
On the Control of Hot Nickel Target Magnetron Sputtering by Distribution of Power Pulses

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
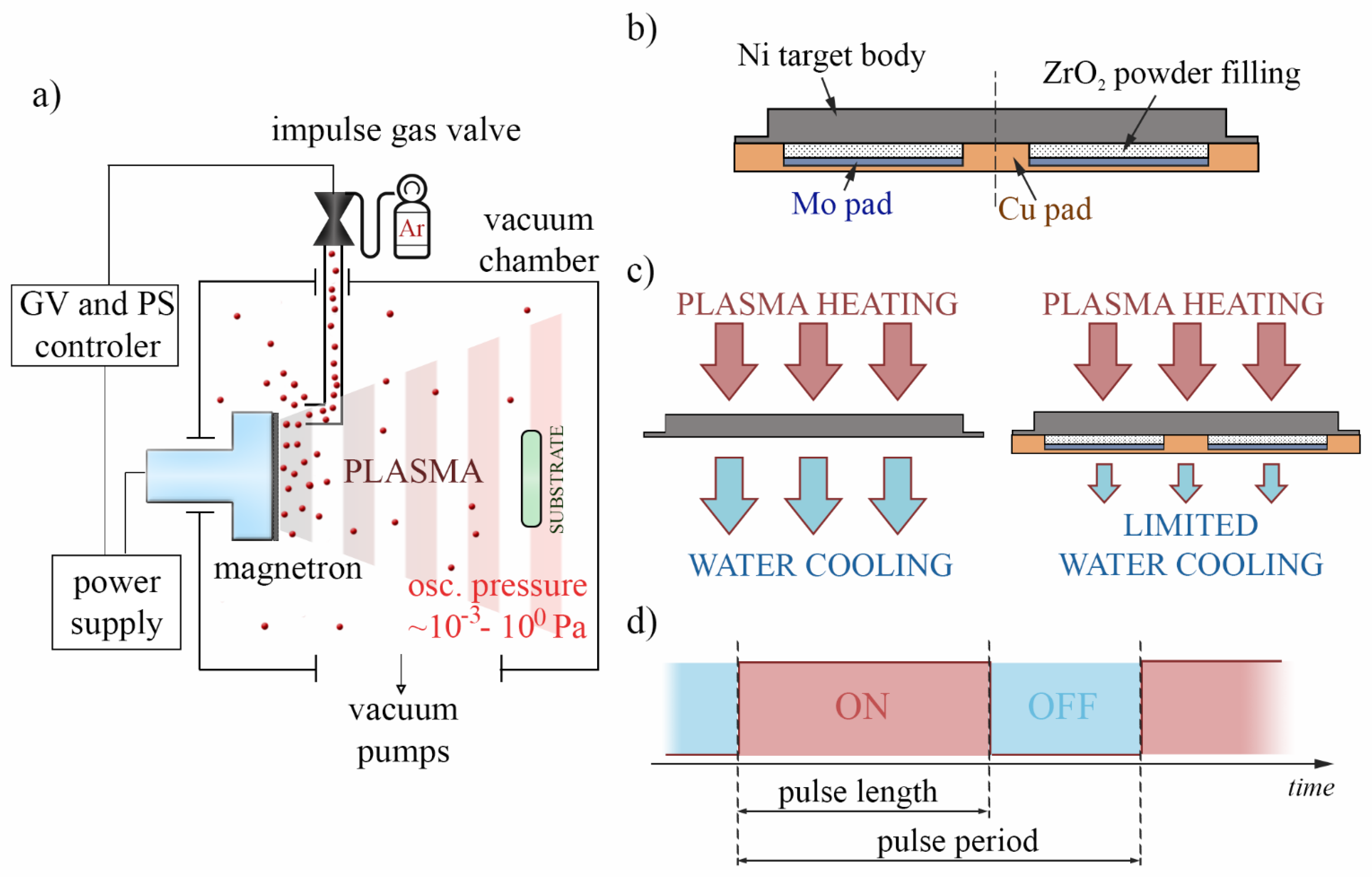
2.1. Apparatus
2.2. Coatings Deposition Process
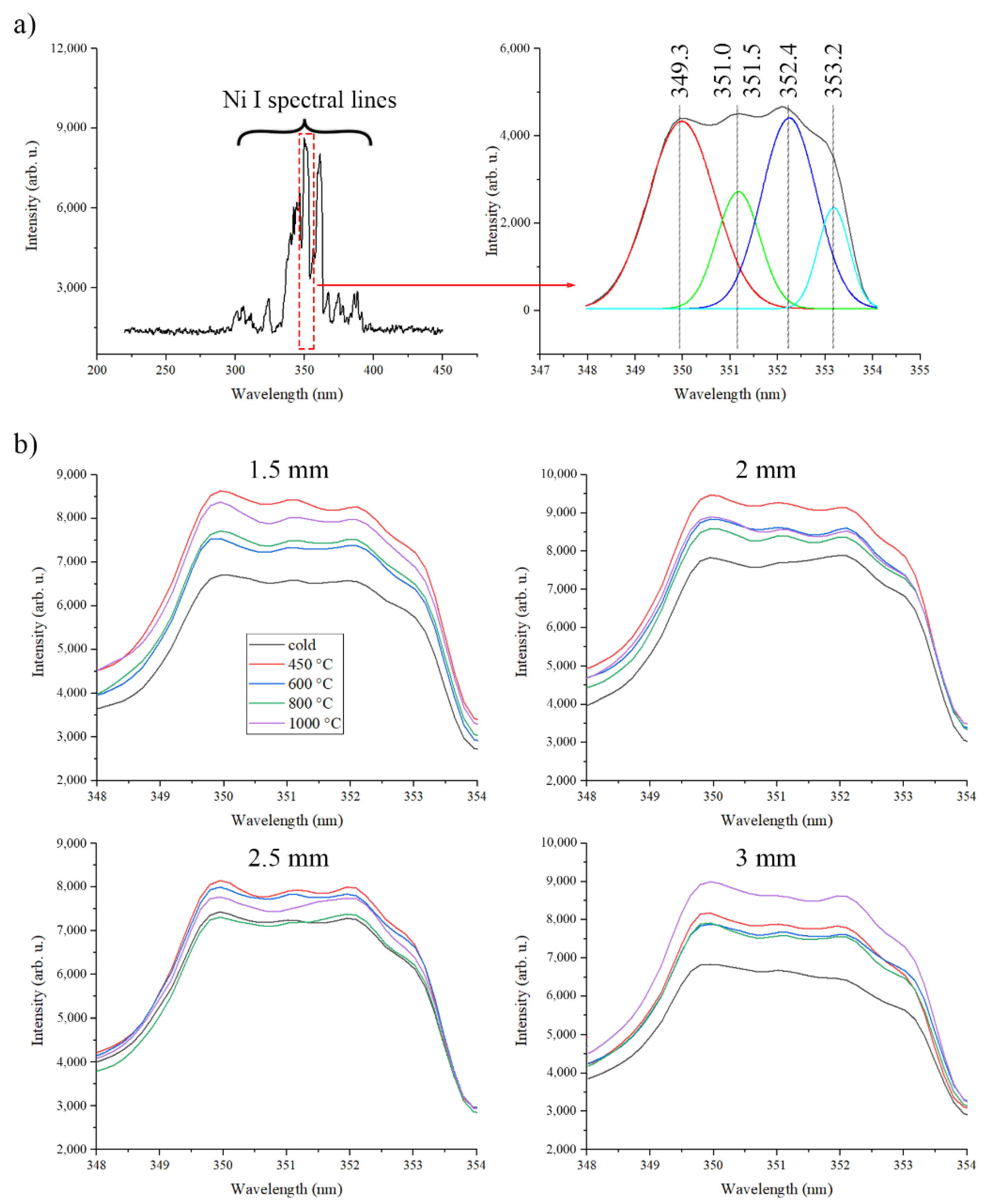
2.3. Plasma Characterization
2.4. Coatings Characterization
3. Results and Discussion
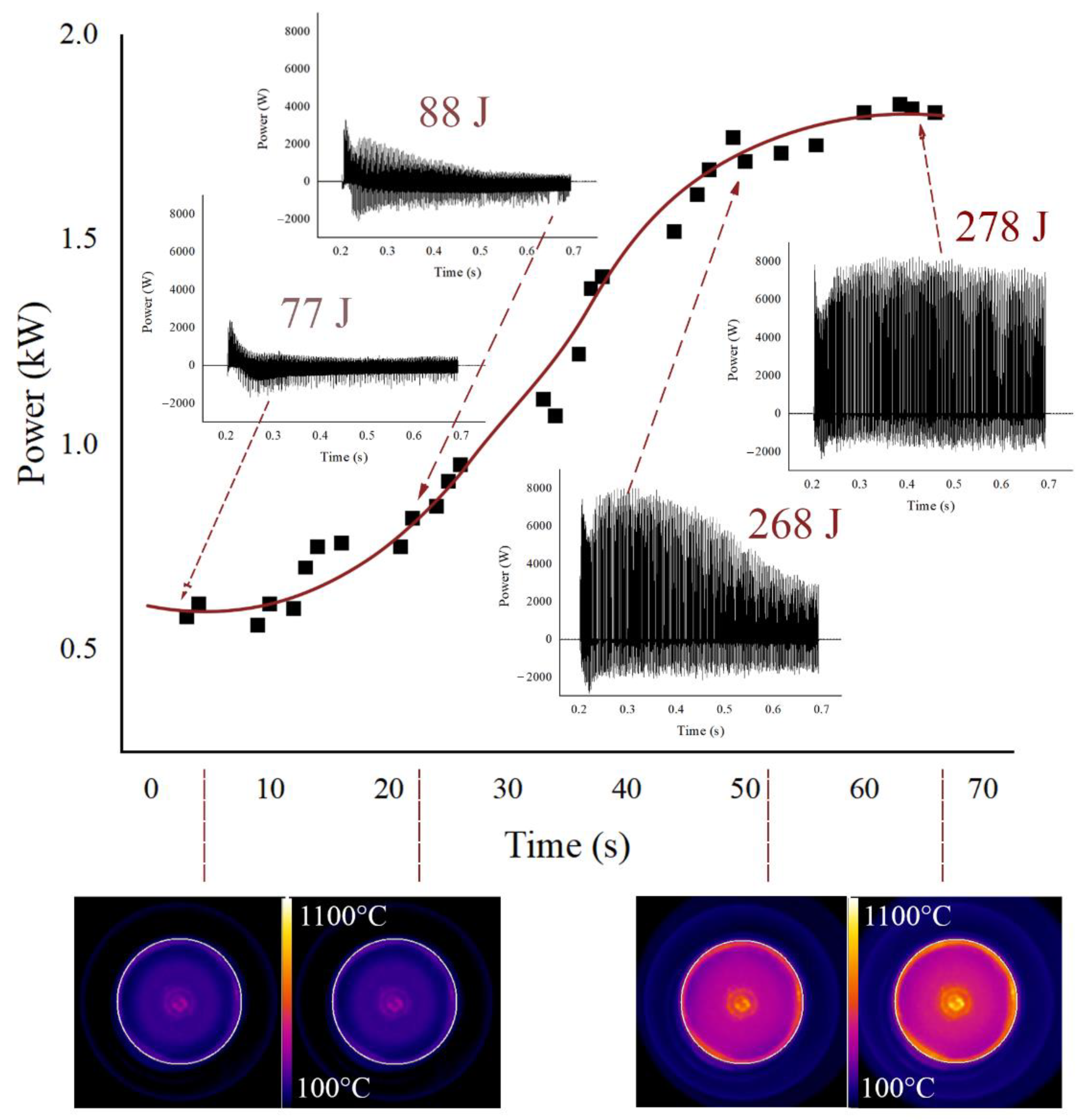
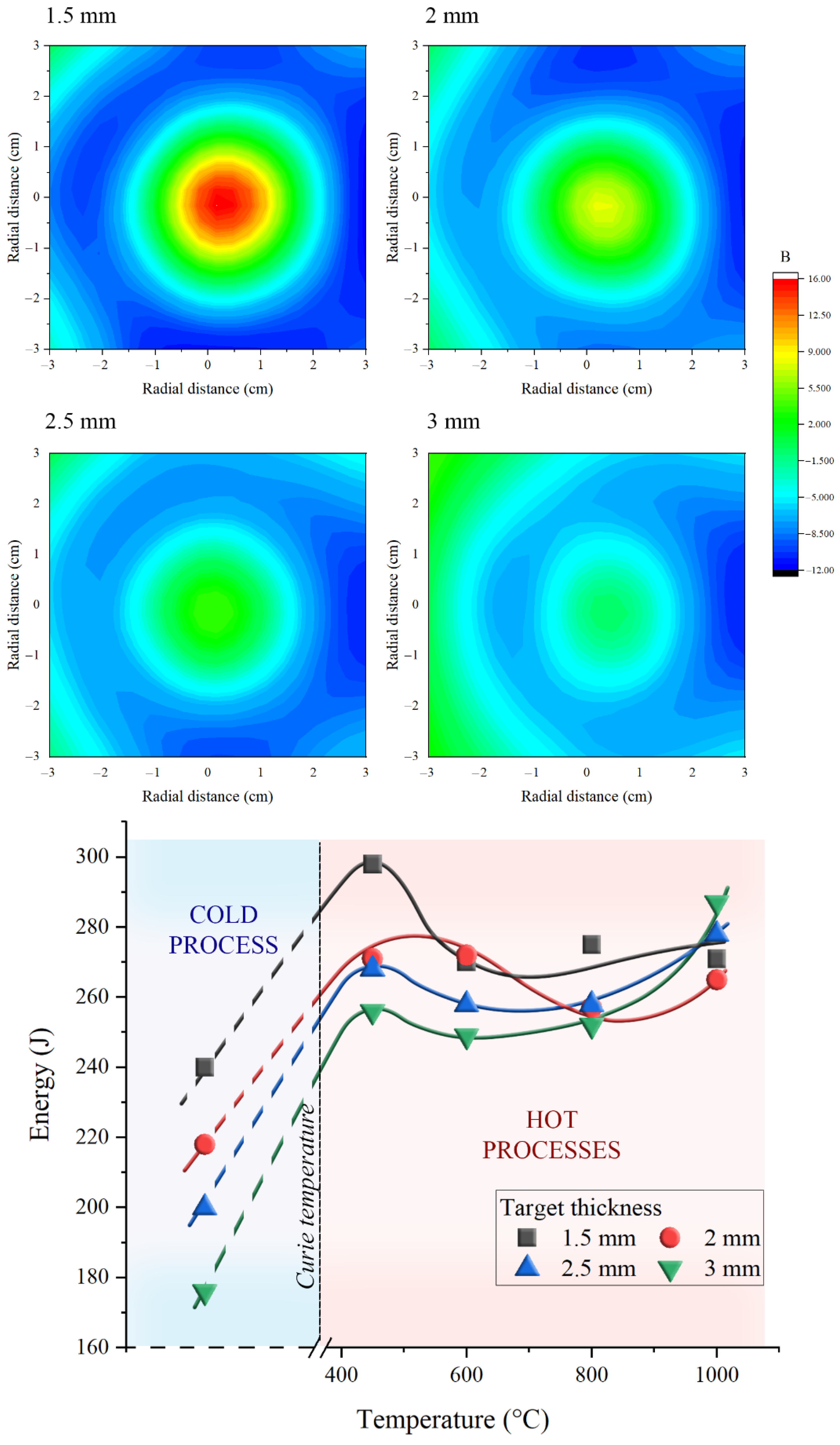
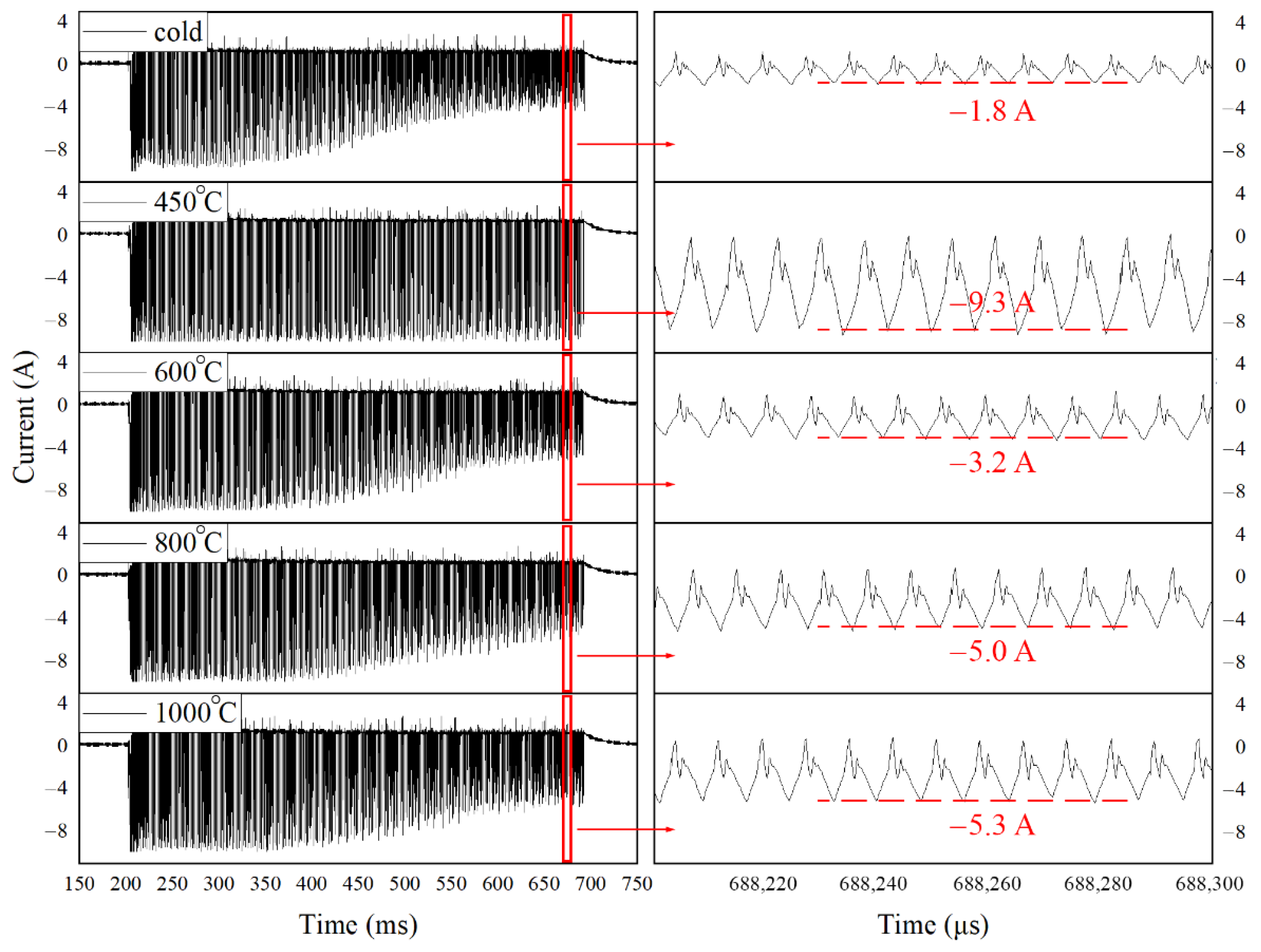
3.1. Plasma Characterization
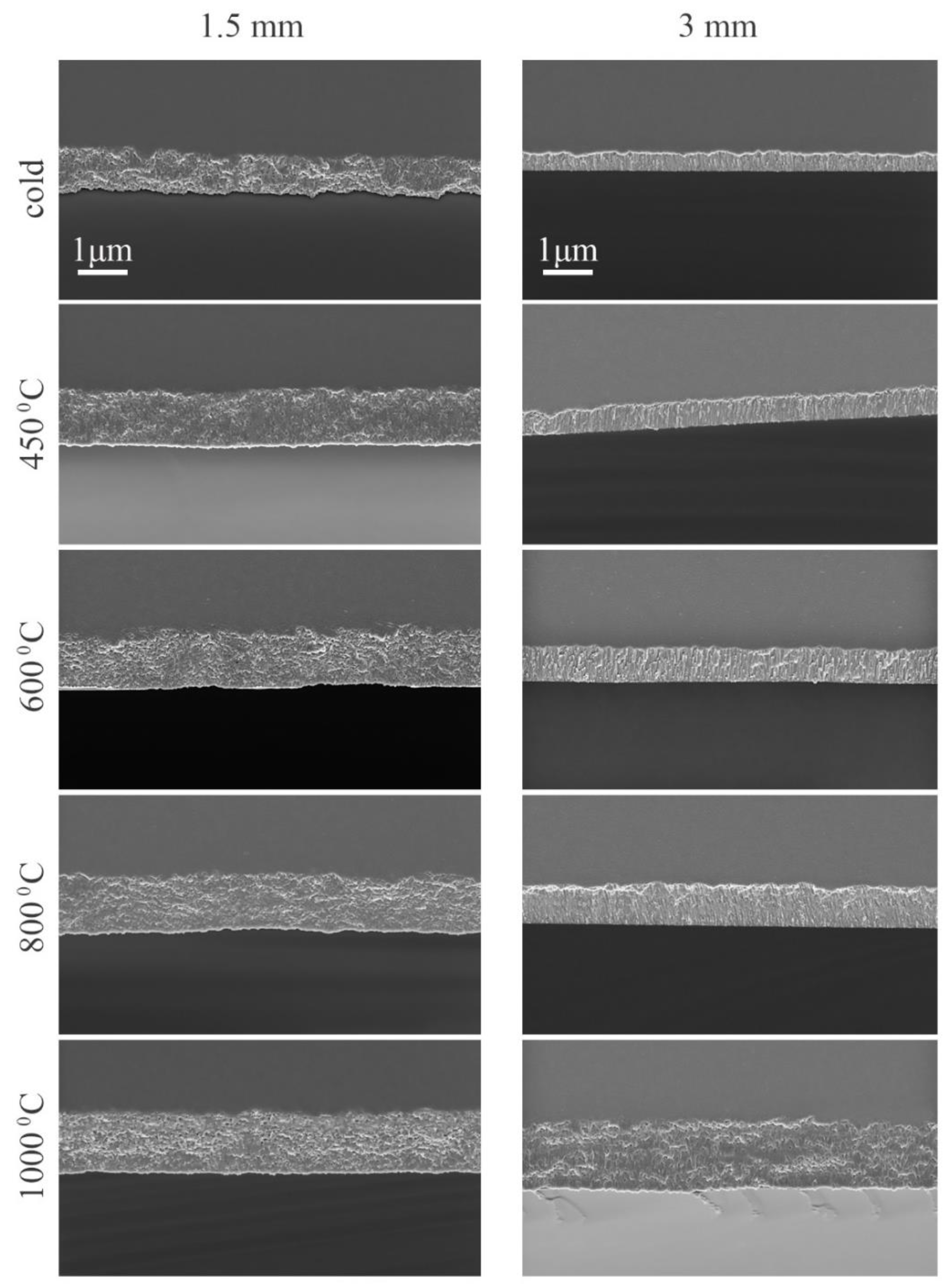
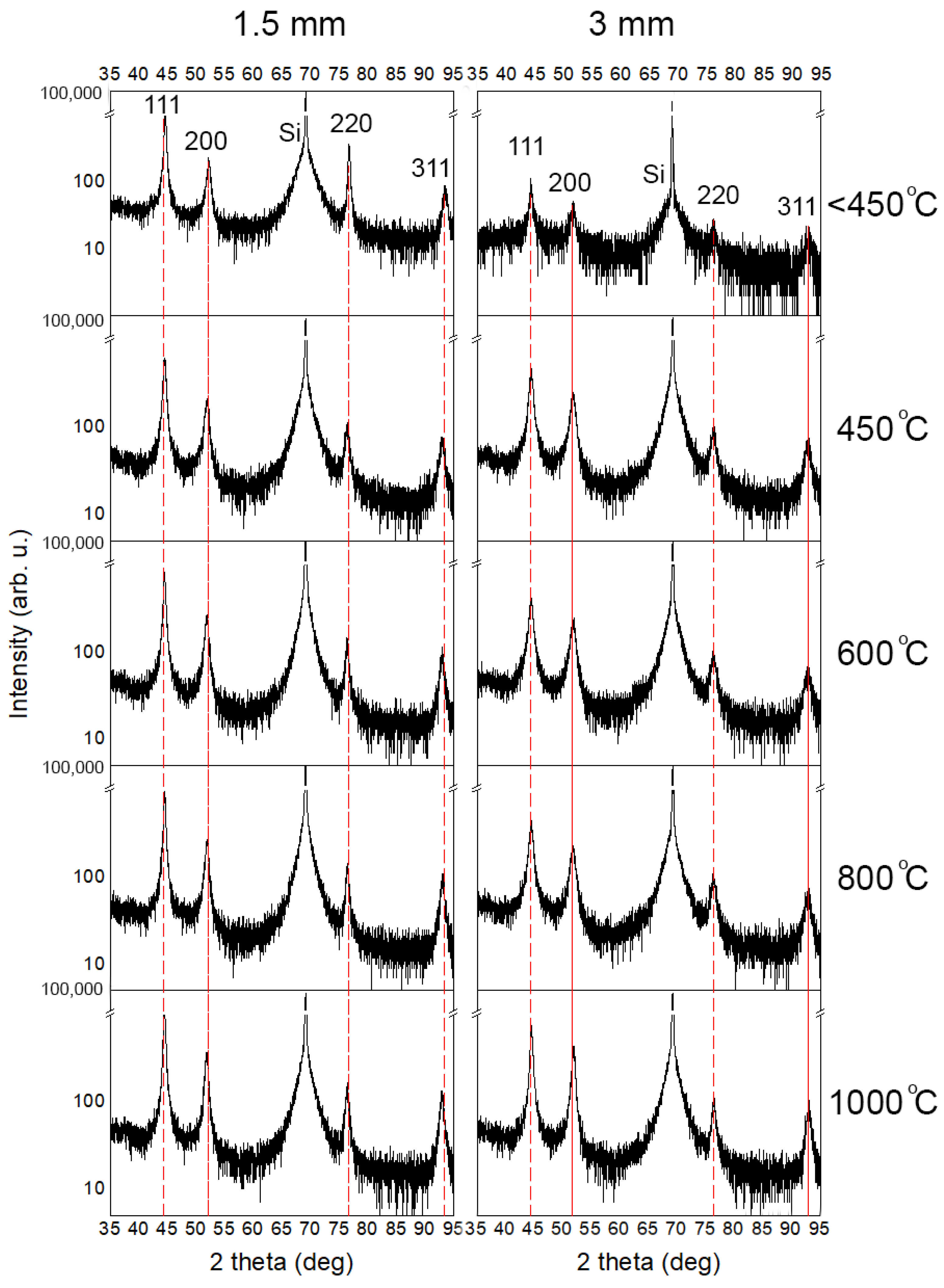
3.2. Coatings Characterization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wolfe, J.C.; He, W.-S.; Licon, D.L.; Chau, R.Y. Ion Assisted Deposition Process with Reactive Source Gassification. U.S. Patent 5,415,756, 16 May 1995. [Google Scholar]
