
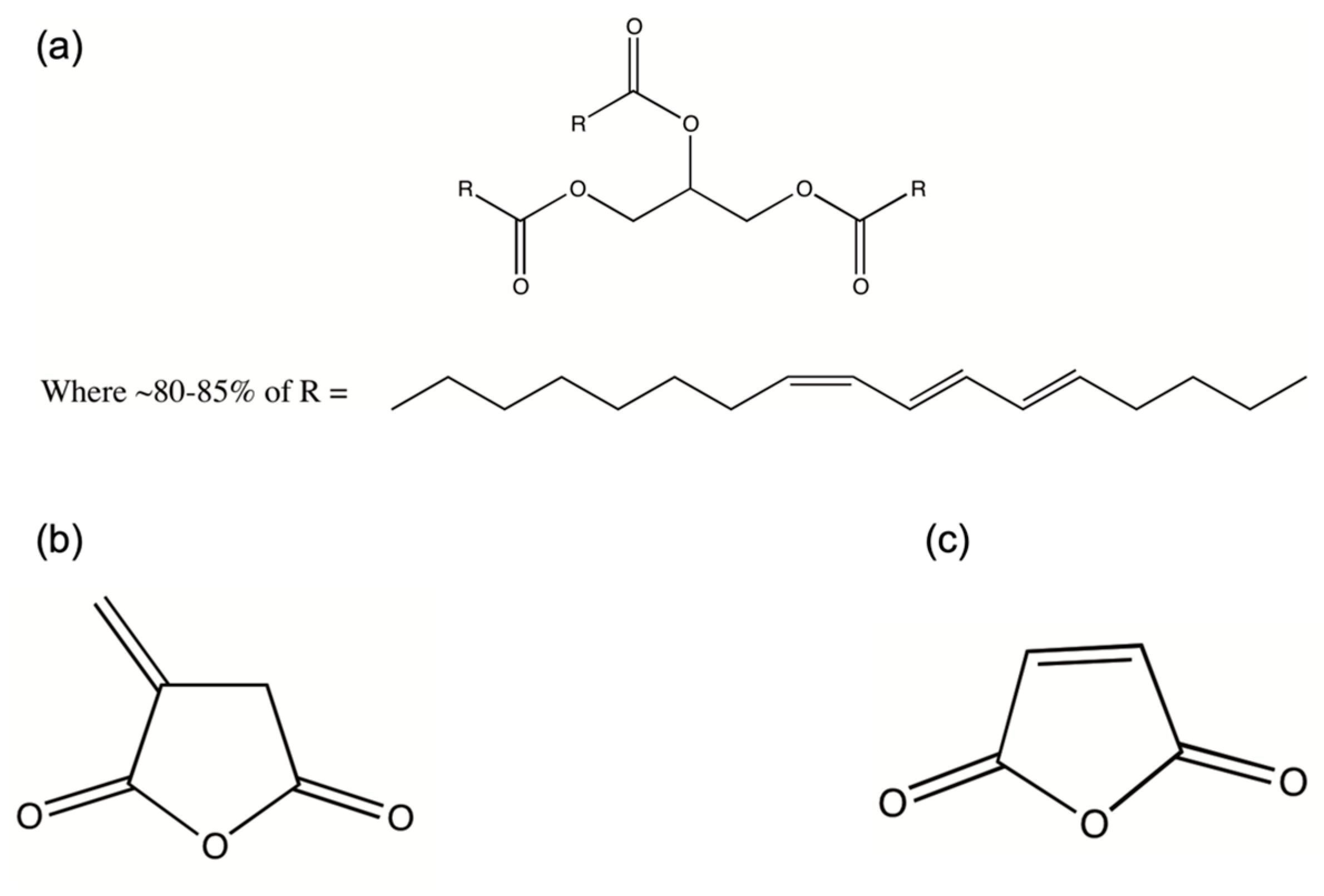
Itaconic Anhydride as a Green Compatibilizer in Composites Prepared by the Reinforcement of a Tung Oil-Based Thermosetting Resin with Miscanthus, Pine Wood, or Algae Biomass

 , and
, and 
Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Methods
2.2.1. Algae Cultivation
2.2.2. Preparation of Thermosetting Resins
2.2.3. Preparation of Biocomposites
2.2.4. Characterization
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, Z.; Ganewatta, M.S.; Tang, C. Sustainable polymers from biomass: Bridging chemistry with materials and processing. Prog. Polym. Sci. 2020, 101, 101197. [Google Scholar] [CrossRef]
- Gandini, A.; Lacerda, T.M. Monomers and Macromolecular Materials from Renewable Resources: State of the Art and Perspectives. Molecules 2022, 27, 159. [Google Scholar] [CrossRef] [PubMed]
- Miao, S.; Wang, P.; Su, Z.; Zhang, S. Vegetable-oil-based polymers as future polymeric biomaterials. Acta Biomater. 2014, 10, 1692–1704. [Google Scholar] [CrossRef] [PubMed]
- Quirino, R.L.; Monroe, K.; Fleischer III, C.H.; Biswas, E.; Kessler, M.R. Thermosetting polymers from renewable sources. Polym. Int. 2021, 70, 167–180. [Google Scholar] [CrossRef]
- Xie, K.; Wang, W.; Li, Y.; Xu, M.; Han, Z.; Zhang, Y.; Gao, W. Study on structure-performance relationship of RGO enhanced polypropylene composites with improved atomic oxygen resistance. Composites Part B. 2022, 239, 109970. [Google Scholar] [CrossRef]
- Cao, S.; Ge, W.; Yang, Y.; Huang, Q.; Wang, X. High strength, flexible, and conductive graphene/polypropylene paper fabricated via papermaking process. Adv. Compos. Hybrid Mater. 2022, 5, 104–112. [Google Scholar] [CrossRef]
