
Rice Husk as a Pore-Forming Agent: Impact of Particle Size on the Porosity and Diametral Tensile Strength of Porous Alumina Ceramics

 ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
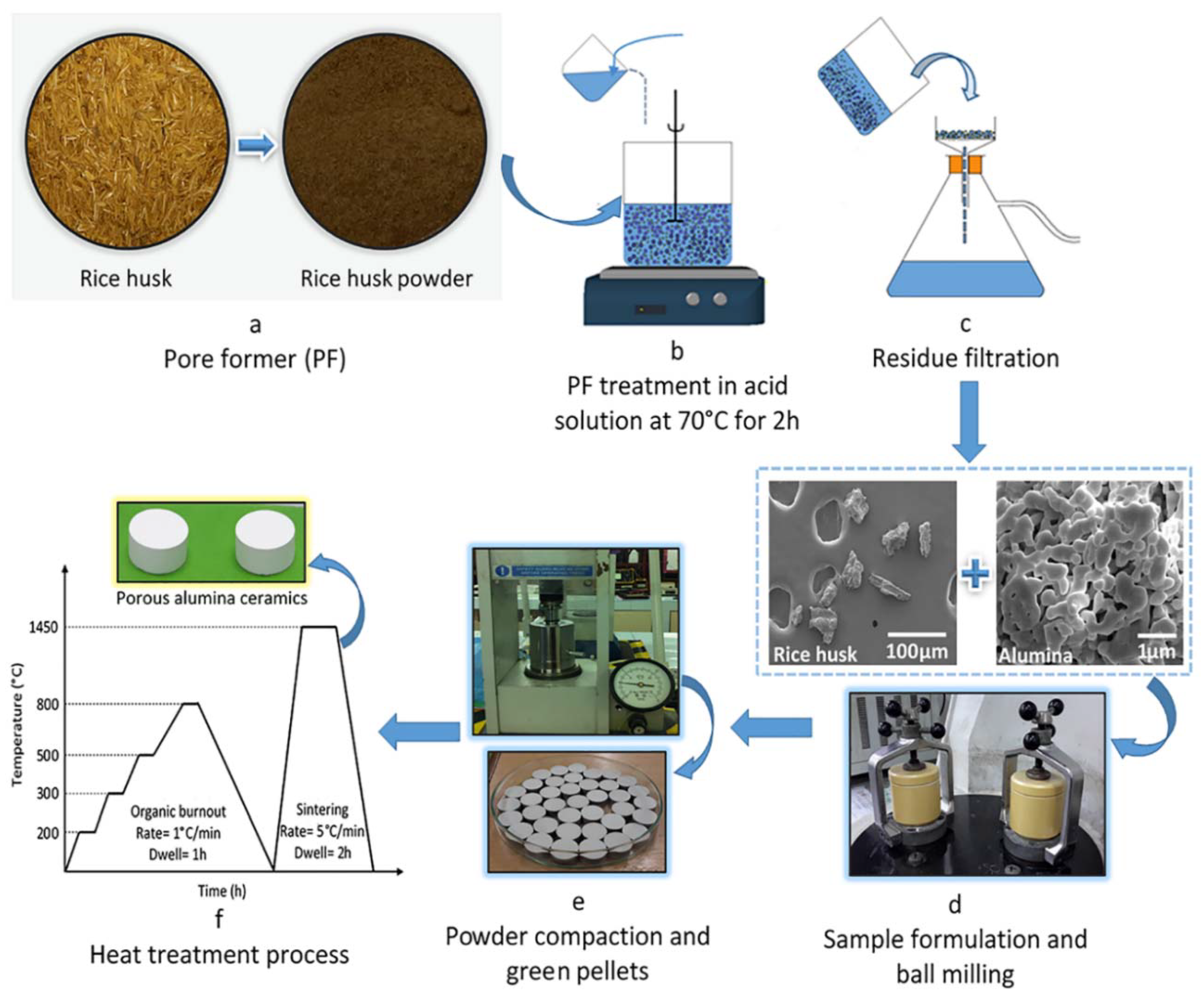
2.2. Processing of Rice Husk Powder
2.3. Sample Preparation
2.4. Porosity Measurement
2.5. Microstructural Characterization
2.6. Elemental and Phase Characterization
2.7. Diametral Tensile Test
3. Results and Discussion
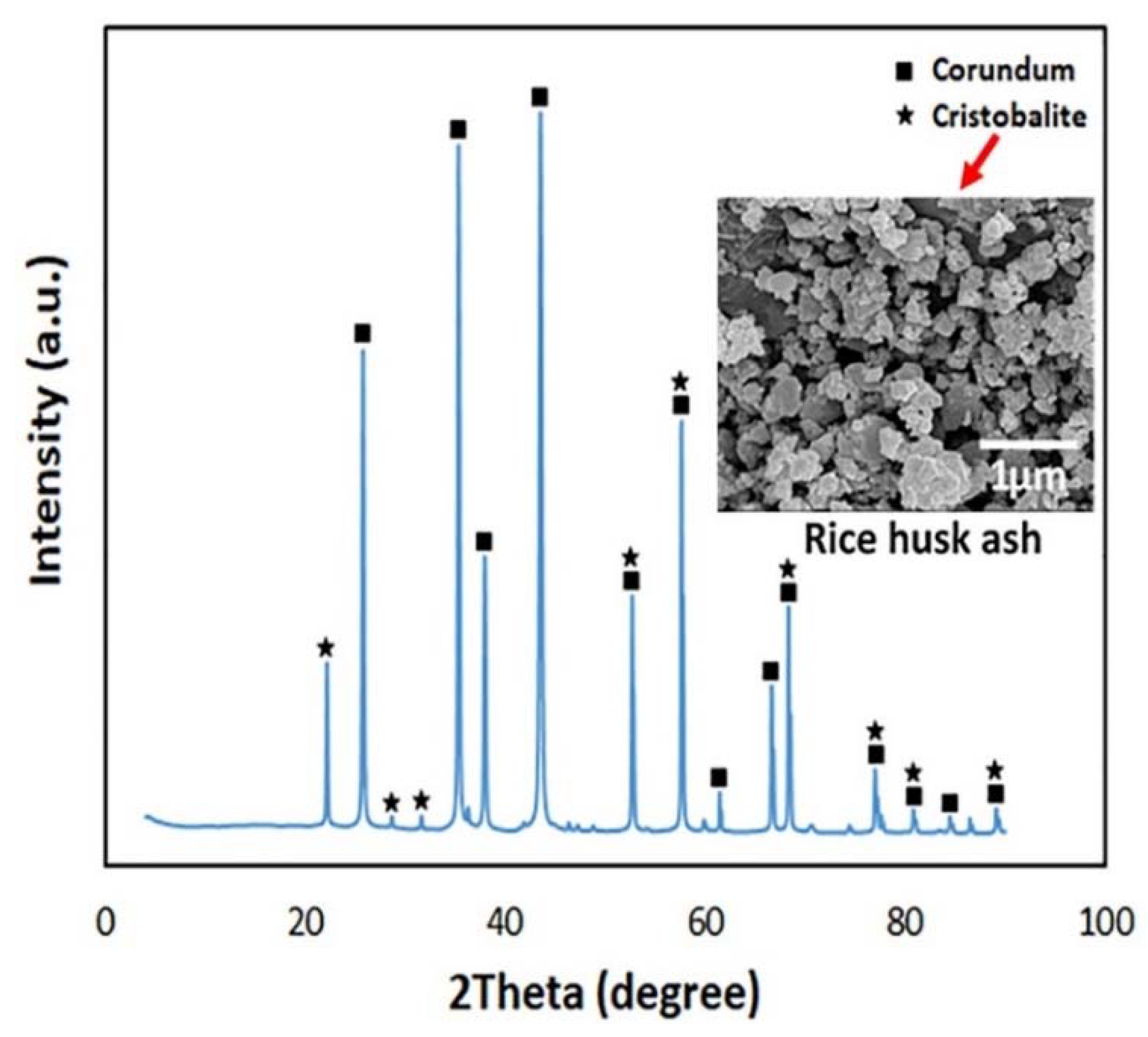
3.1. Phase Identification
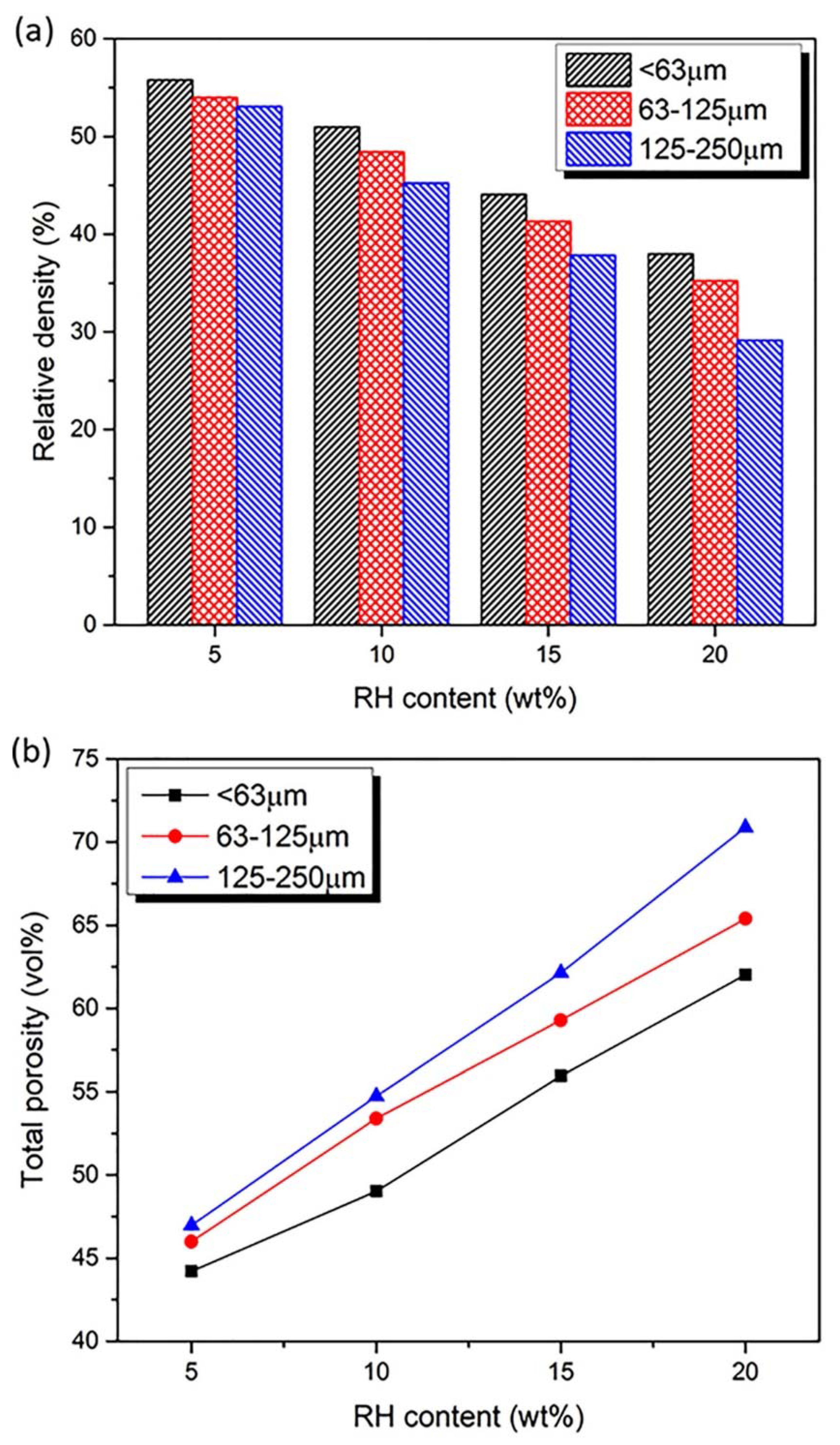
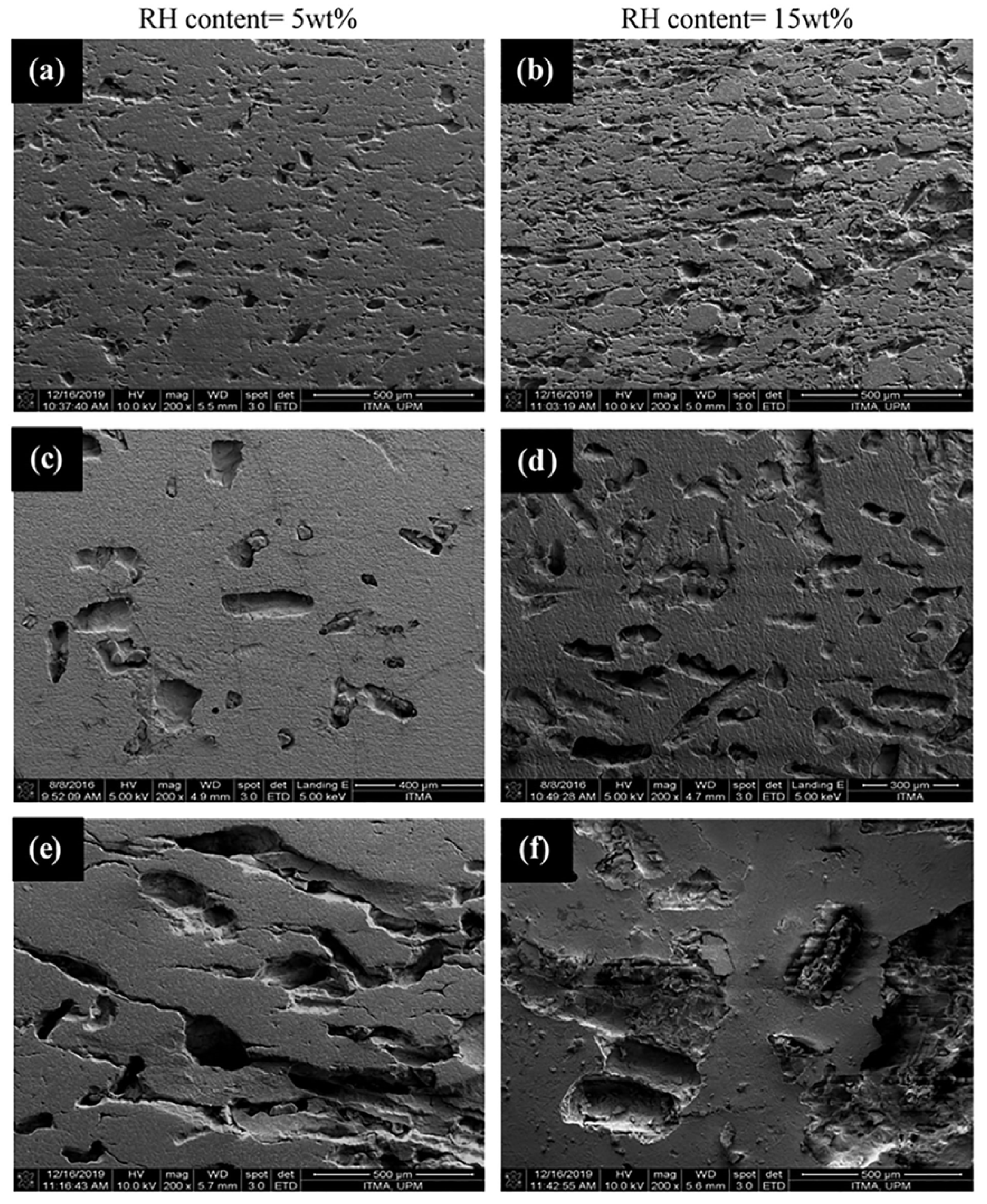
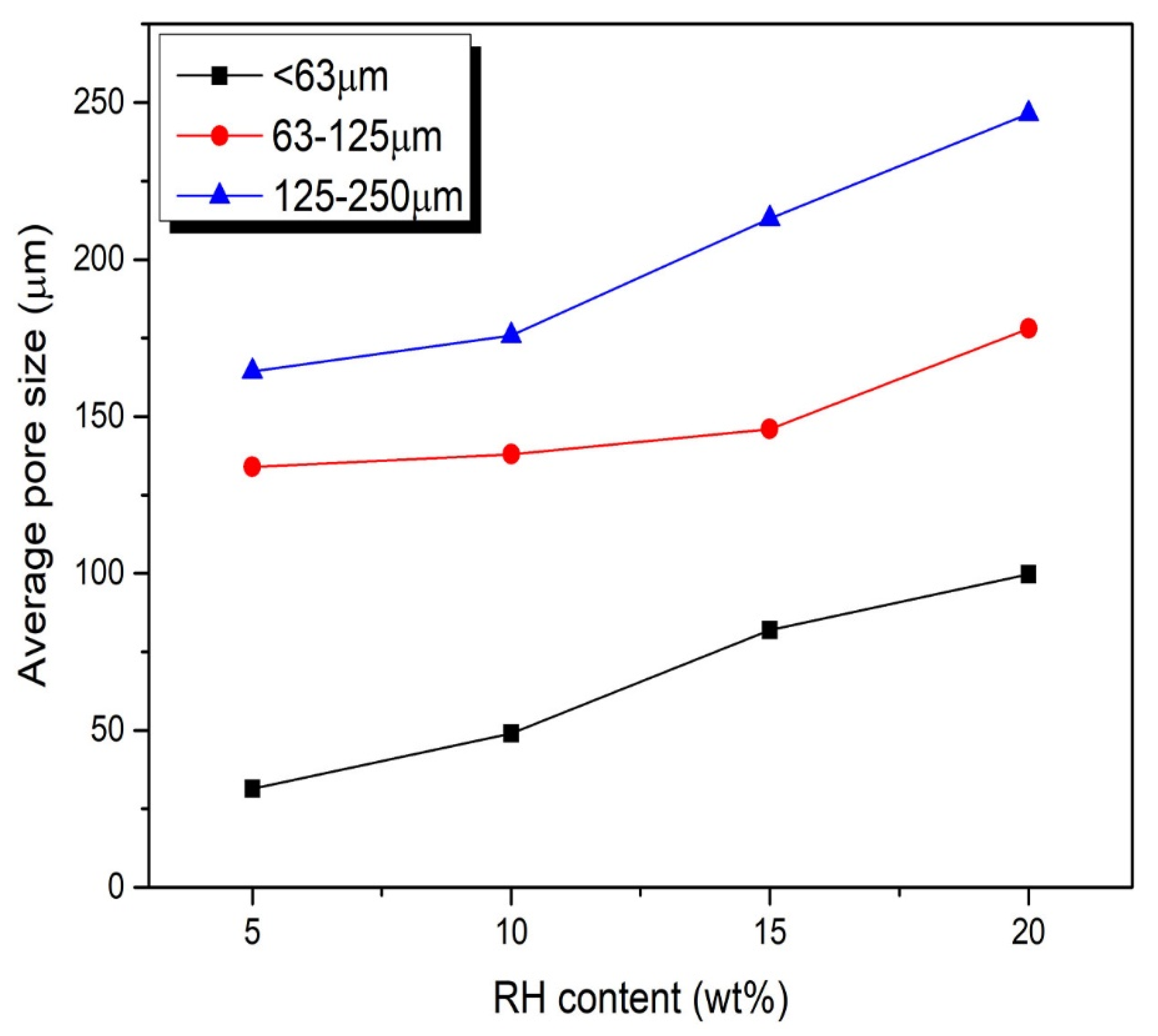
3.2. Porosity and Microstructure
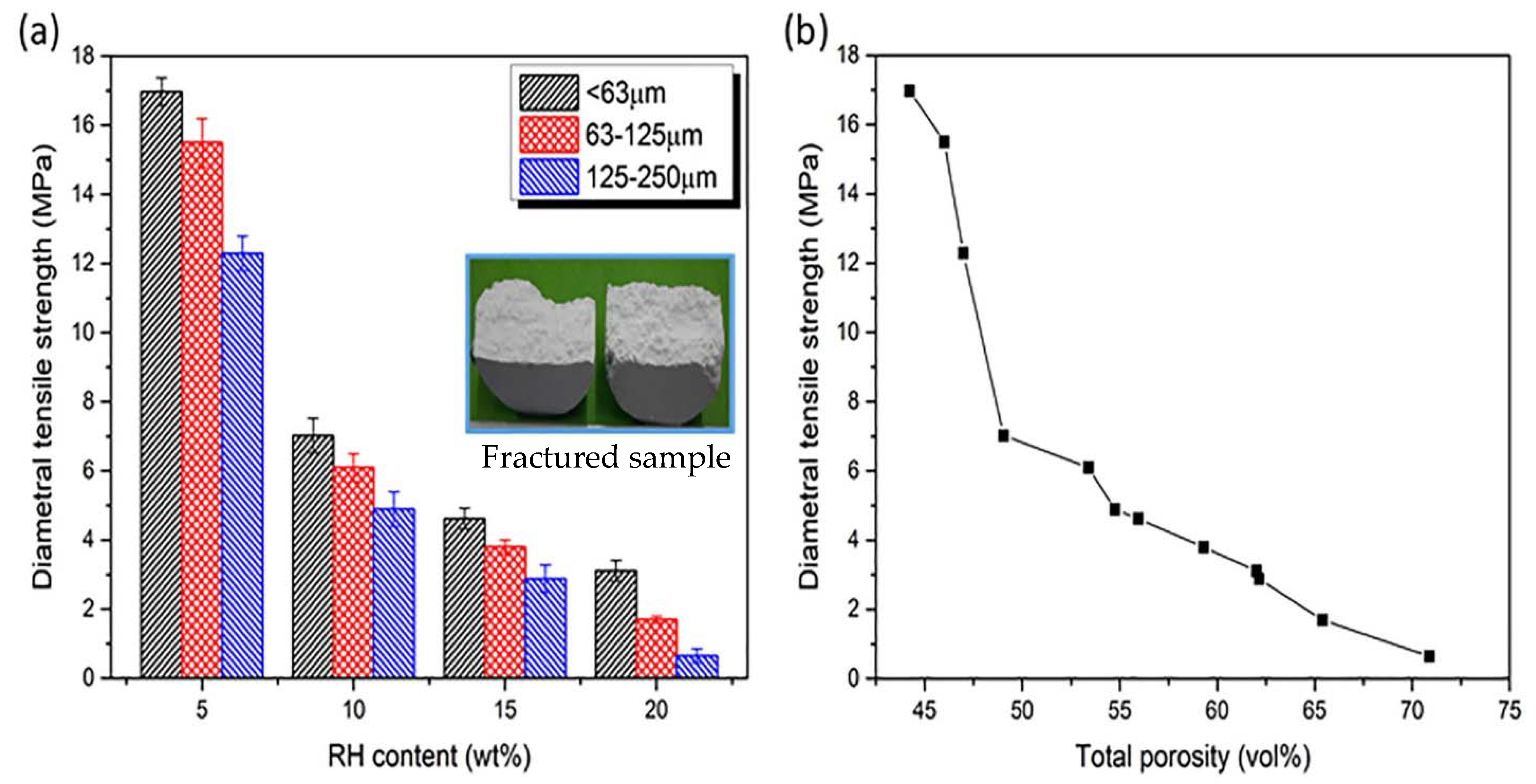
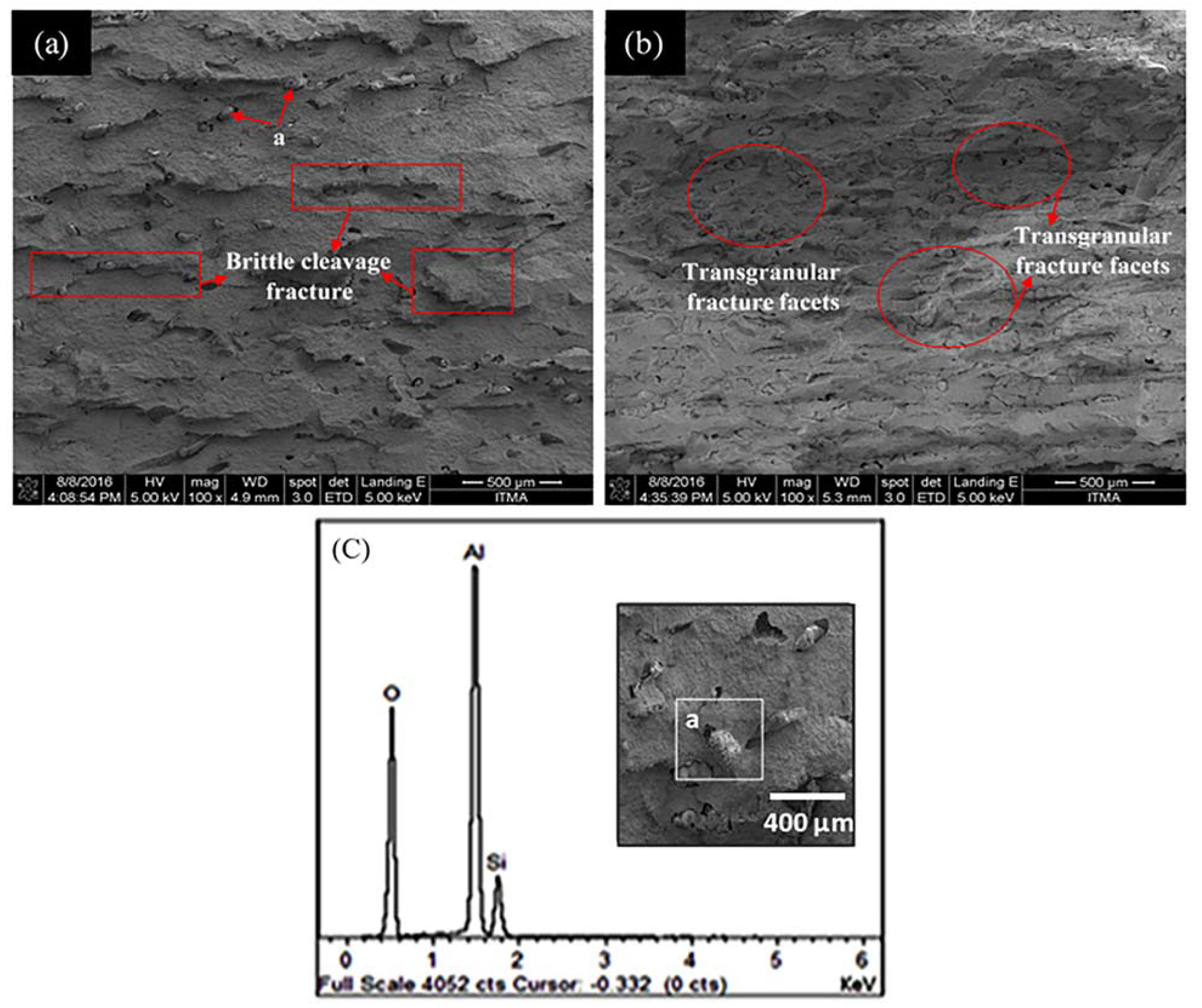
3.3. Diametral Tensile Strength
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ketov, A.; Korotaev, V.; Rudakova, L.; Vaisman, I.; Barbieri, L.; Lancellotti, I. Amorphous silica wastes for reusing in highly porous ceramics. Int. J. Appl. Ceram. Technol. 2021, 18, 394–404. [Google Scholar] [CrossRef]
- Dey, A.; Kayal, N.; Chakrabarti, O.; Fortes, N.M.; Innocentini, M.D.; Molla, A.R.; Dalui, S. Studies on processing of layered oxide-bonded porous sic ceramic filter materials. Int. J. Appl. Ceram. Technol. 2021, 18, 869–879. [Google Scholar] [CrossRef]
