
Effect of Ultrasonic Impact Strengthening on Surface Properties of 316L Stainless Steel Prepared by Laser Selective Melting

 ,
,
Abstract
:1. Introduction
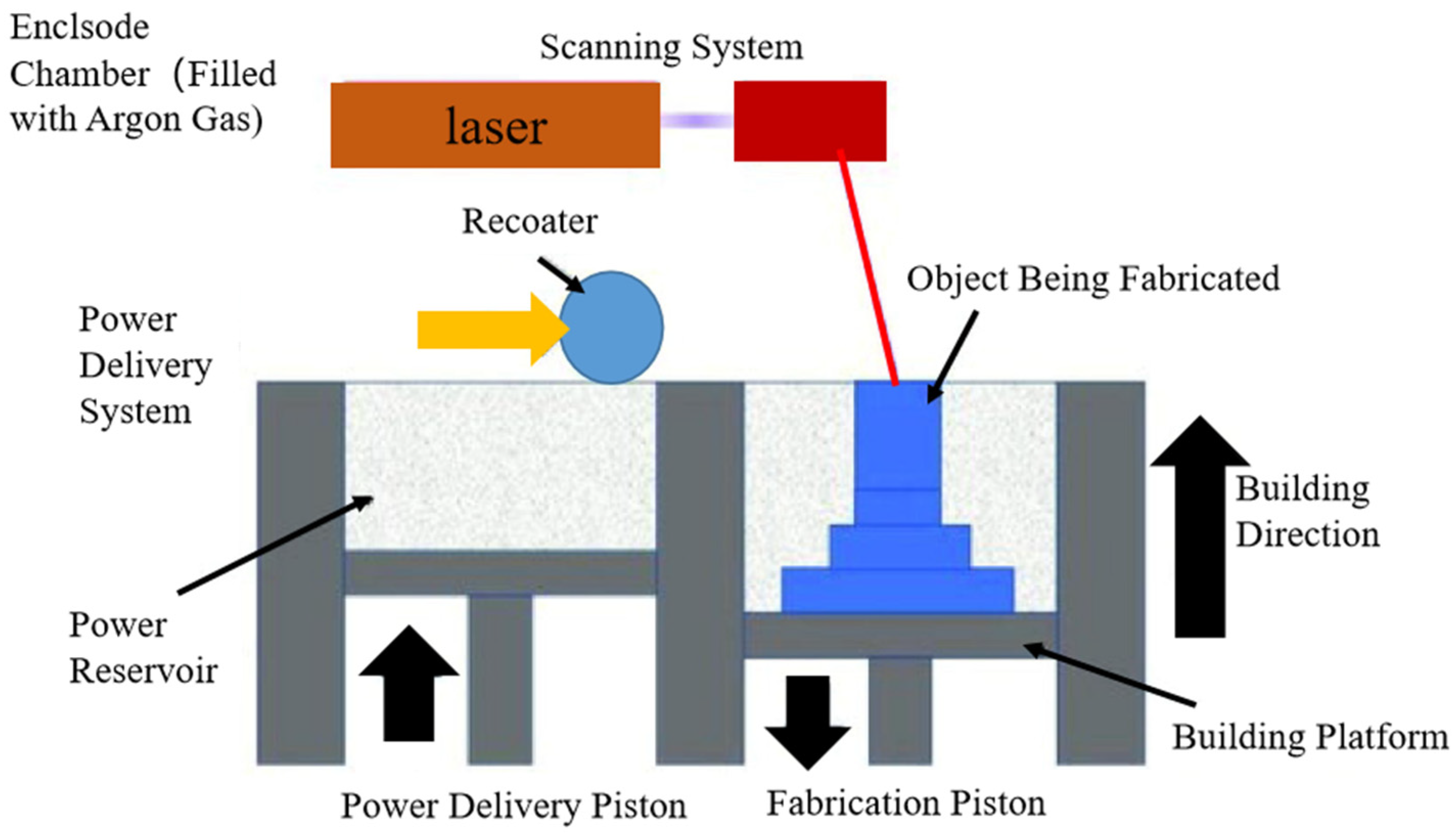
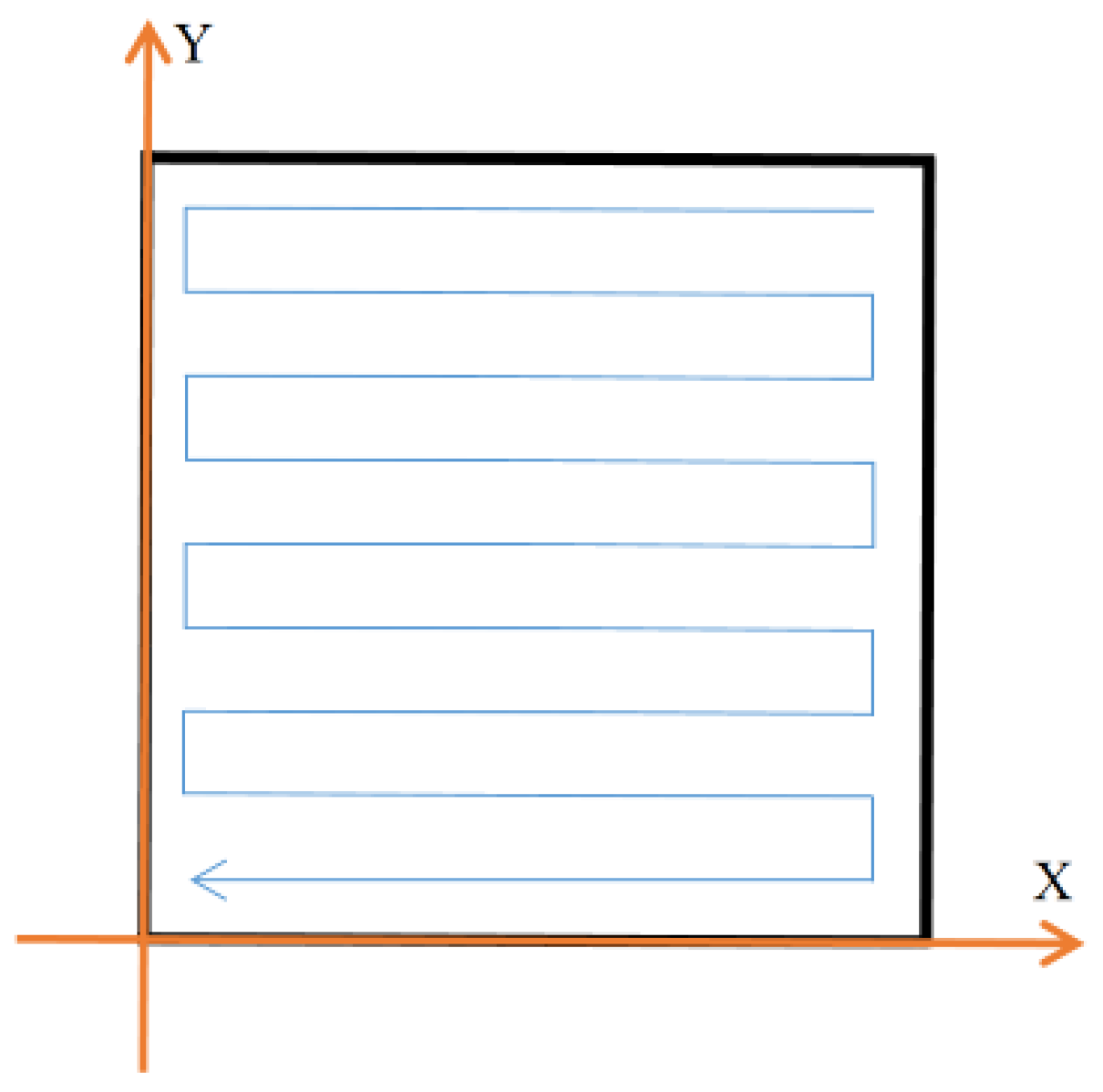
2. Materials and Methods
3. Results and Discussion
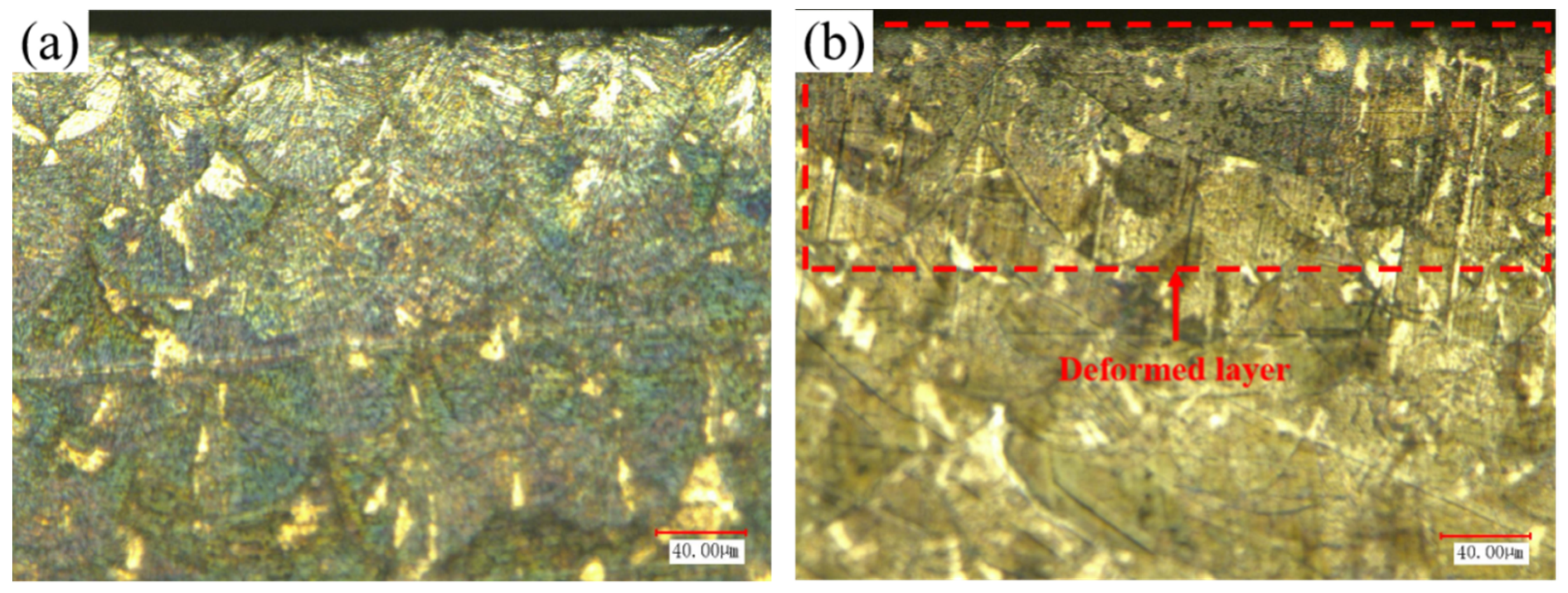
3.1. Metallographic Structure
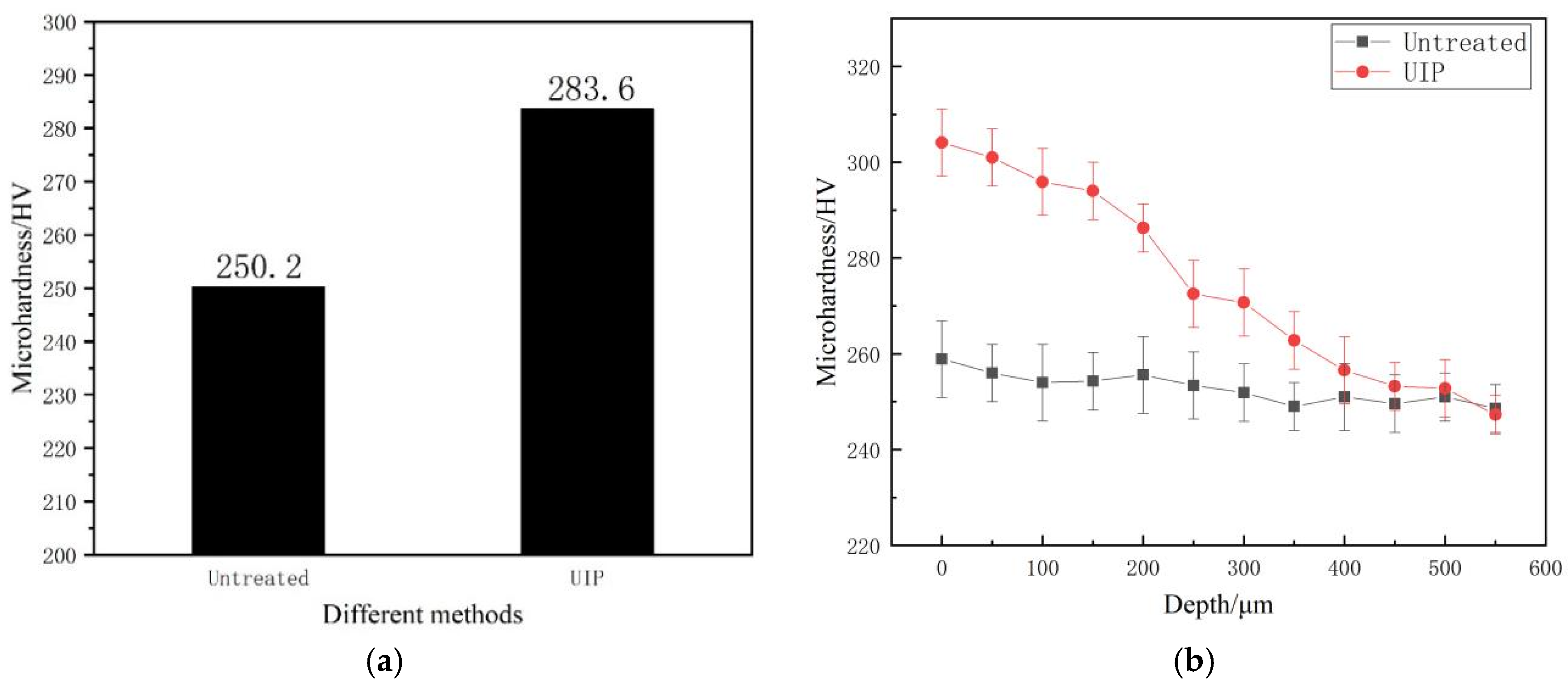
3.2. Micro-Hardness
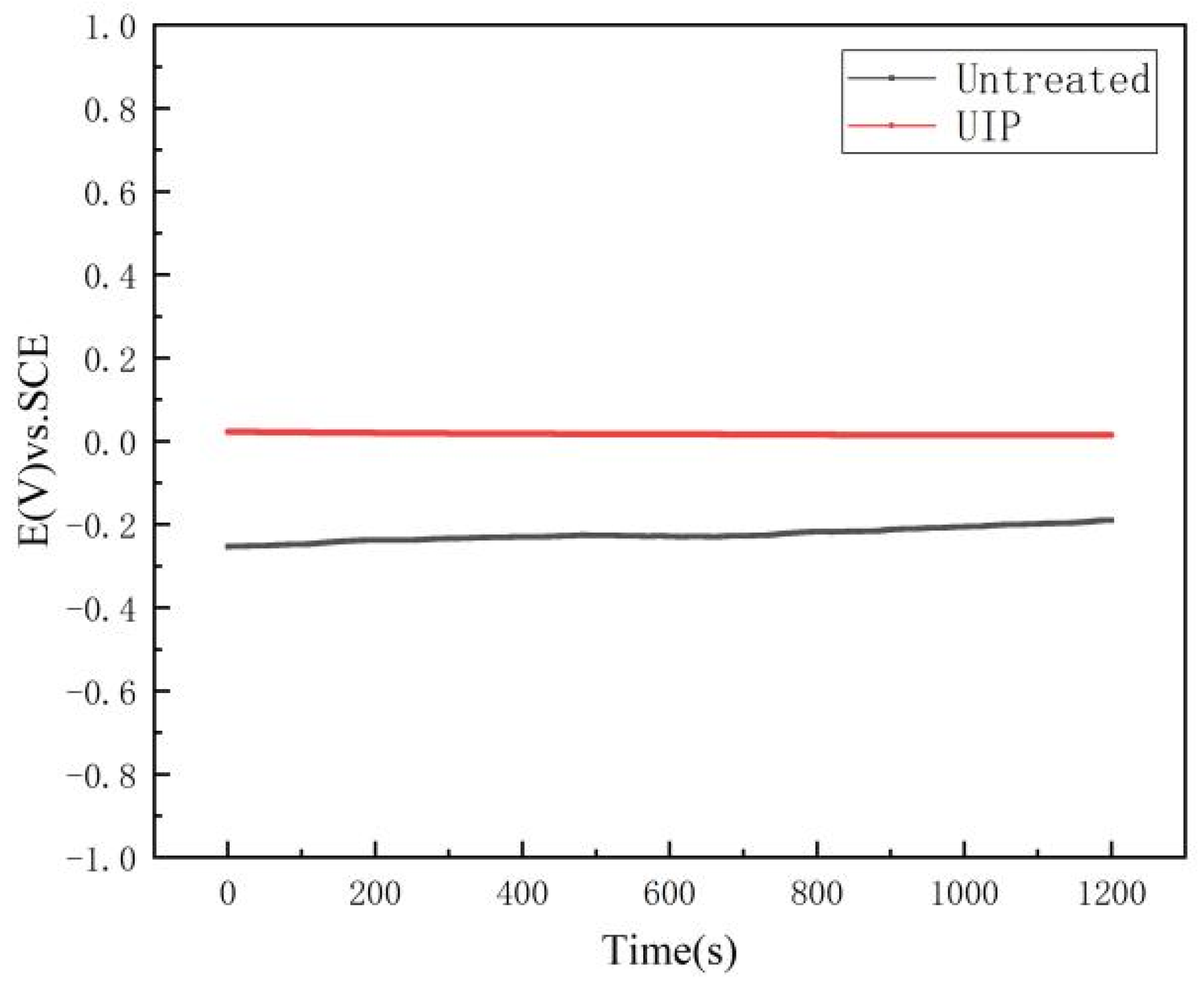
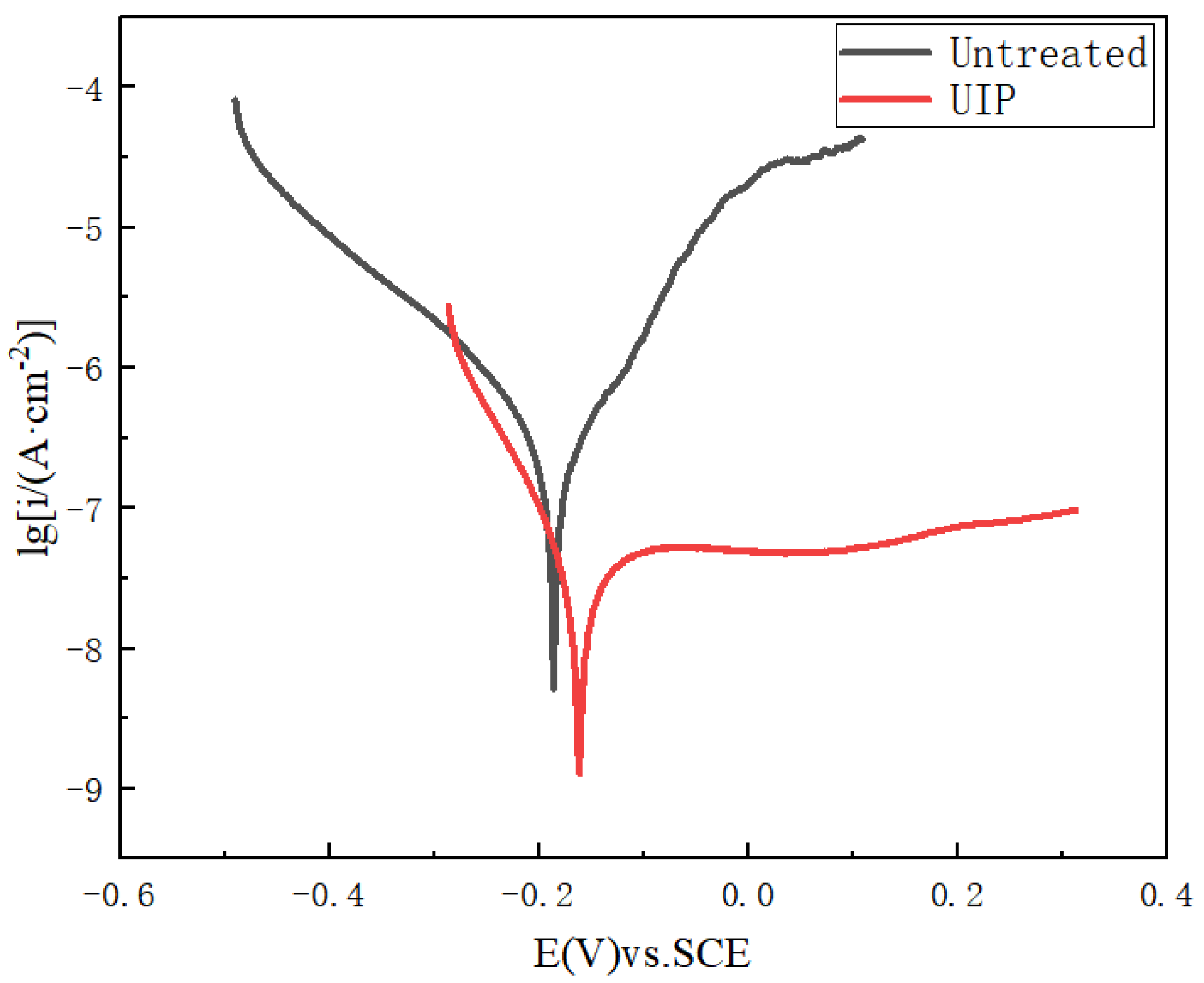
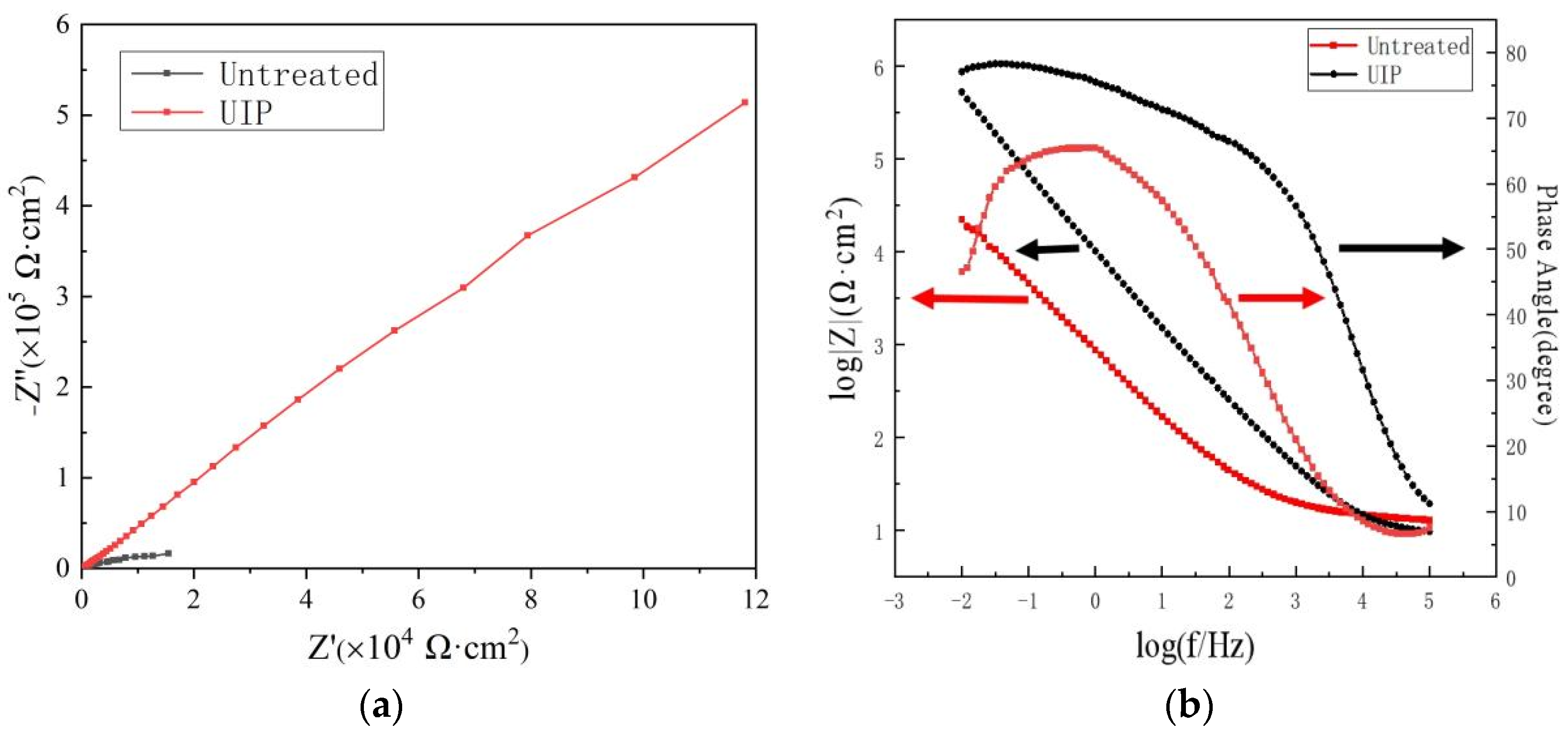
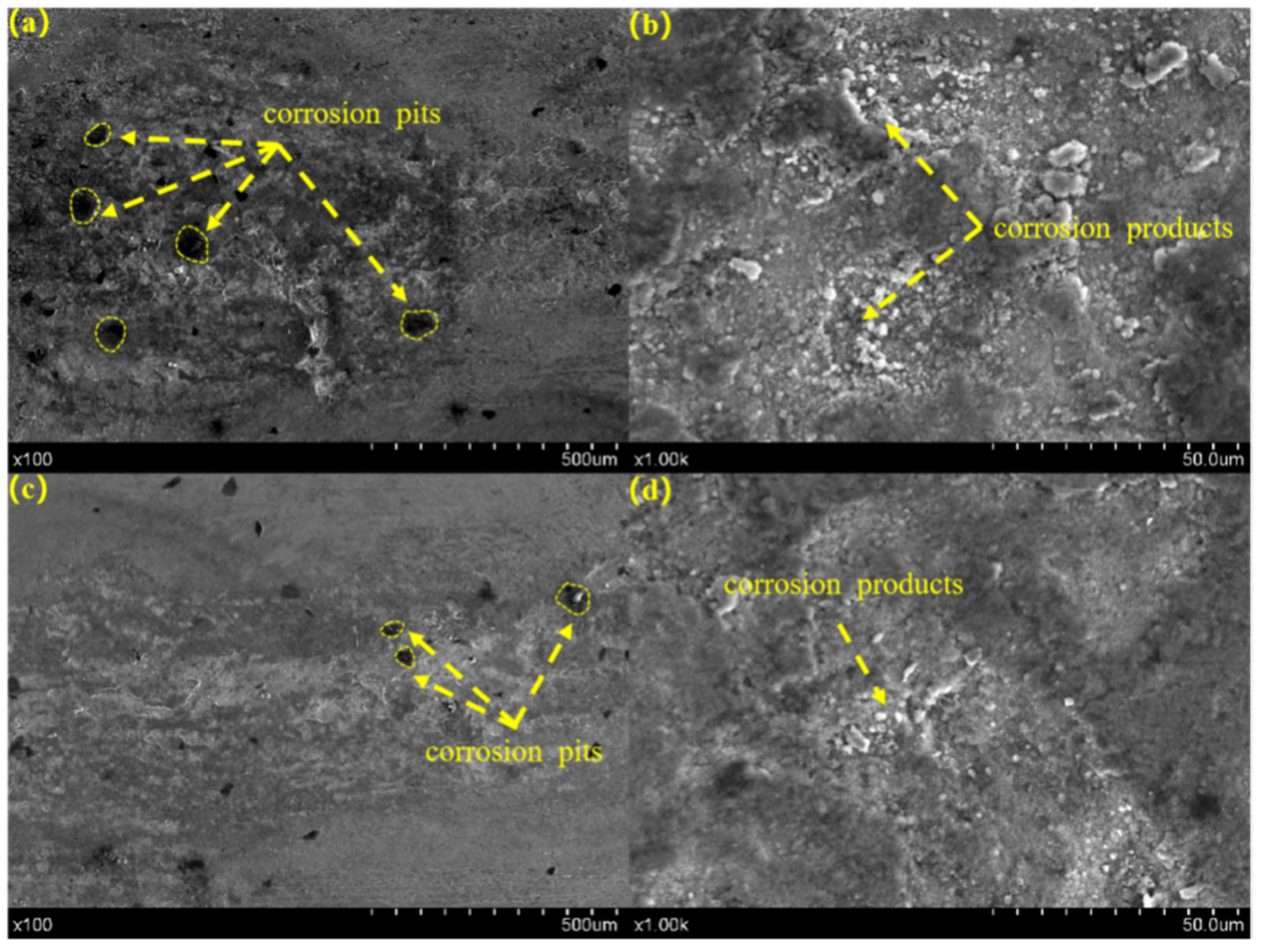
3.3. Electrochemical Corrosion
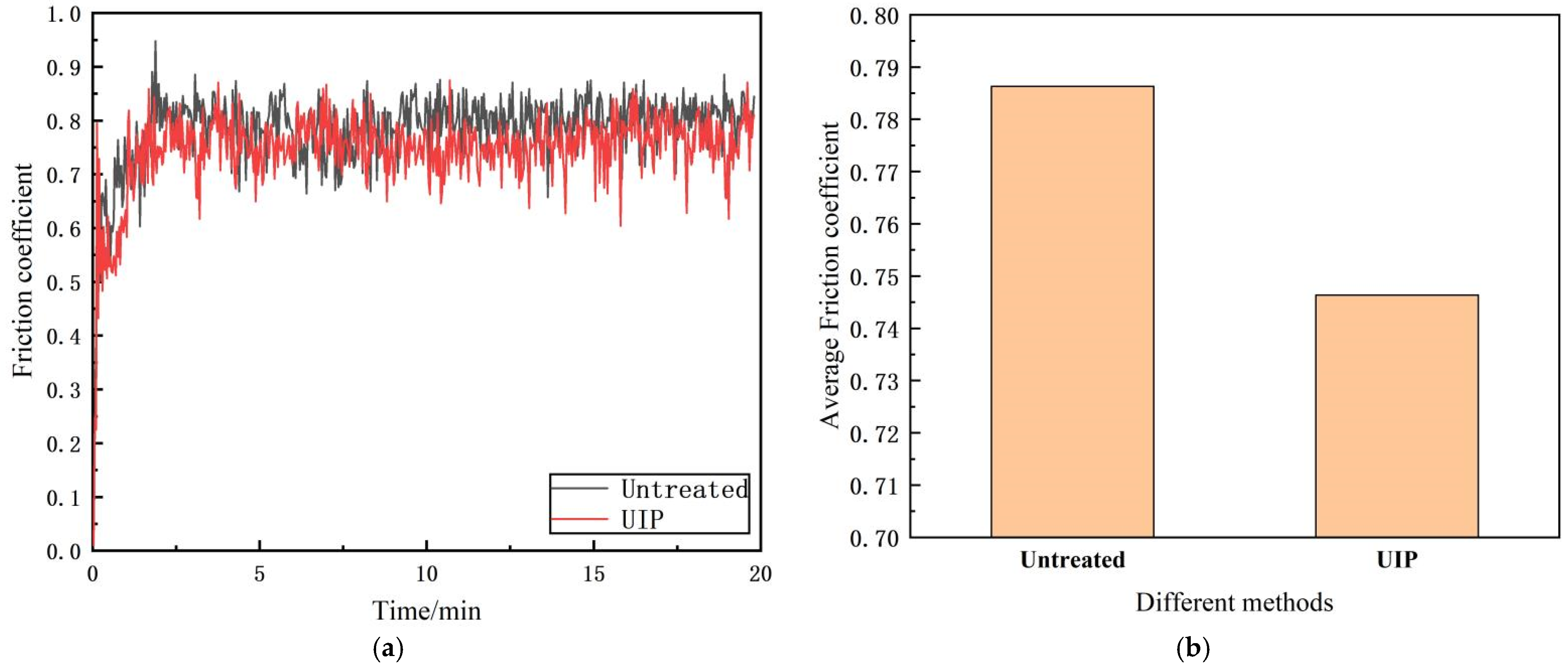
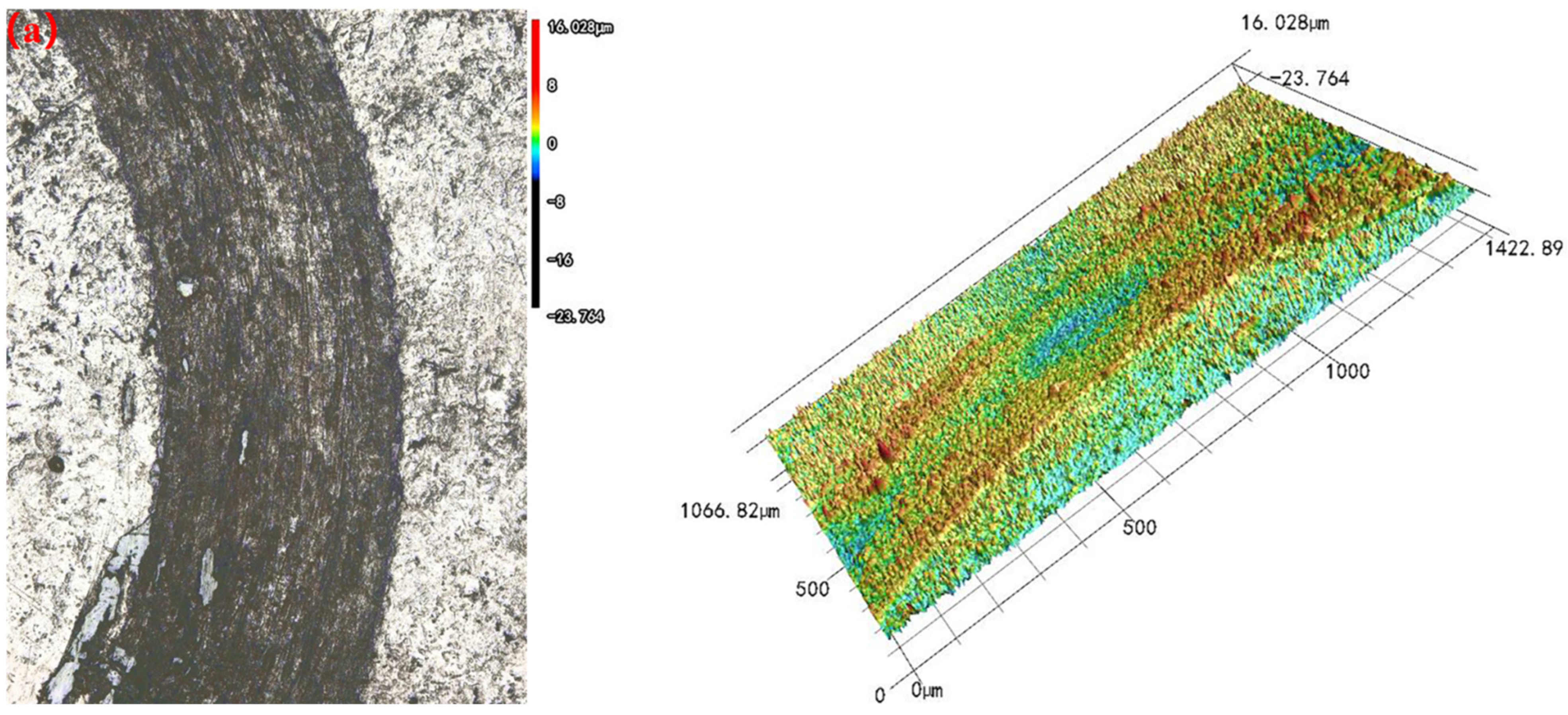
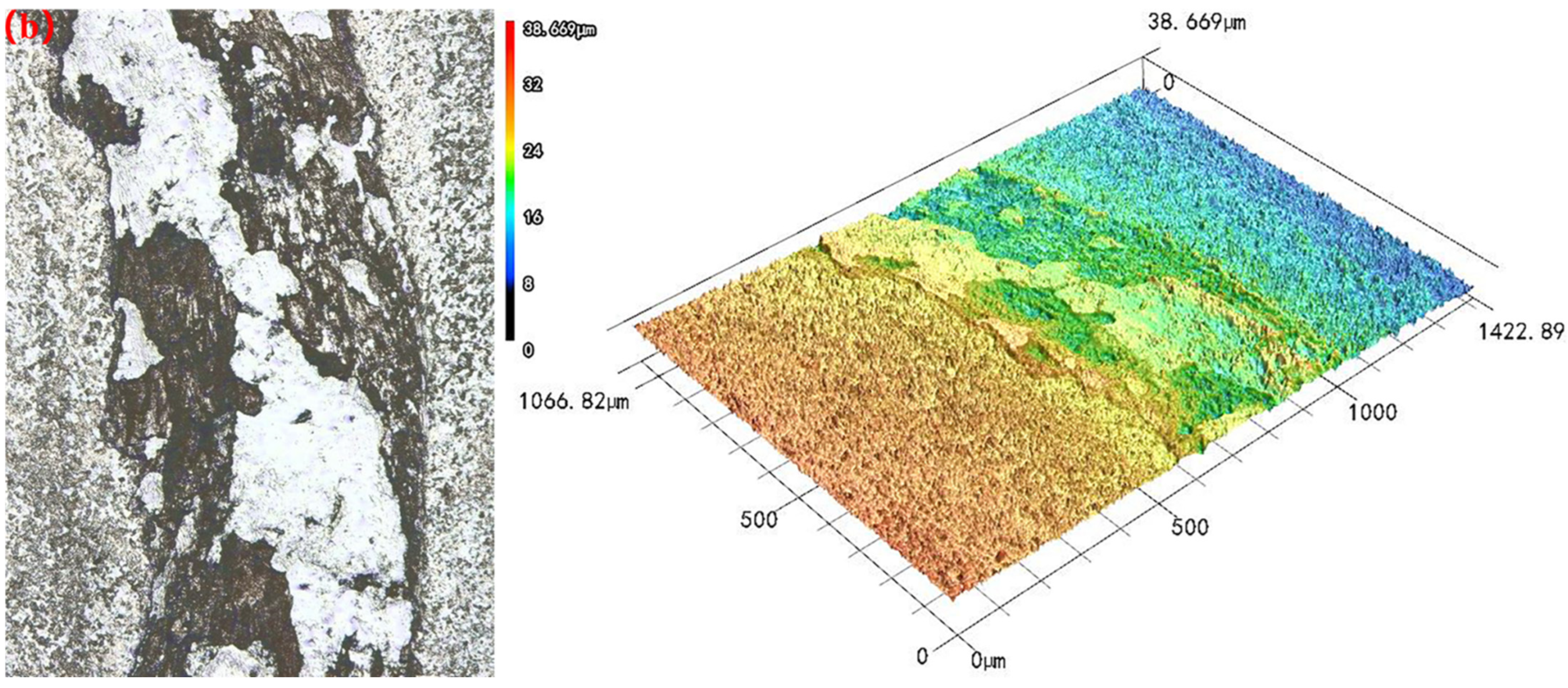
3.4. Frictional Wear
4. Conclusions
- (1)
- Ultrasonic impact can significantly improve the surface micro-hardness of 316L stainless steel prepared by SLM. Compared with the untreated sample, the micro-hardness of the sample after ultrasonic treatment is 283.6 HV, which is increased by about 13.5%. Ultrasonic impact can lead to plastic deformation of the material surface, and then improve the micro-hardness of the material.