- da Silva, R.; Cervini, P.; Buoro, R.M.; Cavalheiro, E.T.G. A new acetylene black and vegetable oil based polyurethane composite: Preparation, characterization and its potentialities as an electroanalytical sensor. Mater. Today Commun. 2022, 31, 103691. [Google Scholar] [CrossRef]
- Noè, C.; Cosola, A.; Tonda-Turo, C.; Sesana, R.; Delprete, C.; Chiappone, A.; Hakkarainen, M.; Sangermano, M. DLP-printable fully biobased soybean oil composites. Polymer 2022, 247, 124779. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, X.; Liang, D.; Deng, H.; Lin, Z.; Feng, P.; Wang, Q. Rapid self-healing, multiple recyclability and mechanically robust plant oil-based epoxy resins enabled by incorporating tri-dynamic covalent bonding. J. Mater. Chem. A 2021, 9, 18431–18439. [Google Scholar] [CrossRef]
- Valentino, H.A.S.; Pupio, P.T.L.R.S.; Gandini, A.; Lacerda, T.M. Furfuryl alcohol/tung oil matrix-based composites reinforced with bacterial cellulose fibres. Cellulose 2021, 28, 7109–7121. [Google Scholar] [CrossRef]
- Sain, S.; Åkesson, D.; Skrifvars, M.; Roy, S. Hydrophobic Shape-Memory Biocomposites from Tung-Oil-Based Bioresin and Onion-Skin-Derived Nanocellulose Networks. Polymers 2020, 12, 2470. [Google Scholar] [CrossRef] [PubMed]
- Ozkur, S.; Sezgin, H.; Akay, E.; Yalcin-Enis, I. Hybrid bio-based composites from blends of epoxy and soybean oil resins reinforced with jute woven fabrics. Mater. Res. Express 2020, 7, 015335. [Google Scholar] [CrossRef]
- Dinu, R.; Bejenari, I.; Volf, I.; Mija, A. Vegetable Oil-Based Resins Reinforced with Spruce Bark Powder and with Its Hydrochar Lignocellulosic Biomass. Appl. Sci. 2021, 11, 10649. [Google Scholar] [CrossRef]