- Li, F.; Huang, X.; Liu, J.X.; Zhang, G.J. Sol-gel derived porous ultra-high temperature ceramics. J. Adv. Ceram. 2020, 9, 1–16. [Google Scholar] [CrossRef]
- Yoon, B.H.; Koh, Y.H.; Park, C.S.; Kim, H.E. Generation of large pore channels for bone tissue engineering using camphene-based freeze casting. J. Am. Ceram. Soc. 2007, 90, 1744–1752. [Google Scholar] [CrossRef]
- Wang, L.; An, L.; Zhao, J.; Shimai, S.; Mao, X.; Zhang, J.; Wang, S. High-strength porous alumina ceramics prepared from stable wet foams. J. Adv. Ceram. 2021, 10, 852–859. [Google Scholar] [CrossRef]
- Ohji, T.; Fukushima, M. Macro-porous ceramics: Processing and properties. Int. Mater. Rev. 2012, 57, 115–131. [Google Scholar] [CrossRef]
- Du, Y. Using flixweed seed as a pore-former to prepare porous ceramics. J. Mater. Sci. Eng. 2016, 5, 1. [Google Scholar]
- Obada, D.O.; Dodoo-Arhin, D.; Dauda, M.; Anafi, F.O.; Ahmed, A.S.; Ajayi, O.A. The impact of kaolin dehydroxylation on the porosity and mechanical integrity of kaolin based ceramics using different pore formers. Results Phys. 2017, 7, 2718–2727. [Google Scholar] [CrossRef]
- Eom, J.H.; Kim, Y.W. Effect of template size on microstructure and strength of porous silicon carbide ceramics. J. Ceram. Soc. Jpn. 2008, 116, 1159–1163. [Google Scholar] [CrossRef]
- Liu, J.; Li, Y.; Li, Y.; Sang, S.; Li, S. Effects of pore structure on thermal conductivity and strength of alumina porous ceramics using carbon black as pore-forming agent. Ceram. Int. 2016, 42, 8221–8228. [Google Scholar] [CrossRef]
