1. Introduction
High-entropy alloys (HEAs) are increasingly being used as feedstocks for different coating processes [
1,
2,
3,
4]. The limitation of material usage allows these comparatively expensive materials to be used for corrosion or wear protection applications. In the field of cladding processes, laser metal deposition (LMD) technology dominates [
5,
6,
7,
8]. Currently, laser focusing on the substrate to form a molten pool is predominantly used [
9,
10,
11]. This leads to a strong mixing of the substrate and the coating material. The requirement for the integrity of the chemical composition of HEAs is therefore not sufficiently fulfilled. Increasing the traverse speed can prevent this [
12]. Although the gradient is reduced by multilayer coating, reproducible results are rarely achieved. Focusing the laser beam above the substrate surface represents a suitable alternative approach that has hardly been considered so far [
13]. The powder feedstock material is thus melted above the substrate and is applied to an only slightly melted substrate. Hence, metallurgical mixing is largely prevented. Although surface treatment is an essential step in the conditioning of functional surfaces, the finishing of HEAs is only rarely reported. Furthermore, the machining of HEA coatings by turning and diamond smoothing is analyzed in a few papers [
14,
15,
16,
17,
18]. Especially, the machining of laser clad HEA coatings has not been investigated so far.
The deposition of the CrFeCoNi and AlCrFeCoNi HS-LMD coatings and the mechanical finishing by turning and diamond smoothing represent the complete manufacturing chain under consideration of the material behavior. Therefore, this paper contributes to an improved knowledge of HEA coating systems, and therefore, it generally enables an increase in the field of applications of HEAs.
2. Materials and Methods
Feedstocks of the equimolar HEAs CrFeCoNi and AlCrFeCoNi were produced using inert gas atomization, and they were subsequently classified to adjust a particle size range of −45 +15 µm. Laser metal deposition (LMD) was performed using a high-speed laser cladding system (HS-LMD), consisting of a TRUMPF BEO D70 Optic equipped with the prototype of a TRUMPF 7-ray nozzle and a TRUMPF TruDisk 6001 laser source. With a spot width of approximately 2 mm, the focal point was 1.5 mm above the substrate surface. A line offset of 300 µm and a traverse speed of 30 m/min were used. AISI304 grade steel discs with a diameter of 100 mm and a thickness of 6 mm were used as the substrate material.
The machining investigations were conducted on a precision lathe SPINNER type PD 32. The coating systems were post-processed via face turning and partial subsequent diamond smoothing. The machining of these coatings was necessary to reduce the comparatively high initial surface roughness (surface roughness depth Rz > 100 µm). Using subtractive processes, it is also possible to compensate for the geometrical errors of the specimens, such as deviations in evenness due to the temperature impact during the coating process. For turning the CBN-tipped indexable inserts of the geometry CCGW 09T304, those characterized by a rake angle of 0° and a sharp cutting edge (radius < 10 µm) were used. In combination with the tool holder used, the cutting-edge angle of the minor cutting edge was 5°. The cutting material consisted of 90–95% boron nitride, characterized by a grain size of approximately 1 µm bounded by cobalt. Dry machining via face turning was performed at a constant cutting speed (200 m/min), feed (0.05 mm), and depth of cut (0.1 mm). Part of the turned samples was subsequently machined via diamond smoothing, with a smoothing force of 100 N, a speed of 70 m/min, and a feed of 0.025 mm, using a spherical monocrystalline diamond tool characterized by a radius of 2 mm. To improve the sliding behavior, emulsion flood cooling was used.
The topography of the machined coatings was analyzed using 3D laser scanning microscopy (3D LSM) using Keyence VK9700 (Keyence, Osaka, Japan). Image sections of size 1 mm × 1 mm were recorded at different points of the machined coating surfaces. Additionally, tactile measurements were performed in the direction of the feed motion with a stylus instrument, Mahr type LD120 (Mahr, Göttingen, Germany). The stylus was characterized by a radius of 2 μm. The determination and evaluation of the surface profiles was performed in accordance with DIN EN ISO 11562. For each specimen, five measurements were performed at different points on the machined coating surface to determine fluctuations in the measured values and differences in the surface properties. The feedstock material was investigated via scanning electron microscopy (SEM), using a Zeiss LEO 1455VP microscope (Zeiss, Jena, Germany). The coatings were investigated using an optical microscope, GX51, equipped with a SC50 camera. Beraha II etchant was used to contrast the substrate and coating material in cross-sectional view. The chemical composition within the immediate substrate interface was measured using energy-dispersive X-ray spectroscopy (EDS) with an EDAX EDS GENESIS system.