- Di Mauro, C.; Genua, A.; Rymarczyk, M.; Dobbels, C.; Malburet, S.; Graillot, A.; Mija, A. Chemical and mechanical reprocessed resins and bio-composites based on five epoxidized vegetable oils thermosets reinforced with flax fibers or PLA woven. Compos. Sci. Technol. 2021, 205, 108678. [Google Scholar] [CrossRef]
- Chen, Y.; Wu, C.; Chen, Y. Optimized condition for eco-friendly wood composites manufactured from castor oil-based polyurethane. Constr. Build. Mater. 2021, 306, 124789. [Google Scholar] [CrossRef]
- Smith, M.; Payne, A.; Edwards, K.; Morris, S.; Beckler, B.; Quirino, R.L. Effect of Microwave Cure on the Thermo-Mechanical Properties of Tung Oil-Based/Carbon Nanotube Composites. Coatings 2015, 5, 557–575. [Google Scholar] [CrossRef] [Green Version]
- Scholz, A.; Lewis, R.L.; Bachan, M.A.; Stewart, A.L.; Quirino, R.L. Biocomposites from the reinforcement of a tung oil-based thermosetting resin with collagen. Mater. Chem. Front. 2017, 1, 1795–1803. [Google Scholar] [CrossRef]
- Silva, J.A.C.; Grilo, L.M.; Gandini, A.; Lacerda, T.M. The Prospering of Macromolecular Materials Based on Plant Oils within the Blooming Field of Polymers from Renewable Resources. Polymers 2021, 13, 1722. [Google Scholar] [CrossRef]
- Sain, S.; Åkesson, D.; Skrifvars, M. Synthesis and Properties of Thermosets from Tung Oil and Furfuryl Methacrylate. Polymers 2020, 12, 258. [Google Scholar] [CrossRef] [Green Version]
- Lacerda, T.M.; Gandini, A. The cationic polymerization of tung oil and its fatty-acid methyl ester. Ind. Crops Prod. 2020, 157, 112886. [Google Scholar] [CrossRef]
- Kundu, P.P.; Larock, R.C. Montmorillonite-Filled Nanocomposites of Tung Oil/Styrene/Divinylbenzene Polymers Prepared by Thermal Polymerization. J. Appl. Polym. Sci. 2011, 119, 1297–1306. [Google Scholar] [CrossRef]