- Liu, X.; Liu, Y.G.; Huang, Z.; Fang, M. Preparation of high-quality porous calcium hexa-aluminate ceramics using salt as both reaction medium and pore-former. Interceram-Int. Ceram. Rev. 2018, 67, 50–57. [Google Scholar] [CrossRef]
- Yoon, B.H.; Lee, E.J.; Kim, H.E.; Koh, Y.H. Highly aligned porous silicon carbide ceramics by freezing polycarbosilane/camphene solution. J. Am. Ceram. Soc. 2007, 90, 1753–1759. [Google Scholar] [CrossRef]
- He, R.; Qu, Z.; Cheng, X. Effects of starch addition amount on microstructure, mechanical properties and room temperature thermal conductivity of porous Y2SiO5 ceramics. Ceram. Int. 2016, 42, 2257–2262. [Google Scholar] [CrossRef]
- Hasmaliza, M.; Lim, Y.M.; Norfadhilah, I. Porous cordierite synthesized using corn starch. In Advanced Materials Research; Trans Tech Publications Ltd.: Bäch, Switzerland, 2014; Volume 858, pp. 137–140. [Google Scholar]
- Chen, Z.; Xu, G.; Cui, H.; Zhang, X.; Zhan, X. Preparation of porous Al2O3 ceramics by starch consolidation casting method. Int. J. Appl. Ceram. Technol. 2018, 15, 1550–1558. [Google Scholar] [CrossRef]
- Dele-Afolabi, T.T.; Hanim, M.A.; Norkhairunnisa, M.; Sobri, S.; Calin, R. Research trend in the development of macroporous ceramic components by pore forming additives from natural organic matters: A short review. Ceram. Int. 2017, 43, 1633–1649. [Google Scholar] [CrossRef]