3. Results
The SE images in
Figure 1 reveal that the feedstock powder exhibited a spherical morphology. A small degree of inner porosity was proven in cross-sectional view. Both powders showed good flow properties and could be processed continuously in the HS-LMD system. After a single coating step, the average coating thickness was approximately 350 µm. Due to mechanical finishing, this was reduced to approximately 200 µm. The cross-section micrographs in the etched state demonstrated good substrate adhesion for both HEAs, with minor porosity within the coating (
Figure 1). In the case of AlCrFeCoNi, a clear color deposition appeared, which allowed for a good visualization of a trace overlap. A clear contrast between the substrate and the coating material revealed a limited degree of intermixing.
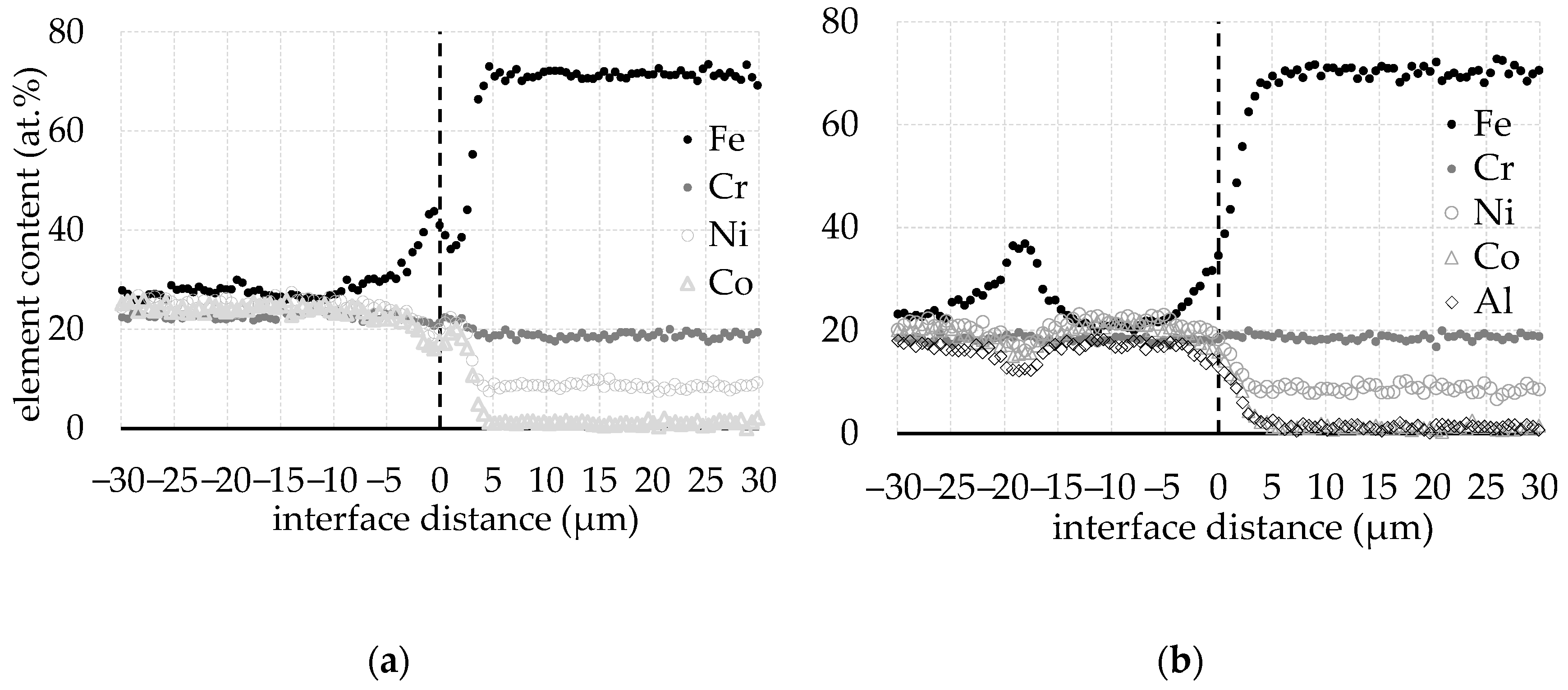
The results of the EDS linescan measurements in the interface between the substrate and the coating materials in
Figure 2 could confirm this. For both alloys, the gradient region was less than 10 µm. In the case of the AlCrFeCoNi coating, a reincrease in the Fe concentration was observed for an interface distance of approximately 20 µm. This can be attributed to the depositions of substrate at the interface in the trace overlap region. With a further increase in interfacial distance, no elemental variations were observed in either coating system.
