.jpg)
Corrosion Performance Analysis of Tubing Materials with Different Cr Contents in the CO2 Flooding Injection–Production Environment

Abstract
:1. Introduction
2. Experimental Procedures
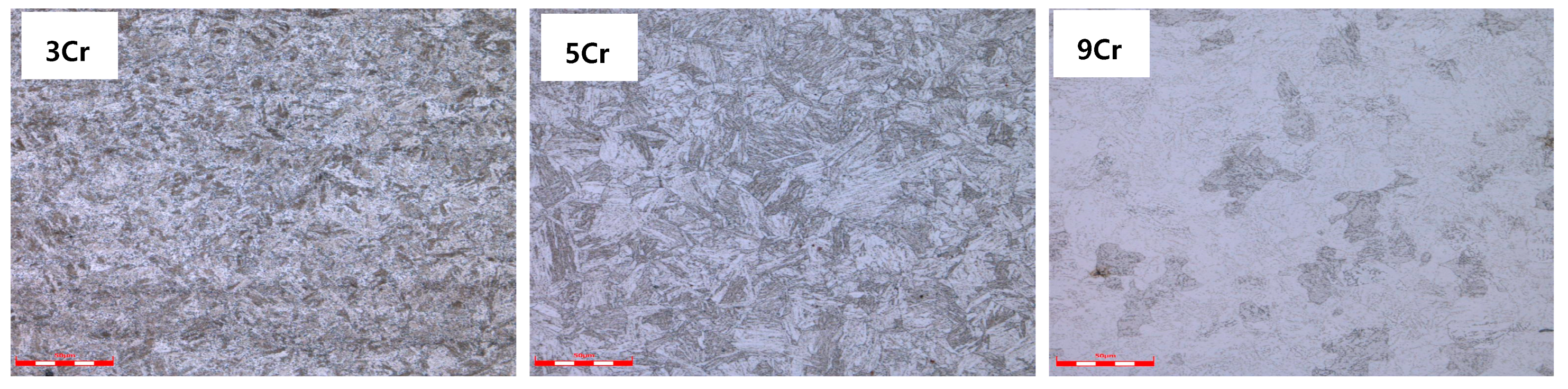
2.1. Test Material
2.2. Experimental Methods
2.2.1. Electrochemical Test