- Ishii, K.; Shimizu, M.; Sameshima, H.; Samitsu, S.; Ishigaki, T.; Uchikoshi, T. Fabrication of porous (Ba, Sr)(Co, Fe)O3-δ (BSCF) ceramics using gelatinization and retrogradation phenomena of starch as pore-forming agent. Ceram. Int. 2020, 46, 13047–13053. [Google Scholar] [CrossRef]
- Lyckfeldt, O.; Ferreira, J.M.F. Processing of porous ceramics by ‘starch consolidation’. J. Eur. Ceram. Soc. 1998, 18, 131–140. [Google Scholar] [CrossRef]
- Gregorová, E.; Pabst, W. Porosity and pore size control in starch consolidation casting of oxide ceramics—Achievements and problems. J. Eur. Ceram. Soc. 2007, 27, 669–672. [Google Scholar] [CrossRef]
- Gregorová, E.; Pabst, W.; Bohačenko, I. Characterization of different starch types for their application in ceramic processing. J. Eur. Ceram. Soc. 2006, 26, 1301–1309. [Google Scholar] [CrossRef]
- Rezaee, S.; Ranjbar, K.; Kiasat, A.R. Characterization and strengthening of porous alumina-20 wt% zirconia ceramic composites. Ceram. Int. 2020, 46, 893–902. [Google Scholar] [CrossRef]
- Prabhakaran, K.; Melkeri, A.; Gokhale, N.M.; Sharma, S.C. Preparation of macroporous alumina ceramics using wheat particles as gelling and pore forming agent. Ceram. Int. 2007, 33, 77–81. [Google Scholar] [CrossRef]
