
Corrosion Behavior and Sacrificial Properties of Zn and Zn-Al Coatings in Conditions Simulating Deep Geological Disposal of Radioactive Waste at 80 °C

 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Characterization of the Coatings before Corrosion Experiments
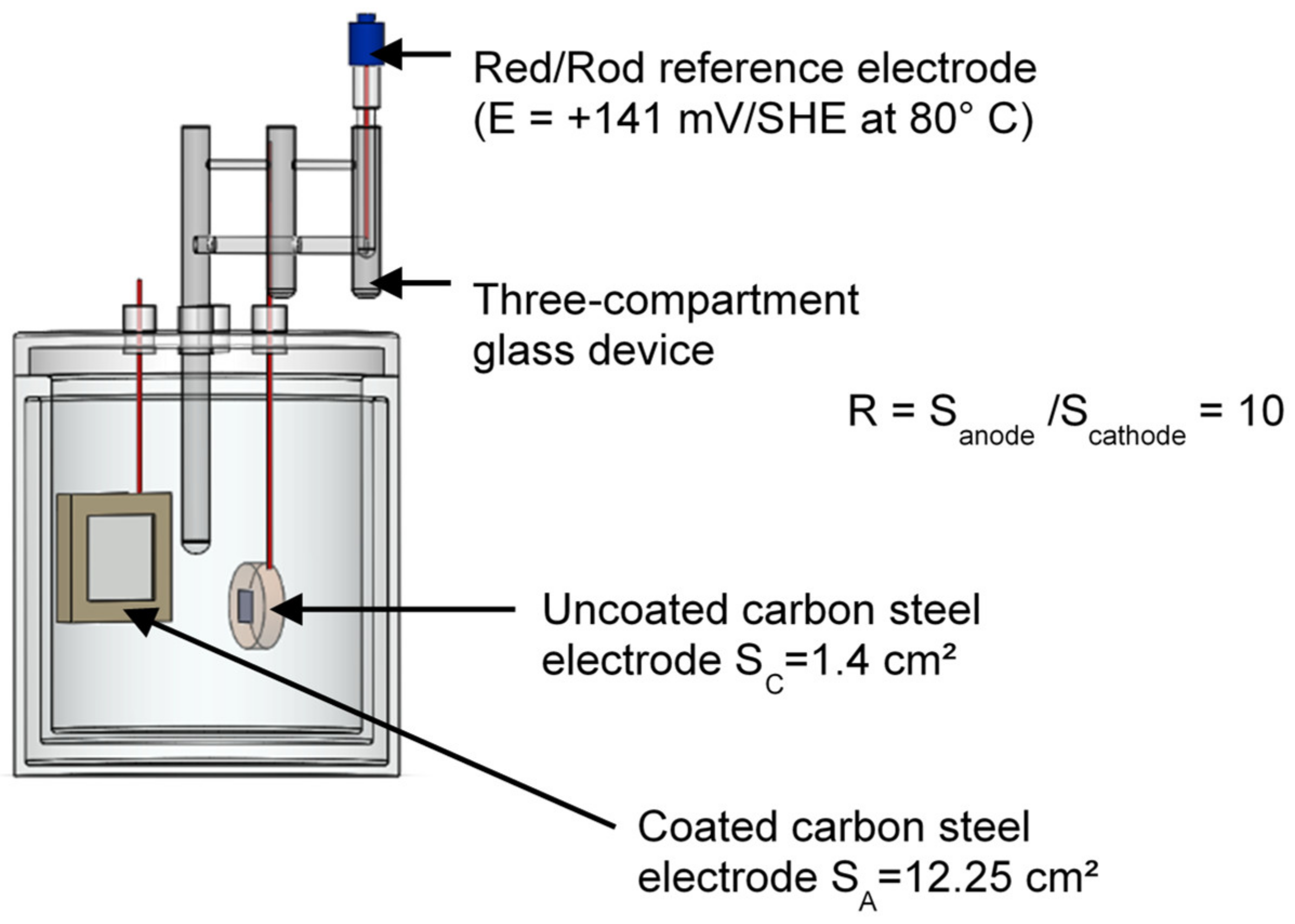
2.3. Electrochemical Set-Up and Methods
2.4. Characterization of the Mineral Layers Formed on the Electrodes Surface
3. Results
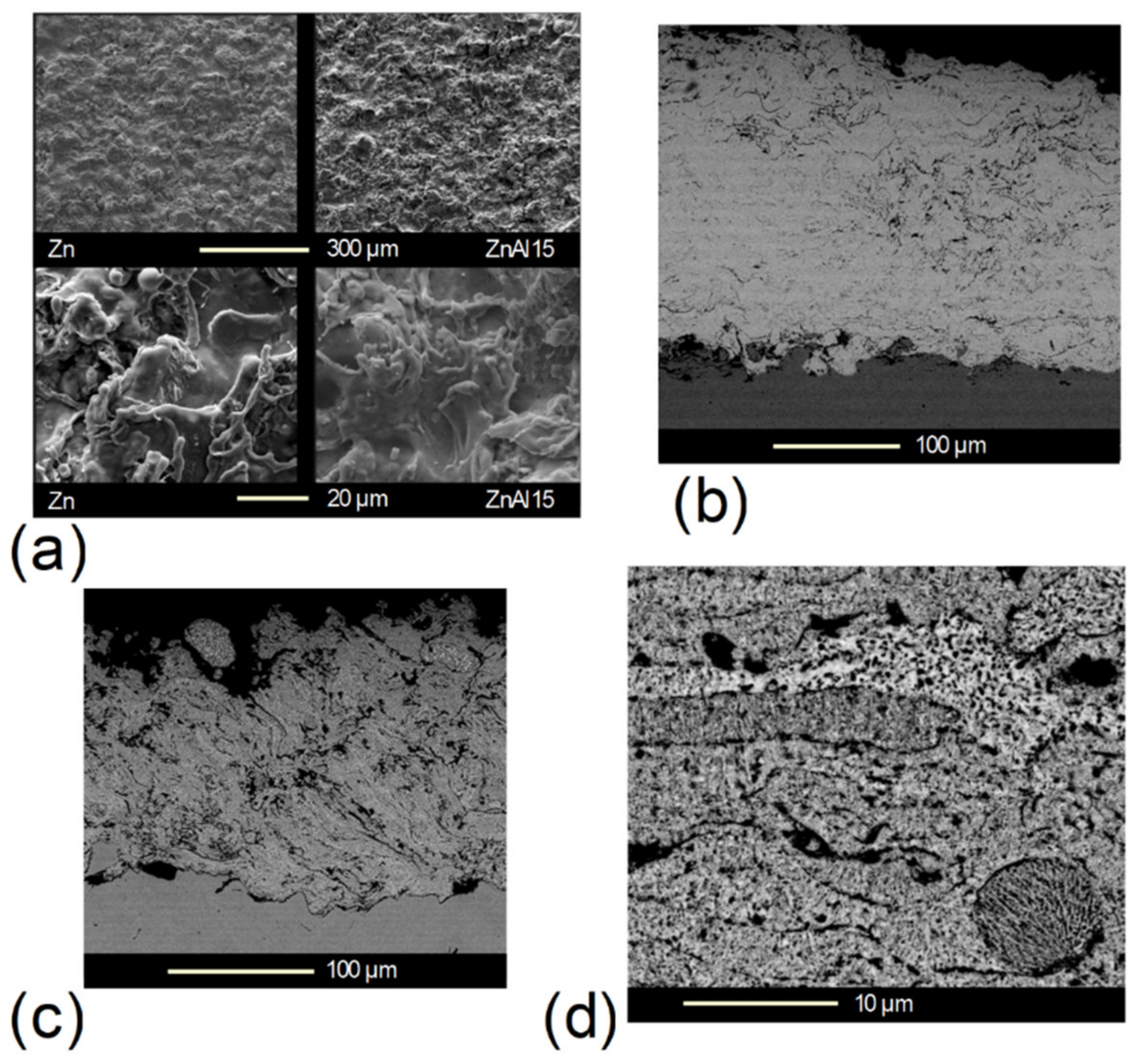
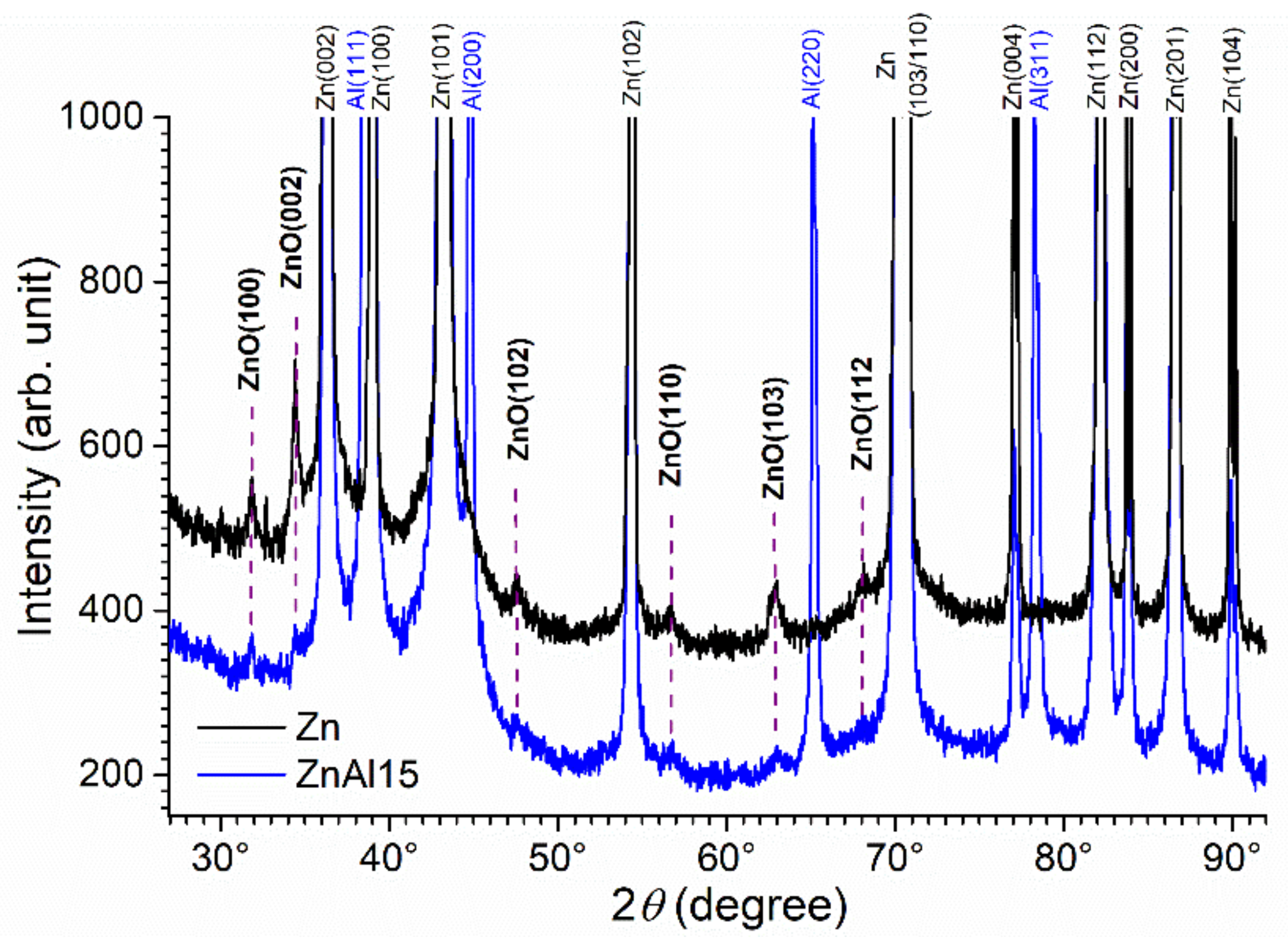
3.1. Characterization of the Coatings before Corrosion Experiments
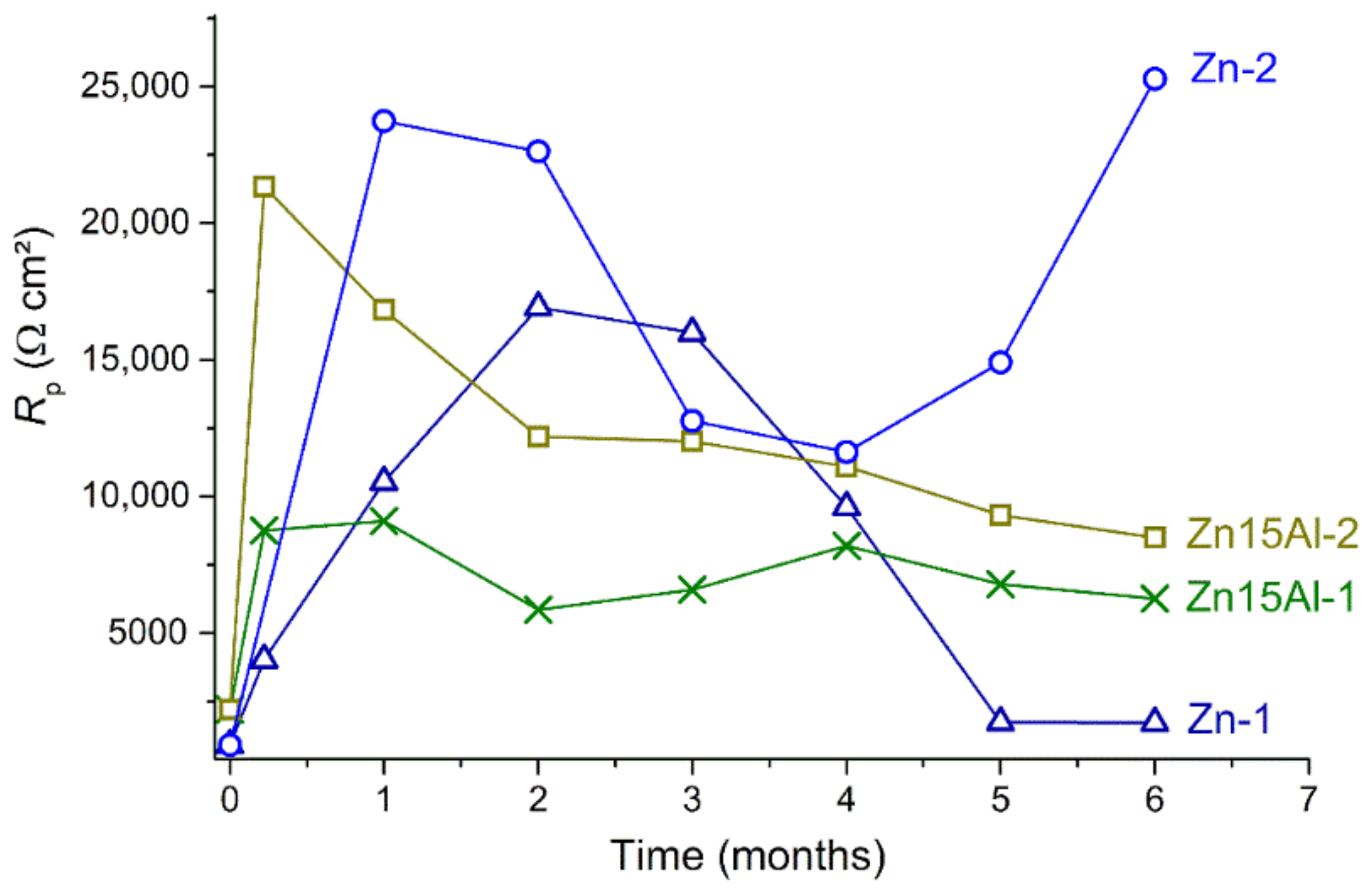
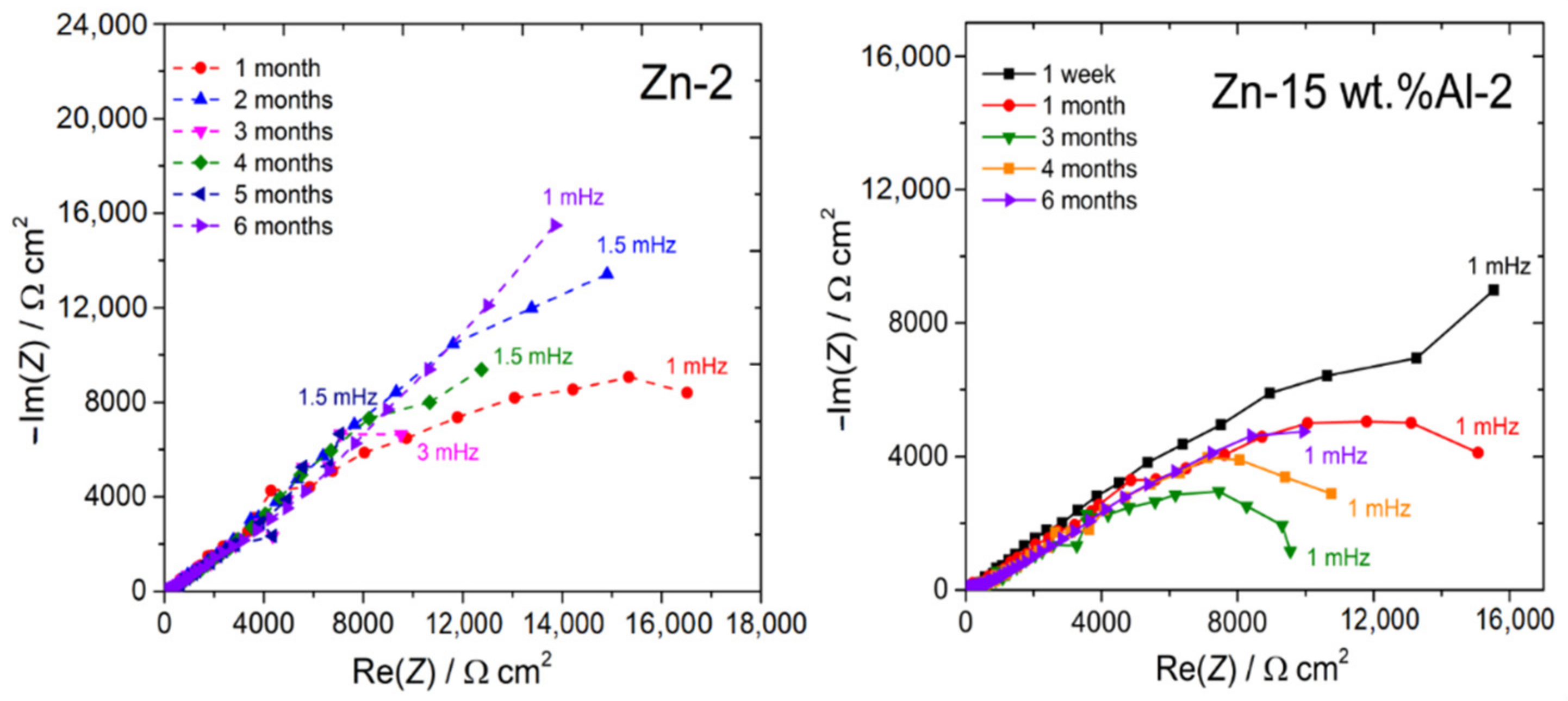
3.2. Corrosion Behavior of Coated Electrodes in “Solution 15” at 80 °C
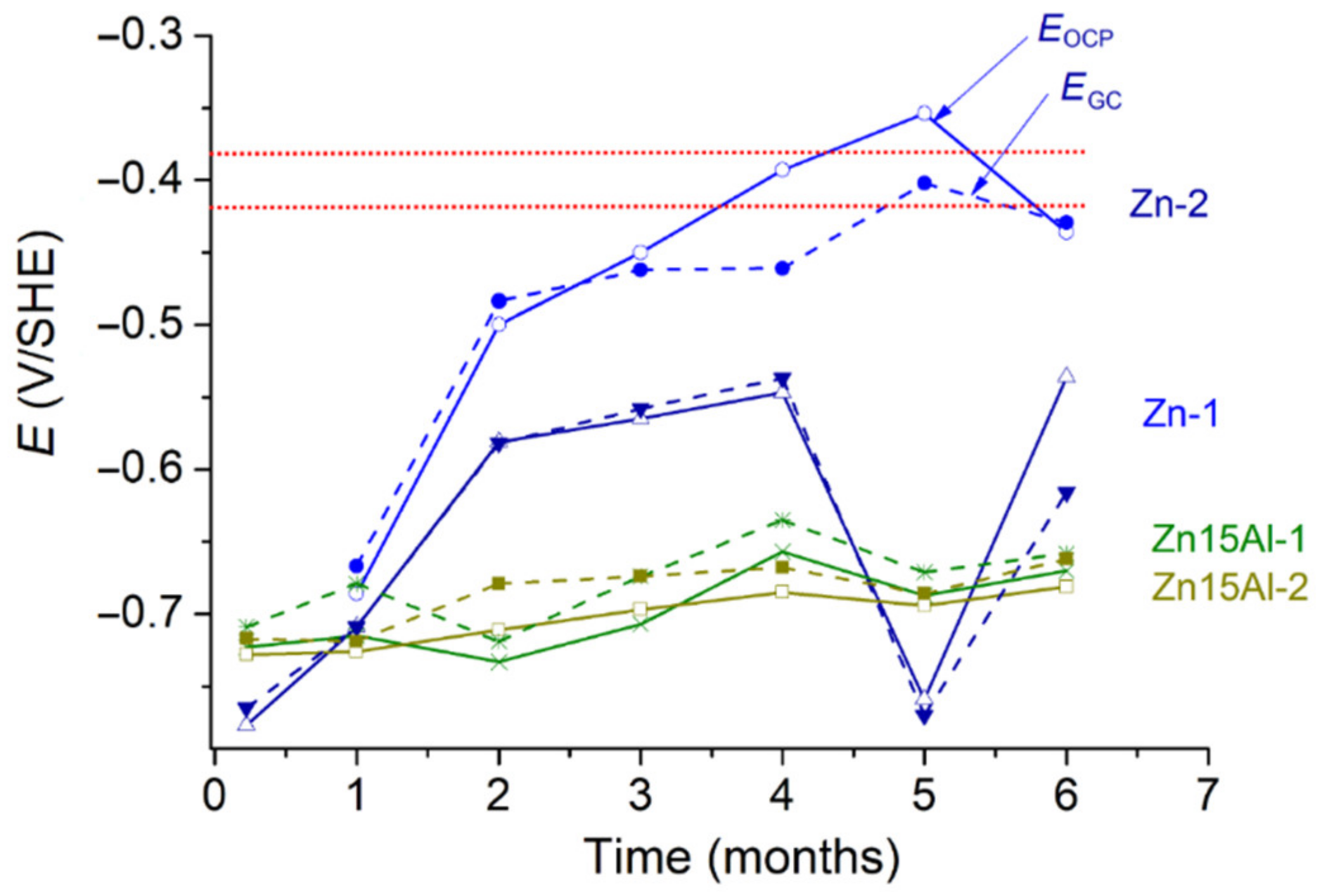
3.3. Galvanic Corrosion Experiments: Electrochemical Study
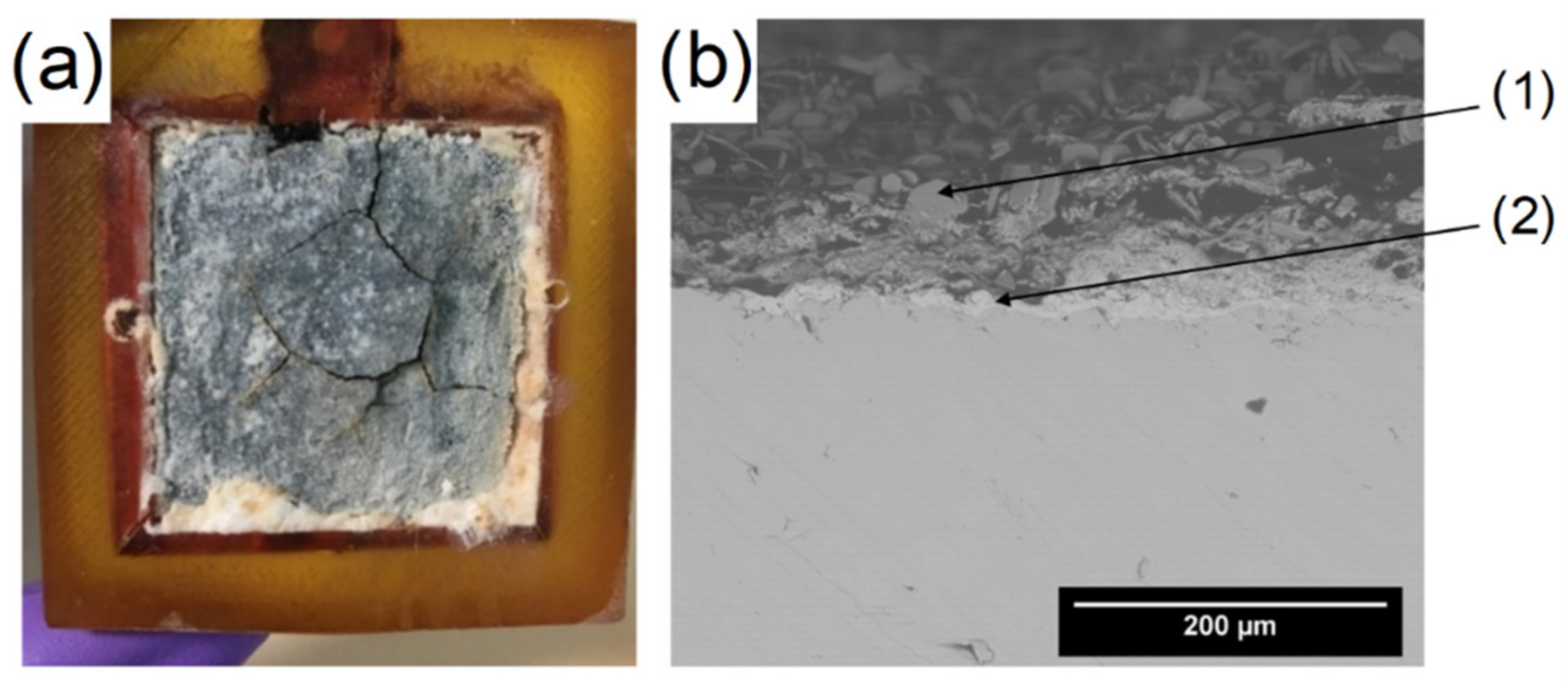
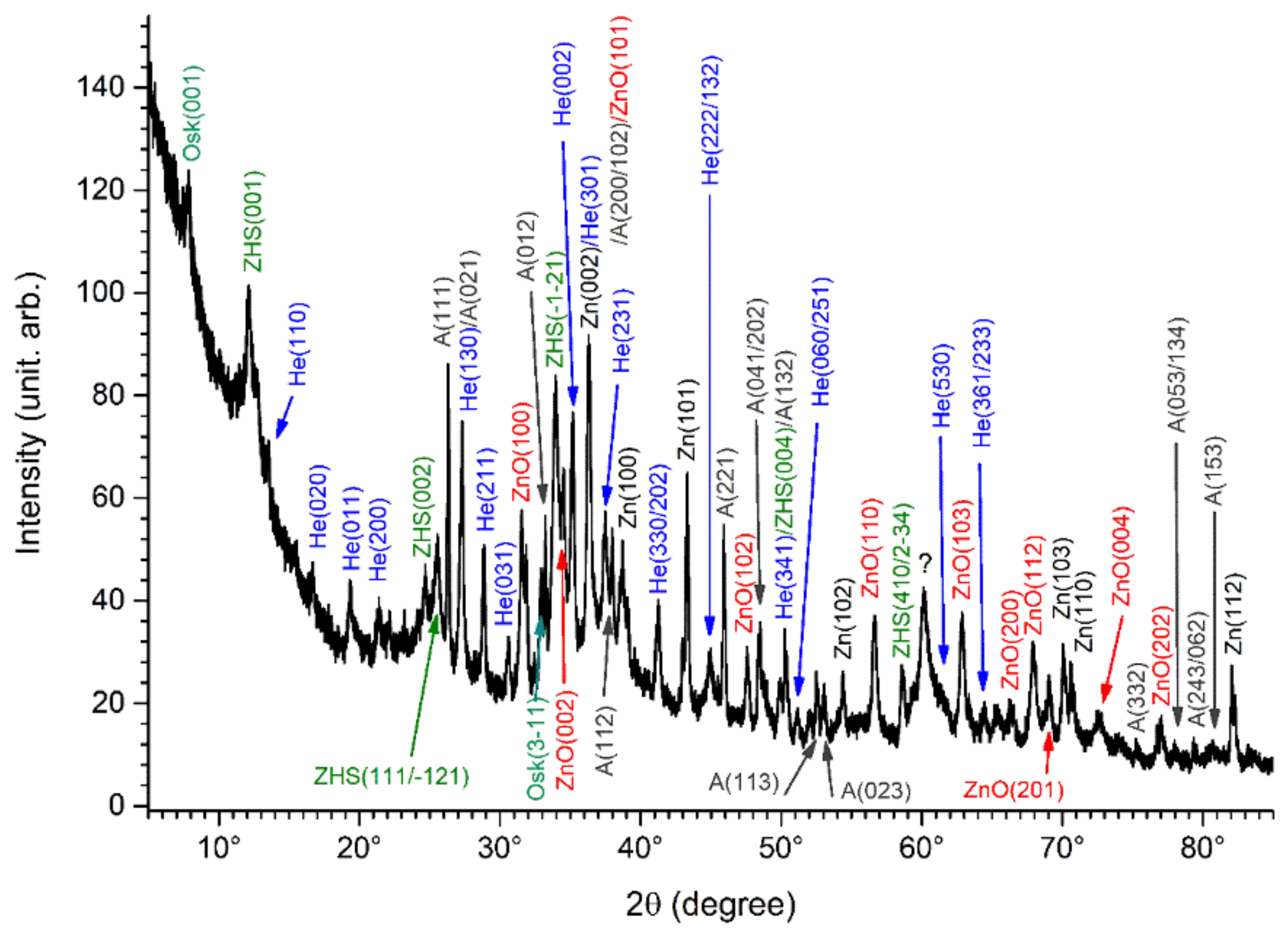
3.4. Characterization of the Electrodes after the Galvanic Corrosion Experiment
3.4.1. Zn Coatings
3.4.2. Zn-15wt.%Al Coatings
3.4.3. Bare Steel Electrodes