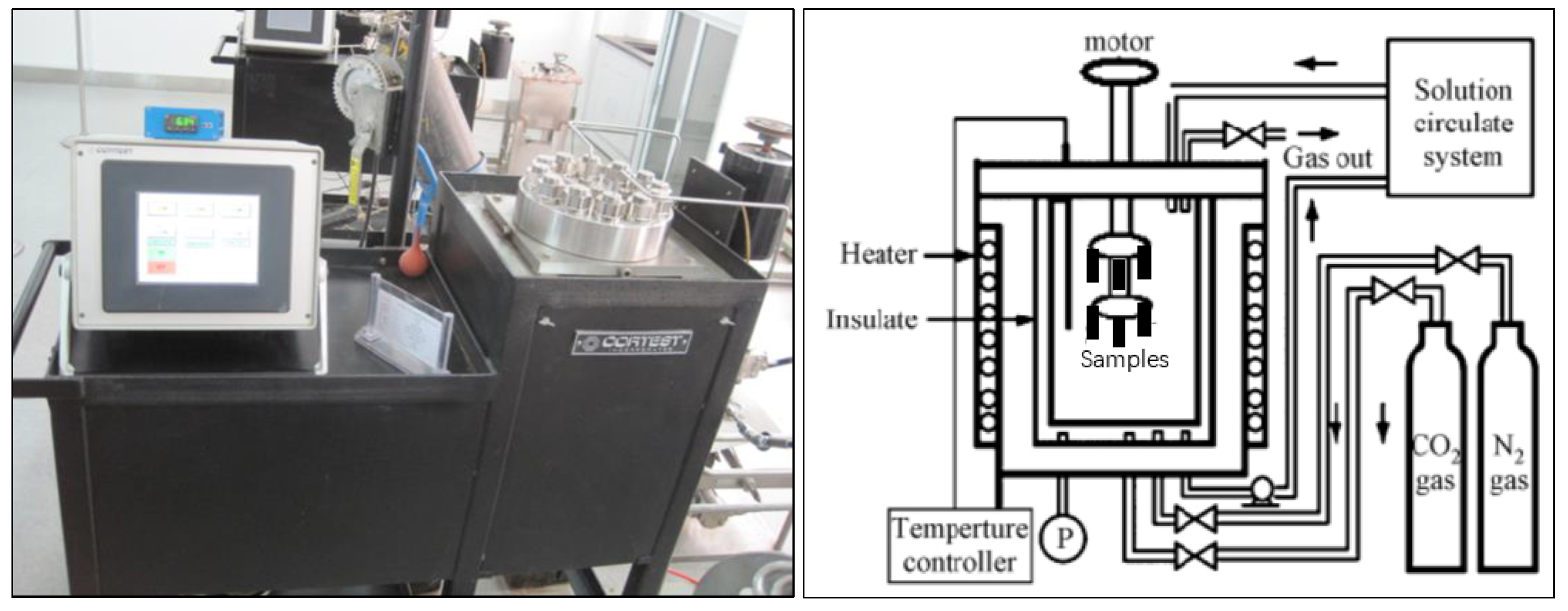
2.2.2. High Temperature and High Pressure Immersion Test
3. Results and Discussion
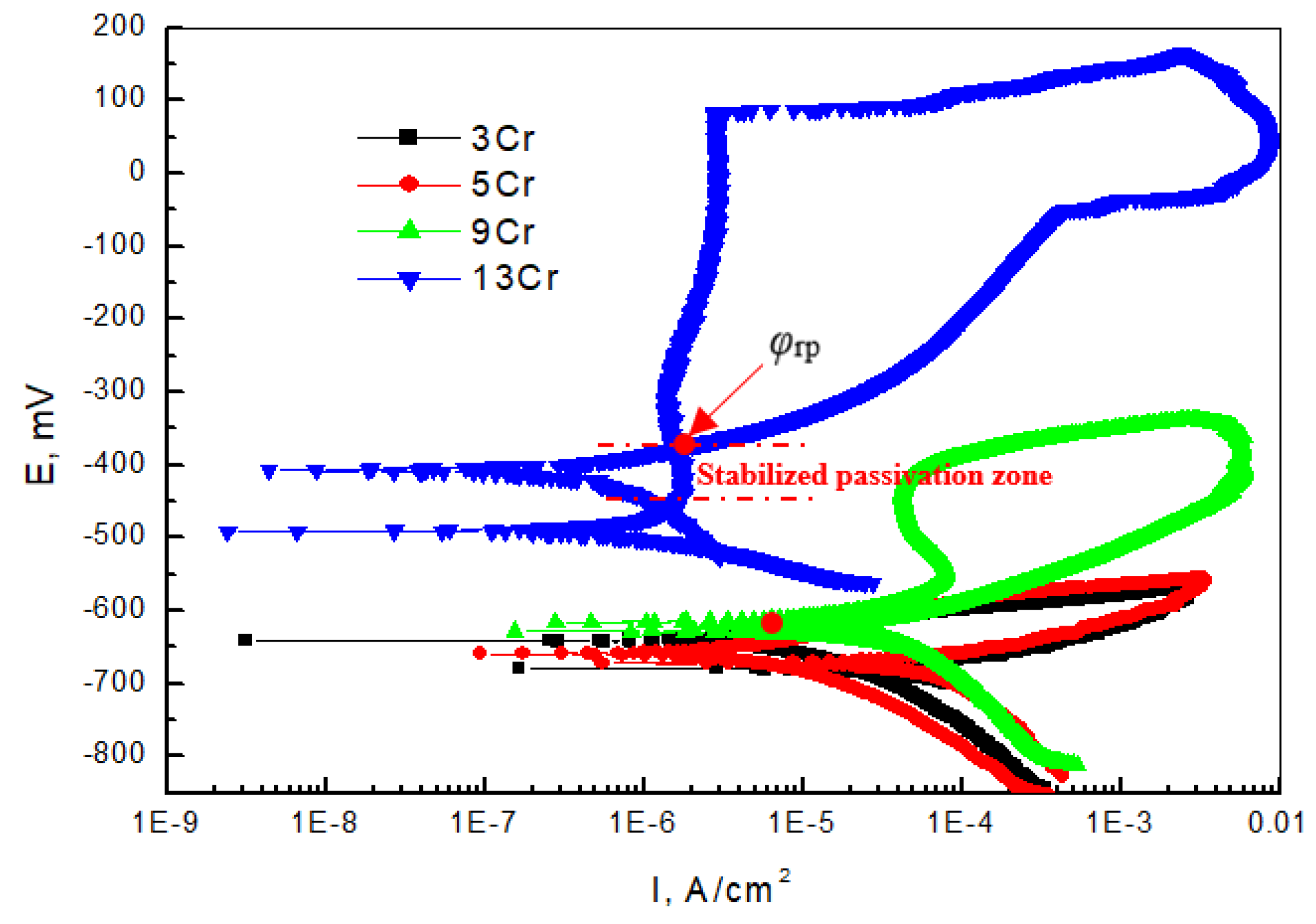
3.1. Electrochemical Corrosion Behavior of Materials
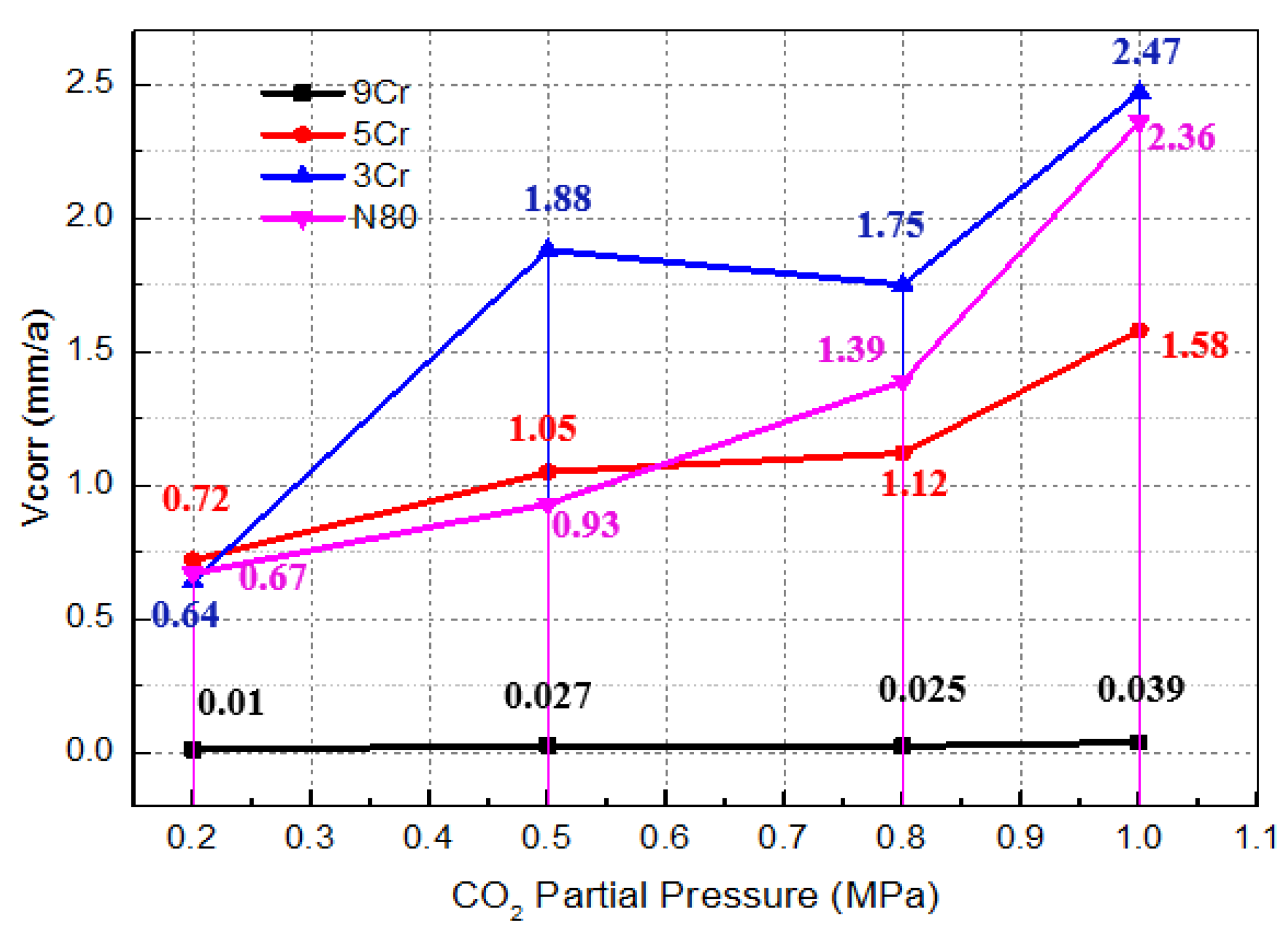
3.2. Effect of CO2 Partial Pressure on Corrosion Performance of Materials
