
Friction and Wear Characteristics of Cr-CNTs Composite Coating End Faces of High-Temperature Mechanical Seals

Abstract
:1. Introduction
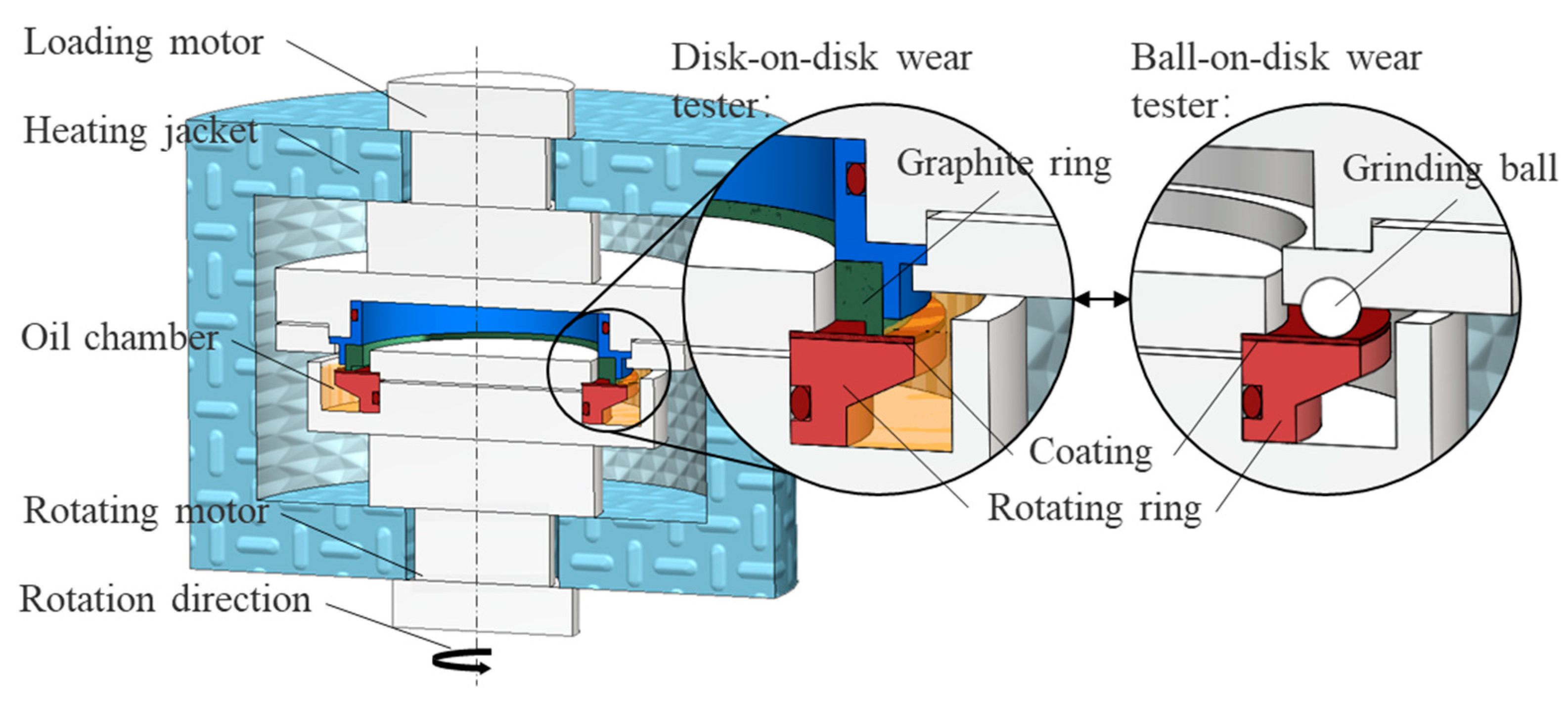
2. Materials and Methods
3. Results
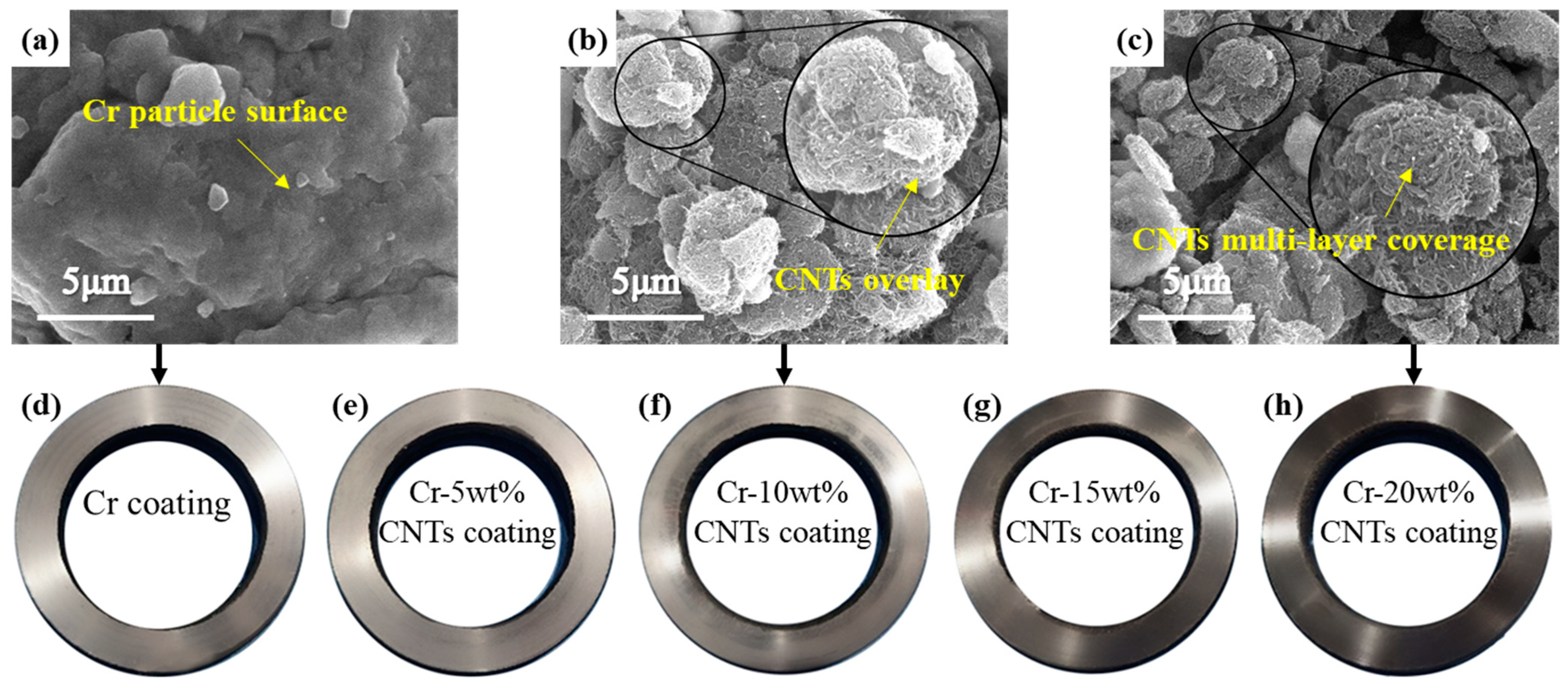