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dupuis, M.C.; Gonnot, F.M. [The Cigéo Project]: Meuse/Haute-Marne Reversible Geological Disposal Facility for Radioactive Waste; Reference 504va; Andra: Châtenay-Malabry, France, 2013. [Google Scholar]
- Necib, S.; Bumbieler, F.; Duret-Thual, C.; Bulidon, N.; Crusset, D.; Combrade, P. Assessment of the resistance to environmentally assisted cracking (EAC) of C-steel casing and overpack in the COx claystone. Corros. Eng. Sci. Technol. 2017, 52, 95–100. [Google Scholar] [CrossRef]
- Rincón, O.T.; Rincón, A.; Sánchez, M.; Romero, N.; Salas, O.; Delgado, R.; López, B.; Uruchurtu, J.; Marroco, M.; Panossian, Z. Evaluating Zn, Al and Al–Zn coatings on carbon steel in a special atmosphere. Construct. Buil. Mater. 2009, 23, 1465–1471. [Google Scholar] [CrossRef]
- Büteführ, M. Zinc-Aluminium-Coatings as Corrosion Protection for Steel. Mater. Corros. 2007, 58, 721–726. [Google Scholar] [CrossRef]
- Kaewmaneekul, T.; Lothongkum, G. Effect of aluminium on the passivation of zinc–aluminium alloys in artificial seawater at 80 °C. Corros. Sci. 2013, 66, 67–77. [Google Scholar] [CrossRef]