- Chau, R.Y.; He, W.-S.; Wolfe, J.C.; Licon, D.L. Effect of target temperature on the reactive d.c.-sputtering silicon and niobium oxides. Thin Solid Films 1996, 287, 57–64. [Google Scholar] [CrossRef]
- Bleykher, G.A.; Borduleva, A.O.; Krivobokov, V.P.; Sidelev, D.V. Evaporation factor in productivity increase of hot target magnetron sputtering systems. Vacuum 2016, 132, 62–69. [Google Scholar] [CrossRef]
- Sidelev, D.V.; Bleykher, G.A.; Bestetti, M.; Krivobokov, V.P.; Vicenzo, A.; Franz, S.; Brunella, M.F. A comparative study on the properties of chromium coatings deposited by magnetron sputtering with hot and cooled target. Vacuum 2017, 143, 479–485. [Google Scholar] [CrossRef]
- Karzin, V.V.; Komlev, A.E.; Karapets, K.I.; Lebedev, N.K. Simulation of heating of the target during high-power impulse magnetron sputtering. Surf. Coat. Technol. 2018, 334, 269–273. [Google Scholar] [CrossRef]
- Tesař, J.; Rezek, J.M. On surface temperatures during high power pulsed magnetron sputtering using a hot target. Surf. Coat. Technol. 2011, 206, 1155–1159. [Google Scholar] [CrossRef]
- Bleykher, G.A.; Sidelev, D.V.; Grudinin, V.A.; Krivobokov, V.P.; Bestetti, M. Surface erosion of hot Cr target and deposition rates of Cr coatings in high power pulsed magnetron sputtering. Surf. Coat. Technol. 2018, 354, 161–168. [Google Scholar] [CrossRef]
- Grudinin, A.; Bleykher, G.A.; Sidelev, D.V.; Krivobokov, V.P.; Bestetti, M.; Vicenzo, A.; Franz, S. Chromium films deposition by hot target high power pulsed magnetron sputtering: Deposition conditions and film properties. Surf. Coat. Technol. 