3.3. Effect of Corrosion Rate on Service Life of Materials
4. Conclusions
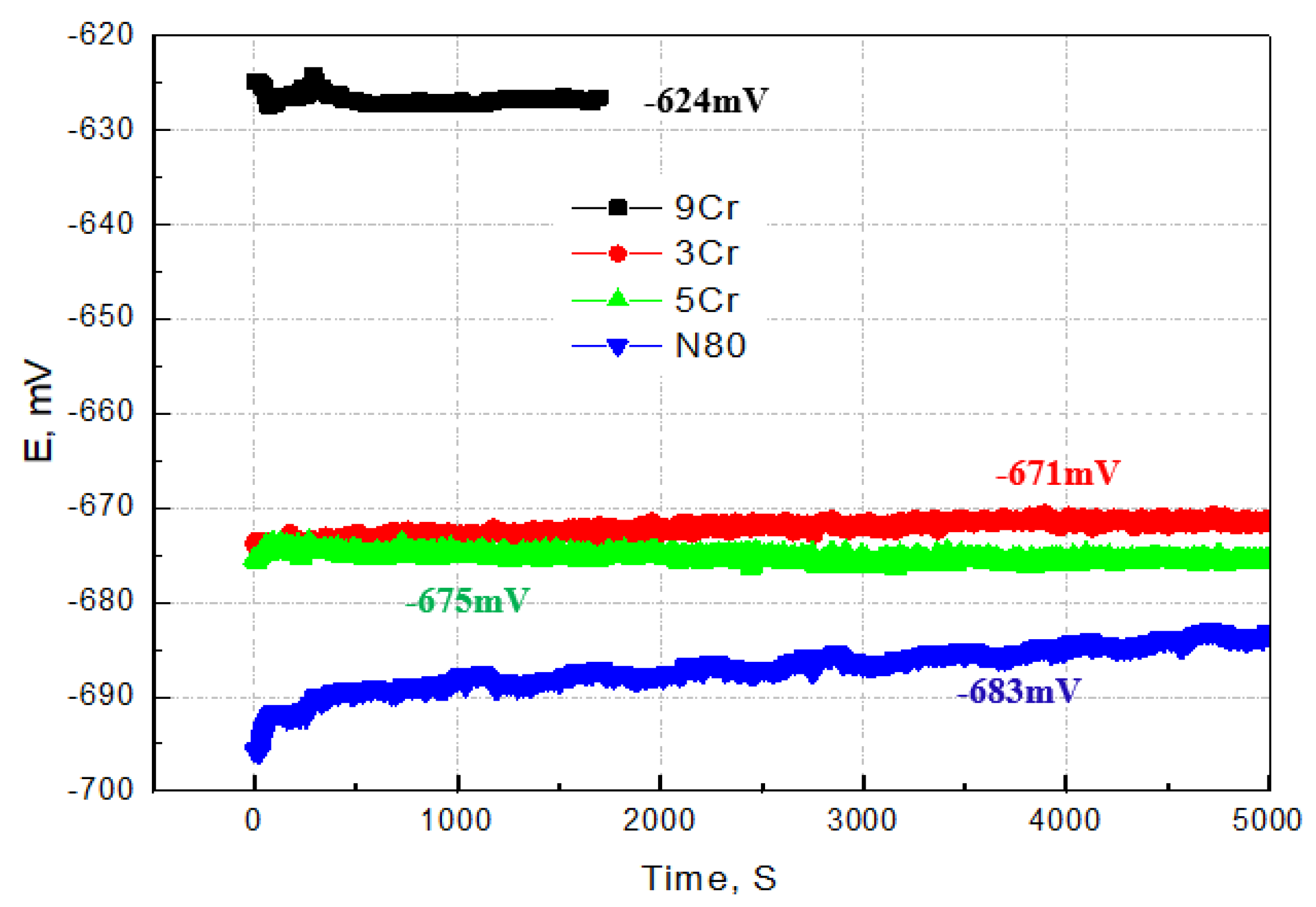
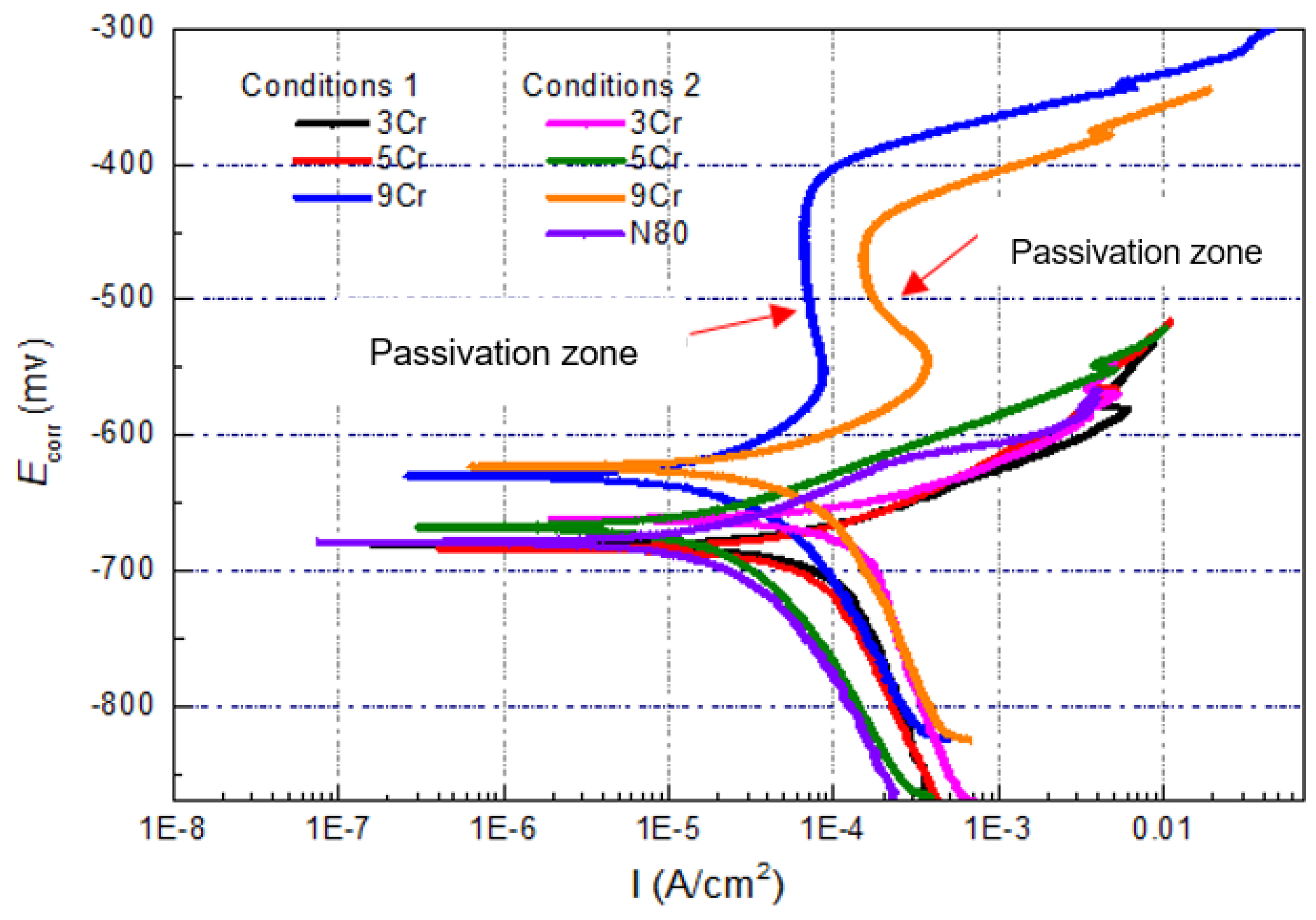
- Under the simulated XX Oilfield formation water environment, the open circuit potentials of the three Cr-containing materials were 9Cr > 5Cr = 3Cr; the anodic polarization of the 9Cr material showed an obvious passivation zone, but the passivation state was unstable. Once the pitting corrosion was formed, it expanded continuously, and the pitting corrosion sensitivity was relatively high. The anodic polarization curves of 5Cr and 3Cr materials have no obvious passivation phenomenon.