- Katayama, H.; Kuroda, S. Long-term atmospheric corrosion properties of thermally sprayed Zn, Al and Zn–Al coatings exposed in a coastal area. Corros. Sci. 2013, 76, 35–41. [Google Scholar] [CrossRef]
- Beverskog, B.; Puigdomenech, I. Revised Pourbaix diagrams for zinc at 25–300 °C. Corros. Sci. 1997, 39, 107–114. [Google Scholar] [CrossRef]
- Yoo, J.D.; Volovitch, P.; Abdel Aal, A.; Allely, C.; Ogle, K. The effect of an artificially synthesized simonkolleite layer on the corrosion of electrogalvanized steel. Corros. Sci. 2013, 70, 1–10. [Google Scholar] [CrossRef]
- Ligier, V.; Wery, M.; Hihn, J.-Y.; Faucheu, J.; Tachez, M. Formation of the main atmospheric zinc end products: NaZn4Cl(OH)6SO4·6H2O, Zn4SO4(OH)6·nH2O and Zn4Cl2(OH)4SO4·5H2O in [Cl−] [SO42−] [HCO3−] [H2O2] electrolytes. Corros. Sci. 1999, 41, 1139–1164. [Google Scholar] [CrossRef]
- Odnevall, I.; Leygraf, C. The formation of Zn4SO4(OH)6·4H2O in a rural atmosphere. Corros. Sci. 1994, 36, 1077–1091. [Google Scholar] [CrossRef]