2019, 375, 352–362. [Google Scholar] [CrossRef]
- Sidelev, D.V.; Bleykher, G.A.; Krivobokov, V.P.; Koishybayeva, Z. High-rate magnetron sputtering with hot target. Surf. Coat. Technol. 2016, 308, 168–173. [Google Scholar] [CrossRef]
- Chodun, R.; Nowakowska-Langier, K.; Zdunek, K.; Okrasa, S. The role of magnetic energy on plasma localization during the glow discharge under reduced pressure. Nukleonika 2016, 61, 191–194. [Google Scholar] [CrossRef] [Green Version]
- Meckel, B.B. Magnetic Target Plate for Use in Magnetron Sputtering of Magnetic Films. U.S. Patent No. 4,299,678, 10 November 1981. [Google Scholar]
- Ho, K.K.; Carman, G.P. Sputter deposition of NiTi thin film shape memory alloy using a heated target. Thin Solid Films 2000, 370, 18–29. [Google Scholar] [CrossRef]
- Loch, D.A.; Gonzalvo, Y.A.; Ehiasarian, A.P. Nickel coatings by inductively coupled impulse sputtering (ICIS). Surf. Coat. Technol. 2015, 267, 98–104. [Google Scholar] [CrossRef] [Green Version]
- Brewer, J.A.; Migliuolo, M.; Belan, R.M. Magnetron sputter deposition of magnetic materials from thick targets. Proc. Annu. Tech. Conf. Soc. Vac. Coaters. 1990, 33, 37–42. [Google Scholar]
- Chang, S.A.; Skolnik, M.B.; Altman, C. High rate sputtering deposition of nickel using dc magnetron mode. J. Vac. Sci. Technol. A 1986, 4, 413–416. [Google Scholar] [CrossRef]