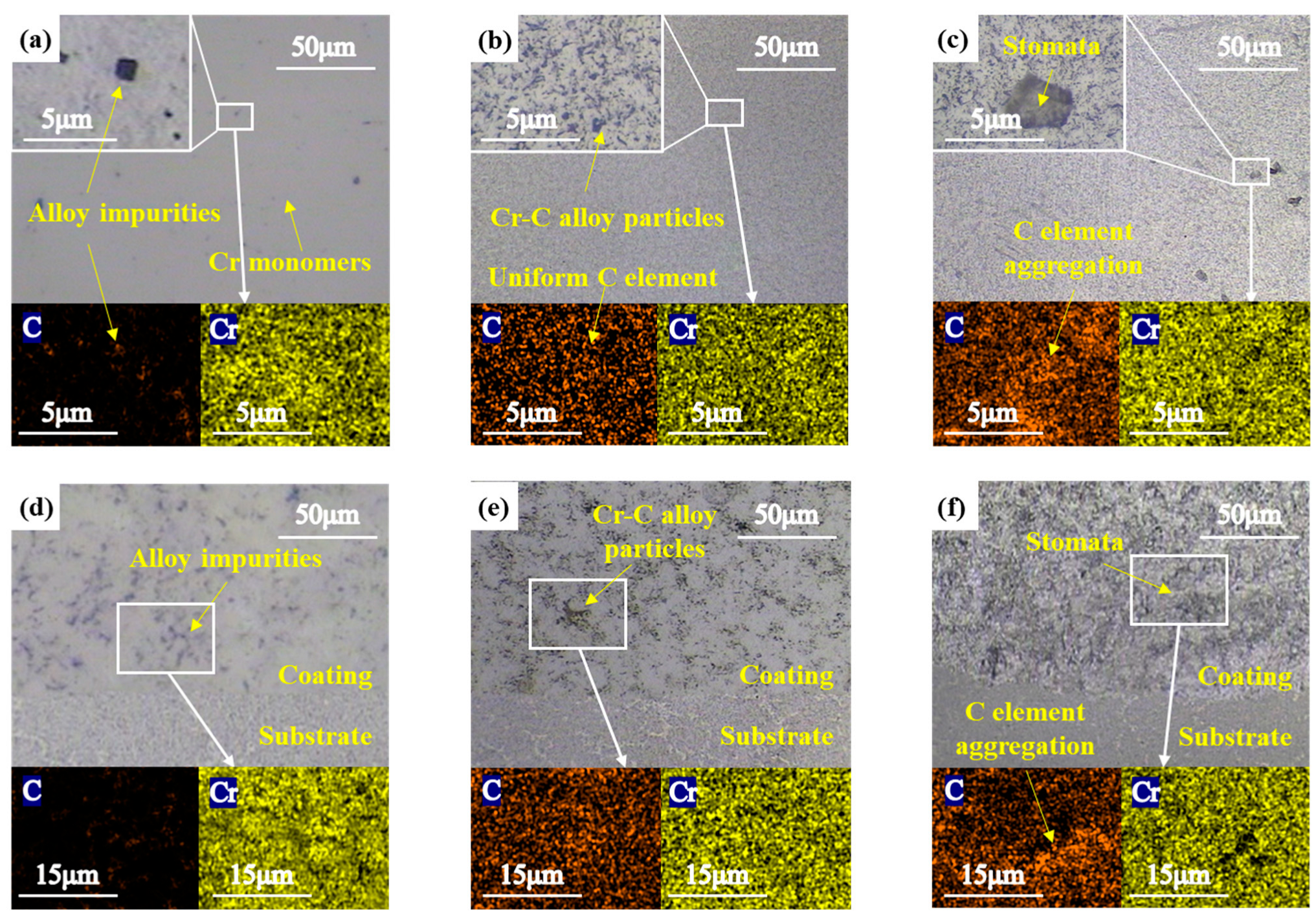
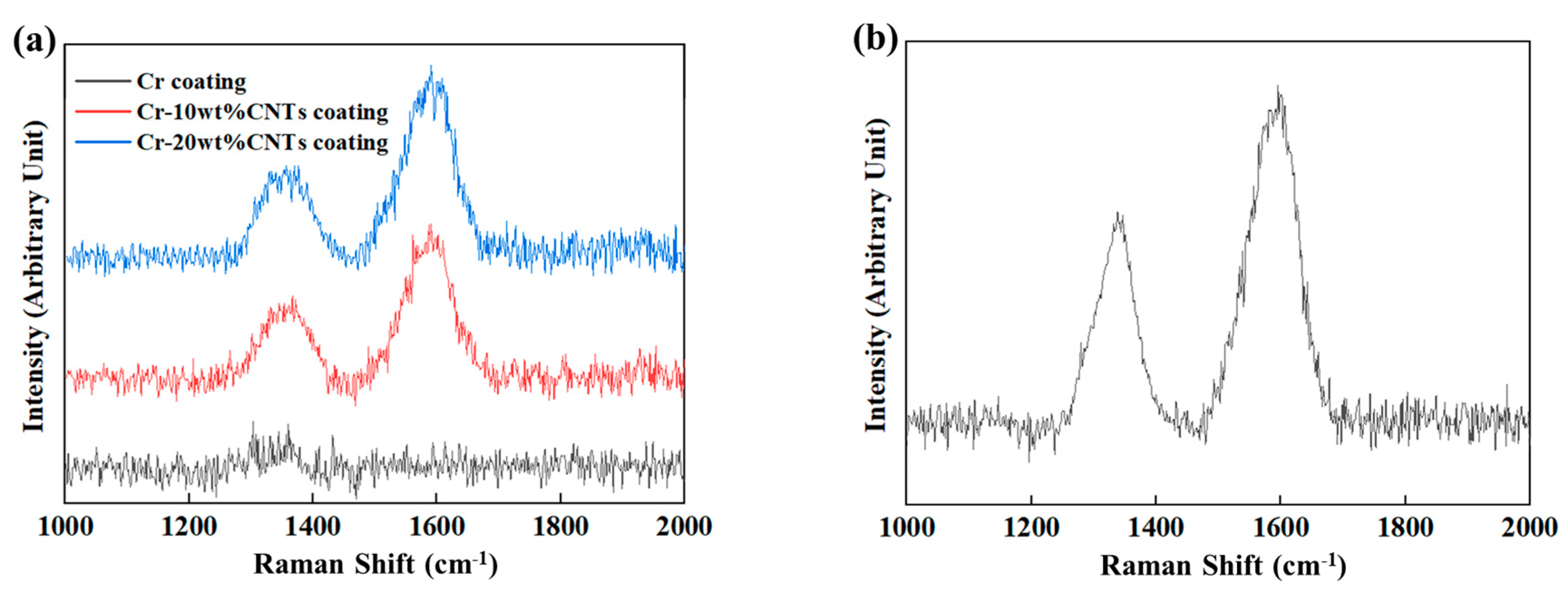
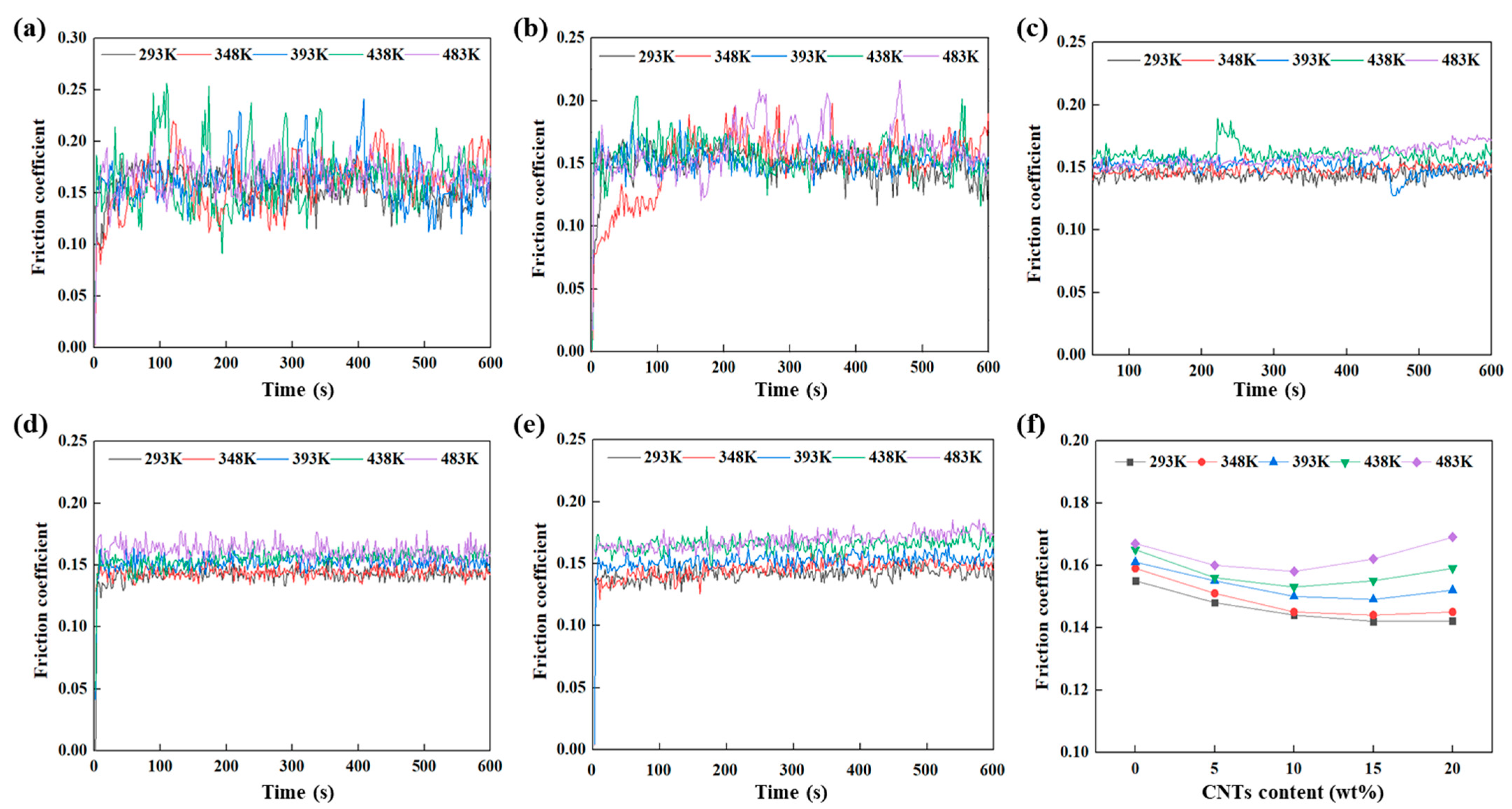
3.1. Effect of CNTs Content
3.2. Effect of End Face Material
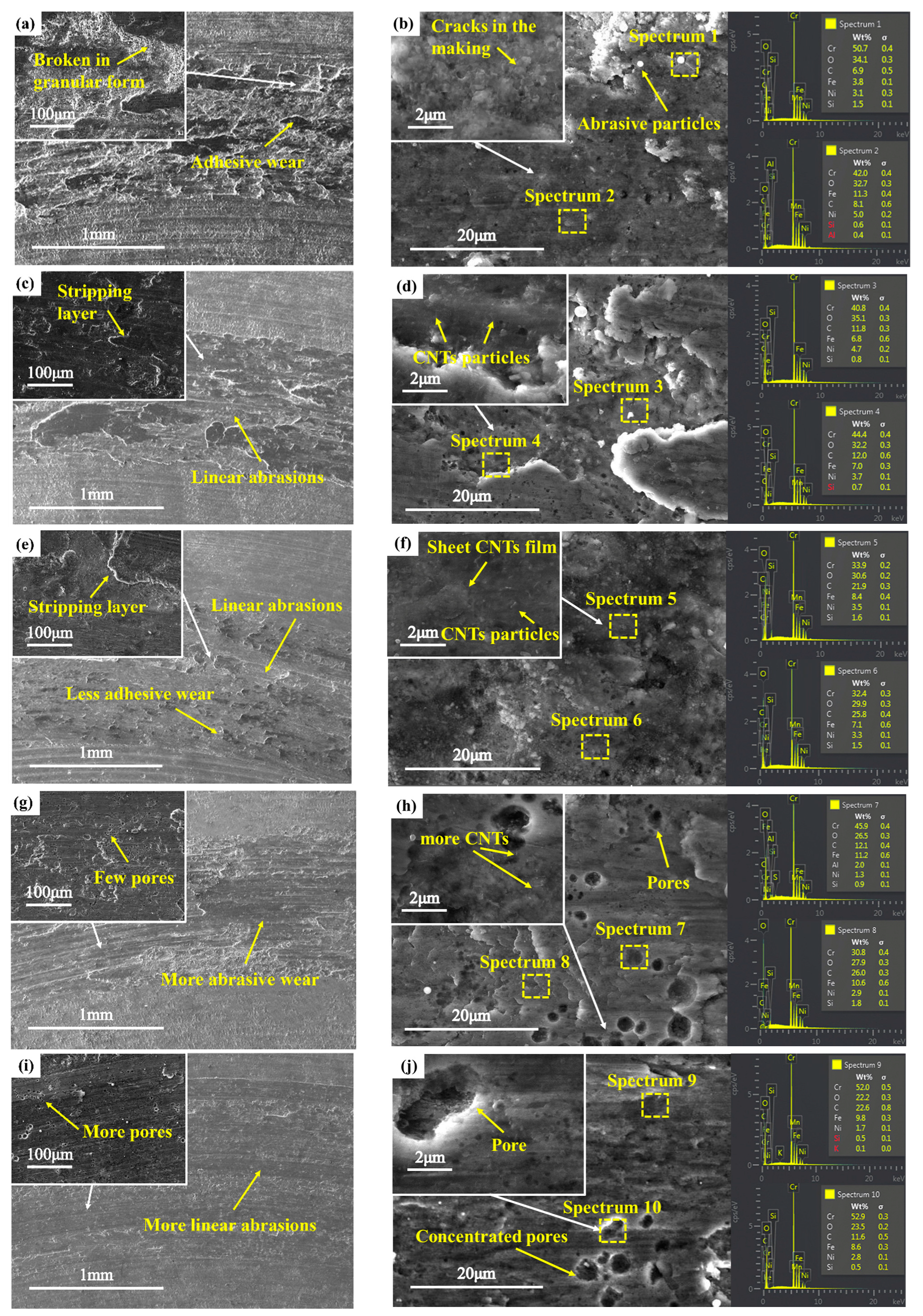
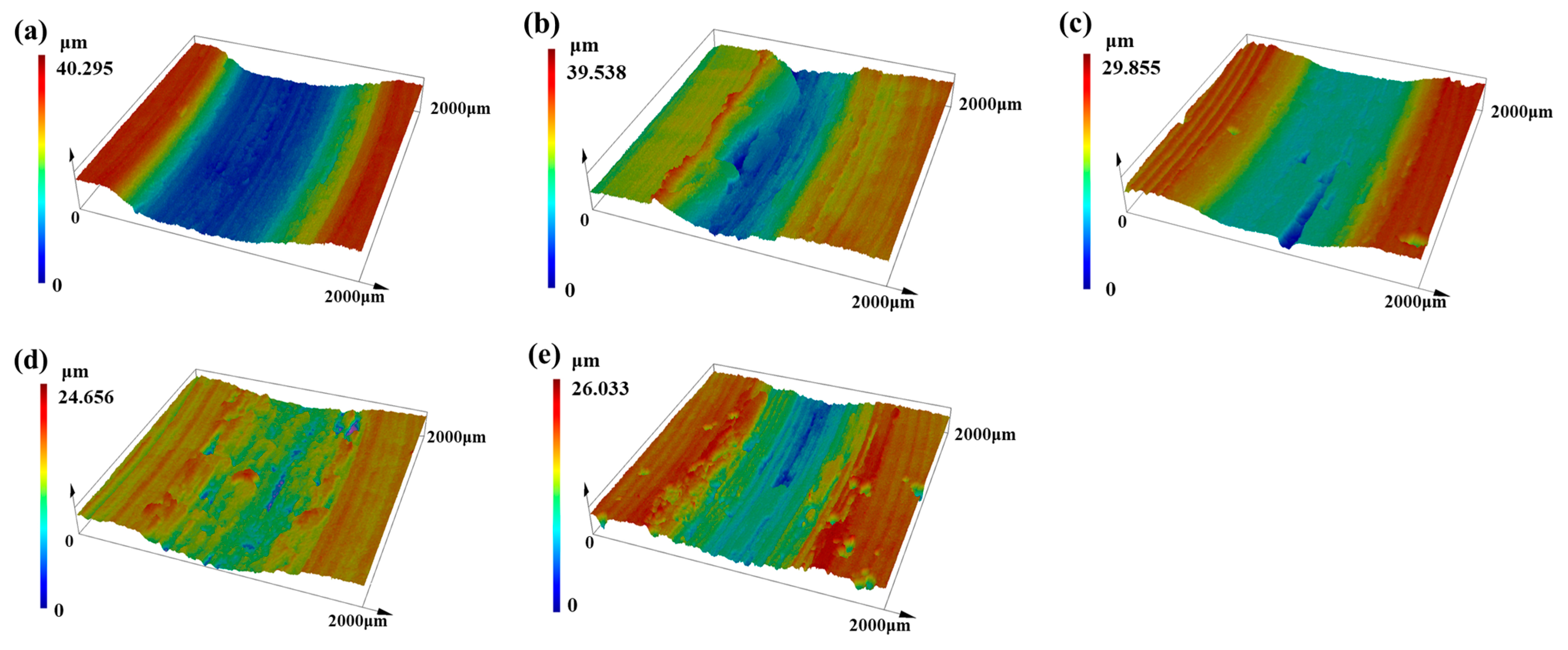
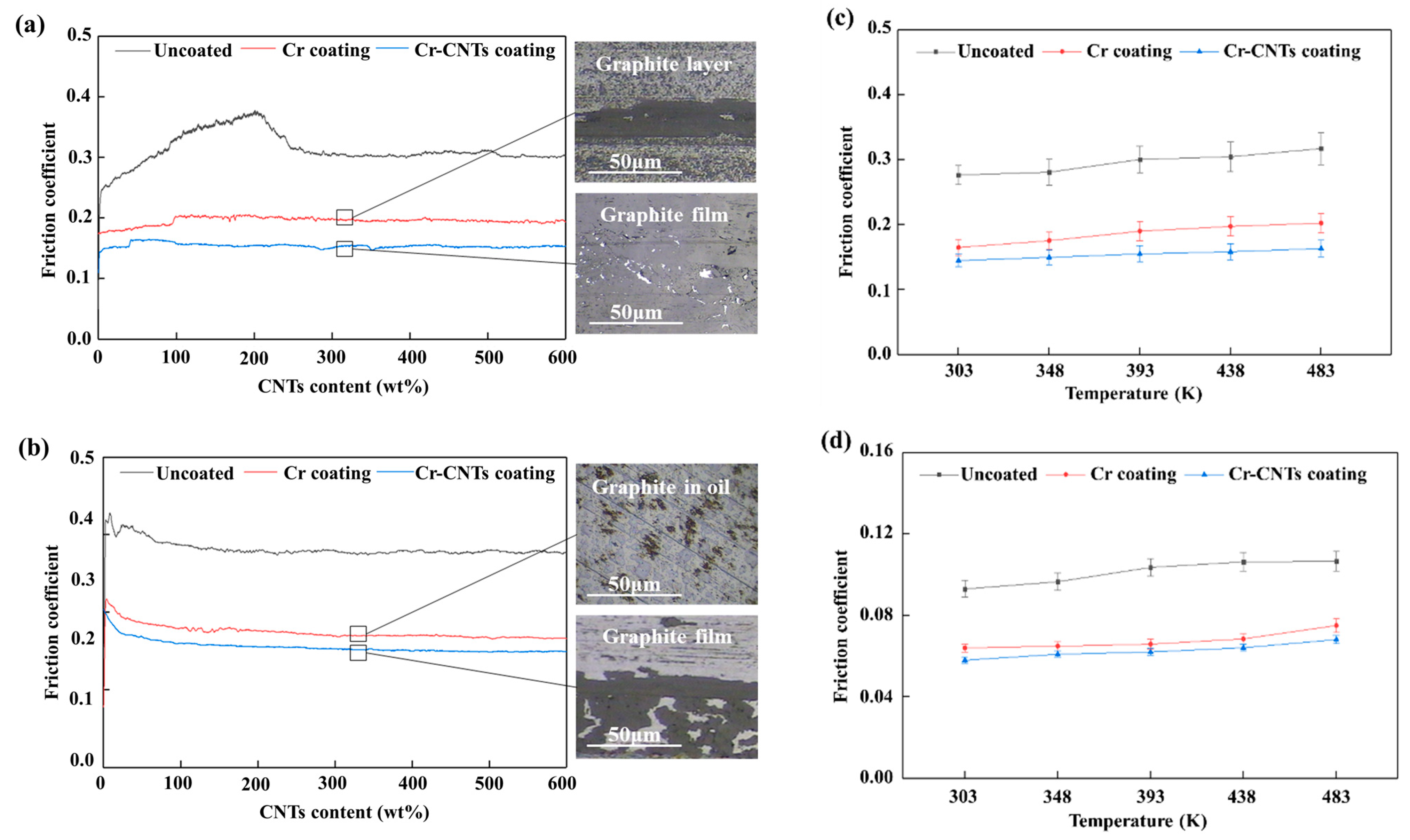