Furthermore, comparative measurements on the powder feedstocks showed good agreement in the chemical composition (
Table 1). A slight decrease in the concentrations of Al and Cr was observed in the coating system. The elemental composition determined at the surface of the coating showed good agreement with the composition determined in the near-interface region. This confirms the limited chemical mixing and indicates a slight vanishing of the oxygen affinity alloy constituents.
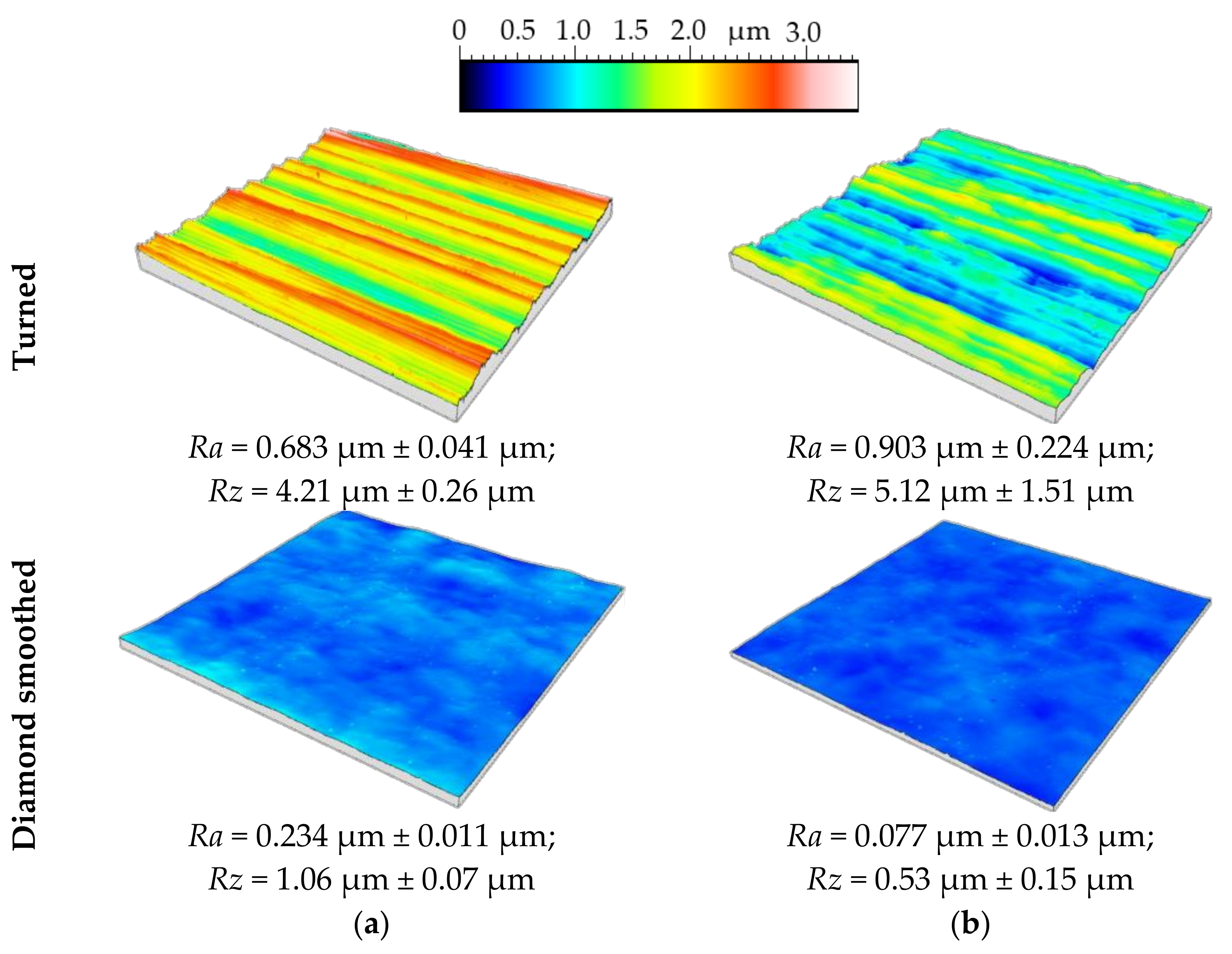
Due to the surface roughness, after HS-LMD processing, the coatings were machined via face turning. The detected mean values for
Ra (arithmetic mean surface roughness) and
Rz (surface roughness depth) are shown in
Figure 3. The machining of both coating systems resulted in comparatively high surface roughness values of the turned samples, and a strong difference in the calculated kinematic roughness (
Rzkin = 0.78 µm). Surface roughness values after turning were similar for both coating systems. The high roughness values were explained by the comparatively high tool wear, resulting in deviations from the kinematic roughness profile. Additionally, the cutting-edge geometry seemed to be unsuitable for machining laser clad coatings, as the HS-LMD coating was partially smeared or severely deformed during turning, instead of being cut. This resulted in a comparatively high surface roughness (
Rz < 4.2 µm), and clearly differed from previous work on the thermal spray HEA coatings with a (
Rz < 1.8 µm) after turning [
15].