- Talou, M.; Miranzo, P.; Camerucci, M.A. Macroporous mullite materials prepared by novel shaping strategies based on starch thermogelation for thermal insulation. Int. J. Appl. Ceram. Technol. 2017, 14, 738–747. [Google Scholar] [CrossRef]
- Wei, G.; Hongbin, L.; Chunxia, F. Influence of La2O3 on preparation and performance of porous cordierite from rice husk. J. Rare Earths 2010, 28, 614–617. [Google Scholar]
- Dele-Afolabi, T.T.; Azmah Hanim, M.A.; Ojo-Kupoluyi, O.J.; Calin, R.; Zuhri, M.Y.M. Tailored pore structures and mechanical properties of porous alumina ceramics prepared with corn cob pore-forming agent. Int. J. Appl. Ceram. Technol. 2021, 18, 244–252. [Google Scholar] [CrossRef]
- Dele-Afolabi, T.T.; Hanim, M.A.; Norkhairunnisa, M.; Sobri, S.; Calin, R.; Ojo-Kupoluyi, O.J. Effect of nickel addition on the microstructure and corrosion resistance properties of porous alumina composites shaped with sugarcane bagasse pore-forming agent. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristoo, UK, 2019; Volume 469, p. 012019. [Google Scholar]
- Ali, M.S.; Hanim, M.A.; Tahir, S.M.; Jaafar, C.N.A.; Mazlan, N.; Amin Matori, K. The effect of commercial rice husk ash additives on the porosity, mechanical properties, and microstructure of alumina ceramics. Adv. Mater. Sci. Eng. 2017, 2017, 2586026. [Google Scholar] [CrossRef]