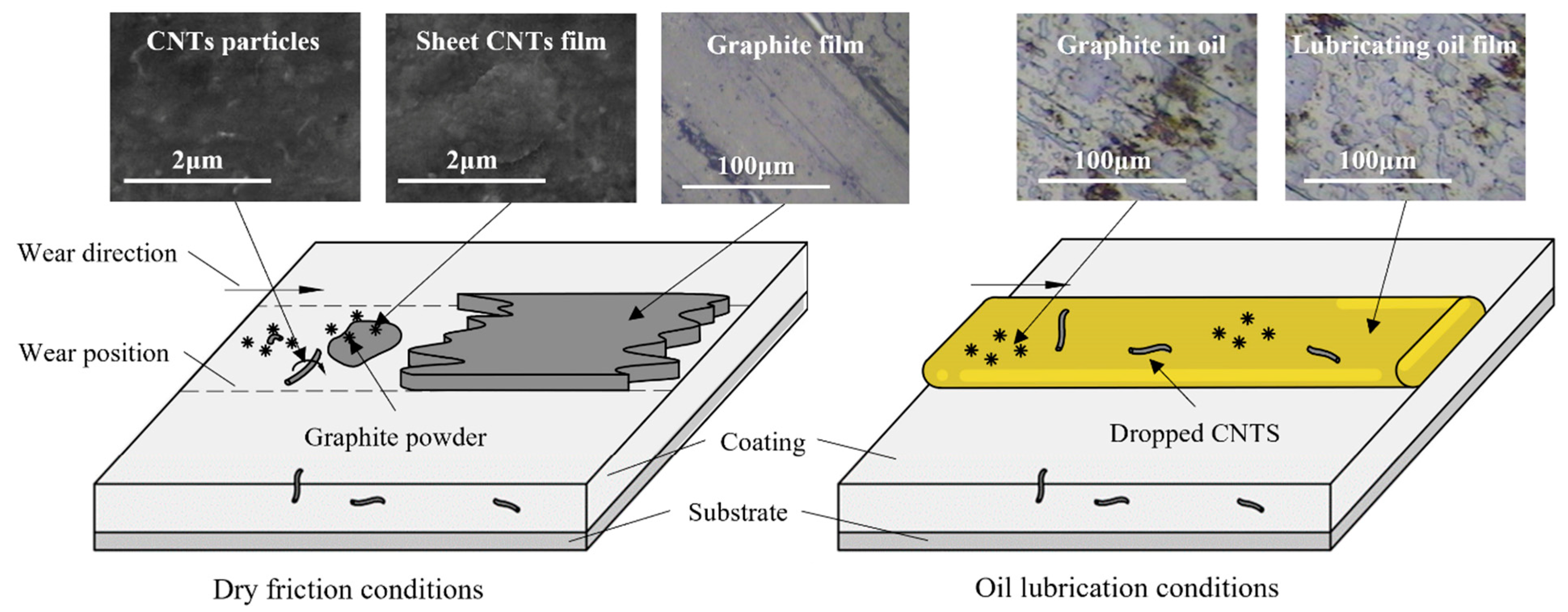
3.3. Friction and Wear Mechanism of Cr-CNTs Coatings
4. Conclusions
- (1)
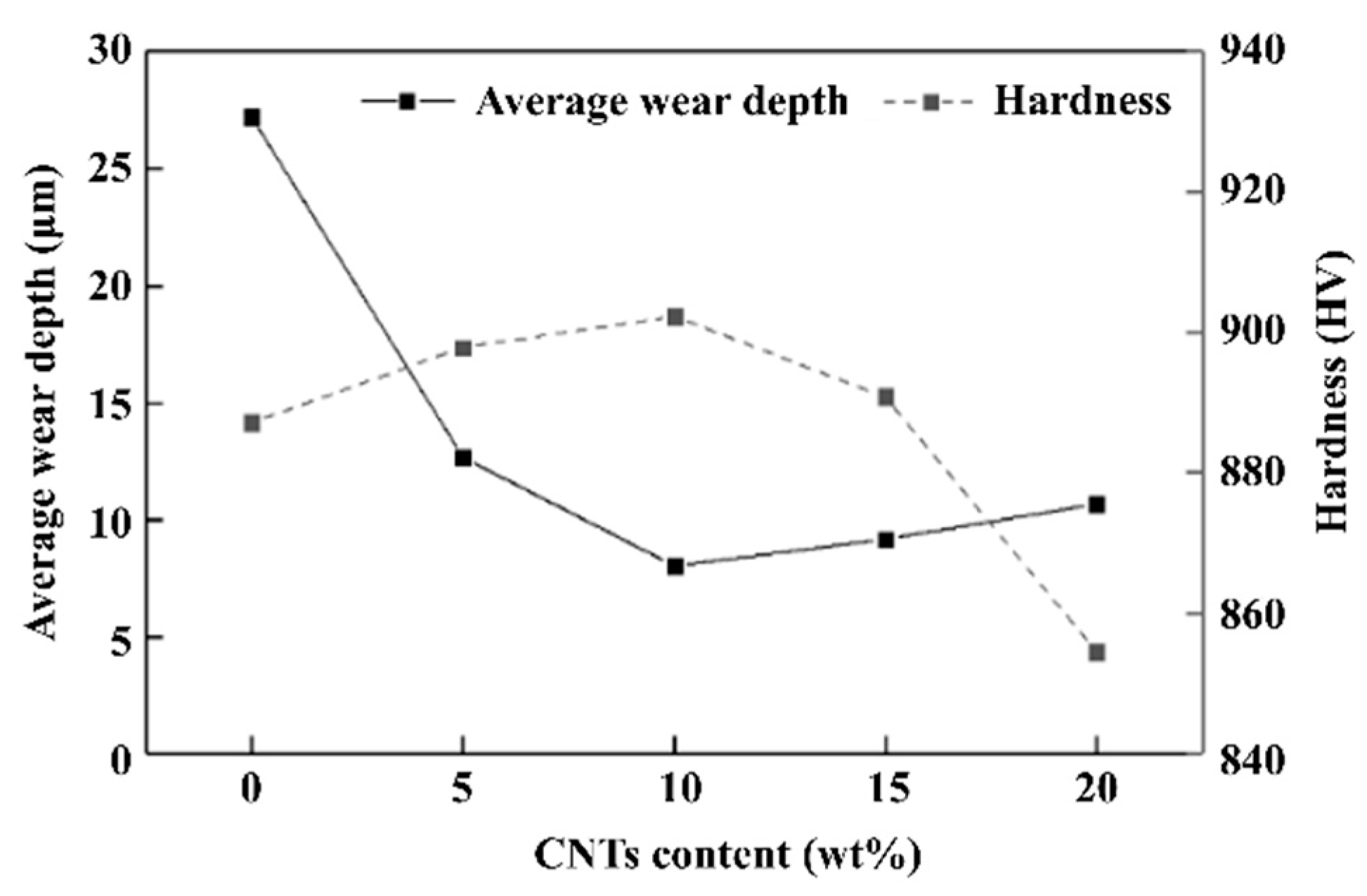
- The hardness of the coating increases with the content of CNTs. Excessive CNTs will lead to porosity on the end face of the coating and a decrease in the hardness and wear resistance. The Cr-10 wt% CNTs coating has a good grain refinement at the end face and possesses high coating hardness, wear resistance, and self-lubrication. Recommended values for the CNTs content of Cr-CNTs coatings is 10 wt%.
- (2)
- The coefficient of friction of Cr-CNTs coated seal end faces is low and stable with the temperature under high-temperature conditions. The coefficient of friction of the Cr-CNTs coating is reduced by about 59.26% compared to the uncoated coating and by about 14.98% compared to the Cr coating under dry friction conditions at 483 K. The coefficient of friction of the Cr-CNTs coating is reduced by about 43.33% compared to the uncoated and by about 12.46% compared to the Cr coating under oil lubrication conditions at 483 K.