A comparison of the two coating processes shows that the constitution of the coating had a stronger influence on the results of the turning process than did the chemical composition. Subsequent diamond smoothing of the LMD coatings significantly reduced the surface roughness values by deforming the peaks and lifting the valleys of the turned surface profile. However, the mean values for
Ra were three-fold, and for
Rz, two-fold higher after smoothing the CrFeCoNi HEA, compared to the other coating. The 3D LSM images show that the smoothing force was too high in the case of CrFeCoNi. Hence, there was a deformation of the profile peaks after turning, as well as the appearance of a kind of kinematic surface profile, due to diamond smoothing. Reducing the smoothing force can provide roughness values that are similar to those of the AlCrFeCoNi coating system. Compared to alternative mechanical processing methods such as grinding, electrical discharge machining, or milling on selective laser-melted CoCrFeMnNi parts, significantly lower surface roughness values are possible with diamond smoothing [
16].
4. Summary
A complete manufacturing chain for the HS-LMD of CrFeCoNi and AlCrFeCoNi HEA coatings was presented. Limited heating of the substrate successfully reduces metallurgical mixing. In addition, only a minor decrease in the concentration of the oxygen affine elements Al and Cr was detectable for the coating system. The coating surfaces can be machined effectively by turning, while diamond smoothing leads to a significant reduction in surface roughness. The successful deposition of single-layer coatings via HS-LMD and their subsequent machining show the application potential of the presented manufacturing chain.
Author Contributions
Conceptualization, T.L. (Thomas Lindner), H.L. and G.T.; methodology, T.L. (Thomas Lindner), H.L. and G.T.; validation and investigation, T.L. (Thomas Lindner), H.L., L.-M.R., S.V. and B.P.; writing—original draft preparation, T.L. (Thomas Lindner) and H.L.; writing—review and editing, and supervision, A.S. and T.L. (Thomas Lampke); project administration, T.L. (Thomas Lindner), A.S. and T.L. (Thomas Lampke); funding acquisition, T.L. (Thomas Lindner). All authors have read and agreed to the published version of the manuscript.
Funding
The study was funded via Sächsische Aufbaubank—Förderbank/SAB-100382175 by the European Social Fund ESF and the Free State of Saxony. The APC was funded by Chemnitz University of Technology.
![Coatings 12 00879 i001]()
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The support by Robert Glaßmann and Paul Seidel (all from the Institute of Materials Science and Engineering) is gratefully acknowledged.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Meghwal, A.; Anupam, A.; Murty, B.S.; Berndt, C.C.; Kottada, R.S.; Ang, A.S.M. Thermal Spray High-Entropy Alloy Coatings: A Review. J. Therm. Spray Technol. 2020, 29, 857–893. [Google Scholar] [CrossRef]
- Löbel, M.; Lindner, T.; Kohrt, C.; Lampke, T. Processing of AlCoCrFeNiTi High Entropy Alloy by Atmospheric Plasma Spraying. IOP Conf. Ser. Mater. Sci. Eng. 2017, 181, 012015. [Google Scholar] [CrossRef]
- Schwarz, H.; Uhlig, T.; Rösch, N.; Lindner, T.; Ganss, F.; Hellwig, O.; Lampke, T.; Wagner, G.; Seyller, T. CoCrFeNi High-Entropy Alloy Thin Films Synthesised by Magnetron Sputter Deposition from Spark Plasma Sintered Targets. Coatings 2021, 11, 468. [Google Scholar] [CrossRef]
- Arif, Z.U.; Khalid, M.Y.; Rashid, A.A.; ur Rehman, E.; Atif, M. Laser deposition of high-entropy alloys: A comprehensive review. Opt. Laser Technol. 2022, 145, 107447. [Google Scholar] [CrossRef]