- (2)
- According to the results of electrochemical corrosion experiments, the corrosion potential and self-corrosion current density of the samples after ultrasonic impact treatment are slightly higher than those of the untreated samples. The radius of the impedance value arc is larger than that of the untreated samples, indicating that the ultrasonic impact can reduce the corrosion rate of stainless steel surface. It can be seen that ultrasonic impact can improve the corrosion resistance of material.
- (3)
- Compared with the untreated sample, the friction coefficient of the surface of 316L stainless steel prepared by SLM decreases after ultrasonic impact treatment. The wear scar of the sample after ultrasonic impact treatment is also shallower, so the wear resistance of the 316L stainless steel prepared by SLM after ultrasonic impact is improved.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, Z.; Yang, Z.; Liu, B.; Yang, S.; Kuai, Z.; Li, J.; Li, H.; Chen, Y.; Wu, H.; Bai, P. Microstructure and mechanical properties of CNC-SLM hybrid manufacturing 316L parts. J. Manuf. Process. 2022, 79, 432–441. [Google Scholar] [CrossRef]
- Chen, J.; Yang, Y.; Song, C.; Zhang, M.; Wu, S.; Wang, D. Interfacial microstructure and mechanical properties of 316L/CuSn10 multi-material bimetallic structure fabricated by selective laser melting. Mater. Sci. Eng. A 2019, 752, 75–85. [Google Scholar] [CrossRef]
- Yu, Z.; Xu, Z.; Guo, Y.; Sha, P.; Liu, R.; Xin, R.; Li, L.; Chen, L.; Wang, X.; Zhang, Z.; et al. Analysis of microstructure, mechanical properties, wear characteristics and corrosion behavior of SLM-NiTi under different process parameters. J. Manuf. Process. 2022, 75, 637–650. [Google Scholar] [CrossRef]
- Xu, R.; Li, R.; Yuan, T.; Niu, P.; Wang, M.; Li, Z. Microstructure, metallurgical defects and hardness of Al–Cu–Mg–Li–Zr alloy additively manufactured by selective laser melting. J. Alloys Compd. 2020, 8, 35. [Google Scholar] [CrossRef]
- Huang, S.; Li, H.; Zhang, H.; Sheng, J.; Agyenim-Boateng, E.; Lu, J. Experimental study and finite element simulation of hydrogen permeation resistance of Ti-6Al-4V alloy strengthened by laser peening. Surf. Coat. Technol. 2020, 400, 126217. [Google Scholar] [CrossRef]