- Quirino, R.L.; Ma, Y.; Larock, R.C. Oat hull composites from conjugated natural oils. Green Chem. 2012, 14, 1398. [Google Scholar] [CrossRef]
- Quirino, R.L.; Larock, R.C. Synthesis and Properties of Soy Hull-Reinforced Biocomposites from Conjugated Soybean Oil. J. Appl. Polym. Sci. 2009, 112, 2033–2043. [Google Scholar] [CrossRef]
- Quirino, R.L.; Larock, R.C. Sugarcane Bagasse Composites from Vegetable Oils. J. Appl. Polym. Sci. 2012, 126, 860–869. [Google Scholar] [CrossRef]
- Pfister, D.P.; Larock, R.C. Green composites from a conjugated linseed oil-based resin and wheat straw. Composites Part A 2010, 41, 1279–1288. [Google Scholar] [CrossRef]
- Pfister, D.P.; Larock, R.C. Thermophysical properties of conjugated soybean oil/corn stover biocomposites. Bioresour. Technol. 2010, 101, 6200–6206. [Google Scholar] [CrossRef]
- Quirino, R.L.; Woodford, J.; Larock, R.C. Soybean and Linseed Oil-Based Composites Reinforced with Wood Flour and Wood Fibers. J. Appl. Polym. Sci. 2012, 124, 1520–1528. [Google Scholar] [CrossRef]
- Pfister, D.P.; Baker, J.R.; Henna, P.H.; Lu, Y.; Larock, R.C. Preparation and Properties of Tung Oil-Based Composites Using Spent Germ as a Natural Filler. J. Appl. Polym. Sci. 2008, 108, 3618–3625. [Google Scholar] [CrossRef]
- Chiellini, E.; Cinelli, P.; Ilieva, V.I.; Martera, M. Biodegradable Thermoplastic Composites Based on Polyvinyl Alcohol and Algae. Biomacromolecules 2008, 9, 1007–1013. [Google Scholar] [CrossRef]
- Bulota, M.; Budtova, T. PLA/algae composites: Morphology and mechanical properties. Composites Part A 2015, 73, 109–115. [Google Scholar] [CrossRef]