- Glass, G.K.; Ashworth, V. The corrosion behavior of the zinc-mild steel galvanic cell in hot sodium bicarbonate solution. Corros. Sci. 1985, 25, 971–983. [Google Scholar] [CrossRef]
- Yoo, J.D.; Ogle, K.; Volovitch, P. The effect of synthetic zinc corrosion products on corrosion of electrogalvanized steel: I Cathodic reactivity under zinc corrosion products. Corros. Sci. 2014, 81, 11–20. [Google Scholar]
- Kaesche, H. The passivity of zinc in aqueous solutions of sodium carbonate and sodium bicarbonate. Electrochim. Acta 1964, 9, 383–394. [Google Scholar] [CrossRef]
- Fraunhofer, J.A.; Lubinski, A.T. Polarity reversal in the zinc-mild steel couple. Corros. Sci. 1974, 14, 225–232. [Google Scholar] [CrossRef]
- Fontana, M.G. Corrosion Engineering, 3rd ed.; McGraw-Hill: Singapore, 1987. [Google Scholar]
- Gouda, V.K.; Khedr, M.G.A.; Shams El Din, A.M. Role of anions in the corrosion and corrosion-inhibition of zinc in aqueous solutions. Corros. Sci. 1967, 7, 221–230. [Google Scholar] [CrossRef]