- Li, J.; Huang, Y.; Meng, X.; Xie, Y. A Review on High Entropy Alloys Coatings: Fabrication Processes and Property Assessment. Adv. Eng. Mater. 2019, 21, 1900343. [Google Scholar] [CrossRef]
- Arif, Z.U.; Khalid, M.Y.; ur Rehman, E.; Ullah, S.; Atif, M.; Tariq, A. A Review on Laser Cladding of High-Entropy Alloys, Their Recent Trends and Potential Applications. J. Manuf. Processes 2021, 68, 225–273. [Google Scholar] [CrossRef]
- Lin, D.; Zhang, N.; He, B.; Zhang, G.; Zhang, Y.; Li, D. Tribological Properties of FeCoCrNiAlBx High-Entropy Alloys Coating Prepared by Laser Cladding. J. Iron Steel Res. Int. 2017, 24, 184–189. [Google Scholar] [CrossRef]
- Shu, F.Y.; Zhang, B.L.; Liu, T.; Sui, S.H.; Liu, Y.X.; He, P.; Liu, B.; Xu, B.S. Effects of laser power on microstructure and properties of laser cladded CoCrBFeNiSi high-entropy alloy amorphous coatings. Surf. Coat. Technol. 2019, 358, 667–675. [Google Scholar] [CrossRef]
- Cui, C.; Wu, M.; Miao, X.; Zhao, Z.; Gong, Y. Microstructure and Corrosion Behavior of CeO2/FeCoNiCrMo High-Entropy Alloy Coating Prepared by Laser Cladding. J. Alloys Compd. 2022, 890, 161826. [Google Scholar] [CrossRef]
- Zhao, P.; Li, J.; Lei, R.; Yuan, B.; Xia, M.; Li, X.; Zhang, Y. Investigation into Microstructure, Wear Resistance in Air and NaCl Solution of AlCrCoNiFeCTax High-Entropy Alloy Coatings Fabricated by Laser Cladding. Coatings 2021, 11, 358. [Google Scholar] [CrossRef]
- Zhang, H.; He, Y.Z.; Pan, Y.; He, Y.S.; Shin, K.S. Synthesis and Characterization of NiCoFeCrAl3 High Entropy Alloy Coating by Laser Cladding. Adv. Mater. Res. 2010, 97, 1408–1411. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, W.; Peng, Y.; Zhang, M.; Liu, S.; Liu, Y. Microstructures and Wear Resistance of FeCoCrNi-Mo High Entropy Alloy/Diamond Composite Coatings by High Speed Laser Cladding. Coatings 2020, 10, 300. [Google Scholar] [CrossRef] [Green Version]
- Lindner, T.; Günen, A.; Töberling, G.; Vogt, S.; Karakas, M.S.; Löbel, M.; Lampke, T. Boriding of Laser-Clad Inconel 718 Coatings for Enhanced Wear Resistance. Appl. Sci. 2021, 11, 1935. [Google Scholar] [CrossRef]
- Huang, Z.; Dai, Y.; Li, Z.; Zhang, G.; Chang, C.; Ma, J. Investigations on surface morphology and crystalline phase deformation of Al80Li5Mg5Zn5Cu5 high-entropy alloy by ultra-precision cutting. Mater. Des. 2020, 186, 108367. [Google Scholar] [CrossRef]
- Liborius, H.; Nestler, A.; Löbel, M.; Lindner, T.; Uhlig, T.; Schubert, A.; Wagner, G.; Lampke, T. Influence of the Composition of Thermally Sprayed (Al)CoCrFeNi(Mo) High-Entropy Alloy Coatings in Face Turning and Diamond Smoothing. In Proceedings of the 21st EUSPEN, Virtual, 7–10 June 2021; pp. 347–350, ISBN 978-0-9957751-9-0. [Google Scholar]
- Guo, J.; Goh, M.; Zhu, Z.; Lee, X.; Nai, M.L.; Wei, J. On the machining of selective laser melting CoCrFeMnNi high-entropy alloy. Mater. Des. 2018, 153, 211–220. [Google Scholar] [CrossRef]
- Clauß, B.; Liborius, H.; Lindner, T.; Löbel, M.; Schubert, A.; Lampke, T. Influence of the cutting parameters on the surface properties in turning of a thermally sprayed AlCoCrFeNiTi coating. Procedia CIRP 2020, 87, 19–24. [Google Scholar] [CrossRef]
- Richter, T.; Arroyoa, D.D.; Börner, A.; Schröpfer, D.; Rhode, M.; Lindner, T.; Löbel, M.; Preuß, B.; Lampke, T. Ultrasonic assisted milling of a CoCrFeNi medium entropy alloy. Procedia CIRP 2022, 108, 879–884. [Google Scholar] [CrossRef]
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).


 ,
, 





{kind=link}
{kind=link}
{kind=link}