- Liu, B.; Fang, G.; Lei, L. An analytical model for rapid predicting molten pool geometry of selective laser melting (SLM). Appl. Math. Model. 2021, 92, 505–524. [Google Scholar] [CrossRef]
- Du, Z.; Li, H.; Wu, Z.; Yao, L.; Zhao, H. Failure analysis of a ship’s seawater pump impeller. Mater. Prot. 2019, 52, 179–183. (In Chinese) [Google Scholar]
- Wang, Q. Application of corrosion and protection technology for seawater circulating pump. Pet. Petrochem. Mater. Procure. 2022, 2, 69–71. (In Chinese) [Google Scholar]
- Varadaraajan, V.; Guduru, R.K.; Mohanty, P.S. Property evolution in amorphous steel coatings by different thermal spray processes. J. Therm. Spray Technol. 2022, 31, 1056–1066. [Google Scholar] [CrossRef]
- Zhang, Q.; Wang, L.; Mei, X.; Yao, J. Research on the development of laser surface modification technology. China Eng. Sci. 2020, 22, 71–77. (In Chinese) [Google Scholar] [CrossRef]
- Nie, L.; Wu, Y.; Gong, H.; Chen, D.; Guo, X. Effect of shot peening on redistribution of residual stress field in friction stir welding of 2219 aluminum alloy. Materials 2020, 13, 3169. [Google Scholar] [CrossRef] [PubMed]
