powers, with the increasing laser marking speed, a decrease in the microhardness can be observed for τ = 100 ns and τ = 200 ns.
- For the pulse duration of 100 ns: At the power P = 4.72 W with a change in speed v from 10 mm/s to 80 mm/s, the microhardness HV changes from 179 to 75. At the power P = 6.61 W with a change in speed v from 10 mm/s to 80 mm/s, the microhardness HV changes from 199 to 80. At the power P = 9.31 W with a change in speed v from 10 mm/s to 80 mm/s, the microhardness HV changes from 235 to 84.
- For the pulse duration of 200 ns: At the power P = 10 W with a change in speed v from 10 mm/s to 80 mm/s, the microhardness changes HV from 123 to 82. At the power P of 14 W with a change in speed v from 10 mm/s to 80 mm/s, the microhardness HV changes from 160 to 100. At the power P = 19.4 W with a change in speed v from 10 mm/s to 80 mm/s, the microhardness HV changes from 207 to 123.
- When compared with the results of τ = 100 ns pulse duration, it was noticed that the enhanced microhardness obtained at τ = 200 ns is more stable than that at τ = 100 ns.
3.3. Determining the Dependence of Roughness on Raster Step—Ra = Ra(Δx)—For a Fiber Laser and a CuBr Laser
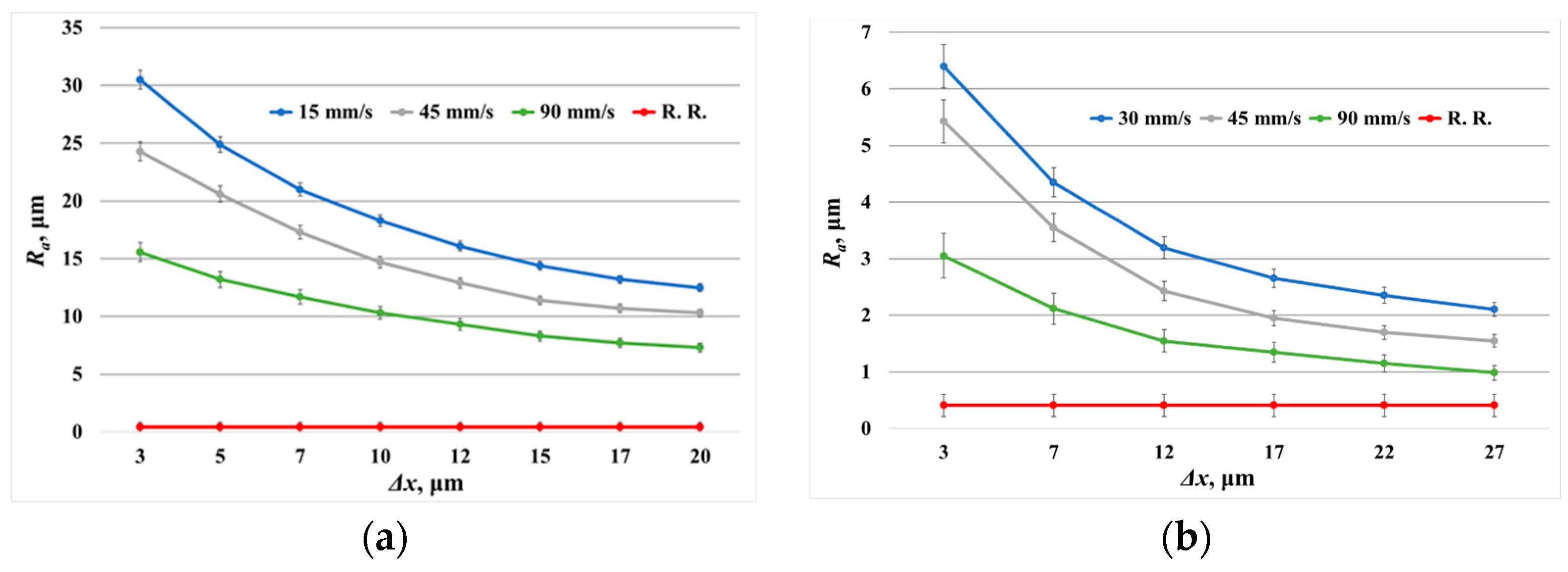
- For the three speeds v, with the increasing raster step Δx, a decrease in the roughness Ra can be observed for the two lasers.