- (3)
- The frictional wear mechanism of Cr-CNTs coatings is that the high wear resistance of Cr-CNTs coatings comes from the grain refining effect of CNTs, which improves the comprehensive mechanical properties of the coatings. The self-lubrication comes from the formation of the graphite transfer film and the lubrication effect of CNTs, and the lubrication effect of end-face CNTs comes from the rolled CNTs particles and the sheet CNTs film. The Cr-10 wt% CNTs coating has a good wear reduction effect under special high-temperature dry friction conditions, which has a high value for engineering applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lin, Z.; Gao, H.; Zhang, E.; Cao, W.; Li, K. Diamond-Coated Mechanical Seal Remaining Useful Life Prediction Based on Convolution Neural Network. Int. J. Pattern Recognit. Artif. Intell. 2020, 34, 2051007. [Google Scholar] [CrossRef]
- Luo, Y.; Li, X.; Luo, Z.; Chen, L.; Yang, Y.; Li, J.; Han, G. Enhanced adhesive and anti-corrosive performances of polymer composite coating for rusted metallic substrates by capillary filling. Prog. Org. Coat. 2023, 178, 107467. [Google Scholar] [CrossRef]
- Guo, D.; Cai, N.; Wu, G.; Xie, F.; Tan, S.; Jiang, N.; Li, H. Improving Pressure–Velocity Limit of Mechanical Seal with Polycrystalline Diamond Coating. Appl. Sci. 2020, 10, 6090. [Google Scholar] [CrossRef]
- Xie, X.; Hua, X.; Li, J.; Cao, X.; Tian, Z.; Peng, R.; Zhang, P. Synergistic effect of micro-textures and MoS2 on the tribological properties of PTFE film against GCr15 bearing steel. J. Mech. Sci. Technol. 2021, 35, 2151–2160. [Google Scholar] [CrossRef]
- Vrček, A.; Hultqvist, T.; Baubet, Y.; Marklund, P.; Larsson, R. Micro-pitting Damage of Bearing Steel Surfaces under Mixed Lubrication Conditions: Effects of Roughness, Hardness and ZDDP Additive. Tribol. Int. 2019, 138, 239–249. [Google Scholar] [CrossRef]
- Tseluikin, V.N.; Kanaf’eva, O.A. Preparation and Properties of Composite Chromium–Carbon Nanotube Coatings. Chem. Pet. Eng. 2015, 51, 54–57. [Google Scholar] [CrossRef]
- Zhang, G.Y.; Dang, J.Q.; Zhao, W.G.; Yan, X.T. Tribological behaviors of the thick metal coating for the contact mechanical seal under the water-lubricated conditions. Ind. Lubr. Tribol. 2019, 71, 173–180. [Google Scholar] [CrossRef]
- Ning, D.; Zhang, A.; Wu, H. Enhanced Wear Performance of Cu-Carbon Nanotubes Composite Coatings Prepared by Jet Electrodeposition. Materials 2019, 12, 392. [Google Scholar] [CrossRef]
- Li, G.; Liu, Y.; Zhang, Y.; Li, H.; Wang, X.; Zheng, M.; Li, Y. High Temperature Anti-Oxidation Behavior and Mechanical Property of Radio Frequency Magnetron Sputtered Cr Coating. Metals 2020, 10, 1509. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, Z.; Yu, S.; Pan, N.; Liao, J. Preparation and characterization of dense graphite/glassy carbon composite coating for sealing application. Mater. Res. Express 2017, 4, 095601. [Google Scholar] [CrossRef]
- Cui, G.; Han, W.; Cui, H.; Liu, Y.; Gao, G.; Kou, Z. Preparation and high-temperature tribological performance of laser clad MoNi coatings with chromium addition. Surf. Coat. Technol. 2022, 440, 128486. [Google Scholar] [CrossRef]
- Jiahong, L.; Dejun, K. Micro-Structures and High-Temperature Friction-Wear Performances of Laser Cladded Cr–Ni Coatings. Materials 2018, 11, 137. [Google Scholar] [CrossRef] [PubMed]
- Wang, D.; Wang, W.Q.; Chen, X.G.; Chi, C.T.; Wang, M.S.; Han, X.; Xie, Y.J. Influence of Cr addition on the interface purification of vacuum brazed NiCr-Cr 3 C 2 coatings on single crystal superalloy. Surf. Coat. Technol. 2017, 325, 200–209. [Google Scholar] [CrossRef]
- Günen, A.; Bölükbaşı, Ö.S.; Özgürlük, Y.; Özkan, D.; Odabaş, O.; Somunkıran, İ. Effect of Cr Addition on Properties and Tribological Behavior at Elevated Temperature of Boride Layers Grown on Borosintered Powder Metallurgy Alloys. Met. Mater. Int. 2023, 29, 748–766. [Google Scholar] [CrossRef]
- Guo, P.; Ma, S.; Jiao, M.; Lv, P.; Xing, J.; Xu, L.; Huang, Z. Effect of Chromium on Microstructure and Oxidation Wear Behavior of High-Boron High-Speed Steel at Elevated Temperatures. Materials 2022, 15, 557. [Google Scholar] [CrossRef] [PubMed]
- Drozdz, M.; Smola, G.; Kyziol, K.; Migdalska, M.; Jurasz, Z.; Wierzba, B.; Grzesik, Z. Modification of the high-temperature performance of thin chromium coatings deposited on valve steels. Mater. High Temp. 2020, 37, 145–154. [Google Scholar] [CrossRef]
- Litovka, Y.; Nasraoui, M.; Dolmatov, V. Improved microhardness of chrome galvanic coatings with combining nanodiamonds and nanotubes. IOP Conf. Ser. Mater. Sci. Eng. 2019, 693, 012012. [Google Scholar] [CrossRef]
- Jia, X.; Wei, F. Advances in Production and Applications of Carbon Nanotubes. Top. Curr. Chem. 2017, 375, 18. [Google Scholar] [CrossRef]
- Tsai, P.C.; Jeng, Y.R.; Lee, J.T.; Stachiv, I.; Sittner, P. Effects of carbon nanotube reinforcement and grain size refinement mechanical properties and wear behaviors of carbon nanotube/copper composites. Diam. Relat. Mater. 2017, 74, 197–204. [Google Scholar] [CrossRef]
- Anas, N.S.; Rama Krishna, L.; Dash, R.K.; Vijay, R. Tribological Performance of Al Alloys Dispersed with Carbon Nanotubes or Ni-Coated Carbon Nanotubes Produced by Mechanical Milling and Extrusion. J. Mater. Eng. Perform. 2020, 29, 1630–1639. [Google Scholar] [CrossRef]