- Constante, A.; Pillay, S. Compression molding of algae fiber and epoxy composites: Modeling of elastic modulus. J. Reinf. Plast. Compos. 2018, 37, 1202–1216. [Google Scholar] [CrossRef]
- Quirino, R.L.; Larock, R.C. Rice Hull Biocomposites, Part 2: Effect of the Resin Composition on the Properties of the Composite. J. Appl. Polym. Sci. 2011, 121, 2050–2059. [Google Scholar] [CrossRef]
- Johns, A.; Morris, S.; Edwards, K.; Quirino, R.L. Asolectin from soybeans as a natural compatibilizer for cellulose-reinforced biocomposites from tung oil. J. Appl. Polym. Sci. 2015, 132, 41833. [Google Scholar] [CrossRef]
- Murawski, A.; Quirino, R.L. Bio-Based Composites with Enhanced Matrix-Reinforcement Interactions from the Polymerization of α-Eleostearic Acid. Coatings 2019, 9, 447. [Google Scholar] [CrossRef] [Green Version]
- Gopaliya, D.; Kumar, V.; Khare, S.K. Recent advances in itaconic acid production from microbial cell factories. Biocatal. Agric. Biotechnol. 2021, 36, 102130. [Google Scholar] [CrossRef]
- Craggs, R.J.; Adey, W.H.; Jessup, B.K.; Oswald, W.J. A controlled stream mesocosm for tertiary treatment of sewage. Ecol. Eng. 1996, 6, 149–169. [Google Scholar] [CrossRef]
- Adey, W.H.; Kangas, P.C.; Mulbury, W. Algal turf scrubbing: Cleaning surface waters with solar energy while producing a biofuel. Bioscience 2011, 61, 434–441. [Google Scholar] [CrossRef] [Green Version]
- Guillard, R.R.L. Culture of Phytoplankton for Feeding Marine Invertebrates. In Culture of Marine Invertebrate Animals: Proceedings—1st Conference on Culture of Marine Invertebrate Animals Greenport; Smith, W.L., Chanley, M.H., Eds.; Springer US: Boston, MA, USA, 1975; pp. 29–60. [Google Scholar]