- Baugh, L.M. Corrosion and polarization characteristics of zinc in neutral—Acid media—I. Pure zinc in solutions of various sodium salts. Electrochim. Acta 1979, 24, 657–667. [Google Scholar] [CrossRef]
- G’ulec, A.; Cevher, O.; Turk, A.; Ustel, F.; Yilmaz, F. Accelerated corrosion behaviors of Zn, Al and Zn/15Al coatings on a steel surface. Mater. Tehnol. 2011, 45, 477–482. [Google Scholar]
- Panossian, Z.; Mariaca, L.; Morcillo, M.; Flores, S.; Rocha, J.; Peña, J.J.; Herrera, F.; Corvo, F.; Sanchez, M.; Rincon, O.T.; et al. Steel cathodic protection afforded by zinc, aluminium and zinc/aluminium alloy coatings in the atmosphere. Surf. Coat. Technol. 2005, 190, 244–248. [Google Scholar] [CrossRef]
- Hansen, P.M. Constitution of binary alloys, 2nd ed.; Mc Graw-Hill Book Co.: New York, NY, USA, 1958; pp. 962–963. [Google Scholar]
- Vu, T.N.; Mokaddem, M.; Volovitch, P.; Ogle, K. The anodic dissolution of zinc and zinc alloys in alkaline solution. II. Al and Zn partial dissolution from 5% Al–Zn coatings. Electrochim. Acta 2012, 74, 130–138. [Google Scholar] [CrossRef]