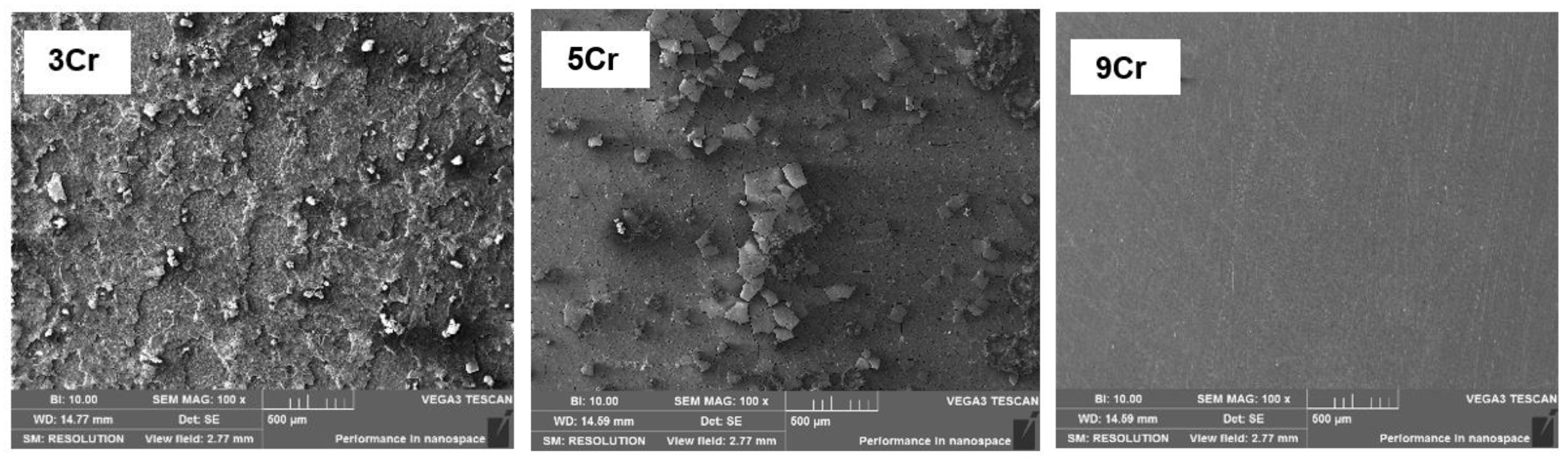
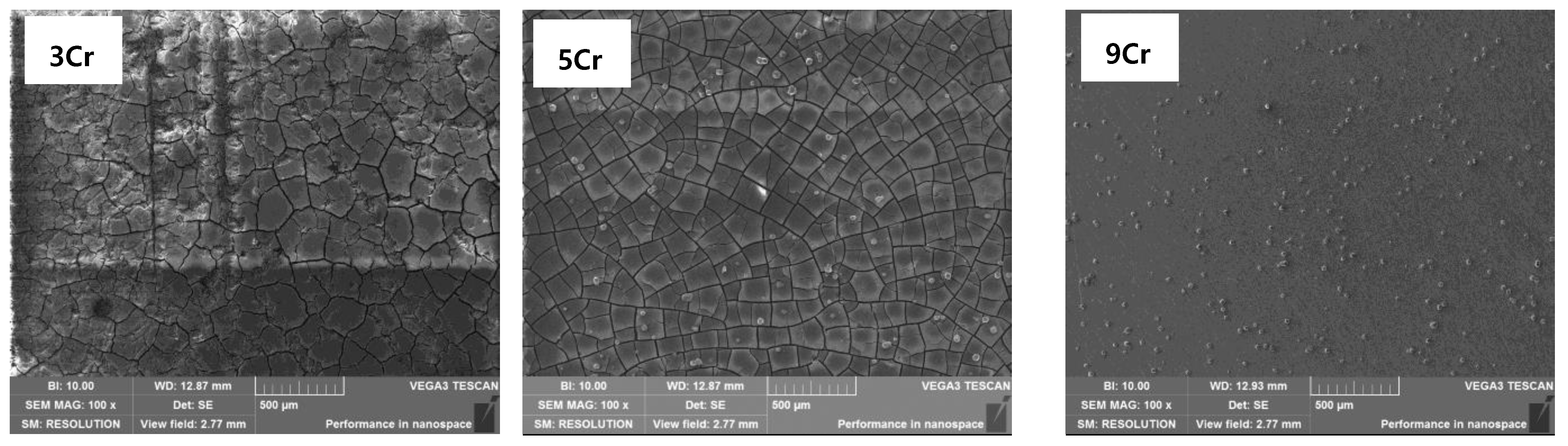
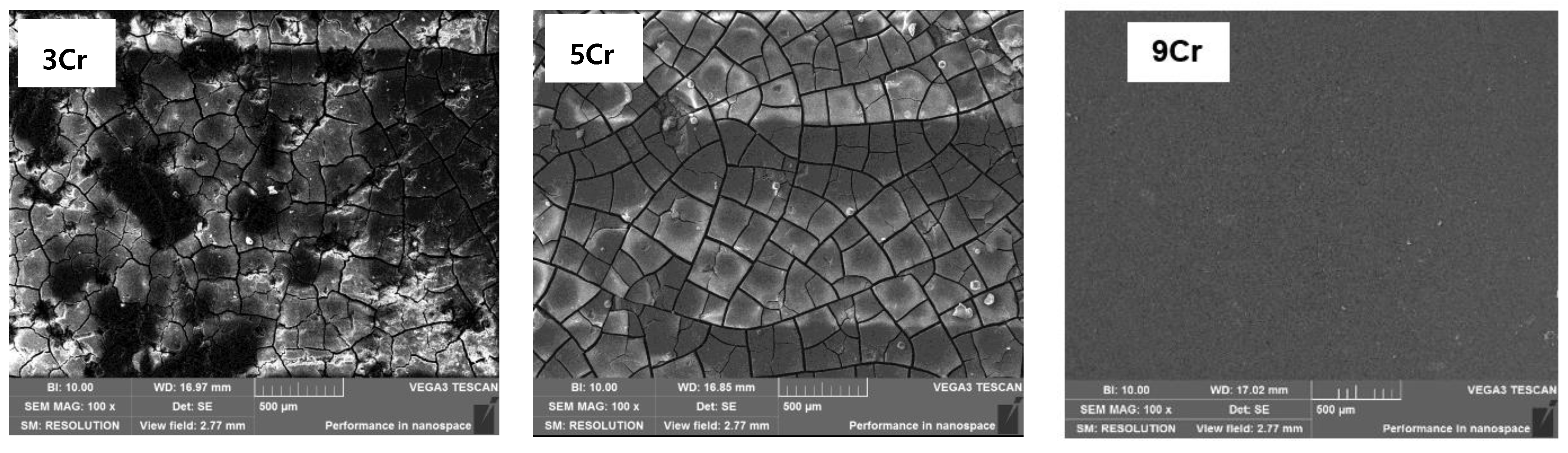
- Under the condition of simulating the high temperature and high pressure formation water environment and PCO2 changing in the range of 0.2–1 MPa, the 9Cr material has a moderate or lower corrosion degree and relatively good corrosion resistance. The corrosion degrees of 5Cr and 3Cr materials were similar, and both of the two materials have extremely serious corrosion, without an obvious corrosion resistance advantage when compared with carbon steel N80.