- Biswas, E.; Silva, J.A.C.; Khan, M.; Quirino, R.L. Synthesis and Properties of Bio-Based Composites from Vegetable Oils and Starch. Coatings 2022, 12, 1119. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reinforcement | Sample Name | Reinforcement Particle Size | ITA wt.% |
|---|---|---|---|
| None | TO Resin | - | - |
| TO Resin ITA | - | 10 | |
| Miscanthus | MIS850 | >850 μm | - |
| MIS425 | 425–850 μm | - | |
| MIS150 | 150–425 μm | - | |
| MIS150ITA | 150–425 μm | 10 | |
| Southern Pine | PIN850 | >850 μm | - |
| PIN425 | 425–850 μm | - | |
| PIN150 | 150–425 μm | - | |
| PIN150ITA | 150–425 μm | 10 | |
| Algal Biomass | ALG850 | >850 μm | - |
| ALG425 | 425–850 μm | - | |
| ALG150 | 150–425 μm | - | |
| ALG150ITA | 150–425 μm | 10 |
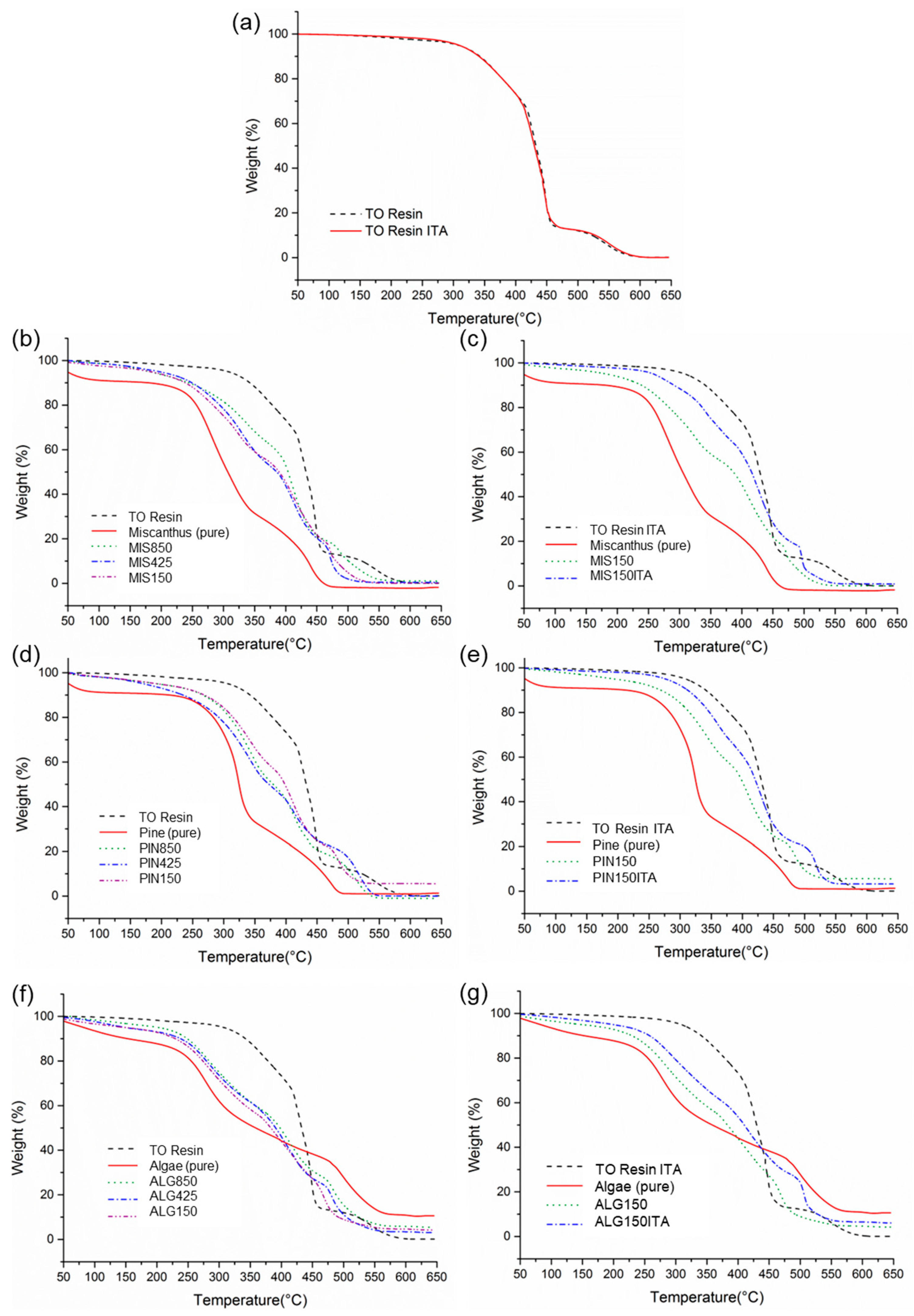
| Sample | T90 (°C) | Tf (°C) | Tmax (°C) |
|---|---|---|---|
| TO Resin | 343 | 610 | 447; 545 |
| TO Resin ITA | 341 | 615 | 446; 551 |
| Miscanthus (Pure) | 180 | 484 | 36; 281; 440 |
| MIS850 | 244 | 573 | 334; 409; 486 |
| MIS425 | 250 | 544 | 330; 412; 472 |
| MIS150 | 239 | 547 | 325; 407; 472 |
| MIS150ITA | 291 | 562 | 272; 340; 429; 496 |
| Pine (Pure) | 213 | 497 | 44; 323; 473 |
| PIN850 | 266 | 559 | 40; 345; 413; 513 |
| PIN425 | 234 | 554 | 66; 342; 413; 517 |
| PIN150 | 269 | 542 | 54; 344; 411; 485 |
| PIN150ITA | 312 | 558 | 358; 389; 433; 518 |
| Algae (Pure) | 153 | 627 | 51; 276; 498; 609 |
| ALG850 | 249 | 635 | 74; 280; 415; 484; 623 |
| ALG425 | 238 | 627 | 125; 280; 424; 482; 617 |
| ALG150 | 229 | 625 | 51; 283; 389; 469; 615 |
| ALG150ITA | 258 | 633 | 288; 415; 506; 579; 625 |
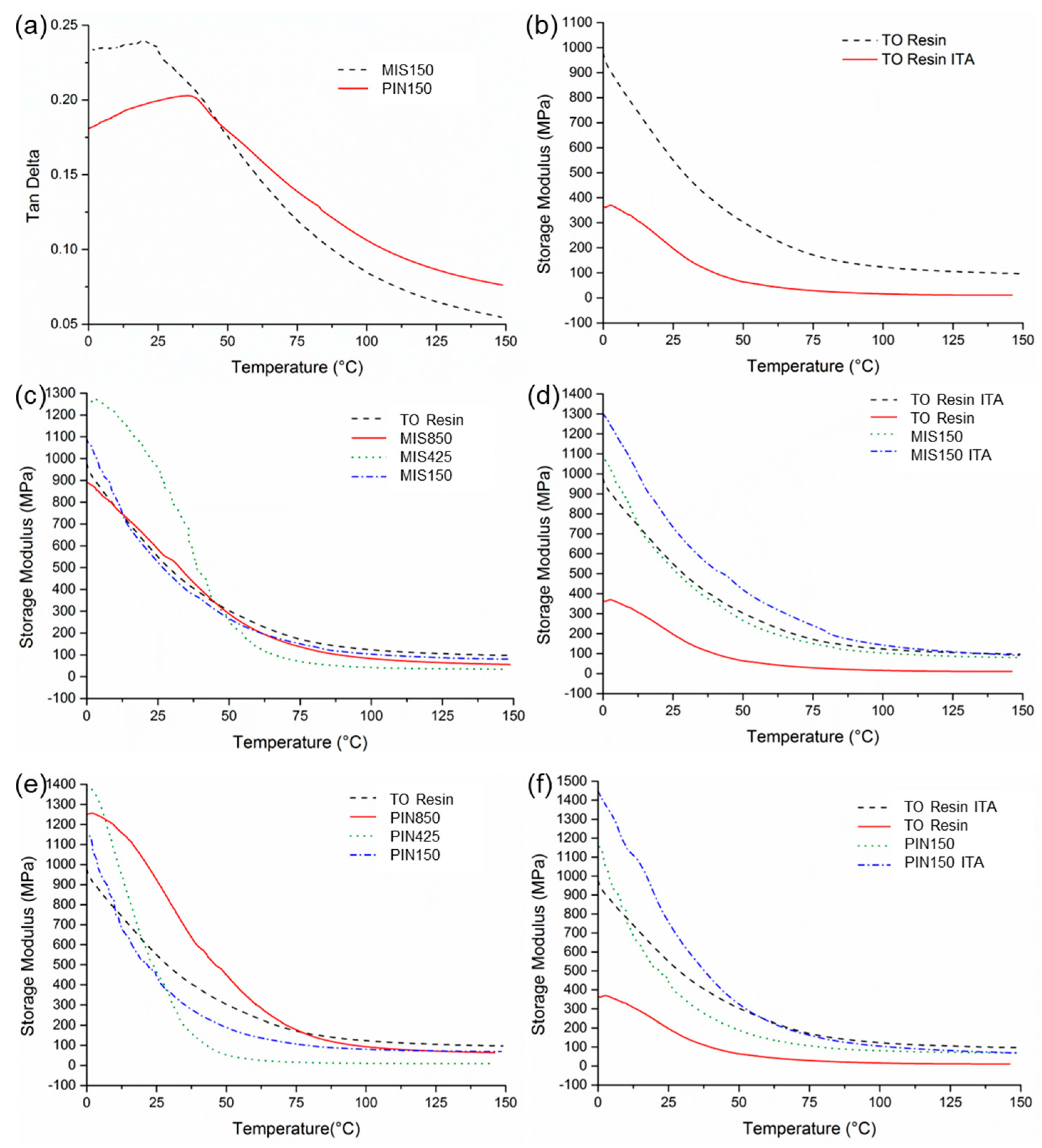
| Sample | E’ at 25 °C (MPa) | Tg (°C) | E’ at Tg + 50 °C (MPa) |
|---|---|---|---|
| TO Resin | 518 ± 108 | 26 ± 6 | 146 ± 52 |