- For the fiber laser: At the speed v of 15 mm/s with a change in raster step Δx from 3 μm to 20 μm, the roughness Ra decreases from 30.5 μm to 12.5 μm. At the speed v of 45 mm/s with a change in raster step Δx from 3 μm to 20 μm, the roughness Ra decreases from 24.3 μm to 10.3 μm. At the speed v of 90 mm/s with a change in raster step Δx from 3 μm to 20 μm, the roughness Ra decreases from 15.6 μm to 7.3 μm.
- For the CuBr laser: At the speed v of 30 mm/s with a change in raster step Δx from 3 μm to 27 μm, the roughness Ra changes from 6.4 μm to 2.1 μm. At the speed v of 45 mm/s with a change in raster step Δx from 3 μm to 27 μm, the roughness Ra decreases from 5.4 μm to 1.6 μm. At the speed v of 90 mm/s with a change in raster step Δx from 3 μm to 27 μm, the roughness Ra decreases from 3.1 μm to 1.0 μm.
3.4. Determining the Dependence of Microhardness on Raster Step—HV = HV(Δx)—For a Fiber Laser and a Copper Bromide Laser
- For the three speeds v, with the increasing raster step Δx, a decrease in the microhardness can be observed for the two lasers.
- -
- For the fiber laser: At the speed v of 15 mm/s with a change in raster step Δx from 3 μm to 20 μm, the microhardness HV decreases from 126 to 95. At the speed v of 45 mm/s with a change in raster step Δx from 3 μm to 20 μm, the microhardness HV changes from 143 to 137. At the speed v of 90 mm/s with a change in raster step Δx from 3 μm to 20 μm, the microhardness HV increases from 157 to 293.
- -
- For the CuBr laser: At the speed v of 30 mm/s with a change in raster step Δx from 3 μm to 27 μm, the microhardness HV decreases from 320 to 165. At the speed v of 45 mm/s with a change in raster step Δx from 3 μm to 27 μm, the microhardness HV changes from 273 to 130. At the speed v of 90 mm/s with a change in raster step Δx from 3 μm to 20 μm, the microhardness HV increases from 216 to 112.
- Microhardness when marking with a CuBr laser is about 20% greater than when using a fiber laser. The reason is that the pulse power Pp for a copper bromide laser is 9.17 kW, while for a fiber laser it is only Pp = 4.65 kW.
- For both lasers, microhardness HV gradually decreases with increasing speed v and raster step Δx.
4. Conclusions
- The surface roughness Ra and microhardness HV from speed v for three powers of laser radiation at pulse duration τ = 100 ns for the fiber laser. For the studied speed interval from 10 mm/s to 80 mm/s, it was found that with increasing speed, the roughness sharply decreases for all three powers, as the roughness changes from 5.50–7.65 μm to 0.38 μm, i.e., decreases 15–20 times. The microhardness decreases about 2.5 times in the studied speed interval.
- The surface roughness Ra and microhardness HV from speed v for three powers of laser radiation at pulse duration τ = 200 ns for the fiber laser. Again, as the speed increases, the roughness decreases, but the reduction is about 30% for the whole range of speeds, i.e., significantly slower compared to the pulse duration τ = 100 ns. It is found that the microhardness at pulse duration τ = 100 ns is about two times greater than that at pulse duration τ = 200 ns.
- The surface roughness Ra and microhardness HV from the raster step Δx for three speeds v for the fiber laser. When changing the raster step from 3 μm to 20 μm, the roughness decreases by 2.5 times, and the microhardness decreases by nearly two times.