- Wei, Z.; Li, S.; Li, Y.; Li, X.; Xiang, R.; Xu, N. Porous alumina ceramics with enhanced mechanical and thermal insulation properties based on sol-treated rice husk. Ceram. Int. 2018, 44, 22616–22621. [Google Scholar] [CrossRef]
- Liu, J.; Ren, B.O.; Lu, Y.; Xi, X.; Li, Y.; Liu, K.; Huang, Y. Novel design of elongated mullite reinforced highly porous alumina ceramics using carbonized rice husk as pore-forming agent. Ceram. Int. 2019, 45, 13964–13970. [Google Scholar] [CrossRef]
- Mohanta, K.; Kumar, A.; Parkash, O.; Kumar, D. Processing and properties of low cost macroporous alumina ceramics with tailored porosity and pore size fabricated using rice husk and sucrose. J. Eur. Ceram. Soc. 2014, 34, 2401–2412. [Google Scholar] [CrossRef]
- Hu, L.; Benitez, R.; Basu, S.; Karaman, I.; Radovic, M. Processing and characterization of porous Ti2AlC with controlled porosity and pore size. Acta Mater. 2012, 60, 6266–6277. [Google Scholar] [CrossRef]
- Fahad, M.K. Stresses and failure in the diametral compression test. J. Mater. Sci. 1996, 31, 3723–3729. [Google Scholar] [CrossRef]
- Procopio, A.T.; Zavaliangos, A.; Cunningham, J.C. Analysis of the diametrical compression test and the applicability to plastically deforming materials. J. Mater. Sci. 2003, 38, 3629–3639. [Google Scholar] [CrossRef]
- Johnson, S.M.; Pask, J.A.; Moya, J.S. Influence of impurities on high-temperature reactions of Kaolinite. J. Am. Ceram. Soc. 1982, 65, 31–35. [Google Scholar] [CrossRef] [Green Version]