- Li, L.; Kim, M.; Lee, S.; Kim, J.; Kim, H.; Lee, D. Study on surface modification of aluminum 6061 by multiple ultrasonic impact treatments. Int. J. Adv. Manuf. Technol. 2018, 96, 1255–1264. [Google Scholar] [CrossRef]
- Liu, X. Study on Microstructure and properties of 316L stainless steel composites reinforced by laser selective melting particles. Equip. Manuf. Technol. 2020, 2, 213–215. (In Chinese) [Google Scholar]
- Yuan, S.; Wang, D.; Wang, J.; Wang, C.; He, Q.; Cai, X.; Hu, W. Effect of laser surface treatment on corrosion resistance of 316L austenitic stainless steel. Surf. Technol. 2021, 50, 83–89. (In Chinese) [Google Scholar]
- Karimi, M.S.; Yeganeh, M.; Zaree, S.; Eskandari, M. Corrosion behavior of 316L stainless steel manufactured by laser powder bed fusion (L-PBF) in an alkaline solution. Opt. Laser Technol. 2021, 138, 106918. [Google Scholar] [CrossRef]
- Li, L.; Kim, M.; Lee, S.; Kim, T.; Lee, J.; Lee, D. A two-step periodic micro-nano patterning process via ultrasonic impact treatment on a rough SUS301 stainless steel surface. Surf. Coat. Technol. 2017, 330, 204–210. [Google Scholar] [CrossRef]