- We found that the 9Cr material has good adaptability and meets the design service life of 10 years under the simulation test environment while the 5Cr and 3Cr tubing materials have poor adaptability. Therefore, it is not recommended to use 5Cr and 3Cr tubing materials without anticorrosion measures. We predict that 3Cr, 5Cr, and N80 materials will be used at lower partial pressures of CO2 (<0.2 MPa).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chudyk, I.; Poberezhny, L.; Hrysanchuk, A.; Poberezhna, L. Corrosion of drill pipes in high mineralized produced waters. Procedia Struct. Integr. 2019, 16, 260–264. [Google Scholar] [CrossRef]
- Zhang, Z.; Zheng, Y.S.; Li, J.; Liu, W.Y.; Liu, M.Q.; Gao, W.X.; Shi, T.H. Stress corrosion crack evaluation of super 13Cr tubing in high-temperature and high-pressure gas wells. Eng. Fail. Anal. 2019, 95, 263. [Google Scholar] [CrossRef]
- Dou, L.; Sun, L.; Lv, W.; Wang, M.; Gao, F.; Gao, M.; Jiang, H. Trend of global carbon dioxide capture, utilization and storage industry and challenges and countermeasures in China. Pet. Explor. Dev. 2023, 50, 1083–1096. [Google Scholar]
- Wilberforce, T.; Olabi, A.; Sayed, E.T.; Elsaid, K.; Abdelkareem, M.A. Progress in carbon capture technologies. Sci. Total. Environ. 2021, 761, 143203. [Google Scholar] [CrossRef]
- Friedlingstein, P.; O’sullivan, M.; Jones, M.W.; Andrew, R.M.; Hauck, J.; Olsen, A.; Peters, G.P.; Peters, W.; Pongratz, J.; Sitch, S.; et al. Global Carbon Budget 2020. Earth Syst. Sci. Data 2020, 12, 3269–3340. [Google Scholar] [CrossRef]
- Fuseini, M.; Zaghloul, M.M.; Elkady, M.F.; El-Shazly, A.H. Evaluation of synthesized polyaniline nanofibresas corrosion protection film coating on coppersubstrate by electrophoretic deposition. J. Mater. Sci. 2022, 57, 6085–6101. [Google Scholar] [CrossRef]
- Ma, F.; Xiong, W.; Zhang, D.; Fan, D. CCUS Full-scale Corrosion Simulation Test Technology and Application. Oil Gas Field Surf. Eng. 2023, 42, 17–22. [Google Scholar]
- Figueira, R.B.; Fontinha, I.R.; Silva, C.J.; Pereira, E.V. Hybrid Sol-Gel Coatings: Smart and Green Materials for Corrosion Mitigation. Coatings 2016, 6, 12. [Google Scholar] [CrossRef]
- Taghavikish, M.; Dutta, N.K.; Choudhury, N.R. Emerging Corrosion Inhibitors for Interfacial Coating. Coatings 2017, 7, 217. [Google Scholar] [CrossRef]
- Thakur, A.; Kaya, S.; Kumar, A. Recent Trends in the Characterization and Application Progress of Nano-Modified Coatings in Corrosion Mitigation of Metals and Alloys. Appl. Sci. 2023, 13, 730. [Google Scholar] [CrossRef]
- Figueira, R.B. Hybrid Sol–gel Coatings for Corrosion Mitigation: A Critical Review. Polymers 2020, 12, 689. [Google Scholar] [CrossRef] [PubMed]
- Yu, M.; Tie, L.; Du, C.; Li, X.; Chang, Z.; Wang, Y. Application of Oleic acid imidazoline compound corrosion inhibitor in south china sea oilfield. Chem. Bioeng. 2023, 40, 61–64. [Google Scholar]
- Chen, S. Current situation and prospect of casing annulus anticorrosion technology in oil and gas Wells. Chem. Eng. Equip. 2023, 3, 65–66. [Google Scholar]
- Gao, L.; Luo, Y.; Tian, C.; Bai, X.; Xu, L.; Hou, B. Research and Application of Anti—CO2/H2S Composite Corrosion Inhibitor in Yanchang Gas Field. Field Surf. Eng. 2023, 42, 24–29. [Google Scholar]
- Xin, T.; Deng, J.; Wu, W.; Yu, T.; Li, M.; Ding, J. Preparation and protective properties of graphene-modified epoxy resin coatings. Thermosetting Resin 2023, 38, 40–48. [Google Scholar]