- The surface roughness Ra and microhardness HV from the raster step for three speeds v for the CuBr laser at τ = 30 ns. When changing the raster step from 3 μm to 27 μm, the roughness decreases by three times, and the microhardness decreases by about 1.9 W times.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Elshkaki, A.; Graedel, T.; Ciacci, L.; Reck, B.K. Copper demand, supply, and associated energy use to 2050. Glob. Environ. Chang. 2016, 39, 305–315. [Google Scholar] [CrossRef]
- Crisan, M.C.; Teodora, M.; Lucian, M. Copper Nanoparticles: Synthesis and Characterization, Physiology, Toxicity and Antimicrobial Applications. Appl. Sci. 2022, 12, 141. [Google Scholar] [CrossRef]
- Zeng-de, L.; Chen-Guang, L.; Shun, C. Development of Research and Application of Copper Alloys with High Strength and High Conductivity. Adv. Mater. Res. 2014, 1053, 61–68. [Google Scholar]
- Al-Mahdy, A.; Kotadia, H.R.; Sharp, M.C.; Opoz, T.T.; Mullett, J.; Ahuir-Torres, J.I. Effect of Surface Roughness on the Surface Texturing of 316 l Stainless Steel by Nanosecond Pulsed Laser. Lasers Manuf. Mater. Process. 2023, 10, 141–164. [Google Scholar] [CrossRef]
- Kouediatouka, A.N.; Ma, Q.; Liu, Q. Design Methodology and Application of Surface Texture: A Review. Coatings 2022, 112, 10–15. [Google Scholar]
- Kim, J.S.; Chung, C.-M.; Baik, S.H.; Lee, S.B. Study on laser-surface melting to enhance intergranular corrosion resistance of SUS 304 weld. Met. Mater. Int. 2011, 17, 77–82. [Google Scholar] [CrossRef]
- Mudali, U.K.; Dayal, R.K. Improving intergranular corrosion resistance of sensitized type 316 austenitic stainless steel by laser surface melting. J. Mater. Eng. Perform. 1992, 1, 341–345. [Google Scholar] [CrossRef]
- Zhang, Q.; Wang, Q.; Zhang, Z.; Su, H.; Fu, Y.; Xu, J. Surface micro-structuring of Sapphire by a Q-switched DPSS nanosecond pulsed laser. Mater. Sci. Semicond. Process 2020, 107, 104864. [Google Scholar] [CrossRef]
- Mao, B.; Siddaiah, A.; Liao, Y.; Menezes, P.L. Laser surface texturing is one of the used material processing techniques due to its precise, inexpensive, and environmentally friendly results and methods. J. Manuf. Process. 2020, 53, 153–173. [Google Scholar] [CrossRef]
- Lawrence, J.; Waugh, D.G. Laser Surface Engineering. In Woodhead Publishing Series in Electronic and Optical Materials; Woodhead Publishing: Sawston, UK, 2015; ISBN 9781782420743. [Google Scholar]
- Jeyaprakash, N.; Yang, C.H.; Kumar, D.R. Laser Surface Modification of Materials; Practical Applications of Laser Ablation IntechOpen: Rijeka, Chorvatsko, 2020. [Google Scholar] [CrossRef]
- Yan, X.; Chen, C.; Chang, C.; Dong, D.; Zhao, R.; Jenkins, R.; Wang, J.; Ren, Z.; Liu, M.; Liao, H.; et al. Study of the microstructure and mechanical performance of C-X stainless steel processed by selective laser melting (SLM). Mater. Sci. Eng. A 2020, 781, 139227. [Google Scholar] [CrossRef]
- Majumdar, J.D.; Galun, R.; Mordike, B.L.; Manna, I. Effect of laser surface melting on corrosion and wear resistance of a commercial magnesium alloy. Mater. Sci. Eng. A 2003, 361, 119–129. [Google Scholar] [CrossRef]
- Conde, A.; Colaço, R.; Vilar, R.; De Damborenea, J. Corrosion behavior of steels after laser surface melting. Matter. Des. 2000, 21, 441–445. [Google Scholar]
- Yang, S.; Wang, Z.; Kokawa, H.; Sato, Y.S. Reassessment of the effects of laser surface melting on IGC of SUS 304. Mater. Sci. Eng. A. 2008, 474, 112–119. [Google Scholar] [CrossRef]