| TO Resin ITA | 232 ± 118 | 32 ± 5 | 26 ± 16 |
| MIS850 | 547 ± 93 | 38 ± 5 | 67 ± 40 |
| MIS425 | 988 ± 54 | 44 ± 1 | 53 ± 28 |
| MIS150 | 472 ± 70 | 34 ± 3 | 74 ± 48 |
| MIS150ITA | 734 ± 53 | 34 ± 5 | 209 ± 23 |
| PIN850 | 976 ± 135 | 51 ± 3 | 106 ± 9 |
| PIN425 | 470 ± 11 | 40 ± 3 | 13 ± 3 |
| PIN150 | 441 ± 40 | 18 ± 3 | 108 ± 12 |
| PIN150ITA | 740 ± 121 | 25 ± 5 | 172 ± 10 |
| Sample | Water Absorption (%) |
|---|---|
| TO Resin | 0.3 ± 0.3 |
| TO Resin ITA | 1.7 ± 0.1 |
| MIS150 | 11.1 ± 4.9 |
| MIS150ITA | 8.8 ± 2.6 |
| PIN150 | 3.1 ± 0.6 |
| PIN150ITA | 3.5 ± 0.9 |
| ALG150 | 17.3 ± 2.0 |
| ALG150ITA | 26.9 ± 1.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Conti Silva, J.A.; Walton, H.; Dever, S.; Kardel, K.; Martins Lacerda, T.; Lopes Quirino, R. Itaconic Anhydride as a Green Compatibilizer in Composites Prepared by the Reinforcement of a Tung Oil-Based Thermosetting Resin with Miscanthus, Pine Wood, or Algae Biomass. Coatings 2023, 13, 25. https://doi.org/10.3390/coatings13010025
Conti Silva JA, Walton H, Dever S, Kardel K, Martins Lacerda T, Lopes Quirino R. Itaconic Anhydride as a Green Compatibilizer in Composites Prepared by the Reinforcement of a Tung Oil-Based Thermosetting Resin with Miscanthus, Pine Wood, or Algae Biomass. Coatings. 2023; 13(1):25. https://doi.org/10.3390/coatings13010025
Chicago/Turabian StyleConti Silva, Julio Antonio, Hannah Walton, Seth Dever, Kamran Kardel, Talita Martins Lacerda, and Rafael Lopes Quirino. 2023. "Itaconic Anhydride as a Green Compatibilizer in Composites Prepared by the Reinforcement of a Tung Oil-Based Thermosetting Resin with Miscanthus, Pine Wood, or Algae Biomass" Coatings 13, no. 1: 25. https://doi.org/10.3390/coatings13010025