- Soltani, N.; Bahrami, A.; Pech-Canul, M.I.; González, L.A. Review on the physicochemical treatments of rice husk for production of advanced materials. Chem. Eng. J. 2015, 264, 899–935. [Google Scholar] [CrossRef]
- Živcová-Vlčková, Z.; Locs, J.; Keuper, M.; Sedlářová, I.; Chmelíčková, M. Microstructural comparison of porous oxide ceramics from the system Al2O3–ZrO2 prepared with starch as a pore-forming agent. J. Eur. Ceram. Soc. 2012, 32, 2163–2172. [Google Scholar] [CrossRef]
- Bhowmick, M.; Mukhopadhyay, S.; Alagirusamy, R. Mechanical properties of natural fibre-reinforced composites. Text. Prog. 2012, 44, 85–140. [Google Scholar] [CrossRef]
- Gregorová, E.; Živcová, Z.; Pabst, W. Starch as a pore-forming and body-forming agent in ceramic technology. Starch-Stärke 2009, 61, 495–502. [Google Scholar] [CrossRef]
- Rice, R.W. Comparison of stress concentration versus minimum solid area based mechanical property-porosity relations. J. Mater Sci. 1993, 28, 2187–2190. [Google Scholar] [CrossRef]
- Rice, R.W. Evaluation and extension of physical property-porosity models based on minimum solid area. J. Mater Sci. 1996, 31, 102–118. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feature | Result |
|---|---|
| Initial degradation temperature | 230 °C |
| 50% degradation temperature | 316 °C |