- EL-kashif, E.F.; Esmail, S.A.; Elkady, O.A.; Azzam, B.S.; Khattab, A.A. Influence of carbon nanotubes on the properties of friction composite materials. J. Compos. Mater. 2020, 54, 2101–2111. [Google Scholar] [CrossRef]
- Reinert, L.; Varenberg, M.; Mücklich, F.; Suárez, S. Dry friction and wear of self-lubricating carbon-nanotube-containing surfaces. Wear 2018, 406-407, 33–42. [Google Scholar] [CrossRef]
- Lai, C.; Zhong, M.; Xu, W.; Yi, M.; Wu, H.; Huang, M. Influences of B4C and carbon nanotubes on friction and wear performance of Cu base self-lubricating composite. Tribol. Int. 2023, 187, 108726. [Google Scholar] [CrossRef]
- Wang, H.D.; He, P.F.; Ma, G.Z.; Xu, B.S.; Xing, Z.G.; Chen, S.Y.; Wang, Y.W. Tribological behavior of plasma sprayed carbon nanotubes reinforced TiO2 coatings. J. Eur. Ceram. Soc. 2018, 38, 3660–3672. [Google Scholar] [CrossRef]
- Wang, G.J.; Cai, Y.P.; Ma, Y.J.; Tang, S.C.; Syed, J.A.; Cao, Z.H.; Meng, X.K. Ultrastrong and Stiff Carbon Nanotube/Aluminum–Copper Nanocomposite via Enhancing Friction between Carbon Nanotubes. Nano Lett. 2019, 19, 6255–6262. [Google Scholar] [CrossRef]
- Roy, A.; Mu, L.; Shi, Y. Tribological properties of polyimide coating filled with carbon nanotube at elevated temperatures. Polym. Compos. 2020, 41, 2652–2661. [Google Scholar] [CrossRef]
- Zhou, C.; Li, M.; Chi, J.; Wang, S.; Zhang, M.; Fang, M.; Ren, L. Influence of ball milling process on microstructure and properties of Ni-based coating by laser cladding. Appl. Phys. A 2020, 126, 955. [Google Scholar] [CrossRef]
- Zhou, K.; Shen, Y. Effects of process parameters and carbon nanotubes content on microstructure and properties of laser cladding composite coatings using Ni-Ti-Cr-carbon nanotubes. Mater. Res. Express 2022, 9, 096403. [Google Scholar] [CrossRef]
- Han, B.; Chen, Y.; Tan, C.; Jiang, M.; Bi, J.; Feng, J.; Bi, G. Microstructure and wear behavior of laser clad interstitial CoCrFeNi high entropy alloy coating reinforced by carbon nanotubes. Surf. Coat. Technol. 2022, 434, 128241. [Google Scholar] [CrossRef]
- Yuan, W.; Li, R.; Zhu, Y.; Zhao, Y.; Zhang, X.; Liu, B.; Zhang, B. Structure and properties of nickel-plated CNTs/Fe-based amorphous composite coatings fabricated by high-speed laser cladding. Surf. Coat. Technol. 2022, 438, 128363. [Google Scholar] [CrossRef]
- Zhou, X.; Chen, Z.; Gu, C.; Wang, J. Thermo-mechanical coupling analysis of the end faces for a mechanical seal under dry friction. Tribol. Int. 2021, 160, 107050. [Google Scholar] [CrossRef]
- Thakur, L.; Arora, N. An investigation on the development and wear performance of chromium-MWCNTs transformed HVOF sprayed nano-WC-CoCr coatings. Surf. Coat. Technol. 2020, 388, 125610. [Google Scholar] [CrossRef]
- Liu, J.; Sun, W.; Huang, Y. Effect of carbon nanotubes content on microstructure and properties of WC/Ni laser cladding coatings. Surf. Eng. 2021, 37, 650–657. [Google Scholar] [CrossRef]
- Parihar, R.S.; Sahu, R.K.; Setti, S.G. Adhesive wear performance of self-lubricating functionally graded cemented tungsten carbide prepared by spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2022, 104, 105788. [Google Scholar] [CrossRef]
- Zhou, S.; Xu, T.; Hu, C.; Wu, H.; Liu, H.; Ma, X. A comparative study of tungsten carbide and carbon nanotubes reinforced Inconel 625 composite coatings fabricated by laser cladding. Opt. Laser Technol. 2021, 140, 106967. [Google Scholar] [CrossRef]
- Huang, S.J.; Abbas, A.; Ballóková, B. Effect of CNT on microstructure, dry sliding wear and compressive mechanical properties of AZ61 magnesium alloy. J. Mater. Res. Technol. 2019, 8, 4273–4286. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substrate Material | Cr | Ni | Mn | Si | N | P | C | Fe |
|---|---|---|---|---|---|---|---|---|
| S30406 | 19.93 | 10.08 | 1.16 | 0.26 | 0.06 | 0.04 | 0.04 | Bal. |
| Test Method | Lubrication Condition | Temperature/K | Load/N | Speed/r·min−1 | Time/s |
|---|---|---|---|---|---|
| Ball-on-disk test with SiC grinding ball | Dry friction | 293 | 75 | 6000 | 600 |
| 348 | |||||
| 393 | |||||
| 438 | |||||
| 483 | |||||
| Disk-on-disk test with MF-307 graphite ring | Dry friction | 293 | 75 | 6000 | 600 |
| 348 | |||||
| 393 | |||||
| 438 | |||||
| 483 | |||||
| Oil lubrication | 293 | 75 | 6000 | 600 | |
| 348 | |||||
| 393 | |||||
| 438 | |||||
| 483 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, H.; Li, S.; Ma, R.; Zhang, G.; Liu, A. Friction and Wear Characteristics of Cr-CNTs Composite Coating End Faces of High-Temperature Mechanical Seals. Coatings 2023, 13, 1692. https://doi.org/10.3390/coatings13101692
Yang H, Li S, Ma R, Zhang G, Liu A. Friction and Wear Characteristics of Cr-CNTs Composite Coating End Faces of High-Temperature Mechanical Seals. Coatings. 2023; 13(10):1692. https://doi.org/10.3390/coatings13101692
Chicago/Turabian StyleYang, Haichao, Shuangxi Li, Runmei Ma, Guoqing Zhang, and An Liu. 2023. "Friction and Wear Characteristics of Cr-CNTs Composite Coating End Faces of High-Temperature Mechanical Seals" Coatings 13, no. 10: 1692. https://doi.org/10.3390/coatings13101692