- Vu, T.N.; Volovitch, P.; Ogle, K. The effect of pH on the selective dissolution of Zn and Al from Zn–Al coatings on steel. Corros. Sci. 2013, 67, 42–49. [Google Scholar] [CrossRef]
- Proner, A. Revêtements Par Projection Thermique; Techniques de l’Ingénieur: Saint-Denis, France, 1999; M1645 V2. (In French) [Google Scholar]
- Chen, T.-C.; Chou, C.-C.; Yung, T.-Y.; Tsai, K.-C.; Huang, J.-Y. Wear behavior of thermally sprayed Zn/15Al, Al and Inconel 625 coatings on carbon steel. Surf. Coat. Technol. 2016, 303, 78–85. [Google Scholar] [CrossRef]
- Bonabi, S.F.; Ashrafizadeh, F.; Sanati, A.; Nahvi, S.M. Structure and Corrosion Behavior of Arc-Sprayed Zn-Al Coatings on Ductile Iron Substrate. J. Therm. Spray Technol. 1998, 27, 524–537. [Google Scholar] [CrossRef]
- Tailor, S.; Modi, A.; Modi, S.C. Synthesis, microstructural, corrosion and antimicrobial properties of Zn and Zn–Al coatings. Surf. Eng. 2009, 35, 736–742. [Google Scholar] [CrossRef]
- Lee, H.-S.; Singh, J.K.; Ismail, M.A.; Bhattacharya, C.; Seikh, A.H.; Alharthi, N.; Hussain, R.R. Corrosion mechanism and kinetics of Al-Zn coating deposited by arc thermal spraying process in saline solution at prolong exposure periods. Sci. Rep. 2019, 9, 3399. [Google Scholar] [CrossRef]
- Nakano, A.; Oshikawa, W.; Yonezawa, N. Evaluation of corrosion properties of steel with Zn30 mass% Al thermal-spray coating using accelerated atmospheric exposure test. Mater. Trans. 2021, 62, 1001–1008. [Google Scholar] [CrossRef]
- Griñon-Echaniz, R.; Paul, S.; Thornton, R.; Refait, P.; Jeannin, M.; Rodriguez, A. Prediction of Thermal Spray Coatings Performance in Marine Environments by Combination of Laboratory and Field Tests. Coatings 2021, 11, 320. [Google Scholar] [CrossRef]
- Chen, W.; Wang, Z.; Xu, G.; Song, W.; Xie, Y.; Zhao, L.; Xia, M.-H.; Li, W. Friction and anti-corrosion characteristics of arc sprayed Al-Zn coatings on steel structures prepared in atmospheric environment. J. Mater. Res. Technol. 2021, 15, 6562–6573. [Google Scholar] [CrossRef]
- BS EN 10222-4; 1999 Standard: Steel forgings for Pressure Purposes. Weldable Fine-Grain Steels with High Proof Strength. The British Standards Institution: London, UK, 2017.