| Final degradation temperature | 345 °C |
| Ash content | 27.6% |
| Materials | The Chemical Composition (wt%) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| - | SiO2 | K2O | P2O5 | CaO | SO3 | MgO | Na2O | Fe2O3 | Al2O3 | MnO | ZnO | Others |
| Untreated RHA | 94.6 | 1.76 | 0.86 | 0.79 | 0.73 | 0.58 | 0.45 | 0.09 | 0.08 | 0.08 | 0.02 | - |
| Treated RHA | 99.7 | 0.02 | 0.06 | 0.05 | - | - | - | 0.06 | 0.10 | - | - | 0.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dele-Afolabi, T.T.; Azmah Hanim, M.A.; Jung, D.W.; Ilyas, R.A.; Calin, R.; Nurul Izzah, A.R. Rice Husk as a Pore-Forming Agent: Impact of Particle Size on the Porosity and Diametral Tensile Strength of Porous Alumina Ceramics. Coatings 2022, 12, 1259. https://doi.org/10.3390/coatings12091259
Dele-Afolabi TT, Azmah Hanim MA, Jung DW, Ilyas RA, Calin R, Nurul Izzah AR. Rice Husk as a Pore-Forming Agent: Impact of Particle Size on the Porosity and Diametral Tensile Strength of Porous Alumina Ceramics. Coatings. 2022; 12(9):1259. https://doi.org/10.3390/coatings12091259
Chicago/Turabian StyleDele-Afolabi, T. T., M. A. Azmah Hanim, D. W. Jung, R. A. Ilyas, R. Calin, and A. R. Nurul Izzah. 2022. "Rice Husk as a Pore-Forming Agent: Impact of Particle Size on the Porosity and Diametral Tensile Strength of Porous Alumina Ceramics" Coatings 12, no. 9: 1259. https://doi.org/10.3390/coatings12091259