- Wegmann, U. A Cathode Arrangement for the Erosion of Material of a Target in an Apparatus for Cathodic Sputter Coating. G.B. Patent No. 2,090,872, 10 November 1983. [Google Scholar]
- Sidelev, D.V.; Bleykher, G.A.; Grudinin, V.A.; Krivobokov, V.P.; Bestetti, M.; Syrtanov, M.S.; Erofeev, E.V. Hot target magnetron sputtering for ferromagnetic films deposition. Surf. Coat. Technol. 2018, 334, 61–70. [Google Scholar] [CrossRef]
- Caillard, A.; El’Mokh, M.; Lecas, T.; Thomann, A.L. Effect of the target temperature during magnetron sputtering of nickel. Vacuum 2018, 147, 82–91. [Google Scholar] [CrossRef]
- Chodun, R.; Dypa, M.; Wicher, B.; Nowakowska-Langier, K.; Okrasa, S.; Minikayev, R.; Zdunek, K. The sputtering of titanium magnetron target with increased temperature in reactive atmosphere by gas injection magnetron sputtering technique. Appl. Surf. Sci. 2022, 574, 151597. [Google Scholar] [CrossRef]
- Chodun, R.; Nowakowska-Langier, K.; Wicher, B.; Okrasa, S.; Kwiatkowski, R.; Zaloga, D.; Dypa, M.; Zdunek, K. The state of coating–substrate interfacial region formed during TiO2 coating deposition by Gas Injection Magnetron Sputtering technique. Surf. Coat. Technol. 2020, 398, 126092. [Google Scholar] [CrossRef]
- Chodun, R.; Nowakowska-Langier, K.; Wicher, B.; Okrasa, S.; Minikayev, R.; Dypa, M.; Zdunek, K. TiO2 coating fabrication using gas injection magnetron sputtering technique by independently controlling the gas and power pulses. Thin Solid Films 2021, 728, 138695. [Google Scholar] [CrossRef]
- Gencoa: Balanced and Unbalanced. Available online: https://www.gencoa.com/balance-unbalance (accessed on 26 June 2022).