- Azarmi, F.; Sevostianov, I. Comparative micromechanical analysis of alloy 625 coatings deposited by air plasma spraying, wire arc spraying, and cold spraying technologies. Mech. Mater. 2020, 144, 103345. [Google Scholar] [CrossRef]
- Steffens, H.-D.; Nassenstein, K. Influence of the Spray Velocity on Arc-Sprayed Coating Structures. J. Thermal Spray Technol. 1999, 8, 454–460. [Google Scholar] [CrossRef]
- ASTM C633-01; Standard Test Method for Adhesion or Cohesion Strength of Thermal Spray Coatings. ASTM International: West Conshohocken, PA, USA, 2008.
- Barcia, O.E.; D’Elia, E.; Frateur, I.; Mattos, O.R.; Pébère, N.; Tribollet, B. Application of the impedance model of de Levie for the characterization of porous electrodes. Electrochim. Acta 2002, 47, 2109–2116. [Google Scholar] [CrossRef]
- Sancy, M.; Gourbeyre, Y.; Sutter, E.M.M.; Tribollet, B. Mechanism of corrosion of cast iron covered by aged corrosion products: Application of electrochemical impedance spectrometry. Corros. Sci. 2010, 52, 1222–1227. [Google Scholar] [CrossRef]
- Frost, R.L.M.; Bouzaid, J.M.; Reddy, B.J. Vibrational spectroscopy of the sorosilicate mineral hemimorphite Zn4(OH)2Si2O7·H2O. Polyhedron 2007, 26, 2405–2412. [Google Scholar] [CrossRef]
- Berenblut, B.J.; Dawson, P.; Wilkinson, G.R. The Raman spectrum of gypsum. Spectrochim. Acta 1971, 27, 1849–1863. [Google Scholar] [CrossRef]
- Hartt, W.H.; Culberson, C.H.; Smith, S.W. Calcareous deposits on metal surfaces in seawater- A critical review. Corrosion 1984, 40, 609–618. [Google Scholar] [CrossRef]
- Lee, R.U.; Ambrose, J.R. Influence of cathodic protection parameters on calcareous deposit formation. Corrosion 1986, 44, 887–891. [Google Scholar] [CrossRef]
- Refait, P.; Grolleau, A.-M.; Jeannin, M.; François, E.; Sabot, R. Localized corrosion of carbon steel in marine media: Galvanic coupling and heterogeneity of the corrosion product layer. Corros. Sci. 2016, 111, 583–595. [Google Scholar] [CrossRef]
- Duboscq, J.; Sabot, R.; Jeannin, M.; Refait, P. Localized corrosion of carbon steel in seawater: Processes occurring in cathodic zones. Mater. Corros. 2019, 70, 973–984. [Google Scholar] [CrossRef]
- Robineau, M.; Sabot, R.; Jeannin, M.; Deydier, V.; Crusset, D.; Refait, P. Mechanisms of localized corrosion of carbon steel associated with magnetite/mackinawite layers in a cement grout. Mater. Corros. 2021, 72, 194–210. [Google Scholar]
- Morse, J.W.; Arvidson, R.S.; Lüttge, A. Calcium Carbonate Formation and Dissolution, Chem. Rev. 2007, 107, 342–381. [Google Scholar]
- Meyer, H.J. The influence of impurities on title growth rate of calcite. J. Cryst. Growth 1984, 66, 6639–6646. [Google Scholar] [CrossRef]
- Nagata, H.; Matsunaga, M.; Hosokawa, K. Analytical Study of the Formation Process of Hemimorphite-Part I. Corros. Engineer. 1993, 42, 225–233. [Google Scholar] [CrossRef]
- Nagata, H.; Matsunaga, M.; Hosokawa, K. Analytical Study of the Formation Process of Hemimorphite-Part II. Corros. Engineer. 1993, 42, 377–383. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Concentration (mol L−1) | Component | Concentration (mol L−1) |
|---|---|---|---|
| CaSO4·2H2O | 8.5 × 10−3 | NaHCO3 | 1.1 × 10−3 |
| NaCl | 3.5 × 10−2 | Al2(SO4)3·18H2O | 8.0 × 10−4 |
| Na2SO4 | 5.4 × 10−4 | Na2S | 3.1 × 10−5 |
| Na2SiO3·5H2O | 1.7 × 10−3 |
| Zn Coatings | Zn-15wt.%Al Coatings | ||
|---|---|---|---|
| UTS (MPa) | Rupture Area | UTS (MPa) | Rupture Area |
| 16.2 | 100% interface | 21.7 | 100% interface |
| 15.6 | 60% interface/40% coating | 25.4 | 100% interface |
| 16.2 | 60% interface/40% coating | 24.5 | 100% interface |
| 25.6 | 100% interface | 21 | 100% interface |
| Average: 21 ± 5 | - | Average: 23.5 ± 2.5 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Martin, A.; Texier-Mandoki, N.; Crusset, D.; Sabot, R.; Creus, J.; Refait, P. Corrosion Behavior and Sacrificial Properties of Zn and Zn-Al Coatings in Conditions Simulating Deep Geological Disposal of Radioactive Waste at 80 °C. Coatings 2022, 12, 1044. https://doi.org/10.3390/coatings12081044
Martin A, Texier-Mandoki N, Crusset D, Sabot R, Creus J, Refait P. Corrosion Behavior and Sacrificial Properties of Zn and Zn-Al Coatings in Conditions Simulating Deep Geological Disposal of Radioactive Waste at 80 °C. Coatings. 2022; 12(8):1044. https://doi.org/10.3390/coatings12081044
Chicago/Turabian StyleMartin, Alice, Nathalie Texier-Mandoki, Didier Crusset, René Sabot, Juan Creus, and Philippe Refait. 2022. "Corrosion Behavior and Sacrificial Properties of Zn and Zn-Al Coatings in Conditions Simulating Deep Geological Disposal of Radioactive Waste at 80 °C" Coatings 12, no. 8: 1044. https://doi.org/10.3390/coatings12081044