- Chan, W.K. Laser Surface Melting (LSM) of Stainless Steels for Mitigating Intergranular Corrosion (IGC). In Woodhead Publishing Series in Metals and Surface Engineering; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Hou, J.; Chen, W.; Chen, Z.; Zhang, K.; Huang, A. Microstructure, tensile properties and mechanical anisotropy of selective laser melted 304L stainless steel. J. Mater. Sci. Technol. 2020, 48, 63–71. [Google Scholar] [CrossRef]
- Naumova, M.G.; Morozova, I.G.; Zarapin, A.Y.; Borisov, P.V. Copper Alloy Marking by Altering its Surface Topology Using Laser Heat Treatment. Metallurgist. 2018, 62, 464–469. [Google Scholar] [CrossRef]
- Velotti, C.; Astarita, A.; Leone, C.; Genna, S.; Minutolo FM, C.; Squillace, A. Laser marking of titanium coating for aerospace applications. CIRP Conf. Manuf. Syst.-CIRP CMS 2015 Procedia CIRP 2016, 41, 975–980. [Google Scholar] [CrossRef]
- Angelov, N. Investigation the Influence of the Number of Repetition and Volumetric Energy Density on Laser Marking of Products. Contemp. Mater. 2014, 2, 250–253. [Google Scholar]
- Ma, L.; Wang, L.; Li, C.; Guo, J.; Shrotriya, P.; Deng, C.; Zhao, J. Hybrid Nanosecond Laser Processing and Heat Treatment for Rapid Preparation of Super-Hydrophobic Copper Surface. Metals 2019, 9, 668. [Google Scholar] [CrossRef]
- Gogoi, D. Optimization of Operating Parameters of Laser Engraving for Surface Roughness; Catalog Number V1144641; 2020; 57p, ISBN 9783346524065. Available online: https://www.grin.com/document/1144641 (accessed on 22 August 2023).
- Hamadi, F.; Amara, E.-H.; Kellou, H. Optimization of Laser Marking Process Parameters for Surface Roughness and Surface Reflectance. Conf. Conf. Laser Ablation COLA 2017. Available online: https://www.researchgate.net/publication/320286953_Optimization_of_laser_marking_process_parameters_for_surface_roughness_and_surface_reflectance (accessed on 22 August 2023).
- Prasad, H.S.; Brueckner, F.; Volpp, J.; Kaplan, A.F.H. Laser metal deposition of copper on diverse metals using green laser sources. Int. J. Adv. Manuf. Technol. 2020, 107, 1559–1568. [Google Scholar] [CrossRef]
- Salleh, M.N.M.; Ishak, M.; Aiman, M.H.; Zaifuddin, Q.; Quazi, M.M. The effect of laser surface hardening on the surface hardness of mild steel. IOP Conf. Ser. Mater. Sci. Eng. 2020, 788, 012014. [Google Scholar] [CrossRef]
- Mosleh, L.A.R.; Qasim, A. Enhancement of the corrosion resistance of copper metal by laser surface treatment. Iraqi J. Phys. 2020, 18, 13–19. [Google Scholar] [CrossRef]
- Chukwuike, V.I.; Echem, O.G.; Prabhakaran, S.; AnandKumar, S.; Barik, R.C. Laser shock peening (LSP): Electrochemical and hydrodynamic investigation of corrosion protection pre-treatment for a copper surface in 3.5% NaCl medium. Corros. Sci. 2021, 179, 109156. [Google Scholar] [CrossRef]












Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ghalot, R.S.; Lazov, L.; Yankov, E.; Angelov, N. Investigation of the Change in Roughness and Microhardness during Laser Surface Texturing of Copper Samples by Changing the Process Parameters. Coatings 2023, 13, 1970. https://doi.org/10.3390/coatings13111970
Ghalot RS, Lazov L, Yankov E, Angelov N. Investigation of the Change in Roughness and Microhardness during Laser Surface Texturing of Copper Samples by Changing the Process Parameters. Coatings. 2023; 13(11):1970. https://doi.org/10.3390/coatings13111970
Chicago/Turabian StyleGhalot, Risham Singh, Lyubomir Lazov, Emil Yankov, and Nikolay Angelov. 2023. "Investigation of the Change in Roughness and Microhardness during Laser Surface Texturing of Copper Samples by Changing the Process Parameters" Coatings 13, no. 11: 1970. https://doi.org/10.3390/coatings13111970