- Pawlak, W.; Jakubowska, M.; Sobczyk-Guzenda, A.; Makówka, M.; Szymanowski, H.; Wendler, B.; Gazicki-Lipman, M. Photo activated performance of titanium oxide coatings deposited by reactive gas impulse magnetron sputtering. Surf. Coat. Technol. 2018, 349, 647–654. [Google Scholar] [CrossRef]
- Posadowski, W.M.; Wiatrowski, A.; Dora, J.; Radzimski, Z.J. Magnetron sputtering process control by medium-frequency power supply parameter. Thin Solid Films 2008, 516, 4478–4482. [Google Scholar] [CrossRef]
- Dora, J. Resonant Power Supply. Polish Patent 313150, 6 March 1996. [Google Scholar]
- Palmero, A.; Rudolph, H.; Habraken, F.H. Study of the gas rarefaction phenomenon in a magnetron sputtering system. Thin Solid Films 2006, 515, 631–635. [Google Scholar] [CrossRef]
- Huo, C.; Raadu, M.A.; Lundin, D.; Gudmundsson, J.T.; Anders, A.; Brenning, N. Gas rarefaction and the time evolution of long high-power impulse magnetron sputtering pulses. Plasma Sources Sci. Technol. 2012, 21, 045004. [Google Scholar] [CrossRef]
- Horwat, S.; Anders, A. Compression and strong rarefaction in high power impulse magnetron sputtering discharges. J. Appl. Phys. 2010, 108, 123306. [Google Scholar] [CrossRef] [Green Version]
- Palmero, A.; Rudolph, H.; Habraken, F.H. Gas heating in plasma-assisted sputter deposition. Appl. Phys. Lett. 2005, 87, 071501. [Google Scholar] [CrossRef]
- Ganesan, R.; Murdoch, B.J.; Treverrow, B.; Ross, A.E.; Falconer, I.S.; Kondyurin, A.; McCulloch, D.G.; Partridge, J.G.; McKenzie, D.R.; Bilek, M. The role of pulse length in target poisoning during reactive HiPIMS: Application to amorphous HfO2. Plasma Sources Sci. Technol. 2015, 24, 035015. [Google Scholar] [CrossRef]
- Meggers, W.F.; Corliss, C.H.; Scribner, B.F. Tables of Spectral-Line Intensities, Part I – Arranged by Elements, Part II—Arranged by Wavelengths. Nat. Bur. Stand. U.S. 1975, 600. [Google Scholar] [CrossRef]
- Thornton, J. Influence of apparatus geometry and deposition conditions on the structure and topography of thick sputtered coatings. J. Vac. Sci. Technol. 1974, 11, 666. [Google Scholar] [CrossRef]
- Messier, R.; Giri, A.P.; Roy, R.A. Revised structure zone model for thin films physical structure. J. Vac. Sci. Technol. A 1984, 2, 500. [Google Scholar] [CrossRef]
- Anders, A. A structure zone diagram including plasma-based deposition and ion etching. Thin Solid Films 2010, 518, 4087. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Target Thickness (mm) | Temperature | Period (ms) | Deposition Time (s) |
|---|---|---|---|
| 1.5 | <450 | 2000 | 720 |
| 450 | 1300 | 468 | |
| 600 | 1150 | 414 | |
| 800 | 900 | 324 | |
| 1000 | 650 | 234 | |
| 2 | <450 | 2000 | 720 |
| 450 | 1500 | 540 | |
| 600 | 1100 | 396 | |
| 800 | 900 | 324 | |
| 1000 | 650 | 234 | |
| 2.5 | <450 | 2000 | 720 |
| 450 | 1100 | 396 | |
| 600 | 730 | 263 | |
| 800 | 580 | 209 | |
| 1000 | 550 | 198 | |
| 3 | <450 | 2000 | 720 |
| 450 | 1500 | 540 | |
| 600 | 1000 | 360 | |
| 800 | 650 | 234 | |
| 1000 | 550 | 198 |
| Specie | Wavelength (nm) | Rel. Intensity | Lower Level | Upper Level |
|---|---|---|---|---|
| Ni I | 349.3 | 5500 | 3d9(2D)4s | 3d9(2D)4p |
| Ni I | 351.0 | 2600 | 3d9(2D)4s | 3d9(2D)4p |
| Ni I | 351.5 | 6600 | 3d9(2D)4s | 3d9(2D)4p |
| Ni I | 352.4 | 8200 | 3d9(2D)4s | 3d9(2D)4p |
| Ni I | 353.2 | 1100 | 3d8(3F)4s2 | 3d9(2D)4p |
| 1.5 mm Thick Target | 3 mm Thick Target | Temperature (°C) |
|---|---|---|
| 900 nm | 380 nm | <450 |
| 950 nm | 500 nm | 450 |
| 1070 nm | 640 nm | 600 |
| 1080 nm | 680 nm | 800 |
| 1100 nm | 1140 nm | 1000 |
| 1.5 mm Thick Target | 3 mm Thick Target | Temperature (°C) |
|---|---|---|
| 7.8 nm | 18.2 nm | <450 |
| 7.3 nm | 10.2 nm | 450 |
| 7.2 nm | 13.1 nm | 600 |
| 7.7 nm | 15.2 nm | 800 |
| 12.6 nm | 15.0 nm | 1000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chodun, R.; Wicher, B.; Nowakowska-Langier, K.; Minikayev, R.; Dypa-Uminska, M.; Zdunek, K. On the Control of Hot Nickel Target Magnetron Sputtering by Distribution of Power Pulses. Coatings 2022, 12, 1022. https://doi.org/10.3390/coatings12071022
Chodun R, Wicher B, Nowakowska-Langier K, Minikayev R, Dypa-Uminska M, Zdunek K. On the Control of Hot Nickel Target Magnetron Sputtering by Distribution of Power Pulses. Coatings. 2022; 12(7):1022. https://doi.org/10.3390/coatings12071022
Chicago/Turabian StyleChodun, Rafal, Bartosz Wicher, Katarzyna Nowakowska-Langier, Roman Minikayev, Marlena Dypa-Uminska, and Krzysztof Zdunek. 2022. "On the Control of Hot Nickel Target Magnetron Sputtering by Distribution of Power Pulses" Coatings 12, no. 7: 1022. https://doi.org/10.3390/coatings12071022