- Zhang, Q.; Duan, B.; Zhang, Z.; Wang, J.; Si, C. Effect of ultrasonic shot peening on microstructure evolution and corrosion resistance of selective laser melted Ti-6Al-4V alloy. J. Mater. Res. Technol. 2021, 11, 1090–1099. [Google Scholar] [CrossRef]
- Alharbi, N. Shot peening of selective laser-melted SS316L with ultrasonic frequency. Int. J. Adv. Manuf. Technol. 2022, 119, 2285–2299. [Google Scholar] [CrossRef]
- Eremin, A.V.; Burkov, M.V.; Panin, S.V.; Byakov, A.V. Fatigue crack growth of SLM Ti-4Al-6V processed by ultrasonic impact treatment. AIP Conf. Proc. 2019, 2167, 20082. [Google Scholar]
- Yang, D.; Wang, X.; Peng, Y.; Zhou, Q.; Wang, K. Study on Microstructure and properties of 316L stainless steel fabricated by ultrasonic impact assisted melting electrode arc additive. Mater. Guide 2022, 36, 126–129. (In Chinese) [Google Scholar]
- Yuan, D.; Shao, S.; Guo, C.; Jiang, F.; Wang, J. Grain refining of Ti-6Al-4V alloy fabricated by laser and wire additive manufacturing assisted with ultrasonic vibration. Ultrason. Sonochem. 2021, 73, 105472. [Google Scholar] [CrossRef] [PubMed]