- Yan, Y.; Tang, Y.; Yao, J.; Feng, B. The corrosion of the oil tube and annular tube and corrosion protection measures for sour gas reservoir. Inn. Mong. Petrochem. Ind. 2015, 19, 85–86. [Google Scholar]
- Wei, L.; Gao, K.; Li, Q. Corrosion of low alloy steel containing 0.5% chromium in supercritical CO2 saturated brine and water-saturated supercritical CO2 environments. Appl. Surf. Sci. 2018, 440, 524–534. [Google Scholar] [CrossRef]
- Zhang, Z.; Huang, Z.; Sun, Y.; Cai, H.; Guo, J. Development of 3Cr series oil pipes with good CO2 and H2S corrosion resistant properties. Baosteel Technol. 2006, 3, 5–8. [Google Scholar]
- Wang, Q.; Zhao, W.; Yu, J. Development of economical High-strength 5Cr steel for oil casing pipe. Heat Treat. 2018, 33, 33–36. [Google Scholar]
- Zhu, C.; Liu, G.; Dong, S.; Li, X.; Dong, B.; Liu, W. Effect of temperature on corrosion of 3Cr steel in CO2-O2 environment. J. Iron Steel Res. 2019, 31, 573–581. [Google Scholar]
- Meng, F.; Wang, Q.; Li, H.; Xiang, W.; Yao, H.; Wang, Y.; Li, Q.; Wang, B.; Lu, M.; Zhang, L. Corrosion behavior for 3Cr steel under oil-water two-phase laminar flow conditions. Chin. J. Eng. 2020, 8, 1029–1039. [Google Scholar]
- Gu, L.; Zhou, D.; Chen, H.; He, S.; Zhang, Z.; Xing, X. The Research of Corrosion Behavior and Protection of 3Cr Pipes in Production Wells Containing Oxygen Flooding. Equip. Environ. Eng. 2021, 18, 36–42. [Google Scholar]
- Zhao, G.; Liu, R.; Ding, L.; Song, Y. Study on Corrosion Characteristics of 5Cr Casing Steel under High Temperature and High Pressure in Different CO2 Partial Pressure. Welded Pipe Tube 2023, 46, 8–15. [Google Scholar]
- Zhang, S.; Zhao, G.; Wang, Y.; Guo, M.; Song, Y. Effect of CO2, H2S on Static Corrosion of 3Cr Steel. Welded Pipe Tube 2023, 46, 7–13. [Google Scholar]
- Ji, N.; Li, C.; Song, W.; Zhao, M.; Long Yan, X. Corrosion cause of 3Cr steel tubing in a gas injection well. Mater. Mech. Eng. 2022, 46, 85–90. [Google Scholar]
- Xia, W.; Zhao, Y.; Huang, D. Analysis for End-cracking of L80-3Cr Corrosion resistant Oil Well Pipe. Steel Pipe 2020, 49, 52–55. [Google Scholar]
- Jia, Z.; Du, C.; Liu, Z.; Gao, J.; Li, X. Effect of PH on the corrosion and electrochemical behavior of 3Cr steel in saturated NaCl solution. Chin. J. Mater. Res. 2011, 25, 39–44. [Google Scholar]
- Du, M.; Zhu, S.; Zhang, X.; Li, J.; Song, S. Research Progress in Formation and Formation Mechanism of CO2 Corrosion Scale on Cr Containing Low Alloy Steel. Corros. Sci. Prot. Technol. 2019, 31, 331–342. [Google Scholar]
- Li, B.; Lin, Y.; Liu, L.; Peng, Y. Effect of Temperature on the Performance of P110 Steel Passivation Film in Cement Extract Solution. Surf. Technol. 2018, 47, 231–237. [Google Scholar]
- Wu, L.; Jin, J.; Wang, Z.; Zhang, G.; Zhang, L. Study on corrosion resistance of 316L and 2205 stain less steels in high CO2 environment. Mater. Prot. 2022, 55, 55–61. [Google Scholar]
- Zhao, X.; Han, Y.; Bai, Z.; Wei, B. The experiment research of corrosion behavior about Ni-based alloys in simulant solution containing H2S/CO2. Electrochim. Acta 2011, 56, 7725. [Google Scholar] [CrossRef]
- NACE SP0775; Preparation, Installation, Analysis, and Interpretation of Corrosion Coupons in Oilfield Operations. AMPP: Beijing, China, 2015.
- Yang, H.; Gan, L.; Wang, X.; Zhang, H.; Ma, Y.; Shi, Y.; Deng, K.; Mei, Z.; Lin, Y. Study on corrosion performance and optimization of CO2 Driven injection oil well tube. Mater. Prot. 2022, 55, 109–116. [Google Scholar]