- Zeng, F.; Yang, Y.; Qian, G. Fatigue properties and S-N curve estimating of 316L stainless steel prepared by SLM. Int. J. Fatigue 2022, 162, 106946. [Google Scholar] [CrossRef]
- Yin, Y. Study on Flow Rule, Microstructure and Properties of 316L Stainless Steel by Selective Laser Melting; Beijing University of Science and Technology: Beijing, China, 2019. (In Chinese) [Google Scholar]
- Chen, L.; Richter, B.; Zhang, X.; Ren, X.; Pfefferkorn, F.E. Modification of surface characteristics and electrochemical corrosion behavior of laser powder bed fused stainless-steel 316L after laser polishing. Addit. Manuf. 2019, 32, 101013. [Google Scholar] [CrossRef]
- Auezhan, A. Effect of local treatment temperature of ultrasonic nanocrystalline surface modification on tribological behavior and corrosion resistance of stainless steel 316L produced by selective laser melting. Surf. Coat. Technol. 2020, 398, 126080. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mo | Fe | Cr | Ni | P | S | Cu | C | Si | N | Mn |
|---|---|---|---|---|---|---|---|---|---|---|
| 2.25%–3% | balance | 17%–19% | 13%–15% | ≤0.025% | ≤0.01% | ≤0.5% | ≤0.03% | ≤0.1% | ≤0.1% | ≤2% |
| Process Parameter | Value |
|---|---|
| Scanning speed (mm/s) | 1000 |
| Laser power (W) | 160 |
| Scanning interval (mm) | 0.07 |
| Rotation angle (°) | 67 |
| Layer thickness (μm) | 30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, H.; Zhang, Z.; Zhang, J.; Ji, H.; Meng, Z.; Zhang, H.; Meng, X. Effect of Ultrasonic Impact Strengthening on Surface Properties of 316L Stainless Steel Prepared by Laser Selective Melting. Coatings 2022, 12, 1243. https://doi.org/10.3390/coatings12091243
Chen H, Zhang Z, Zhang J, Ji H, Meng Z, Zhang H, Meng X. Effect of Ultrasonic Impact Strengthening on Surface Properties of 316L Stainless Steel Prepared by Laser Selective Melting. Coatings. 2022; 12(9):1243. https://doi.org/10.3390/coatings12091243
Chicago/Turabian StyleChen, Hansong, Zhengye Zhang, Jianmin Zhang, Haibin Ji, Zhao Meng, Han Zhang, and Xiankai Meng. 2022. "Effect of Ultrasonic Impact Strengthening on Surface Properties of 316L Stainless Steel Prepared by Laser Selective Melting" Coatings 12, no. 9: 1243. https://doi.org/10.3390/coatings12091243