- Zhang, Z.; Du, S.; Yin, Z. Corrosion Behavior and Characterization of Tubing Steels under Simulated CO2 Flooding Environment. Mater. Prot. 2018, 51, 108–112. [Google Scholar]
- Yao, Y.; Zhang, J.; Lv, C.; Dou, Z.; Yang, Y.; Sun, Y. Materials selection study of Cr-containing oil casing under simulated salt cavern gas storage environment corrosion. Sichuan Metall. 2016, 38, 40–44. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | S | P | Mn | Cr | Ni | Mo | V | Cu | Ti |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 3Cr | 0.25 | 0.25 | 0.002 | 0.009 | 0.48 | 2.91 | 0.065 | 0.076 | 0.012 | 0.024 | 0.003 |
| 5Cr | 0.091 | 0.20 | 0.002 | 0.009 | 0.36 | 4.90 | 0.045 | 0.09 | 0.021 | 0.053 | 0.002 |
| 9Cr | 0.12 | 0.31 | 0.005 | 0.014 | 0.36 | 9.01 | 0.066 | 1.00 | 0.017 | 0.0098 | 0.0001 |
| N80 | 0.25 | 0.36 | 0.005 | 0.010 | 1.41 | 0.21 | 0.016 | 0.004 | / | 0.015 | / |
| Name | BaCl2 | Na2SO4 | NaHCO3 | CaCl2 | NaCl |
|---|---|---|---|---|---|
| Concentration | 1976.4 | 167.56 | 157.92 | 848.0 | 23882.0 |
| Material | N80 | 3Cr | 5Cr | 9Cr | N80 | 3Cr | 5Cr | 9Cr |
|---|---|---|---|---|---|---|---|---|
| Ecorr | Icorr | |||||||
| Condition 1 | / | −680 | −683 | −630 | / | 2.47 × 10−6 | 2.68 × 10−6 | 1.56 × 10−6 |
| Condition 2 | −678 | −661 | −667 | −625 | 5.32 × 10−6 | 1.04 × 10−5 | 1.59 × 10−6 | 4.05 × 10−6 |
| Test Conditions | CO2 Partial Pressure (MPa) | Temperature (℃) | Material | Medium | Test Period (h) |
|---|---|---|---|---|---|
| Condition 1 | 0.2 | 80 | 3Cr | Simulated formation water (See Table 2) | 168 |
| Condition 2 | 0.5 | 5Cr | |||
| Condition 3 | 0.8 | 9Cr | |||
| Condition 4 | 1 | N80 |
| CO2 Partial Pressure | Element | 3Cr | 5Cr | 9Cr | ||
|---|---|---|---|---|---|---|
| Product Film | Shedding Area | Product Film | Shedding Area | Product Film | ||
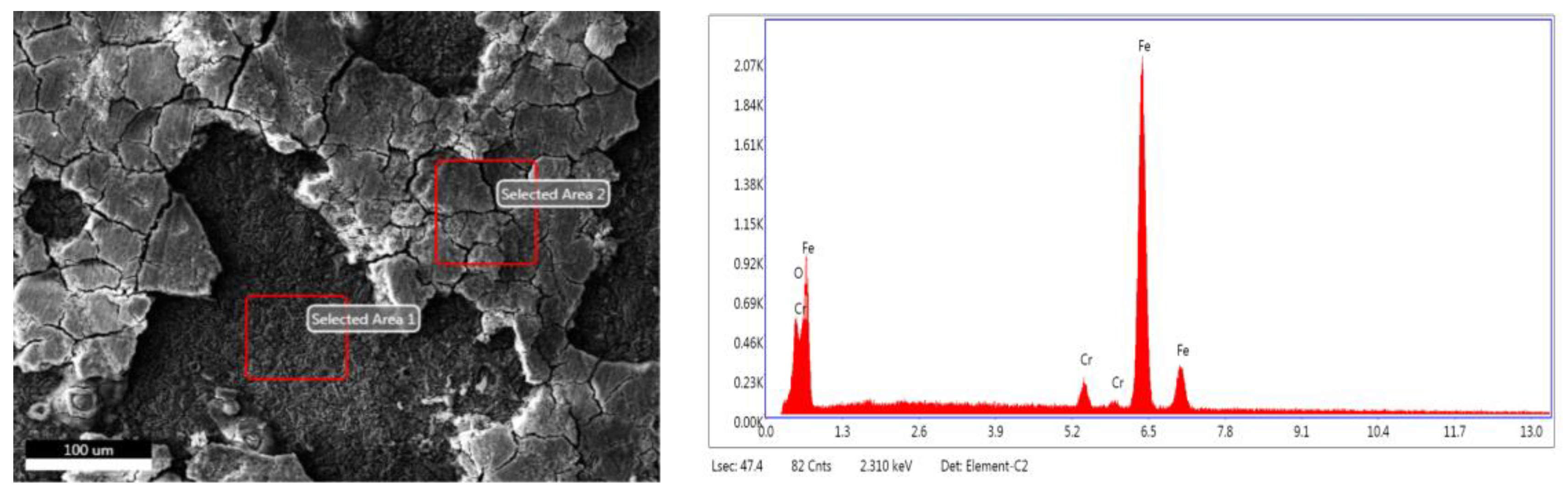
| 0.2 MPa | O K | 53.25 | 18.44 | 56.97 | 27.85 | 32.74 |
| Cr K | 11.9 | 3.77 | 19.73 | 6.99 | 10.68 | |
| Fe K | 31.83 | 77.79 | 19.83 | 65.16 | 54.67 | |
| 0.5 MPa | O K | 67.23 | 52.68 | 58.12 | / | 45.67 |
| Cr K | 20.78 | 23.66 | 32.09 | / | 15.16 | |
| Fe K | 5.52 | 17.52 | 3.88 | / | 36.38 | |
| 1 MPa | O K | 69.52 | 61.38 | 71.31 | 37.96 | 46.69 |
| Cr K | 19.17 | 23.69 | 21.38 | 6.91 | 15.22 | |
| Fe K | 5.21 | 7.28 | 3.17 | 55.13 | 35.92 | |
| Material | 9Cr | 5Cr | 3Cr | N80 |
|---|---|---|---|---|
| Average corrosion rate (mm/a) | 0.01–0.039 | 0.72–1.58 | 0.64–2.47 | 0.67–2.36 |
| Calculated corrosion margin (mm) with reference to pressure requirements | / | 0.93 | 0.93 | 0.93 |
| Service life (a) | 23.8 | 1.29–0.58 | 1.45–0.38 | 1.38–0.39 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, X.; Li, G.; Liu, J.; Li, M.; Du, Q.; Han, Y. Corrosion Performance Analysis of Tubing Materials with Different Cr Contents in the CO2 Flooding Injection–Production Environment. Coatings 2023, 13, 1812. https://doi.org/10.3390/coatings13101812
Zhao X, Li G, Liu J, Li M, Du Q, Han Y. Corrosion Performance Analysis of Tubing Materials with Different Cr Contents in the CO2 Flooding Injection–Production Environment. Coatings. 2023; 13(10):1812. https://doi.org/10.3390/coatings13101812
Chicago/Turabian StyleZhao, Xuehui, Guoping Li, Junlin Liu, Mingxing Li, Quanqing Du, and Yan Han. 2023. "Corrosion Performance Analysis of Tubing Materials with Different Cr Contents in the CO2 Flooding Injection–Production Environment" Coatings 13, no. 10: 1812. https://doi.org/10.3390/coatings13101812